拨叉锻造模具设计说明书
课程设计拨叉设计说明书(有全套图纸)

机械制造技术基础课程设计说明书设计题目设计“CA6140车床拨叉”零件的机械加工工艺及工艺设备设计者董超指导教师敖晓春哈尔滨理工大学机械设计制造及其自动化系2006年9月11日哈尔滨理工大学机械自造工艺及夹具课程设计任务书设计题目:制定CA6140C车床拨叉的加工工艺,设计钻22mm 孔的钻床夹具设计要求:中批量生产手动夹紧通用工艺装备设计时间:2006.9.11~2006.9.29设计内容:1、熟悉零件图;2、绘制零件图(一张);3、绘制毛坯图(一张);4、编写工艺过程卡片和工序卡片(各一张);5、绘制夹具总装图;6、绘制夹具零件图;7、说明书班级:机械03-1 班学生:董超指导教师:敖晓春系主任:2006年09月11日目录目录.......................................................................................................................................序言......................................................................................................................... 错误!未一、零件的分析 ....................................................................................................... 错误!未零件的作用 ....................................................................................................... 错误!未零件的工艺分析 ................................................................................................ 错误!未二. 确定生产类型................................................................................................... 错误!未三.确定毛坯 ........................................................................................................... 错误!未四.工艺规程设计 ...................................................................................................... 错误!未(一)选择定位基准: .......................................................................................... 错误!未(二)制定工艺路线 ......................................................................................... 错误!未(三)选择加工设备和工艺设备........................................................................ 错误!未(四)机械加工余量、工序尺寸及工时的确定..................................................... 错误!未五、夹具设计 ....................................................................................................... 错误!