控制计划-(负极涂布)
制造业质量控制计划模板
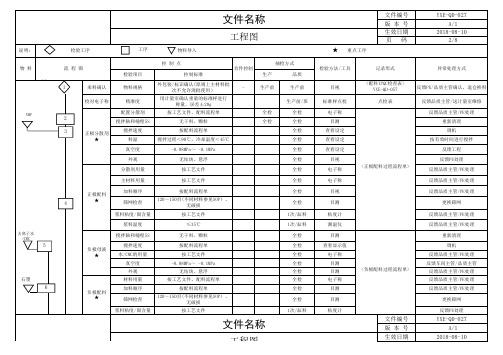
按工艺文件、配料流程单
无干料、颗粒
按配料流程单
搅拌过程<90℃、冷却温度<45℃
-0.08MPa~ -0.1MPa
抽检方式
生产
品质
生产前
生产前
全检 全检
生产前/班
全检 全检 全检 全检 全检
外观
无结块、悬浮
全检
分散剂用量
按工艺文件
全检
主材料用量
按工艺文件
全检
正极配料
加料顺序
按配料流程单
√ 5pcs/5min 3pcs/2h/台
目视
21
刷片
扫粉效果、极片外 观
扫粉作业指导书
卷针尺寸
参照工艺标准
√
3pcs/2h/台 生产前/班目视来自卡尺生产返工 调换卷针
隔膜/胶纸 22
隔膜宽度、厚度
按工艺标准
√
卷芯厚度/宽度/高
卷绕
度
按工艺标准
√
★ 极耳中心距
按工艺标准
√
生产前/班 5pcs/4h 5pcs/4h
反馈品质主管/PE处理 重新清理 调机
按有效时间进行搅拌 反馈工程
反馈PE处理 反馈品质主管/PE处理 反馈品质主管/PE处理 反馈品质主管/PE处理
更换筛网
反馈品质主管/PE处理 反馈品质主管/PE处理
<负极配料过程流程单>
重新清理 调机
反馈品质主管/PE处理 反馈车间主管/品质主管 反馈品质主管/PE处理 反馈品质主管/PE处理 反馈品质主管/PE处理
记录形式
异常处理方式
目视
标准样点校 电子称 目测 查看设定 查看设定 查看设定 目视 电子称 电子称 目视 目测
锂离子电池涂布工艺控制要点

Max Range:10mg
减小涂布辊跳动能显著提高涂布重量的一致性。
2.3.3,涂布设备---机器结构(干燥系统)
3 ,干燥系统
干燥系统
换热器,疏水阀
烘箱,风机 控制机构:温度表
控制系统
反馈机构:温度探头
执行机构:比例调节阀
热风循环装置
蒸汽加热装置
烘箱
2.3.3,涂布设备---机器结构(干燥系统)
第一段和最后一段
设定温度℃ 80~110
设定温度℃ 115~130
显示温度 设定温度±10℃
中间段 显示温度 设定温度±5℃
进风角度 30~60°
进风角度 30~90°
抽风角度 10~50°
抽风角度 10~50°
2.1,涂布设备---涂布机类型划分
按照涂布方式划分,常见的涂布机有:
1,转移涂布机 2,挤压涂布机 3,浸泡式涂布机
合格浆料 浆料液面高度标准
涂布机输送系统 输送启动开关
流程 上箔 设定纠偏 张力设置
输出
合适的安装位置 箔/轴间套装牢固
走带不偏移
走带速度恒定
输入
电热风筒 钢尺/千分尺 打孔器/分析天平
千分表/调节螺杆 定位块/操作员技能
宽度限位档条 工艺标准要求
调节刀口间隙
安装料槽
安装宽度 限位档条
调节涂布 辊与背辊间
自动测厚仪
手工测厚
1.6.1,涂布工序---产品关键参数控制(厚度)
自动测厚仪
1.6.2,涂布工序---产品关键参数控制(尺寸)
2,尺寸控制: 2.1 测量方法:使用精度为0.5mm的软尺(不到1m的可以使用钢板尺)测量。 2.2 控制要求: 首件规格:目标尺寸 ±1mm 2.3 过程监测方式: 光纤在线测量和手工软尺在线测量两种方式。
