慢走丝操作指导手册
日本西部慢走丝SEIBU操作说明

歡迎使用西部線割機香港寶力機械有限公司Pro-Technic Machinery Ltd操作說明SEIBU WIRE CUT遁步漸進搜索學習SEIBU WIRE CUTF1 檔案FILEF2 程式PROGRAMF3NC 參數NC DATAF4放電設定EC DATAF5 繪圖PLOTF6 操作MODE SET 遙控器及按鍵圖解F7 元件開關PERIPHERALF8 定期檢查SELF CHECKF9 軟件UTILITYF10 主目錄MAIN MENUte xtSTARTSTOP CUTAIR UH1234FEEDORGAIR SPAIR LHX Y-Z+ZU VX- / U-Y+ / V+X+ / U+Y- / V-Zzǐ絬筿氨ゎ磅︽币笆辅禸匡拒簿˙禯巾娩箇称も笆絬禬禫﹚Z ﹚硉下一頁緊急開關放電狀態電壓錶開關功能鍵副頁轉板鍵副頁鍵放水走線放電執行停止直接GM 碼功能返回主目錄輸入鍵此頁為維修專用請不要亂動返回主目錄SEIBU WIRE CUTF1 檔案FILE記憶內容F1 MEMORY磁碟傳送F2 FLOPPY電腦傳送F3 LINE返回主目錄F4 PAPER TAPE記憶內容MEMORY•處理檔案刪除,複製,改名•DELETE --輸入要刪除檔名按START •COPY --輸入要複製檔名及新檔名按START •RENAME---輸入要改名檔名及新檔名按START返回檔案磁碟傳送FLOPPY•INPUT--輸入磁碟檔名XXX.NC再輸入新檔名W0001按START •OUTPUT-輸入檔名W0001再按START•INPUT FILE NAME = XXX.NC•INPUT W NAME = W0001返回檔案電腦傳送LINE •INPUT--輸入新檔名W0001按START•INPUT W NUMBER = W0001•再將遠征電腦檔案傳送•LIST --顯示傳送資料返回檔案SEIBU WIRE CUTF2 程式PROGRAM設定檔號F1 WORK#SET修改內容F2 EDIT尋找功能F3 SEARCH返回主目錄快跳功能F4 JUMP設定檔號WORK#SET •輸入新建檔名或要進行修改檔名•INPUT FILE NAME = W0001W0001 W0002 W0003 W0004 W0005返回程式修改內容EDIT •輸入要修改檔號•W NUMBER TO EDIT = W0001•按FILE OPEN 進行修改•按FILE CLOSE 關閉及儲存•W0001:•E108•T0.322•G92X0Y0•G03X-10.I-5.返回程式•G03X10.I5.•M02尋找功能SEARCH•在修改程式下進行搜索•按CHAR.STR SET輸入要搜索有關文字•SEARCH CHAR.STRING=•關閉CHAR.STR SET 再按SEARCH返回程式快跳功能JUMP •在修改程式下進行跳頁搜索返回程式SEIBU WIRE CUTF5 繪圖PLOT繪圖設定F1 PLOT CNDTN畫圖F2 PLOT放大功能F3 MAGNIFY返回主目錄繪圖設定PLOT CNDTN •設定畫圖參數•按WORK #SET輸入進行畫圖檔名•PLOT W NUMBER =•平面錐度畫圖設定TAPER CONST.•DB=40 t=20•設定NC ENV.TAPER=1•立體錐度畫圖設定PLOT CNDTN•VEIW ANGLE X=45 VEIW ANGLE Z=45 WIRE•FRAME PITCH=20 CONTOUR LINE PITCH =20返回繪圖畫圖PLOT •PLOT START --啟動畫圖•*先在PLOT CNDTN的WORK#SET輸入檔名•PLOT STOP --終斷畫圖•PLOT RESET --畫圖程式重置•NC LIST --程式顯示•CONDITION --參數顯示返回繪圖放大功能MAGNIFY•MAGNIFY + 放大•MAGNIFY -縮小•用上下左右箭咀鍵移動到要放大位置返回繪圖F6 操作MODE SETSEIBU WIRE CUT 顯示選擇F1 DSP. SELECT 加工繪圖F2 PLOT CNDTN 手動/踫數F3 MANAUL MODE 座標歸零F9 COORDINATES 執行檔案F5 MEMORY MODE單段執行F4 MDI MODE 返回主目錄顯示選擇DSP. SELECT •選擇各項座標顯示及各項參數座標註解參數註解返回主目錄座標註解–MC POSITION 機械原位–RLT POSITION相對座標–G54 POSITION G54工作座標–G55 POSITION G55工作座標–G56 POSITION G56工作座標–G57 POSITION G57工作座標–G58 POSITION G58工作座標–G59 POSITION G59工作座標返回顯示選擇參數註解EC 參數EC DATA錐度參數TAPER CONSTNC 2 參數NC ENV 2GM 參數GM CODE返回顯示選擇• E = 放電參數碼( 參照工件厚度,材料,精度及線徑查看手冊)•VO = 放電電壓( 70V -150V )•VG = 間隙電壓•SG = 伺服( 5 -25 越厚用越細)•CS = 電流組( <粗用0> < 中用10> <幼用21-24> )•I = 電流( 1 -15 越快用越大,易斷線)•OFF= 休止幅( 8 -30 越快用越細,易斷線)•HS = 放電幅( 薄用21 厚用31 極厚用41 )•AD = 穩定功能(越大越穩定粗加工用301-324 粗加工用201-224)•WS = 線速( 1 -99 )•WT = 線張力( 50 -85 )•FL = 水壓( 低水壓111 -117 ) ( 高水壓121-127 )•N = 效率< 粗68> < 中40 > < 幼20 >•CF = 定速< 0 自由速> < 1= 定速>EC 參數EC DATA 返回參數註解錐度參數TAPER CONST•H = 直身預留•DA = 下咀到工而低高度•DB = 上咀至下咀高度• A = 錐度•PH = 