未(一)问题的提出 ................................................................................................. 错误!未(二)夹具设计..................................................................................................... 错误!未3.定位误差分析................................................................................................. 错误!未4钻床夹具的装配图见附图 ............................................................................... 错误!未参考文献: .............................................................................................................. 错误!未序言机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合3\定位误差分析零件图规定大孔与小孔的中心距为65mm.采用自动对中夹具后,定位误差取决于对中块\螺杆以及滑块的制造误差.同时,对对中块利用调整螺钉进行调整并加装钻套后,钻孔后的误差只有0.08mm.在后续的铣断工序中,利用中间大孔定位,孔壁与定位销的配合间隙为0.05mm.因此加工完成后大孔与小孔的中心距的最大误差为=0.08+0.05=0.13≤0.2mm所以能满足精度要求.4钻床夹具的装配图见附图参考文献:赵家奇编,机械制造工艺学课程设计指导书—2版.---北京:机械工业出版社,2000.10.李云主编,机械制造及设备指导手册.-- 北京:机械工业出版社,1997.8孟少农主编,机械加工工艺手册.---2---北京:机械工业出版社,1991.9。
拨叉设计毕业设计说明书
目录第一章第一节第二节第三节第四节第五节第二章第一节第二节第三节第四节第五节第三章第一节第二节第三节第四节第五节第四章第一节第二节第三节第四节第五节第一章拨叉的工艺规程设计第一节拨叉的工艺分析及生产类型的确定一、拨叉的用途和主要工作面分析该拨叉位于某机器变速箱的换挡机构中,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。
零件上方的φ20孔与操纵机构相连,二下方的φ113半圆孔则是用于与所控制齿轮所在的轴接触。
通过上方的力拨动下方的齿轮变速。
两件零件铸为一体,加工时分开。
该拨叉在改换档位时要承受弯曲应力和冲击载荷的作用,因此该零件应具有足够的强度、刚度和韧性,以适应拨叉的工作条件。
该零件的主要工作φ)和叉脚底面,在设计工艺规程的过程表面为叉脚两端面、叉轴孔(208H中要重点予以保证。
二、拨叉的技术要求零件的材料为6003QT-,零件质量1.12kg。
该拨叉形状特殊,结构复杂,属典型叉杆类零件。
为实现换挡变速的功能要求,其叉轴孔与变速叉轴有配合要求,因此加工精度较高。
叉脚两端面在工作过程中需要承受冲击载荷,为增强其耐磨性,该表面要求淬火处理,硬度为48 ~ 58 HRC。
为此,把拨叉的各项技术要求如下:三、拨叉的工艺性审查分析零件图可知拨插头两端面和叉脚两端面均要求切削加工,并在轴向方向上均高于相邻表面,这样既减少了加工面积,又提高了换挡时叉脚端面的接触刚度;零件除主要工作表面外其余工作表面加工精度均要求不高,不需要高精度机床加工,通过铣削、钻床的加工就可以达到加工要求;而主要工作表面虽然加工精度要求较高,但也可以在正常的生产条件下,采用较经济的方法保质保量地加工出来。
由此可知,该零件的工艺性较好。
四、拨叉的生产类型此零件的生产类型为大量生产。
第二节确定毛坯并绘制毛坯图一、选择毛坯考虑到零件的工作要求和加工经济性,零件毛坯选择铸件,砂型铸造。