涂布机操作规程1

涂布工序流程
一、涂布的作用
在电池生产过程中,将成卷的基材,铜箔、铝箔涂
上一层特定功能的浆料。保证极片表面平整、光滑、敷料均匀、附着力好,干燥、不脱料、不掉料、无积尘、无气泡并烘干收卷。
二、涂布材料设备、工具:
正极浆料、负极浆料、铝箔、铜箔、铝箔胶带(用来连接接头)、双面胶(连接引带)、牵引带(废的铜铝箔材)、酒精(用来擦洗辊面)、抹布、压缩空气、涂布塞规(用来清除划痕)、千分尺(用来测量厚度)、天平称(称重,测密度)、刀片、物料盒、直尺、细针、刮片。三、涂布的操作流程
15、正反面不一致,调节涂长和跟踪涂长。
6
16、每次换卷时要把调节初始卷径值张力。17、划圆或其他问题是做好标记。六、注意事项
1、正极涂布最高温度不能超过单面125ºC,单面不易烘干,以不粘辊为准,反面速度要慢,彻底烘干。
2、负极单面温度不能超过105ºC,双面涂布温度不能超过110ºC。
3、涂布极片必须完全被烤干,若出现不干或有脱料现象的,可适当调节温区温度,降低温度,极片脱料,降低温度,提高温度。
1、工作人员配戴好劳保用品。
2、检查刮刀、测试辊、导辊、背辊是否擦拭干净。3、在停机状态下穿好牵引带。
4、打开总电源、伺服电机、干燥风机等开关。5、把正负极的空箔材料固定安放好并牵引至烘箱,
让其与牵引带连接好。
6、装好料槽、挡板,将筛选好的浆料倒入料斗之中,并放满浆料。
7、在控制器上按下表设定好涂布温度、速度、速比
10、收卷纸筒必须放在中间,并保证收卷整齐,遇到划圆或其他问题时及时做标记。
11、收卷时检查极片是否干燥,若不干燥则增加温度或降低速度。
12、间隙不均匀,通过调整升降辊改变涂布张力也可以调节左右电机进行微调。
负极涂布作业指导书
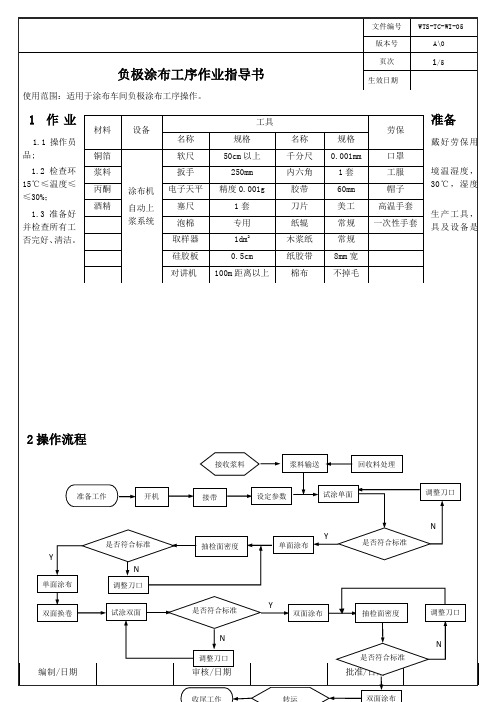
生效日期3操作步骤3.1准备3.1.1检查涂布机各部件是否运行正常;3.1.2清洁涂布机台面、过辊、风道口、烘箱和车间地面;(特别是机头涂棍、背棍、张力辊) 3.1.3准备上料系统,提前清洗上料系统,涂布前将上料系统与浆料罐连接; 3.1.4车间温湿度符合工艺要求。
3.2开机,设置参数3.2.1打开气源(涂布机有两个气源均要打开),检查气压是否正常; 3.2.2打开电源如图1,将开关旋至“ON ”; 3.2.3打开排湿风机,打开NMP 回收系统; 3.2.4按照工艺要求设置参数在控制面板加热界面,点击1#-10#风机启动和1#-10#温区加热,并按照工艺要求设定烘箱温度,见图2;在涂长设置界面,设定第一面和第二面涂长、间隙,第一面段数为1段,第二面段数为1段见图3;在主控界面设定主机速度; 3.3接带 3.3.1按照穿带示意图穿引带;机头和放卷部穿带示意图图1 Y图2 图3生效日期机尾和牵引部穿带示意图3.3.2待张力调整均匀后,停机,接带;3.3.2.1牵引带穿过到压条;3.3.2.2压下压条,用刀片沿槽将牵引带和箔材一同切断;3.3.2.3在箔材和牵引带头端上下面粘贴胶带;3.3.2.4调节箔材位置,使箔材与牵引带纠偏侧平齐,并且尽量保证放卷部居中;3.3.2.5气胀轴充气,放卷纠偏打成自动,在主控窗口点击“走带”,使箔材到涂辊位置。
