吹塑工艺参数表A2
种常用塑料工艺参数表格
前段℃ 200~250 200~250 200~250 200~250 200~250 200~250
中段℃ 190~240 190~240 190~240 190~240 190~240 190~240
温度
后段℃ 料口℃ 160~170 70~90 160~170 70~90 160~170 70~90 160~170 70~90 160~170 70~90 160~170 70~90
13 材质: PC
密度g/cm3:1.20
壁厚mm 喷嘴℃
0.1-0.4 250~320 0.5-0.9 250~320 1.0-1.5 250~320 1.6-2.2 250~320 2.3-3.4 250~320 3.5-5.0 250~320
前段℃ 290~320 290~320 290~320 290~320 290~320 290~320
1.0-1.5 180~220 185~225 175~210 160~190 40~60
1.6-2.2 180~220 185~225 175~210 160~190 40~60
2.3-3.4 180~220 185~225 175~210 160~190 40~60
3.5-5.0 180~220 185~225 175~210 140~160 40~60
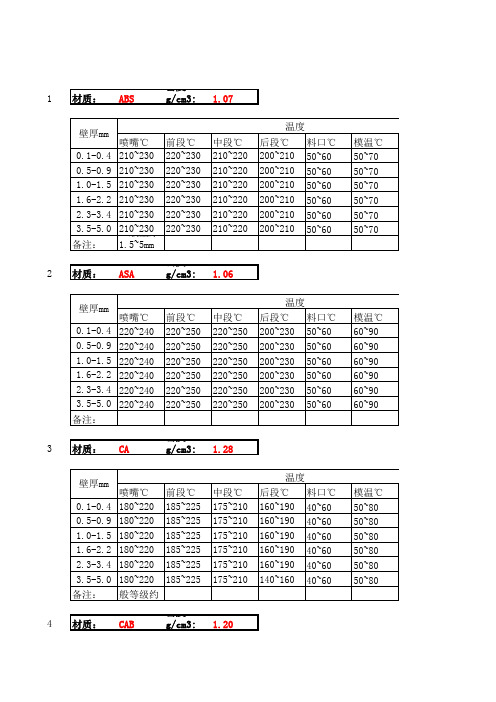
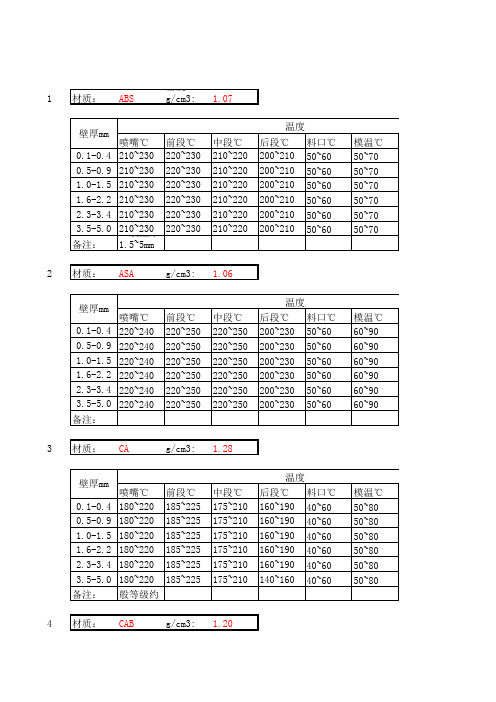
1 材质: ABS
密度g/cm3:1.07
壁厚mm
温度
喷嘴℃ 前段℃ 中段℃ 后段℃ 料口℃
0.1-0.4 210~230 220~230 210~220 200~210 50~60
0.5-0.9 210~230 220~230 210~220 200~210 50~60
1.0-1.5 210~230 220~230 210~220 200~210 50~60
A2O工艺主要参数
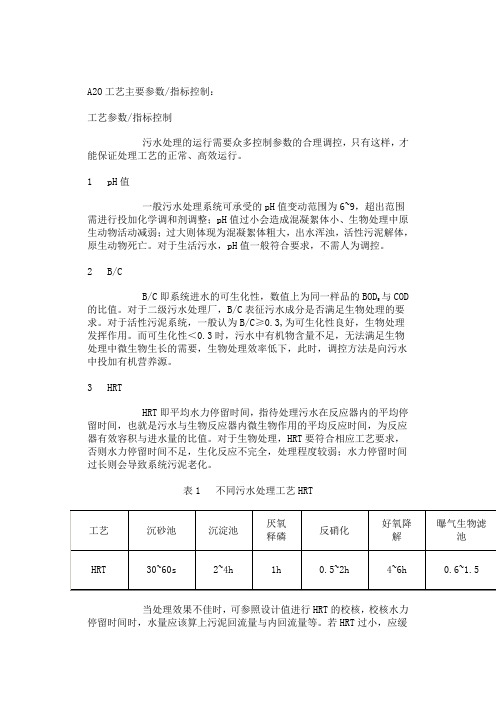
A2O工艺主要参数/指标控制:工艺参数/指标控制污水处理的运行需要众多控制参数的合理调控,只有这样,才能保证处理工艺的正常、高效运行。
1 pH值一般污水处理系统可承受的pH值变动范围为6~9,超出范围需进行投加化学调和剂调整;pH值过小会造成混凝絮体小、生物处理中原生动物活动减弱;过大则体现为混凝絮体粗大,出水浑浊,活性污泥解体,原生动物死亡。
对于生活污水,pH值一般符合要求,不需人为调控。
2 B/CB/C即系统进水的可生化性,数值上为同一样品的BOD与COD5的比值。
对于二级污水处理厂,B/C表征污水成分是否满足生物处理的要求。
对于活性污泥系统,一般认为B/C≥0.3,为可生化性良好,生物处理发挥作用。
而可生化性<0.3时,污水中有机物含量不足,无法满足生物处理中微生物生长的需要,生物处理效率低下,此时,调控方法是向污水中投加有机营养源。
3 HRTHRT即平均水力停留时间,指待处理污水在反应器内的平均停留时间,也就是污水与生物反应器内微生物作用的平均反应时间,为反应器有效容积与进水量的比值。
对于生物处理,HRT要符合相应工艺要求,否则水力停留时间不足,生化反应不完全,处理程度较弱;水力停留时间过长则会导致系统污泥老化。
表1 不同污水处理工艺HRT当处理效果不佳时,可参照设计值进行HRT的校核,校核水力停留时间时,水量应该算上污泥回流量与内回流量等。
若HRT过小,应缓慢减小污水量,过大则缓慢加大污水量。
注意,污水量的增减都应缓慢变动,否则造成系统的冲击负荷;由于污水处理任务艰巨,不要轻易减小进厂污水量,而是在回流量上做出调整。
4 MLSS及MLVSSMLSS为活性污泥浓度,MLVSS为挥发性活性污泥浓度,一般占MLSS的55%~75%,可以概指为污泥中的有机成分。