二、确定毛坯的尺寸公差和机械加工余量三、绘制拨叉的铸造毛坯简图图xx 拨叉铸造毛坯简图第三节拨叉工艺路线的拟定一、定位基准的选择1,精基准的选择根据拨叉零件的技术要求,选择拨叉左端面和叉轴孔作为精基准,,零件上的很多表面都可以采用他们作基准进行加工,即遵循了“基准统一”的原则。
拨叉的课程设计说明书

东华理工大学长江学院课程设计说明书课程题目:拨叉(CA6140车床)课程设计姓名:学号:班级:年级:专业:系:指导教师:完成时间:目录绪论 (3)第一章拨叉零件的分析 (3)1.1 零件的作用 (3)1.2 零件的工艺分析 (3)1.3 零件图 (4)第二章工艺规程设计 (4)2.1 确定毛坯的制造形式 (4)2.2 绘制毛坯图 (4)2.3 基面的选择 (4)2.4 零件工艺路线的拟定 (5)2.5 选择机床和工装 (6)2.5.1 机床的选择 (6)2.5.2 夹具的选择 (6)2.5.3 刀具的选择 (6)2.5.4 量具的选择 (6)2.5.5 零件的加工余量和工序尺寸的确定 (6)2.6 工序切削用量的确定 (7)2.6.1 工序一粗精铣φ20φ50孔下端面 (7)2.6.2 工序二粗精铣φ32上端面 (8)2.6.3 工序三粗精铣φ50上端面 (9)2.6.4 工序四铣凸台 (10)2.6.5 工序五钻φ20孔 (10)2.6.6 工序六镗Φ50孔 (11)2.6.7 工序七钻螺纹孔 (12)2.6.8 工序八钻φ8锥孔 (12)2.6.9 工序九铣断 (13)第三章设计总结 (14)第四章参考文献 (14)绪 论机械制造业是制造具有一定形状位置和尺寸的零件和产品,并把它们装备成机械装备的行业。
机械制造业的产品既可以直接供人们使用,也可以为其它行业的生产提供装备,社会上有着各种各样的机械或机械制造业的产品。
我们的生活离不开制造业,因此制造业是国民经济发展的重要行业,是一个国家或地区发展的重要基础及有力支柱。
从某中意义上讲,机械制造水平的高低是衡量一个国家国民经济综合实力和科学技术水平的重要指标。
车床的拨叉位于车床变速机构中,主要起换挡,使主轴回转运动按照操作者的要求工作,获得所需要的速度和扭矩的作用。
零件下方的孔与操作机构相连,而上方的半孔则是用于所控制齿轮所在的轴接触。
通过上方的力拨动下方的齿轮变速。
拨叉设计说明书

拨叉设计说明书机械制造工艺学课程设计说明书题目: 设计“CA6140车床”拨叉零件的机械加工工艺规程(中批量生产)生产纲领:5000件/年技术资料:实用工人设计手册内容: 1.零件图一张 2毛坯图一张3.机械制造加工工艺过程草图一份4.机械制造加工工艺过程综合卡片一张5.课程设计说明书一份序言机械制造工艺学是以机械制造中的工艺问题为研究对象,实践性较强的一门学科,通过对此门学科的课程设计,使我在下述各方面得到了锻炼:⒈能熟练运用机械制造工艺学课程中的基本理论以及在生产实习中学到的实践知识,正确的解决一个零件在加工中的定位、夹紧以及工艺路线的安排、工艺尺寸的确定等问题,保证零件的加工质量。
⒉提高结构设计能力。
通过设计夹具的训练,获得根据被加工零件的加工要求,设计出高效、省力、既经济合理又能保证加工质量的夹具的能力。
⒊学会使用手册及图表资料。
⒋培养了一定的创新能力。
通过对拔叉的工艺设计,汇总所学专业知识如一体(如《互换性与测量技术基础》、《机械设计》、《金属切削机床概论》、《机械制造工艺学》等)。
让我们对所学的专业课得以巩固、复习及实用,在理论与实践上有机结合;使我们对各科的作用更加深刻的熟悉与理解,并为以后的实际工作奠定坚实的基础!1、零件的作用与结构分析1.1 零件的作用:该零件是拨叉,它位于变速机构中,主要起变速,使主轴回转运动按照工作者的要求进行工,获得所需要的速度和扭矩。
该零件是以¢25H7孔套在轴上,并用销钉经¢22孔与轴定位,拨叉脚在双联齿轮的槽中,变速操纵机构通过拨叉头部的操纵槽带动拨叉与轴一起在变速箱中滑动,拨叉脚拨动双联齿轮在花键轴上滑移,从而实现变速。
{EMBED Equation.KSEE3 \* MERGEFORMAT |1.2零件的结构分析:零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是拨叉需要加工的表面以及加工表面之间的位置要求:1.2.1拨叉安装孔:孔径¢25H7mm, 其形状公差遵守包容要求,表面粗糙度Ra1.6um;孔端面位置尺寸。
拨叉——课程设计说明书