3.4试涂3.4.1调刀;3.4.1.1检查刀辊涂辊上无异物、无脏污;3.4.1.2在控制面板手动操作画面点击刀辊下降,见图4;3.4.1.3切换到刀/背辊画面,点击左刀设定位置和右刀设定位置,在弹出对话框里根据产品型号和生产经验设定刀口位置,见图5;图4 图5 图63.4.2安装料槽组件;3.4.2.1安装铲料板,使铲料板与钢辊的间隙为1mm左右;3.4.2.2安装挡料板,使涂布宽度等于工艺宽度,箔材两侧留白宽度差≤1mm,且不能漏料;3.4.3自动上浆;3.4.3.1连接自动上浆组件;3.4.3.2将进料接头接入中转罐,另一端用耐腐蚀软管接废料桶;3.4.3.3连接上浆系统气源,调整气压在0.2MPa左右;3.4.3.4在运转设定界面,点击加料“自动”,开始上浆,直至另一端的溶剂完全打完,流出较浓的浆料,此时出料端换一个干燥清洁的料盆,打满一盆停止;3.4.3.5将打出的一盆浆料(回收浆料)倒回中转罐,出料接口接回料槽,在手动操作界面,点击涂辊“正转”,上料。
负极涂布
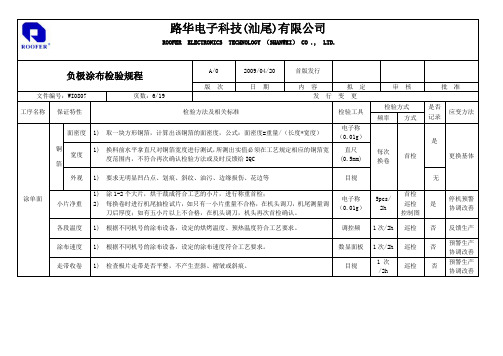
路华电子科技(汕尾)有限公司ROOFER ELECTRONICS TECHNOLOGY (SHANWEI) CO ., LTD.负极涂布检验规程A/0 2009/04/20 首版发行版次日期内容拟定审核批准文件编号:WI0807 页数:6/19 发行变更工序名称保证特性检验方法及相关标准检验工具检验方式是否记录应变方法频率方式涂单面铜箔面密度1)取一块方形铜箔,计算出该铜箔的面密度,公式:面密度=重量/(长度*宽度)电子称(0.01g)每次换卷首检是更换基体宽度1)换料前水平拿直尺对铜箔宽度进行测试,所测出实值必须在工艺规定相应的铜箔宽度范围内,不符合再次确认检验方法或及时反馈给IQC直尺(0.5mm)外观1)要求无明显凹凸点、划痕、斜纹、油污、边缘损伤、花边等目视无小片净重1)涂1-2个大片,烘干裁成符合工艺的小片,进行称重首检;2)每换卷时进行机尾抽检试片,如只有一小片重量不合格,在机头调刀,机尾测量调刀后厚度;如有五小片以上不合格,在机头调刀,机头再次首检确认。
电子称(0.01g)5pcs/2h首检巡检控制图是停机预警协调改善各段温度1)根据不同机号的涂布设备,设定的烘烤温度、预热温度符合工艺要求。
调控频1次/2h 巡检否反馈生产涂布速度1)根据不同机号的涂布设备,设定的涂布速度符合工艺要求。
数显面板1次/2h 巡检否预警生产协调改善走带收卷1)检查极片走带是否平整,不产生歪斜、褶皱或斜痕。