設0•T = 補償數•S = 比例•K = 轉角度•R = 角位圓度數•t = 四軸加工<輸入工件厚度>•Q = 工件斜度<最大為15度>返回參數註解•TAPER RUN= < 1 走錐度> < 0 不走錐度>•4 AXIS = < 1 走四軸> < 0 不走四軸>•G88 / 89= < G88走R> < G89 不走R>•AX.RTN =工作台盤轉角度•STOP AT H.P.B = <1 有M01碼前暫停> <0 無效>•HALF PSTN.BLK =若上項設1 輸入暫停前距離•STOP AT G00 =•HALF . PSTN G00•AWF MOD ON FAILURE = <0 穿線失敗再穿><1穿線失敗出警告>•PSTN . TOLERANCE = 踫數工差•WIRE DIAMETER = 線徑NC 2 參數NC ENV 2返回參數註解GM 參數GM CODE 返回參數註解G00 快速直線G01 限速直線G02 順時針圓弧G03 逆時針圓弧G04 暫停有放電G15 慢刀切入G40 取消補償G41 偏左補償G42 偏右補償G44 角位減速G50 即開錐度G51 慢開錐度G52 慢收錐度G53 錐度漸開G90 絕對座標G91 增量座標G92 開始座標M00 暫停M01 選擇性暫停M02 結束M20 穿線M21 剪線M74 全放水噴水加工M75 浸水加工M76 半放水噴水加工加工繪圖PLOT CNDTN•設定加工繪圖參數•SCALE 設定1 <自動比例>•SCALE 設定2 < 定位繪圖輸入XS = YS = >返回操作手動/踫數MANAUL MODE 手動移位操作回零操作踫數返回操作-X / U +X / u +Y / V -Y / V REMOTE F6 操作MODE SET 主目錄MAIN MENUF3 手動MANUAL MODE 返回手動/踫數UAL M操作回零操作機械回零操作座標回零返回手動/踫數MODE SETF3手動MANUAL MODEMC RTN G54 RTN G55 RTN G56 RTNG57 RTN X YRLT RTN G59 RTN U VG58 RTN按此鍵REMOTE-X / U+X / u+Y / V-Y / V按此鍵及按-X /-V 或-Y/-U 方向X Y U V 返回歸零ZZ軸拉到最高直至有警告出現OVERRUN為止MODE SETF3 手動MANUAL MODEMC RTN G54 RTN G55 RTN G56 RTN G57 RTN X Y RLT RTN G59 RTNU VG58 RTN 按此鍵選擇要回零座標再按START 鍵執行選擇XY 或UV 軸回零返回歸零操作踫數手動踫垂直SPARC P.返回手動/踫數踫單邊SIDE FACE踫孔中心HOLE CENTER踫角位CORNER踫DA / DBTAPER CNST M踫兩孔距離K BY 2 HOLE踫溝槽中心GAP CENTER自動踫垂直W.VERTICAL踫邊分中SIDE CENTER手動踫垂直E1000U 用一標準垂直工具放置在工作台左方將機頭穿好線移近垂直工具輸入E1000碼按副鍵SPARK P 再按搖控器及觀察電壓錶30V 電壓及用慢速移動XY 軸,直到電壓跌低同時觀察銅線與垂直工具是否從頂到底都佈滿短路所產生的火花若果火花不正確,選擇U 慢速移動直至火花上下均渾用將垂直工具放置在工作台前方調較V 軸調較妥當幾工作座標及相對座標度零SPARK PV設零方法踫 DA / DBE1000用一標準垂直工具放置在工作台左方將機頭穿好線移近垂直工具輸入E1000碼按負鍵TAPER CNSTN 設UV TRA VEL= 5.000JIG THICKNESS =垂直工具厚度值將Z 軸移到最頂,再移回工具面上大約10mm 左右再按搖控器及X-方向執行執行完畢DA/DB 會自動設入參數內TAPER CNSTN踫單邊E1000將機頭穿好線移近工件附近輸入E1000碼按負鍵SIDE FACE設APPROACH LIMIT = 30RLT CORDNTS PREST = 1 設RTL 座標為0= 0 不設定WORK CORDNT PRESET = 設G54-9 座標為0(4=G54 ~ 9=G59)=0不設定PSTIN TOLERANCE =0.03再按搖控器及X-方向執行SIDE FACEAPPROACH LIMIT踫角位E1000將機頭穿好線移近工件要量的角附近輸入E1000碼按負鍵CORNER設CORNER NUMBER = 1 OR 4APPROACH LIMIT = 15RLT CORDNTS PREST =1 設RTL 座標為0=0 不設定WORK CORDNT PRESET = 設G54-9 座標為0(4=G54 ~ 9=G59)=0不設定PSTIN TOLERANCE=0.03再按搖控器及方向執行CORNER1234E1000將機頭穿好線移近工件要量的邊大約中心,輸入E1000碼按負鍵FACE CENTER設FACE NUMBER = 1 -4APPROACH LIMIT = 工件長度加5 mmRLT CORDNTS PREST = 1 設RTL 座標為0= 0 不設定WORK CORDNT PRESET = 設G54-9 座標為0(4=G54 ~ 9=G59)= 0不設定PSTIN TOLERANCE = 0.03再按搖控器及方向執行SIDE CENTER1243E1000將機頭穿好線在工件孔裏面輸入E1000碼按負鍵HOLE CENTER設APPROACH ANGLE = 設0 直走= 設1 走45度RLT CORDNTS PREST = 1 設RTL 座標為0= 0 不設定WORK CORDNT PRESET = 設G54-9 座標為0(4=G54 ~ 9=G59)= 0不設定PSTIN TOLERANCE = 0.03再按搖控器及方向執行HOLE CENTER踫兩孔距離E1000將機頭穿好線在工件1孔裏面輸入E1000碼先用踫孔中心執行執行完畢按BY 2 HOLEQTY = 設1將機頭穿好線在工件2孔裏面再用踫孔中心執行QTY = 