它们是计量曝气池中活性污泥数量多少的指标。
活性污泥浓度表征生物池中微生物生长平衡情况,活性污泥控制在多少,主要是根据食微比进行核算,一般控制在2000~4000mg/L。
常用塑料注塑工艺参数表:
常用塑料注塑工艺参数表:常用塑料注塑工艺参数表:树脂名称LDPE HDPE 乙丙共聚PPPP 玻纤增强PP注射机类型螺杆转速/(r/min)柱塞式—螺杆式30~60柱塞式—螺杆式30~60螺杆式30~60直通式180~190190~200210~220160~17070~9090~13040~502~5形式喷嘴温度/ 料筒温度/ 前直通式150~170直通式150~180直通式170~190直通式170~190 170~200180~190180~200180~200中—180~220190~220200~220 后 140~160140~160150~170160~170模具温度/30~45 30~6050~70 40~80注射压力/MPa 60~100 70~10070~100 70~120保压压力/MPa40~50 40~5040~50 50~60注射时间/s 0~5 0~5 0~5 0~5保压时间/s15~60 15~6015~60 20~60 15~4015~4040~100冷却时间/s15~60 15~6015~50 15~50总周期/s 40~140 40~14040~120 40~120树脂名称PS HIPS ABS 高抗冲ABS耐热ABS注射机类型螺杆转速/(r/min) 柱塞式—螺杆式螺杆式30~60螺杆式30~60螺杆式30~60 30~60 直通式 190~200 200~220 220~240 190~200 60~8585~12050~803~5形式喷嘴 温度/ 料筒温度/ 前 直通式 160~170 直通式 160~170 直通式 180~190直通式 190~200 170~190 170~190 200~210200~210 中 — 170~190 210~230210~230 后 140~160 140~160 180~200 180~200 模具温度/ 20~60 20~50 50~70 50~80 注射压力/MPa 60~100 60~100 70~90 70~120保压压力/MPa 30~40 30~40 50~70 50~70注射时间/s 0~3 0~3 3~5 3~5保压时间/s 15~40 15~40 15~30 15~30 15~3015~3040~70 冷却时间/s 15~30 15~40 15~30 15~30 总周期/s 40~90 40~9040~70 40~70常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类: 个人日记 | 标签: |字号大中小 订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC 注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg 为149~150℃;Tf 为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
注塑工艺参数标准设定一览表(上中下集)
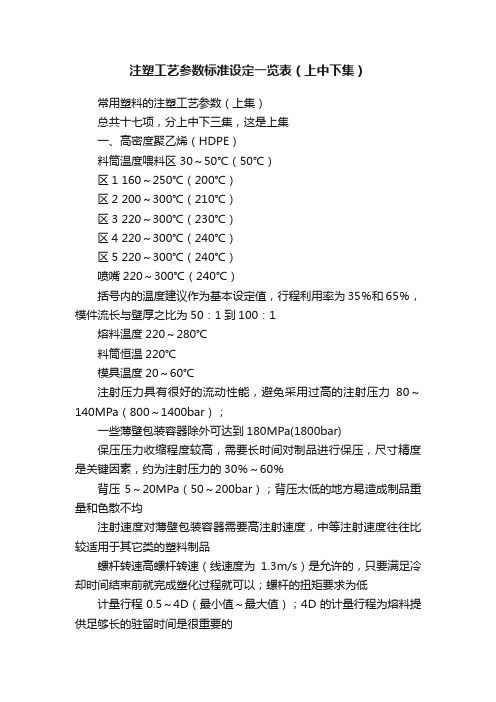