湖南工业大学机械制造工艺学课程设计课题名称:拨叉零件制造工艺规程院系:机械工程学院专业:机械工程及自动化班级:姓名:学号:指导老师:课程设计任务书拨叉零件的机械加工工艺规程第一章序论第二章零件的分析------------------------ 61、零件的工艺分析--------------------- 62、毛坯的确定------------------------- 7①、毛坯种类的确定-------------------- 7②、铸件加工余量及形状的确定------------- 7③、铸件毛坯图的绘制------------------ 8第三章工艺规程的设计---------------------- 91、定位基准的选择----------------- 9①、精基准的选择-------------------- 9②、粗基准的选择-------------------- 92、工艺路线的制定----------------- -------------- 9①、确定工序的原则------------------- 10②、工序的特点--------------------- 10③、加工精度的划分-------------------- 10④、工艺方案确定------------------- 10⑤、工艺设备工装的确定----------------- 113、机械加工余量及工序尺寸与公差的确定--一——12①、加工余量、工序尺寸和公差的确定-------- 12②、确定切削用量--------------------- 16第四章工艺卡片的制定---------------------- 23第五章工序卡片的制定----------------------- 23第六章小结------------------------------- 23第七章附录(重要参考文献) --------------------- 23第一章序论21世纪现在是我国全面建设小康社会,实现国民经济增长模式根本转变,走新型工业化道路的关键时期。
拨叉设计说明书 ---第一组
拨叉设计(说明书)设计题目:拨叉设计专业:机械设计与制造班级:15机械一学号:姓名:第一组指导老师:起讫日期目录摘要III第一节拨叉机械加工工艺规程设计0一、拨叉的用途0二、拨叉的技术要求0三、审查拨叉的工艺性0第二节确定毛坯、绘制毛坯简图1一、选择毛坯 1二、确定毛坯的尺寸公差和机械加工余量1三、绘制传动轴锻造毛坯简图2第三节拟定拨叉工艺路线2一、定位基准的选择21、粗基准的选择22、精基准的选择2二、表面加工方法的确定3三、工序的集中与分散3四、工序顺序的安排3五、确定工艺路线3第四节机床设备及工艺装备的选用4一、机床设备的选用4二、工艺装备的选用4第五节加工余量、工序尺寸和公差的确定5一、铣左端面的确定5二、钻φ22的孔确定5三、拉花键的确定5四、铣角尺面的确定5五、M8螺纹孔的确定6六、18H11槽的确定6第六节切削用量、时间定额的计算6一、切削用量的计算61、左端面62. 花键底孔83.拉花键104.角尺面11螺纹孔12槽13二、时间定额的计算15第七节心得体会16第八节参考文献17第九节附录171、零件-毛坯图纸各一张172、机械加工工艺过程卡片1套173、机械加工工序的工序卡片1套 17摘要所谓机械加工工艺规程,是指规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。
生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺规程来体现。
因此,机械加工工艺规程的设计是一项十分重要而又非常严肃的工作。
制订机械加工工艺规程的原则是:在一定的生产条件下,在保证持量和生产进度的前提下,能获得最好的经济效益。
制订工艺规程时,应注意以下三方面的问题:1、技术上的先进性;2、经济上的合理性;3、有良的劳动条件,避免环境污染。
第一节拨叉机械加工工艺规程设计一、拨叉的用途题目给定的零件是CA6140拨叉,它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求进行工作。
拨叉说明书
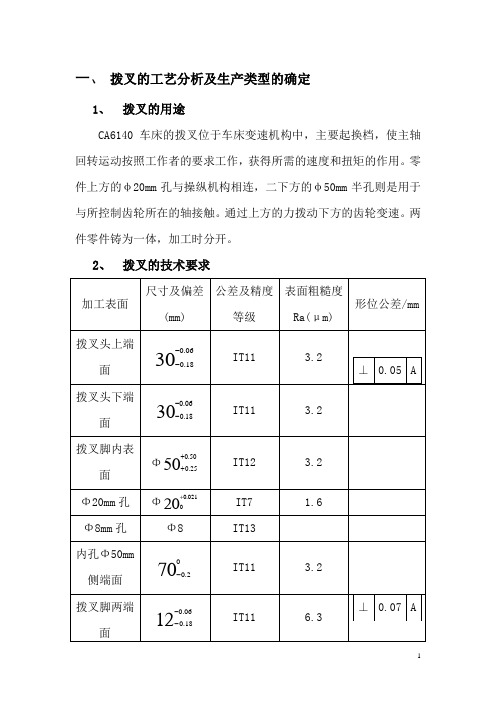