目视1 次/2h巡检否预警生产协调改善路华电子科技(汕尾)有限公司ROOFER ELECTRONICS TECHNOLOGY (SHANWEI ) CO ., LTD.负极涂布检验作规程A/0 2009/04/20 首版发行 版 次日 期内 容拟 定审 核 批 准文件编号:WI0807页数:7/19发 行 变 更工序名称 保证特性检验方法及相关标准检验工具 检验方式 是否记录 应变方法 频率 方式 涂单面 收边宽度 1) 收边宽度符合工艺要求,并单、双面收边宽度吻合直尺(0.5mm)每卷 巡检 无预警生产协调改善 厚度1) 取极片纵向距极片边缘(20~25)mm 处进行测厚度。
涂胶控制计划

进料检验记录 表
隔离、退货
进料检验记录 表
隔离、退货
化学品存储记 录表
开启空调机
化学品存储记 录表
涂胶配料使用 记录表
涂胶配料使用 记录表
开启空调机 开启除湿机除湿
隔离
涂胶配料使用 记录表
涂胶配料使用 记录表
涂胶配料使用 记录表
退库 退库 退库
3、配料 6.环境温度与固 化剂比例
7.胶水搅拌
8.添加固化剂速 度
机 目测
数量准确
目测
持续 1次/每批
涂胶参数记录 表
通知设备部
巡检记录表
调整再检查
1次/每批
巡检记录表
调整再检查
100% 100% 100% 1次/每批 1次/每批 1次/每批
巡检记录表
通知设备部
巡检记录表 挑选隔离通知检验
巡检记录表
调整再检查
巡检记录表
调整再检查
巡检记录表
重新取样
巡检记录表 检查重新标识
项目
系统
动力系统
供方名称及代 码
子系统
/
涂胶控制计划
xxxx有限公司
零件名称
涂胶
零件件号
/
项目型号/年份
阶段状态
□样件 □试生产
核心小组
零件/过程 过程名称/操作描 机器、装置夹具、
编号
述
工装
编号
特性 产品
过程
特殊特 性分类
产品/过程规范/公差
编号 版本号
■生产
方法 评价测量技术
外包装
/
1.1 外观
测厚规 电子秤
目测 目测 目测
开班首检;2次/h
开班首检;2次/h 开班首检;2次/h
锂电池各项工序控制重点

锂电池各项工序控制重点锂离子电池的生产要一丝不苟,各个工序需要做到尽善尽美。
新能源前线整理了锂电池实际生产的工艺流程。
(一) 配料:1.溶液配制:a) PVDF(或CMC)与溶剂NMP(或去离子水)的混合比例和称量;b) 溶液的搅拌时间、搅拌频率和次数(及溶液表面温度);c) 溶液配制完成后,对溶液的检验:粘度(测试)\溶解程度(目测)及搁置时间;d) 负极:SBR+CMC溶液,搅拌时间和频率。
2.活性物质:a) 称量和混合时监控混合比例、数量是否正确;b) 球磨:正负极的球磨时间;球磨桶内玛瑙珠与混料的比例;玛瑙球中大球与小球的例;c) 烘烤:烘烤温度、时间的设置;烘烤完成后冷却后测试温度。
d) 活性物质与溶液的混合搅拌:搅拌方式、搅拌时间和频率。
e) 过筛:过100目(或150目)分子筛。
f) 测试、检验:对浆料、混料进行以下测试:固含量、粘度、混料细度、振实密度、浆料密度。
(二)涂布1.集流体的首检:a) 集流体规格(长宽厚)的确认;b) 集流体标准(实际)重量的确认;c) 集流体的亲(疏)水性及外观(有无碰伤、划痕和破损)。
2.敷料量(标准值、上、下限值)的计算:a) 单面敷料量(以接近此标准的极片厚度确定单面厚度);b) 双面敷料量(以最接近此标准的极片厚度确定双面的极片厚度。