注塑工艺参数标准设定一览表(上中下集)常用塑料的注塑工艺参数(上集)总共十七项,分上中下三集,这是上集一、高密度聚乙烯(HDPE)料筒温度喂料区 30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~60℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa(1800bar)保压压力收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的30%~60%背压5~20MPa(50~200bar);背压太低的地方易造成制品重量和色散不均注射速度对薄壁包装容器需要高注射速度,中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前就完成塑化过程就可以;螺杆的扭矩要求为低计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆直径预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率1.2~2.5%;容易扭曲;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;横截面面积相对小,对薄截面制品已足够机器停工时段无需用其它材料进行专门的清洗工作;PE耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀二、聚丙烯(PP)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(220℃)区3 220~300℃(240℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~70℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa(1800bar)保压压力避免制品产生缩壁,需要很长时间对制品进行保压(约为循环时间的30%);约为注射压力的30%~60%背压5~20MPa(50~200bar)注射速度对薄壁包装容器需要高的注射速度(带蓄能器);中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前完成塑化过程就可以计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率1.2~2.5%;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口或多点浇口;加热式热流道,保温式热流道,内浇套;浇口位置在制品最厚点,否则易发生大的缩水机器停工时段无需用其它材料进行专门的清洗工作;PP耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀三、聚苯乙烯(PS)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(230℃)区5 220~300℃(230℃)喷嘴220~300℃(230℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度15~50℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar)保压压力注射压力的30%~60%;相对较短的保压时间背压5~10MPa(50~100bar);在背压太低的地方,熔料中易产生气泡(制品中有灰黑纹路)注射速度普遍较快,多级注射以制品形状为依据;对薄壁的包装容器应该尽可能快,必要时使用蓄能器螺杆转速高螺杆转速(最大线速度为1.3m/s)是允许的;但为取得好的效果,塑化过程应该缓慢同冷却时间一样计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率0.3%~0.6%浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;相对较小的横截面为足够机器停工时段无需用其它材料进行专门的清洗工作;PS耐温升料筒设备标准螺杆,直通喷嘴,止逆阀四、聚氯乙烯-未增塑(PVC-U)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 