設2再按MEASURING / CULATALE角度及距離數據會自動量出BY 2 HOLE踫溝槽中心E1000將機頭穿好線在工件溝槽裏面輸入E1000碼按負鍵GAPCENTERRLT CORDNTS PREST = 1 設RTL 座標為0= 0 不設定WORK CORDNT PRESET = 設G54-9 座標為0(4=G54 ~ 9=G59)= 0不設定PSTIN TOLERANCE = 0.03再按搖控器及方向執行GAP CENTER單段執行MDI MODE•輸入GM碼程式作一次執行<按START>•執行完畢不作記憶G01 X5.Y0M02START EDITMONITOR返回操作•先按WORK SELECT下選取要加工檔號•WORK NUMBER = W0001•再按MONITOR顯示板•再按F1 DISP.SELECT鍵在SCALE =設1 <AUTO>•再按F5返回MEMORY MODEWORK NUMBER= W0001W0001 W0002 W0003W0004 W0005下一頁DIS.SELECT MONITORWORK SELECTMEMORY MODE•按DRY RUN空跑鍵及MC LOCK鎖台鍵•按START執行鍵,執行空跑程式•畫面上會顯示程式圖樣及線位路徑•若程戌圖樣無誤可解除空跑.鎖台•按START執行加工DRY RUN MC LOCK START 下一頁•執行加工時,可以隨時更改E碼放電參數內容•執行加工時,可以隨時跳到PLOT 畫另一圖型•執行加工時,不可以利用手動移動工作台•若加工中有斷線須要移動工作台•按副鍵INTERRUPTION 便可即時手動移位•若要繼續加工,先解除INTERRUPTION, 再按副鍵INTRPT.RTN 返回斷線點, 再按START加工•若加工未完成要解除加工程式作修改,修正後要繼續加工,先按STOP鍵再按NC RESET鍵, 再到程式頁修改,修改完成繼續加工,先按副鍵START P.RNT返回起點,再按DRYRUN 走到剛才停止點, 再解除DRYRUN按START 返回操作MODE SET•選擇工作座標•G54-G59及RLT•按副鍵設以下•X軸座標為零( X SET O)•Y軸座標為零( Y SET O)•U軸座標為零( U SET O)•V軸座標為零( V SET O)返回操作F6 自我檢查SELF CHECKSEIBU WIRE CUT RUNNING STATI/O SIGNALLOG DATA另開顯示WINDOW 返回主目錄保養檢查MAINTENANCE PRDCTN INFO。
慢走丝

线张力
Wire tension
线速
Wire feed
垂直度
Perpendicularity
锥度
Taper
斜度
Oblique
过滤方式
Filtering element
亚特
?
美溪
?
杜芬
?
联盛
?
文档冲亿季,好礼乐相随 uang Technoloies
编程系统
Esprit
无中文名你能取一个
M
asterCam
无中文名
Ycut
立先
Wpcam
统羸
机台性能:
最大工件尺寸
Max workpiece size
半自动穿线
Semi-auto
thread
自动穿线
Automatic thread
驱动器
Driver
伺服马达
Servo motor
光栅尺位置检出装置
Liner scale Positioning
2.4 空格后,选择好文件的输出路径。按保存。
2.5 程序便自动进行模拟。如想让其暂停可按“空格”或“鼠标右键”。
2.6 最后把所保存的文件*.*.ISO同C:/TWINCAD/*.*.CMD文件COPY到机床上并运行*.*.CMD程序便可以。
3 模式解析
3.1部分斜度/斜度加工:
3.1.1画完图形后,进入后置处理“WTCAM”。在路径设置后进入D:其他细节--T:斜度,输入用户需要的斜度,然后手动选择该斜度图形的边。不同的边斜度选定只要重新在T:斜度 中输入新的斜度既可。
慢走丝线切割作业指导书

XXXXX公司作成:确认:承认:XXXX公司编号WI-002线切割作业指导书制定日期2005/12/31分类指导书制定单位制造一课版本B页次 2 of 4确认对象确认内容使用工具资料及方法判断处理方法及注意事项加工的内容GP、合せ辅助穴对照作业指示票W寸法图导柱与导套对照作业指示票构造图一般只加工导套,导套一般正寸﹣50来加工。
有无特殊加工对照作业指示票时记事项如模具有无三次加工,有无ST3仕样,有无先后道加工的地方等等。
加工前机器确认清洁度,干燥度使用气枪等打扫垂直度使用ウィセ自动垂直器给电子、铜线查看生产情报,目测查看W机的生产情报即给电子,一般100h换一次铜线规格无特殊指示,一般情况下为φ0.2冷却水纯度50以上,单位为内部设计(二)、架板开始1、架板:(1).确认做冲针有两次加工时,拉住的位置一定要多(至少5mm以上),一般选位处进 线孔放电加工。
(2).确认正图、逆图,(逆图正面架则要开镜像)。
(3).确认是否テ-ハ加工,一般热处理板的中拔需テ-ハ加工,制品穴落料不够大或刀 口过多要テ-ハ加工。
另:热处理板下模(才型、ダィス刀口 一般2.0~2.2),其它下模(才型、ダィス刀口一般2.2~ 2.5) ,上型(ストリッパ-、シェダ一刀口一般3mm),其余特殊情况设计时再指示。
作成:确认:承认:XXXXX公司编号WI-002线切割作业指导书制定日期2005/12/31分类指导书制定单位制造一课版本B页次 3 of 41 、平行,绞基准。
当有些变更或其它原因没有平行穴时,采用W显示器坐标和百分表合起来,上下移动对平行。
变更或第二次架板时,应绞两个割过的孔并取其差异的中间值,差异超过0.02~0.03时应谨慎行事,没有十足把握应及时联络。
另对于KYS这种单面、多孔而又W不加的板,一般要绞两个或多个孔,以确其穴的好坏。
2、输入加工文件,一般根据加工顺序输入所有这块能加工的内容。
一般先中拔,再外形;再外形两次,中拔两次,再切落。
夏米尔慢走丝290-500操作说明书