)3.浆料的确认:是否过稠(稀)\流动性好,是否有颗粒,气泡过多,是否已干结.4.极片效果:a) 比重(片厚)的确认;b) 外观:有无划线、断带、结料(滚轮或极片背面)是否积料过厚,是否有未干透或烤焦,有无露铜或异物颗粒;5.裁片:规格确认有无毛刺,外观检验。
(三)制片(前段):1.压片:a) 确认型号和该型号正、负极片的标准厚度;b) 最高档次极片压片后(NO.1或NO.1及NO.2)的厚度、外观有无变形、起泡、掉料、有无粘机、压叠。
c) 极片的强度检验;2.分片:a) 刀口规格、大片极片的规格(长宽)、外观确认;b) 分出的小片宽度;c) 分出的小片有无毛刺、起皱、或裁斜、掉料(正)。
control plan
一封
预充上柜
化成柜
目测
全检
预充
化成柜
目测
全检
预充下柜
化成柜
目测 温度计 温度计 压力表 计时器 目测 计时器 目测 目测
全检 全检 全检 全检 全检 全检 全检 全检 全检
二封
上模温度 下模温度 压力 压力延时 真空计时点 真空封口机 真空延时 效率 电芯外观、 电池硬度
搁置
电芯外观
目测
全检
循环上柜
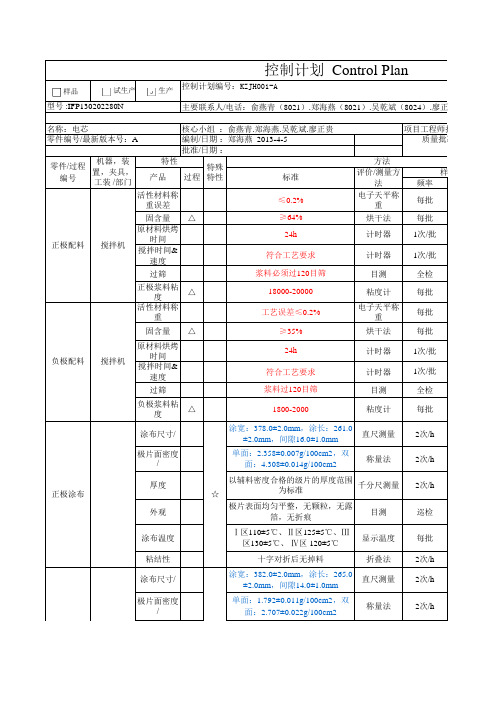
控制计划 Control Plan
样品 试生产 生产
控制计划编号:KZJH001-A 主要联系人/电话:俞燕青(8021).郑海燕(8021).吴乾斌(8024).廖正贵(8004) 核心小组 :俞燕青.郑海燕.吴乾斌.廖正贵 编制/日期 :郑海燕 2013-4-5 批准/日期 :
型号 :IFP130202280N 名称:电芯 零件编号/最新版本号:A 机器,装 零件/过程 置,夹具, 编号 工装 /部门 特性 产品 活性材料称 重误差 固含量 原材料烘烤 时间 搅拌时间& 速度 过筛 正极浆料粘 度 活性材料称 重 固含量 原材料烘烤 时间 搅拌时间& 速度 过筛 负极浆料粘 度 涂布尺寸/ 极片面密度 / 厚度 正极涂布 外观 涂布温度 粘结性 涂布尺寸/ 极片面密度 /
电子天平
极片重量
称重筛选
极片外观
△
目测
全检
目测 目测
全检 全检
极片转交
单叠极片数 量、极片叠 间距 烘箱 真空度 极片张数 正负极片相 对位置
真空放置
真空度表 每批 目测
每批 首检 4次/h
叠片
叠片机
叠片
叠片机 隔膜相对位 置
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
涂布辊、料槽的清洁:干净、无残留浆 料
目测
-----
1.首检
1.聚合物涂布首件报 1.返工 表
3
打试片
涂布机
1.速度 2.速比 3.温度
-----
G
过程特性 1.速度: 符合作业指导书要求 2.速比: 符合作业指导书要求 3.温度: 符合作业指导书要求 产品特性
目视各仪表
----
1)首检
1.聚合物涂布首件报 1.调机 表 2.反馈处理 3.重新打试片
聚合物控制计划
□样件 □试生产 ■生产 生产部会签: 日期(制订) :2013-07-15 日期(修订) : 管制特性 过程特性 ----产品特性 1.铜箔厚度 2.铜箔宽度