165~180℃(170℃)区3 180~210℃(190℃)区4 180~210℃(200℃)区5 180~210℃(200℃)喷嘴180~210℃(200℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度210~220℃料筒恒温120℃模具温度30~60℃注射压力80~160MPa(800~1600bar)保压压力不可设置太高,注射压力的40~60%,以模件和浇口为依据背压鉴于它的热敏感性,正确设置背压是很关键的;螺杆转动摩擦产生的热量(关闭热量输入控制)比从料筒加热圈产生的热量更好;背压不超过30MPa(300bar)注射速度不要设置太高并小心物料产生剪切效应;制品易产生变性或锐边的地方,应绝对需要多级注射速度螺杆转速使用允许的最低设置,最大速度折合线速度为0.2m/s;如果必要,延迟塑化以确保在冷却时间长的情况下,计量操作在低螺杆转速时能在冷却时间结束前完成;需要高扭矩并保持均匀计量行程 1.0~3.5D残料量应较小:1~5mm,取决于计量行程和螺杆直径;螺杆在安装料筒时确保最小配合预烘干如果贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率0.5%~0.7%浇口系统直浇口,片式浇口或圆片式浇口较好,对小的制品也可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,允许熔料驻流2~3mm,然后像挤出机那样缓慢操作机器;重复操作直到料筒温度降到160℃,然后挤出余料,清空料筒料筒设备硬质PVC螺杆;有些需要料筒有加热圈和冷空气吹气装置;螺杆头有螺槽或没有螺槽,直通喷嘴五、增塑聚氯乙烯(P-PVC)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 150~180℃(165℃)区3 160~220℃(180℃)区5 160~220℃(190℃)喷嘴160~220℃(200℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度200~220℃料筒恒温120℃模具温度30~50℃注射压力80~120MPa(800~1200bar)保压压力注射压力的30%~60%背压5~10MPa(50~100bar)注射速度为了获得好的表面质量,注射不应该太快(如果必要,采用多级注射)螺杆转速设置中等螺杆转速,最大折合线速度为0.5m/s计量行程 1.0~3.5D残料量2~6mm,取决于计量行程和螺杆直径预烘干不需要;只有在贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率1%~2.5%浇口系统对小的制品可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,操作几次挤出循环料筒设备标准螺杆,止逆环,直通喷嘴六、尼龙6(PA6)料筒温度喂料区60~90℃(70℃)区1 230~240℃(240℃)区2 230~240℃(240℃)区3 240~250℃(250℃)区4 240~250℃(250℃)喷嘴230~240℃(250℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1喂料区和区1的温度是直接影响喂料效率,提高这些温度可使喂料更平均熔料温度240~250℃料筒恒温220℃模具温度60~100℃注射压力100~160MPa(1000~1600bar),如果是加工薄截面长流道制品(如电线扎带),则需要达到180MPa(1800bar)保压压力注射压力的50%;由于材料凝结相对较快,短的保压时间已足够。
聚丙烯薄膜挤出吹塑成型生产工艺参数怎样选择
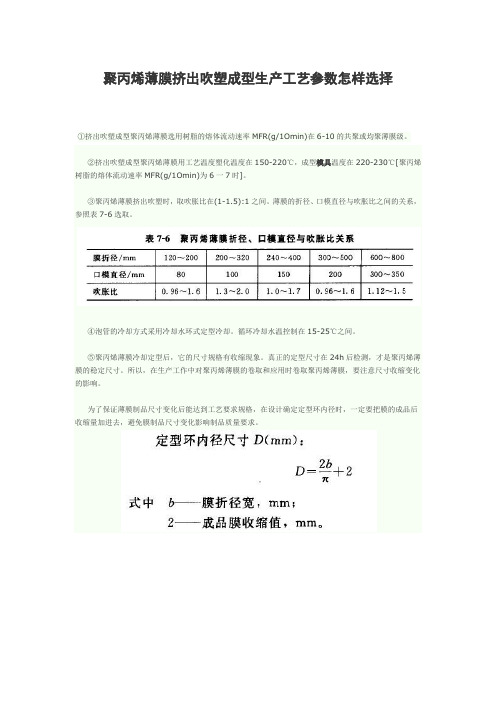
聚丙烯薄膜挤出吹塑成型生产工艺参数怎样选择