夏米尔慢走丝操作说明书1.目的为正确操作线切割设备以维持线切割设备之精度及稳定性,延长其使用寿命,使线切割加工作业规范.标准化,而达到提升质量保证,提升加工效率的目的,以满足客户需求.2.适用范围适合于ROBOFIL290.ROBOFIL500型号之慢走丝.3.作业内容3.1 开机当电柜合闸通电的时候,数控恢复断电前的状态.如果想装软件,必须启动特别的启动屏幕,步骤如下:3.1.1 按通电开关.3.1.2 同时,按住控制板上任何一个键,直到显示启动屏幕.3.1.2.1 监控功能(MONITOR)是保留给CT维修服务人员的.3.1.2.2 装入功能(LOAD)用来装软件模块:系统.自诊断.3.1.2.3 初始化功能(INITALIZE)数控返回到初始状态(相当于装入软件的状态).3.1.2.4 继续功能(CONTINUE)用于退出特别启动屏幕,进入正常操作(象上面的操作一样,激活最后一个屏幕).3.2 安装软件3.2.1 系统软件一旦初始化菜单被激活,接着:* 把系统盘(磁盘A)插入驱动器A* 选择LOAD(F2)在装软件期间,磁盘驱动器二极管和屏幕右一指灯亮,数控显示装入过程的信息.装入结束后,NC在EXE方式下,以便执行装入下列文件的操作.(语言,CT-EXPERT.CAM-CT)3.2.2. 装入系统软件后,显示语言配置菜单:* 指明所需要的语言名,用RETURN确认* 根据指示插入所选择的语言盘* 按F1(寻找)输入必须的文件,设备即按所选语言配置.3.3 屏幕组织* 准备模式(PREPARATION) 符号: PREP 背景色: 绿色* 执行模式(EXECTION) 符号: EXE 背景色: 紫色* 信息模式(INFORMATION) 符号: INFO 背景色: 蓝色* 图形模式(GRAPIC) 符号: GRAPH 背景色: 橙色3.3.1 PREP 准备方式3.3.1.1 编辑器(EDITOR)该功能用来建立或修改ISO程序,控制程序PROFIL程序1): 寻找文本(FIND.TEXT)2): 寻找下一个(FIND NEXT)3): 块(BLOCK)4): 标记范围开始(MARK START>标记范围结束(MARK END)5): 保存文件(SAVE FILE)6): 退出(EXIT)3.3.1.2 CAM-CT* 准备ISO零件程序需要交替运用菜单功能与绘图功能.<此单节介绍略>3.3.1.3 专家系统(CT-EXPERT)* 这些程序可以手工或者由CT-EXPERT专家系统自动生成.* 与不使用CT-EXPERT专家系统相比,CT-EXPERT生成的TEC文件是分完整的.用一个TEC文件,一个ISO文件和一个命令文件就可能执行个加工操作.相反,当一个文件在CT-EXPERT中查询或者修改时,必须3.3.1.4 文件(FILES)* 本功能用于处理存储在(所用的)不同单元上的所有文件(选择一个单示其下的文件目录).* 可以对给定目录中的文件操作,或者从一个目录转到另一个目录.1): 拷贝(COPY)2): 删除(DELETE)3): 改变名称(RENAME)4): 显示(DESPLAY)5): 打印(PRINT)6): 转换单元(CHANGE UNIT)7): 格式化(INITIALISE)8): 退出(EXIT)3.3.1.5 表编辑(EDIT TABLES)1): TEC--规准表(工艺文件的定义)2): OFS--偏移量(补正量)3): VAR--变量(变量值代入)4): WIR--电极丝(使用线参数)3.3.2. EXECUTION执行方式* 配置机台* 调节多种参数* 运行测量功能* 在开始加式操作之前,执行所需要的测试3.3.2.1. 执行程序(PROGRAM EXECUTION)1). 切割(CUT)2). 空跑(DRY RUN)3). 检验(VERIFY)4). 绘图(DRAW ON SCREEN)5). 改变模式(CHANGE UNIT)3.3.2.2. 用户参数(USER PARAMETERS)1) HPA: 工件设度2) CLE: 补偿间隙3) SCF: 比例系数4) ROT: 工件旋转5) TFE: 补正量认可6) TRE: 斜度认可7) MIR,X: X镜像8) MIR,Y: Y镜像9) ZID: 下导头至平台距离10) ZSD: 上导头至工件顶部距离11) BLK: 单节执行12) CBC: 一个命令一个命令执行13) SIM: 加工与空跑转换14) TSIM: 模拟穿丝15) VSIM: 空跑速度16) BLD: 遇"/"跳过17) OSP: 选择性暂停18) ENG: 选择单位19) COE: 遇不错误继续执行20) ART: 断电后自动重启动21) ATH: 断丝后重穿丝22) CHRA: 选择表面精度的单位23) WIRE LN : 电极丝的消耗量24) MIOL: 测量允许的误差25) DVI: 缺省使用的源外设26) EXT: 缺省扩展27) DEIO: 电介液的导电率28) ATT: 开始切入路径的长度29) EAO: 遥控报警3.3.2.3: 电源参数(GENERAO PARAMETERS)* EL: 使用的电极丝号* PA: 工件的材料号1) FF: 暂时降低频率2) M : 切割方式3) V : 切割电压4) A : 脉冲宽度(放电时间)5) B : 休止时间6) S : 最大进给率7) AJ: 伺服基准平均电压8) TAC: 短脉冲时间9) IAL: 点火脉冲电流10) WS: 走丝速度11) WB: 线张力12) INJ: 水压13) ST: 保护策略3.3.2.4: 作图参数(DRAWING PARAMETERS) <略>3.3.2.5: 激活表(ACTIVE TABLES)1). TEC: 工艺表2). OFS: 补正值表3). VAR: 变量表4). PNT: 点表5). WIR: 电极丝准备表3.3.2.6: 测量(MEASURING)测量功能用于执行一系列操作,这些操作分成两类.* 机台调校测量* 电极丝相对于被加工工件位置的测量* 电极丝相对于被加工工件位置的测量1).找外轮廓中心(EXTERNAL CENTERING)2).找中心平面(MIDDLE) (寻沟槽)3).