3、 审查拨叉的工艺性
CA6140 车床共有两处加工表面,其间有一定位置要求。分述如 下: 1. 以φ 20mm 为中心的加工表面 这一组加工表面包括:φ 20mm 的孔,以及其上下端面,上端面 与孔有位置要求,孔壁上有一个装配时钻铰的锥孔,一个 M6 的螺纹 孔。这三个都没有高的位置度要求。 2. 以φ 50 为中心的加工表面 这一组加工表面包括:φ 50mm 的孔,以及其上下两个端面。 这两组表面有一定的位置度要求,即φ 50 mm 的孔上下两个端面 与φ 20mm 的孔有垂直度要求。 由上面分析可知,加工时应先加工一组表面,再以这组加工后表 面为基准加工另外一组。
7
工序六 以 φ 20mm 孔为精基准,粗铣 φ 50mm 孔上下端面。 工序七 以 φ 20mm 孔为精基准,精铣 φ 50mm 孔上下端面,保证 端面相对孔的中心线垂直度误差不超过 0.07。 工序八 以 φ 20mm 孔为精基准,钻 φ 8mm 孔(装配时钻铰锥孔) 。 工序九 以 φ 20mm 孔为精基准,钻一个 φ 4mm 孔,攻 M6 螺纹。 工序十 以 φ 20mm 孔为精基准,铣 47°凸台。 工序十一 去毛刺、清洗。 工序十二 终检。 。 以上工艺过程详见图 3。 在综合考虑上述工序顺序安排原则的基础上, 表列出了拨叉的工 艺路线,如下: 工序号 1 上下端面 2 上下端面 3 精铰 φ 20 孔 4 精铰 φ 50 孔 5 切断 铣床
0.06 0.18
Φ 50 0.25 Φ
0.50
IT12 IT7 IT13 IT113.2 1.6来自200.0210
Φ8
70
0 0 .2
3.2
12
0.06 0.18
IT11
6.3
⊥ 0.07 A
拨叉设计说明书---第一组
拨叉设计(说明书)设计题目:拨叉设计专业:机械设计与制造班级:15机械一学号:姓名:第一组指导老师:起讫日期目录摘要 (III)第一节拨叉机械加工工艺规程设计 0一、拨叉的用途 0二、拨叉的技术要求 0三、审查拨叉的工艺性 (1)第二节确定毛坯、绘制毛坯简图 (1)一、选择毛坯 (1)二、确定毛坯的尺寸公差和机械加工余量 (2)三、绘制传动轴锻造毛坯简图 (3)第三节拟定拨叉工艺路线 (3)一、定位基准的选择 (3)1、粗基准的选择 (3)2、精基准的选择 (3)二、表面加工方法的确定 (4)三、工序的集中与分散 (4)四、工序顺序的安排 (4)五、确定工艺路线 (5)第四节机床设备及工艺装备的选用 (6)一、机床设备的选用 (6)二、工艺装备的选用 (6)第五节加工余量、工序尺寸和公差的确定 (6)一、铣左端面的确定 (6)二、钻φ22的孔确定 (7)三、拉花键的确定 (7)四、铣角尺面的确定 (7)五、M8螺纹孔的确定 (7)六、18H11槽的确定 (8)第六节切削用量、时间定额的计算 (8)一、切削用量的计算 (8)1、左端面 (8)2. 花键底孔 (11)3.拉花键 (12)4.角尺面 (13)螺纹孔 (14)槽 (15)二、时间定额的计算 (17)第七节心得体会 (19)第八节参考文献 (20)第九节附录 (20)1、零件-毛坯图纸各一张 (20)2、机械加工工艺过程卡片1套 (20)3、机械加工工序的工序卡片1套 (20)摘要所谓机械加工工艺规程,是指规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。
生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺规程来体现。
因此,机械加工工艺规程的设计是一项十分重要而又非常严肃的工作。
制订机械加工工艺规程的原则是:在一定的生产条件下,在保证持量和生产进度的前提下,能获得最好的经济效益。
制订工艺规程时,应注意以下三方面的问题:1、技术上的先进性;2、经济上的合理性;3、有良的劳动条件,避免环境污染。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西北工业大学
锻造模具设计说明书
目录
1、绘制冷锻件图 (2)
2、计算锻件主要参数 (3)
3、确定锻锤吨位 (3)
4、确定毛边槽形状和尺寸 (3)
5、确定终锻型槽 (5)
6、设计预锻型槽 (5)