①挤出吹塑成型聚丙烯薄膜选用树脂的熔体流动速率MFR(g/1Omin)在6-10的共聚或均聚薄膜级。
②挤出吹塑成型聚丙烯薄膜用工艺温度塑化温度在150-220℃,成型模具温度在220-230℃[聚丙烯树脂的熔体流动速率MFR(g/1Omin)为6一7时]。
③聚丙烯薄膜挤出吹塑时,取吹胀比在(1-1.5):1之间。
薄膜的折径、口模直径与吹胀比之间的关系,参照表7-6选取。
④泡管的冷却方式采用冷却水环式定型冷却。
循环冷却水温控制在15-25℃之间。
⑤聚丙烯薄膜冷却定型后,它的尺寸规格有收缩现象。
真正的定型尺寸在24h后检测,才是聚丙烯薄膜的稳定尺寸。
所以,在生产工作中对聚丙烯薄膜的卷取和应用时卷取聚丙烯薄膜,要注意尺寸收缩变化的影响。
为了保证薄膜制品尺寸变化后能达到工艺要求规格,在设计确定定型环内径时,一定要把膜的成品后收缩量加进去,避免膜制品尺寸变化影响制品质量要求。
种常用塑料工艺参数表
前段℃ 200~220 200~220 200~220 200~220 200~220 200~220
中段℃ 220~250 220~250 220~250 220~250 220~250 220~250
温度
后段℃ 料口℃ 180~190 70~90 180~190 70~90 180~190 70~90 180~190 70~90 180~190 70~90 180~190 70~90
1.6-2.2 260~295 270~295 260~280 240~250 70~90 80
2.3-3.4 260~295 270~295 260~280 240~250 70~90 80
3.5-5.0 260~295 270~295 260~280 240~250 70~90 80
备注: 若壁厚为2mm,比例可有300至350:1;若厚1mm,比例约有180/250:1,但熔流必须一致
备注: PC溶体流长比为80-100:1,制品厚度一般不低于1MM,大都在1.5-5MM之间;
14 材质: PEEK
密度g/cm3:1.3
壁厚mm 喷嘴℃
0.1-0.4 360~400 0.5-0.9 360~400 1.0-1.5 360~400 1.6-2.2 360~400 2.3-3.4 360~400 3.5-5.0 360~400 备注:
前段℃ 200~250 200~250 200~250 200~250 200~250 200~250
中段℃ 190~240 190~240 190~240 190~240 190~240 190~240
温度
后段℃ 料口℃ 160~170 70~90 160~170 70~90 160~170 70~90 160~170 70~90 160~170 70~90 160~170 70~90
注塑成型工艺参数表
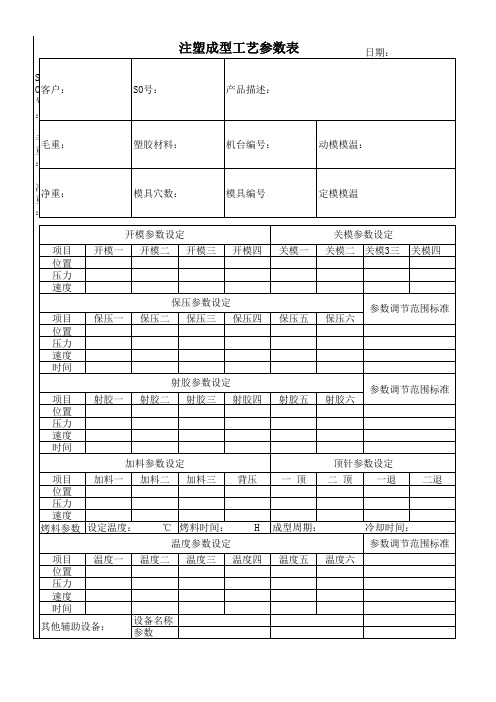
保压参数设定 保压一 保压二 保压三 保压四 保压五 保压六
参数调节范围标准
射胶参数设定 射胶一 射胶二 射胶三 射胶四 射胶五 射胶六
参数调节范围标准
加料参数设定 项目 加料一 加料二 加料三 背压 位置 压力 速度 H 烤料参数 设定温度: ℃ 烤料时间: 温度参数设定 项目 位置 压力 速度 时间 温度一 温度二 温度三 温度四 温度五 一 顶
顶针参数设定 二 顶 一退 二退
成型周期: 温度六
冷却时间: 参数调节范围标准
其他辅助设备: 备注事项:
设备名称 参数
制表:
审核:
核准:
ቤተ መጻሕፍቲ ባይዱ
注塑成型工艺参数表
客户: SO号: 毛重: 净重: SO号: 塑胶材料: 模具穴数: 开模参数设定 项目 位置 压力 速度 项目 位置 压力 速度 时间 项目 位置 压力 速度 时间 开模一 开模二 开模三 开模四 关模一 产品描述: 机台编号: 模具编号
日期: 动模模温: 定模模温 关模参数设定 关模二 关模3三 关模四