找拐角(CORNER)4).测角度(ALIGN ADGE)5).校孔ALIGN HOLES6).找边EDGE7).电极丝校垂直VERTICAL ALIGNMENT8).找中心CENTER9).工件校垂直PART ALIGNMERNT10).测ZID GUIDES SETUP11).喷嘴调节NOZZLE ADJUST12).垂直返回VERTICAL RETURN13).工件返回PART RETURN注意:1).一定要在加工状态下执行测量功能,例如,上导向器在低位置(工作位置),丝的张力正确(张力已校准,并且WB=精加工张力).水的离子浓度合适(即水电阻率要求范围)并保持恒温.2).被加工工件必须除油,去磁,去毛刺.3).每周一次,或者在每次加工高精度,斜度加工之前,特别是拆卸导向器后,要执行电极丝导向器设定功能.4).确信使用的电接触类型与所用电极丝的类型一致.5).开始测量前,要确认电极丝没有与被测量物短路.3.3.2.7. 手动(MANUAL)1).接触激活/不激活动力(TOUCH ACTIVE)2).返回断线点或轮廓(RETURN CONTOUR)3).电源参数(GENERATOR PARAMETERS)4).点动/连续方式(INCRE MENTAL MODE)5).接通/断开接触(SWITCH OFF CONTACT)6).激活/不激活(SWITCH OFF JET)7).软极限(SOFT LIMITS)3.3.2.8. 基准点(REFERENCE)机台配置的光栅尺每10MM有一个基准标记,任何一个基准标记都可以用来决定坐标轴的基准位置.3.3.2.9 服务(SERVICE)1).日期和时间(DATE HOUR)2).周期(CYCLES)3).语言(LANGUAGE)4).安全(SECURITY)3.3.3. INFO查询模式* 它汇集了所有涉及到机台配和加工操作监视的信息.3.3.3.1 观察画面(SURVEY)1). 机台坐标系(MACHINE)2). 工作坐标系(PART)3). 速度(SPEED)4). 压力(PRESURE)5). 去离子(DEIO)6). DO=0.000(补正值)3.3.3.2 加工画面(MACHINING)3.3.3.3 运行程序画面(RUNNING PROGRAMS)3.3.3.4 信息画面(MESSAGES)3.3.3.5 模态状况画面(MODAL STATE)3.3.3.6 空白画面(BLANK)3.3.3.7 参考点画面(REFERENCE)3.3.3.8 输入输出画面(INPUTS-OUTPUTS)3.3.3.9 断丝点画面(BREAKAGE POINTS)3.3.3.10 参考点画面(REFERENCE)3.3.3.11 输入输出画面(INPUTS-OUTPUTS)3.3.3.12 断丝点画面(BREAKAGE POINTS)3.3.3.13 服务画面(SERUICE)3.4 GRAPHIC 图形方式图形方式有一个图形页面,用于在操作者定义的平面上执行一个工件程序期间,在屏幕上显示电极丝行经的轨迹.3.5 常用命令词:3.5.1 CTA:用于机床坐标系的绝对加工移动.3.5.2 CTR:用于机床坐标系的相对加工移动.3.5.3 CPA:用于工件坐标系的绝对加工移动.3.5.4 CPR:用于工件坐标系的相对加工移动.3.5.5 GOH:用于移动Z轴,并根据新的工件高度H定位上导向器喷嘴的位置.3.5.6 GOP:把机床各轴移动到用SEP命令储存的点位.3.5.7 MOV:在机床坐标系中移动到所选定的数值.3.5.8 MVR:在机床坐标中相对移到所选定的数值.3.5.9 MPA:在工件坐标中移动到所选定的数值.3.5.10 MPR: 在工件坐标中相对移动到所选定的数值.3.5.11 REX:从当前规准表中取规准,传输给加工电源,参数根据工件高度H设定.3.5.12 SEP:点记忆.3.5.13 ZCL:时间计数器清靃.3.5.14 SMA:设定机床坐标系的X轴和Y轴坐标.3.5.15 SPA::设定工件坐标系的X轴和Y轴坐标.3.5.16 SPG:用来执行一个工件程序文件.3.5.17 TEC:用于选择含有即将使用的工艺规准表文件.3.5.18 CLS:清屏幕显示的图形页.3.5.19 CPY:用于拷贝原文件到另一前设,可以换名字.3.5.20 DLF:删除文件.3.5.21 LOOP:返回命令程序起点,并执行一定次数.3.5.22 SWA:存储电极丝按工作表面手动校直位置.3.6 加工前检查清单:3.6.1«电介液»功能检查:3.6.1.1过滤:确认过滤网压力表读数是否在设定范围,观察导电块冷却区是否有水浸泡.3.6.1.2 去离子度:15±2U.CM3.6.1.3 温度:20±0.53.6.2«腐蚀»功能的检查:3.6.2.1 导电块:是否被水浸泡,表面磨损情况及安装质量.3.6.2.2 接地电缆和编织线:各电缆连接是否牢固.3.6.3 «电极丝更换»的检查:3.6.3.1 丝的种类(直径.材料)3.6.3.2 走丝是否正常3.6.3.3 如果安装新的丝轴,检查丝轴的质量.丝是否有氧化.3.6.3.4 丝的校直和退火.3.6.4工件安装检查:3.6.4.1 夹治具的清洗.3.6.4.2 工件去毛刺.清洁.3.6.4.3 工件装夹.3.6.4.4 工件的调整.3.6.5参数调整和检查:3.6.5.1 绝对参考点找取.3.6.5.2 在更换(重新装)导向器之后,进行«导向器»设定循环.3.6.5.3 在更换喷嘴或更换导向之后,运行«喷嘴调节»过程.3.6.5.4 如果没有在命令程序内设定丝参数,就要在程序一开始加入该设定.3.6.5.5 在«EXE»方式下检查«用户»和«电源»参数什是否在工件切割时要求的参数值.3.6.5.6 在丝准备表内选择丝文件.(.WIR)3.6.5.7 选择需要的工艺文件.(.TEC)3.6.5.8 选择用户偏移文件.(USER.OFS)3.6.6程序运行.3.6.7开始切割.。
慢走丝操作规范