7、绘制计算毛坯图 (5)
8、制坯工步选择 (8)
9、确定下料尺寸 (8)
9.1坯料截面积 (8)
9.2 坯料直径 (8)
9.3坯料体积 (8)
9.4坯料长度: (8)
10、制坯型槽设计 (9)
⑴滚挤型槽设计 (9)
⑵拔长型槽设计 (10)
11、锻模结构设计 (12)
12、拔叉件模锻工艺流程 (12)
13、附录 (13)
参考文献 (14)
1、绘制冷锻件图
拔叉冷锻件图
2、计算锻件主要参数
(1)短剑在平面上的投影面积76382
mm;
(2)锻件周边长度为600mm;
(3)锻件体积为1840003
mm;
(4)锻件质量为1.44Kg。
3、确定锻锤吨位
总变形面积为锻件在平面上的投影面积与毛边面积之和,按1~2t锤毛边槽尺寸考虑,假定毛边桥部宽度为23mm,总面积F=7638+600*23=21438mm,按双动模锻锤吨位确定公式的经验公式G=(3.5~6.3)kF确定锻锤吨位,因汽车连杆件为大批量生产,需要高生产率,取较大的系数 6.3,取k=1.0,于是,G=6.3 1.0214.38=1351kg
⨯⨯。
选用1.5t锤。
4、确定毛边槽形状和尺寸
选用图4-63毛边槽形式I,其尺寸按表4-14确定;选定毛边
槽尺寸为=1.6
h mm
桥,=4
h mm
1
,2
1
8,25,2,126
K
b mm b mm r mm F mm
====。
因锻件杆部截面积太小,考虑拔长难以达到最小截面积,须怎大毛边槽仓部宽度1b ;大头部分叉口较宽,分料困难,流入毛边槽金属较少,将该处1b 减小到12mm ,使型槽安排紧凑,怎大承击面积。
锻件毛边体积
3
=6800.76800.712660000k V F mm ⨯=⨯⨯≈毛,其中
0.7k F F =毛(锻件
毛边平均截面积)。
拔叉热锻件图
5、确定终锻型槽
终锻型槽是按热锻件图加工和检验的,连杆材料为45钢,考虑收缩率为1%。
绘制的热锻件图如上图所示。
6、设计预锻型槽
由于锻件复杂,须设置预锻型槽。
在叉部采用劈料台(见图4-73)。
0.250.256015
A B mm
==⨯=
(0.4~0.7)0.513 6.5
h H mm
==⨯=
实际取7,10
h mm R mm
==。
劈料台的形状、尺寸详见下图:
7、绘制计算毛坯图
根据连杆的形状特点,选取14个截面,分别计算F
锻、F F
毛计
、。
列于表1,并在坐标纸上绘制连杆的截面图和直径图。
截面图所围面积即为计算毛坯体积:
3=208300=166000mm V 计;
平均截面积: 2166000
=
=715.5mm 232
F 均; 平均坯料直径: a =1.13=26.7mm F 均均;
按体积相等修正截面图和直径图,修正后的最大截面积为15802mm ,则最大毛坯直径为39.72mm 。
X 坐
标 截
面
号 0
1
352
352
21.2
460
24.2
0.8 19.
36
4
2
166
176.4 342.4
21
470
24.5
0.8 19.
6
19 3
260
176.4 436.4
23.6
500
24.6
0.8 19.
68
35 4
201.5
176.4 377.9 22
540
26.3
0.8 21.
04 50 5
566.4
176.4 742.8
31
580
27.2
0.8 21.
72 66 6
603.
176.4 779.6
32
620
28.1
0.8 22.
248 80 7696176.4872.033.465028.80.823.
04
92 8499176.4675.030675300.7
522. 5
114 9424176.460027.773030.50.7
522. 88
136 ********.4689.429.778030.70.7
523. 03
167 11685176.4861.633.2 1.0
033. 2
184 121210176.41386.442 1.1
046. 2
195 131406176.41582.445 1.1
049. 5
210 141076176.41252.440 1.1
44
220 15265176.4441.423.70.818.
96 232 16 035235221.20.816.