3.铜箔外观
批准/日期
审核/日期
编制/日期 钟方菊/2013-07-15
工程部会签: 文件编号 E-CP-004 方 产品/制程规格要求 法 评估/量测技 术 1.千分尺 2.钢尺 3.目视 抽样方法 样本容量 频率 1).第 1-3 项: 1.首检 拉开 1m 长, 抽取 1 个大 片. 2) 第 4-5 项: 1 次/桶
设备部会签: 版本 V0.00 页次: 1/2
产品编号:聚合物通用 产品/工序名称:负极涂布 过程 编号 制程名称/ 生产设备/ 操作描述 工装夹具 来料检查 -----
特性 分类
控制方法/记录
反应计划
○ 产品特性
1
1.铜箔厚度: 符合工艺要求 2.铜箔宽度: 符合工艺要求
3.铜箔外观:无凹凸点、划痕、斜纹、油污、
-----
-----
1.极片外观 2.极片标识
○ 产品特性
1.外观: 极片无明显破损、褶皱 2.标识: 型号/批次/数量/状态标识清晰,完 整.
目视
----
1 次/卷 1. 极片生产批次 跟踪表
1.返工
2.反馈处理
备注:1.环境控制:环境温度:18-35℃,
2. 特性分类: G---表示关键.
T---表示特殊 ○---表示一般
1.试片重量 (面密度) 2.试片厚度
G
1.电子称 2.千分尺
重 量 : 1)首检 面密度:
1.聚合物涂布首件报 1.调机 表 2.反馈处理 3.重新打试片
1.试片重量(面密度):符合工艺要求 2.试片厚度:单面基准厚度±2µm
3 试片厚度:双面基准厚度±3µm
文件编号: E-CP-004 页次:2/2
过程 编号 制程名称/ 操作描述 生产设备/ 工装夹 具 涂布机 管制特性 过程特性
1.速度 2.速比 3.温度
特性 分类 产品/制程规格要求
过程特性 1.速度: 符合作业指导书要求 2.速比: 符合作业指导书要求 3.温度: 符合作业指导书要求
方
法 评估/量测技 术 目视各仪表 抽样方法 样本容量 ---频率
1) 巡检: 1 次/h 1.聚合物涂布巡检日 1.调机 报表 2.反馈处理
产品特性 -----
控制方法/记录
反应计划
4
涂布
G
-----
1对位 (双 面) 6.收卷状况 7.增重波动
G
1.极片厚度: 单面工艺值±2µm, 双面±3µm 1.千分尺 2.段长、间距:符合工艺要求 3. 极片段宽: 符合工艺要求
1)第 1--5 项: 2-3 段: ----
1)巡检: 1 次/15min
2.钢尺 3.目视极片
4.极片外观:无暗痕、划痕、无凹凸点,无 4.目视大卷 颗粒结、条纹、花边、拖尾、油点等现象。 5.对位:错位≤±1mm 6.收卷状况: 收卷整齐,偏差≤5mm; 7.增重波动: 符合工艺要求
转序检验
5
1.聚合物涂布首件报 1.退料 表 2.反馈处理。
4.浆料标识 5.浆料外观
边缘损伤、花边等。 4.浆料标识:型号/批号/机台/极性/重量/生产时 间/检验状态等标识清晰,完整. 5.浆料外观:要求浆料无气泡、颗粒、干料、 油污等.
2
涂布前准备 涂布机
-----
1.涂布辊、料 ○ 产品特性 槽的清洁度