慢走丝线切割操作规程目的:为了让操作员能正确操作慢走丝线切割机床,了解机床的保养及维护,规范操作员的加工方法,提升个人及团队的加工技艺,保证加工零件的精度,提高工作效率,特定此规范。
〈1〉.开机前,检查机床的总电源是否打开,然后打开控制柜电源主开关SOURCE,再将红色蘑菇头‘紧急停机’电源开关开启,最后开启机床动力电源POWER。
〈2〉.电源接通后,检查X轴,Y轴,U轴,V轴,Z轴的最高极限行程,一一运行各轴,确保各轴正常。
〈3〉.在确保工作台面的整洁后,然后用标准垂直块效准Z轴垂直。
为确保加工模板垂直度,需用千分表检测标准垂直块所用的表面垂直是否在误差0.002mm以内。
〈4〉.割工件之前,要对图纸进行初审,确认电子档是否与图纸的日期一致,拿图纸和工件进行比对,检查穿线孔有无打穿,有无漏孔,工件的外形与图纸是否一致,无异常后方可进行装夹。
〈5〉.装夹工件之前,用细砂纸或油石清除工件表面的毛刺。
以便好碰数。
〈6〉.装夹模板时,两端有15mm时,则可以直接架在工作台面上。
用螺丝固定且紧锁,不可太松,否则高压水加工时会松动,造成精度不良,严重的还会造成工件的报废。
〈7〉.装夹模板的时候,须对模板侧面X方向与Y方向及平面进行打表,误差值要保证在0.02mm以内方可。
超过0.02mm则要重新研磨表平面。
〈8〉.选定基准角进行取数,加上线的半径值。
然后X、Y、Z轴进行清0处理。
〈9〉.割锥度时,Z轴要回机床最高点。
首先要输入HA,HB,HC ,HD,HP的各项参数,此值要测量准确,保证加工精度。
〈10〉.编辑好要线割的图元,编好线切割程式。
然后用U盘拷入控制柜电脑内进行适当的处理,对加工条件进行修改,以达到能正常切割即可。
〈11〉.当一个工件或模板切割完成后,要对工件进行检查确认,无异常后方可转入一下个工序。
慢走丝设备操作指导书
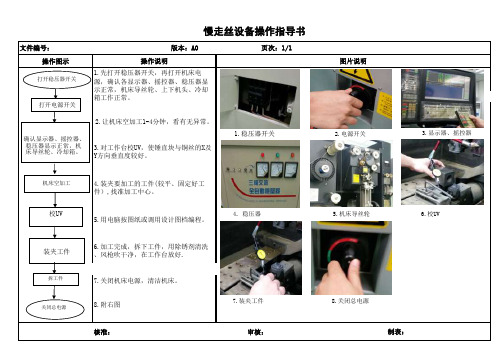
操作图示核准:审核: 1.先打开稳压器开关,再打开机床电源,确认各显示器、摇控器、稳压器显示正常,机床导丝轮、上下机头、冷却箱工作正常。
慢走丝设备操作指导书文件编号:版本:A0页次:1/1操作说明图片说明
5.用电脑按图纸或调用设计图档编程。
4.装夹要加工的工件(较平、固定好工
件),找准加工中心。
3.对工作台校UV,使锤直块与铜丝的X及
Y方向垂直度较好。
2.让机床空加工1-4分钟,看有无异常。
8.附右图
制表:7.关闭机床电源,清洁机床。
6.加工完成,拆下工件,用除锈剂清洗
、风枪吹干净,在工作台放好.
确认显示器、摇控器、
稳压器显示正常,机
床导丝轮、冷却箱。
打开稳压器开关打开电源开关
机床空加工装夹工件拆工件关闭总电源校UV
2.电源开关4.稳压器 5.机床导丝轮
3.显示器、摇控器
1.稳压器开关 6.校UV 7.装夹工件8.关闭总电源。
慢走丝作业指导书范文
慢走丝作业指导书范文英文回答:Slow Wire EDM Machining Guidelines.Safety Precautions:Wear appropriate safety gear, including eye protection, gloves, and a lab coat.Ensure the machine is properly grounded and electrical connections are secure.Keep the work area clean and free of debris.Never touch the workpiece or electrode during the machining process.Use a coolant solution to prevent overheating and improve cutting efficiency.Machine Setup:Select the appropriate electrode material and size for the desired cutting speed and accuracy.Install the electrode holder and adjust the electrode offset.Fill the work tank with dielectric fluid and ensure the workpiece is submerged.Set the desired cutting parameters, including wire feed rate, pulse frequency, and spark gap voltage.Machining Process:Position the workpiece in the work tank and secure it.Initiate the cutting process by starting the wire feed and spark generator.Monitor the cutting process and adjust parameters as necessary to maintain optimal cutting conditions.Pay attention to the workpiece temperature and prevent overheating by adjusting the coolant flow or cutting speed.Once the desired depth or shape is achieved, stop the cutting process and remove the workpiece from the work tank.Maintenance and Troubleshooting:Clean the wire and electrode holder regularly to remove debris.Check the dielectric fluid level and change it