96
表1 拔叉计算毛坯的计算数据
8、制坯工步选择
计算毛坯为一头一杆。
max
==1.5=
=7.73a a a L αβ均
计
均
根据《中国模具设计大典》第四卷图24.2-36此锻件采用闭式拔长,滚挤制坯工步;
为了在锻造时易于充满模膛,选用圆坯料。
模锻工艺方案为为:闭式拔长—闭式滚挤—预锻—终锻。
9、确定下料尺寸
9.1坯料截面积
===mm F ⨯⨯2max 坯0.75F 0.751582.41186.5
9.2 坯料直径
2d ==38.9mm F 坯坯1.13实际取2d =40mm 坯 9.3坯料体积
烧损率1δ=%,所以=++= 1.01=167660mm3V δ⨯⨯坯毛件连(V +V V )
(1)166000 9.4坯料长度:
V 167660
L ==141.31186.5
mm F =
坯坯坯 取L =142mm =坯
10、制坯型槽设计
⑴滚挤型槽设计
滚挤型槽设计:采用闭式滚挤
① 型槽高度h Ka =计,计算结果列于表1中,按各截面的高度值绘出滚挤型槽纵剖面外形,
然后用圆弧或直线光滑连接,并适当简化。
②型槽宽度为:
杆部 ()40 1.5=60mm B ≤⨯杆 头部 ()max 1.1d =60mm B ≥⨯头 取杆部与头部宽度一致=60mm B
③型槽长度等于计算毛坯图的长度232L mm =。
④简化型槽外形后的滚挤型槽如下图
闭式滚挤型槽外形设计
⑵拔长型槽设计 ①拔长坎高度 2
0.9=0.9660=23.1mm V h k F L =≈⨯⨯杆
杆均杆
②拔长坎长度30 1.538.958.4C k d mm ==⨯=
③圆角半径 10.250.2558.414.6,10146mm R C mm R R ==⨯===
④型槽宽的4d +=+=B K =⨯坯10 1.538.91068.4,取=70mm B 。
⑤仓部深度246.2
==
e a。
⑥拔长型槽长度=178mm
L
拔
按上述设计可锻出合格锻件,但为了提高生产率,可将型槽的高度h减小,C,R,R1增大,计算数值与实际采用数值比较如下表
型槽尺寸h/mm C/mm R/mm R1/mm 计算数值23.1 58.4 14.6 146
实际采用
20 77 14 140
数值
拔叉锻模型槽的设计
11、锻模结构设计
模锻此拔叉的1.5t 模锻锤机组,加热炉在锤的左方,故拔长型槽布置在左边,滚挤型槽布置在锻模右边。
锻件宽度为99.95mm;模壁厚度043121.52
t =⨯=;预锻型槽与终锻
型槽的中心距99.9521.5125.1L ⋅=+=,考虑到锻件形状的不规则性,取
120L mm ⋅=。
经检验,锻模的承击面积达到860003mm 。
燕尾中心线至检验边的距离为265mm. 选择钳口尺寸:0
70mm,30,10mm.B h mm R ===,选择钳口径尺寸
6, 1.5,28b mm a mm l ===。
模块尺寸选择为500350275()mm mm mm ⨯⨯⨯⨯宽长高。
12、拔叉件模锻工艺流程
⑴下料:5000kN 剪切机冷切;
⑵加热:半连续式炉,1220-1240摄氏度; ⑶模锻:1.5t 模锻锤,拔长,滚挤预锻,终锻; ⑷热切边:1600kN 切边压力机 ⑸打磨毛刺:砂轮机;
⑹热处理:连续热处理炉,调质; ⑺酸洗:酸洗槽; ⑻冷校正:1t 夹板锤;
⑼冷精压:1000kN精压机;
⑽检验
13、附录
拔叉锤锻模图
参考文献
[1]夏巨諶,韩凤麟,赵一平中国模具设计大典【M】南昌:江西科学技术出版社,2003,第四卷
.
[2]东重锻压研究委员会锻模图册【M】齐齐哈尔:东北重型机械学院出版社,1955.
[3]姚泽坤锻造工艺学与模具设计【M】西安:西北工业大学出版社,2007。