吹塑工艺参数控制记录表

项目
大螺杆 温度
是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
左小螺杆 温度
是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
右小螺杆 温度
是□ 否□ 是□ 否□ 是□ 否□
左 模头 右 左 流道 右 左 模嘴 右 螺杆 转速 左 右
是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
吹气时间 排气时间 全周秒
异常信息反馈:
主任:
注:点检频次:每班记录3次,每4小时记录一次; 保存XXX包装有限公司
吹塑工艺参数控制记录表
版本号A/0
机台号 原料名称
生产班次:
产品名称 产品编号 色母名称 标准 时间 是否调整 是□ 否□ 是否调整 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
记录编号:QP-12-05.1
订单号 配比 是否调整 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□ 是□ 否□
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
功能选择 预 关 模 终 点 160 风机选择 网格箱 关 模 转 慢 140 预关模 塑料袋 关 模 终 点 101 程序作箱包 开 模 吹 针 下 100 转速设定 rpm 备注:批量生产前保证冷却水路畅通;模具温度在控制范围内;零件表面无明显流痕、水印;内部无积料;产品表面温度在15~40℃。 处数 制表 校对 审批 签字 标记
5502 编号 型腔数量 工序名称
前准备 配料 吹塑成型 去夹料及后定型 开口整理 √ √ √ √ √ √ √ √ N/A √
备注 4号配方 温度参 数(℃)
工序名 称对应
80 打孔 90 装配 100~130 检查包装入库 140 全尺寸检验及实验 粉料 小计
吹塑 压力参 成型 数(表 工艺 显) 主参 数 模具参
零件号 零件名称 零件颜色
8102050-N49H0 进气管 设备口模
文件编号 16930 设备型号 ■75#□90#□100# 模头吹气预计 模头吹气时间 关模迫紧时间 成型预吹时间 备用时间 总吹气时间(S) 间歇吹气时间 间歇放气时间 放气冷却时间 微开时间 射出长度时间 全自 动 预 计 备用时间1 备用时间2 图形参数编号 shoot size(参考) 单 循 环
型号/搅拌机
型号 BL110
工具/工装
超声波测厚仪
数mm
黑色 Φ 120 160± 10℃ 170±10℃ 170±10℃ 170±10℃ 170±10℃ 170±10℃ 170±10℃ 160±10℃ 时间参数(0.1S) 30 70 120 0.4~0.6 10℃ 50 200 到模板正面边缘距 MOOG参数 开模终点 220 开 模 转 慢 170
东风非金属部件有限公司 吹塑零件分厂 材料名称 聚乙烯 材料牌号 模具 序号
10~30 40 50 60 70
吹塑零件成型工艺参数卡
半成品净重(g) 160± 5g 1 平均料厚 1.5mm 最小料厚 0.8mm 第一段 第二段 第三段 第四段 第五段 第六段 第七段 第八段 开合模压力 锁模压力 射出压力 吹气压力 模具温度 模具到口模距离
8102050-N49H0
12.5%±3 On On 无 √ 700~900 审批
。
使用的 电子秤/卷尺/美工 吸料机 JL230 刀/钢锯刀 设备、 工具及 吹塑机 HFB75 钻头 工装 粉料机 PS130 半成品用共位器具 发交共位器具 冷水机 LS210S
位置 设定 mm
版 次
A/0
共1页 第 1 页 0 0 100 0 0 20 50 30 20 0 999 0 0 0