periodically as needed.Calibrate the machine and its sensors to ensure accuracy and performance.If any errors or issues occur, consult the machine manufacturer's guidelines for troubleshooting andcorrective actions.Best Practices for Slow Wire EDM:Use high-quality electrode materials for longer life and better cutting performance.Optimize cutting parameters to balance speed, accuracy, and surface finish.Avoid cutting too quickly, as this can lead to wire breakage and reduced accuracy.Keep the dielectric fluid clean and free of contaminants.Regular maintenance and calibration will extend machine life and ensure optimal performance.中文回答:慢走丝线切割加工指导书。
慢走丝操作规程20110316

慢走丝设备操作规程(進口機)一.,架模前之準備工作:1.檢查模塊分辨種類.正反面.基準2.依線割圖檢查線割孔位置是否正確,線孔是否有小孔或線孔未鉆通.3.模塊四周是否有碰傷,毛邊,若有須用油石或砂輪機將其磨平.4.將工作單之架模要求(掃直目測.尋邊.尋中心.抓孔等)先了解清楚.5.用油漆筆將要求切割的圖形畫出并標示清楚正反面.基准.二.架模中注意事項:1.將機頭移至左上角,再行架模,以免架模時模塊掉落,撞傷下機頭,若需千斤頂架模時機頭移位后打開將機械鎖定.防止手動避免下機頭撞千斤頂.架完模取出千斤頂后再將機械鎖定打開.2.依工單要求,取出正確模板,依圖面分清模塊正反面,將模塊掃直,再掃平面度.3.平面度不平時(大板500mm誤差0.05以上,小板200mm誤差0.02以上)端子模,塑胶模按第十一项.a,利用壓板將其壓平.b,利用治具加螺絲調整平面.c,利用薄紙墊平.若以上方法仍無法改善平面反映主管處理.4.有大內孔或外形起割點盡量靠盡工作平台,減少變形.5.穿線目測第一孔空跑,檢查是否會破孔超程,上下機頭是否會撞壓板或治具.6.空跑中若會破孔,先了解孔性質是否可破孔,並調整第一孔起割點,適度偏移,盡量以最少破孔為起割點,並反映主管是否需挖入塊.7.有切割到模塊四周時,注意是否會切到治具.8.模塊有段差時,以模塊最高點設定Z軸.三.切割中注意事項:1.將第一孔G92程式座標輸入機台計數座標,隨時檢查程式與計數座標是否一致.2.注意廢料與治具,避免上下機頭撞机.3.廢料取出之方式:A,取小廢料以強力磁鐵吸起或以回紋針取出.B,取大廢料時將機台移開避免大廢料掉落,撞傷下機頭,以手托住廢料,另一手將銅片拔出,再將廢料向上頂起取出.C,有斜度無法從上取出的廢料,先確定廢料未掉入下機頭水蓋與眼模的溝中,用磁鐵吸住,確定廢料未掉下,再移動機台將廢料從下取出.D,會破孔的廢料,操作員須在旁注意廢料掉落之情形,(可依速度,放電水聲,圖形位置判斷),馬上停机檢查廢料是否掉下.4.依圖面要求將各孔切割至所需尺寸間隙,以圓棒塊規及異形衝測量,(異形衝測量時先測量異形沖尺寸是否正確).5.留修之工件注意預留量是否適當.6.切割共用模塊或滑塊注意共用斜度與模面設定(主程式面與副程式面)7.大型模具應注意防止變形,需塞銅片與粘鐵塊,注意塞粘位置是否適當正確.8.隨時注意程式線徑補正偏移(G41,G42)傾斜方向(G52, A)切割方向是否正確.9.共用孔確認以內孔準或衝子準,判斷線徑偏位是否正確.10.遇有異常狀況或無法解除之問題及時反映上級主管.11.切割中有空時,準備下一工作之安排,如審圖調圖檔,檢查模塊或支援幫助其他組員.12.切割沖子較大的須放穿線孔,避免變形.較大入塊先割外形,后割內孔,再修外形.四.修模注意事項:1.先了解模塊內容,須加工模塊確定是否需細孔放電.或需植入塊.2.將模塊掃平,基準孔以K200清潔后再抓孔.3.基準孔抓孔后輸入轉角檢查圖形是否正確.4.若基準孔誤差甚大,(依模具精度判斷容許誤差)可通知編程更改基準孔或掃直內孔(外形)抓附近一孔切割.5.切割當中注意間隙,線徑補正偏移,切割方向,廢料是否會掉落.6.若有疑問馬上反應主管,避免不必要的錯誤.五.切割完成之零件與模具:1.零件一般會預留噴沙量(預留量依實際噴沙量而定.)噴沙完后測量尺寸是否正確,以便與模塊配合.2.小模塊可放至噴沙機中清潔除銹.3.大模塊可放至除銹桶中浸泡4~6分鐘.4.以清水洗凈吹干噴上防銹油.5. 將工作單圖紙依規定放至完成區.六.架模常見錯誤與預防:1.架好模塊發現漏孔未鉆,或未鑽穿.預防:架模前先將線孔與圖紙核對,並檢查是否通孔.查明該孔性質,是否可拉線切割(需主管确认).2.架模時撞下機頭或千斤頂撞下机頭橫臂.預防:架模時一定要將機頭移至左上角,避免模塊掉落撞下机,頭架大模塊使用千斤頂時,機頭移至左上角后機械鎖定打幵等螺絲都鎖好后,將千斤頂取出再將機械鎖定關閉.3.架模時超程.預防:先算好工作範圍能預留多少提供架模,若確實不夠時,以治具架模,或分二次切割架模.4.掃直模塊時掃表撞傷.預防:正確使用掃表,表針與模塊呈30度以下為佳,掃平面時注意螺絲孔沉頭孔與銑槽,避免撞傷掃表針.5.模塊取錯,模塊正反面錯誤.預防:模塊相像時,將模塊一起比對圖紙分出正確模塊.正反面可依沉頭.逃位.螺絲.線孔.銑溝,無法判斷時反映主管.七.線割常見錯誤及預防1.未看清圖面設定錯誤,致使模板割錯.預防:原圖與線割圖面尺寸不符,可跳過不割,待查明再切割.2.下料模.復合模.滑塊模面設定錯誤.預防:設定完后請組長或其他組員幫忙檢查.3.材質與圖面不符或零件厚度數量不符.預防:確定切割材質,不明材質不予切割,厚度依圖面可高不可低.數量清點無誤再裝零件袋中.並將工件號.料厚.數量標示於袋上.4.修模時上下機頭撞到模塊入塊或零件.預防:修模時零件或入塊有高出模塊或模塊反面出之入塊將其取出,或抬高上機頭切割.5.上機頭降下過低造成撞机.預防:機頭下降時,快接近模塊時切換低速下降,以免高速下降撞機.6.修模時機頭過低撞上導柱孔.外形.避位孔預防:抬高機頭先空跑到快接近切割邊時,再降低機頭並保持在模塊最高點.7.切割衝子入塊時材料不夠.預防:切割前先空跑,檢查是否夠料,避免不必要的浪費與錯誤.8.切割公母共用時未更改模面設定.預防:切割共用設定時,請旁邊的組員組長幫忙檢查絯對.9.尋邊時線徑未加或加錯方向預防:一軸尋好邊立刻加線徑歸零,再尋另一軸,加線徑歸零,如此較不易錯誤.10.轉角錯誤未發現.預防:有轉角AR時,一定要空跑確定方向無誤才可切割,特別在正負值不確定時.11.M01鍵操作未打開,造成切割完無法停止撞廢料.預防:時時注意機臺加工情況,尤其起割與結束時之情形.12.破孔或修模廢料掉下撞机預防:隨時注意加工動向,預先避免廢料掉落,切割中注意切割速度與切割水聲,發現異常馬上停机檢查.13.細長內孔線孔作在中間時廢料掉落,撞机.預防:切割過一半即穿過起割點另一邊停機檢查,若廢料未掉,搖動廢料看是否可掉落,否則塞細小銅片避免掉落撞机.14.加工公母模,塞銅片粘鐵塊高於板面G00快速移位時撞機.預防:有粘鐵片或銅片時,執行G00前,將機頭抬高移位,待移至下一孔后再降低機頭.15.客戶原圖為第一角法.預防:若有發現,立刻反映更改視圖,統一為第三角法.16.模塊編號與圖紙不符.預防:立刻反映,查明原因.17.手動移位,未對圖紙造成跑點.預防:程式座標與計數座標設定一致,依圖紙手動移位,調程式,啟動后檢查二座標是否相同后再切割.18.加工過程中停電,清除程式后調錯孔序.預防:停電后,一定要抓基準孔,檢查是否跑點.調孔序切割時,如上例啟動后檢查二座標是否相同后再切割.八.切割中狀況處理:1.切割小圓孔時觸溝處理:割小孔時,操作員必須注意切割情況,快結束時將放電條件放低,避免二次放電觸溝或以無屑切割.2.小衝子切斷時無法取出.處理:以弱水切斷,要取出時以磁鐵吸住.切勿直接移動機頭,以免衝子掉落撞机.3.小孔位置正確但孔鑽斜應如何處理保證刀口不破孔.處理:調動X.Y.U.V軸無短路后,手動放電,X軸與U軸.Y軸與V軸同時呈相反方向移動,保證刀口不破,移至起割點.4.切割中試配內孔衝子或圓棒無法取出.處理:試配時切勿大力壓下無法配合時即退出返修,不可在模板上敲打,以免移動模板跑位.5.刀口板起割點在外的內孔,回起割點時触溝.處理:一般孔有過切0.3mm,須在程式于G40回起割點前插入 M016.穿線孔不在程式路徑上,空跑至穿線孔附近,機台暫停手動移到穿線孔,執行斷線自動回歸切割到停止點,再執行程式切割,避免廢料掉下撞機.九.線割機台速度慢的原因:1.機頭導電塊磨損需更換位置,機頭清洗,眼模通氣孔須暢通.2.調整上下機台,上機頭抬太高或下機頭過低,水壓不足.3.模塊有銑深或斷差,將放電條件調整至不斷線的最適合進給.4.導線輪軸承損壞易斷線,更換軸承.5.電極線接觸不良或斷線,將松動或氧化的接頭清洗重新鎖到定位.6.電路板故障,反映主管派人維修.十.架模標准時間:1.沖頭入塊10分鍾.2.新模﹕500㎜以下20分鍾﹐500㎜以上40分鍾.3.修模﹕500㎜以下15分鍾﹐500㎜以上30分鍾.十一.端子模加工流程及要求:1.来料→热处理→超生冷→粗磨→粗割→精磨→精割→放电→品检.2.模板粗割平面保证在0.02㎜内,精修平面保证在0.005㎜内.3.在精割过程中试配模孔,一定不能敲打模板,以免错位.4.水温水质控制在规定范围内(22°-24°)(55000-65000).5.零件加工步骤:先割冲子→割下模入子→割夹板入子→割脱料入子.核准/日期审核/日期:制表/日期:雷艳。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.2.5线割起孔定位要准确,多参照图纸、程式,若有疑问要及时向上级反映。
3.3切割工作注意事项
3.3.1机器运行中操作员要时刻在机器旁,以防断丝机器停下来。
3.3.2机器切割过程中要注意废料的正确捡取,防止废料落下撞坏机头。
3.3.3加工过程中要注意加工条件的改良,以提高切割速度。
3.3.4加工过程中要随时检查工件尺寸的精度及垂直度,能适配的孔要适配。
3.4,尺寸是否打到公差,确定无误方可下机。
3.4.2拆下工件后先放一旁,先装夹下一个工件,待机器运转起来,再进行清理工作并用气枪吹干,经过自检再交给品检员。
3.4.3品检员经过全面的检验,确认无误后上油包好,并贴上标签。
东莞市大岭山明哲模具有限公司
文件编号
MZ-001
慢走丝操作员作业指导书
发行日期
11-01-01
版本/版次
A/O
管控状态
受控
页次
第一页共1页
1.目的
为了能够更好地控制线割质量制品的质量,维护客户对本公司的信任及公司的利益,特制定本办法。
2.适用范围
慢走丝所以操作员
3.程式细则:
3.1切割准备工作
3.1.1核对图纸、模板是否相符,并用记号笔标明。
3.1.2检查穿丝孔是否通,如果未通要及时细孔放电。
3.1.3提前考虑模板工件的装夹方法,并准备好所需的夹具。
3.1.4校正电极丝垂直度,保证切割后工件垂直度。
3.2装夹注意事项
3.2.1检查图纸、工件、程式三者是否一致。
3.2.2装夹时要注意夹具与机床行程,以免撞机头,或者超行程造成二次架模。
3.2.3装夹工件时,压板尽量保持水平,防止螺丝滑丝,螺丝长度要足够防止螺丝崩裂,用力要适当锁紧为止。
3.5切割工作记录
3.5.1每台机切割下来后,认证核对图纸进行测量,并记录精度情况。
3.5.2每台机制定切割日报表,操作人员必须详细的记录当天的班次切割装状况与工作量,要真实反映每台机每个班次的工作情况,以提高工作效率。
制定:审核:批准: