德语机械图纸德文对照..
德语机械图纸德文对照
ÄAberasive 研磨Abgußdatum / x mm erhaben铸造日期/凸起X毫米(字体)Abmessung 尺寸Abrasion 磨损Abgedichtet 密封Abnahme-Prüfzeugnis:材料证书形式Abgerundet und geglätet für有尖锐的边缘倒成圆角Abweichung 偏差Achtung, Bearbeitungszugabe beachten. 重要!注意加工余量Ähnlich类似Ähn lich Teile 类似零件Alternativer Werkstoff: 可选材料:Alle 全部Alle Verschraubungen mit 5 – 8 Nm angezogen!所有螺丝以5-8Nm扭距旋紧Allgemeintoleranze 一般公差按Allgemeine Aushebeschrägen x° (z.B. 1,5°) 一般起模锥度X°(例如1.5°) Allgemeine Werkstückkanten 一般加工件倒角Alle Maßangabe n vor der Hartanodisierung所有尺寸为硬阳极化处理前尺寸Alle unbemaßten Radien Rx (z.B. R3) 所有未注倒角Rx(例如R3)Alle nicht vermaßten Radien R xx所有未标明的圆角为R xxAlle nichtangegebenen Flächen, Bohrungen und Gewinde =所有未指明的表面,孔和螺纹= Alle Wandstärken sind Mindestwandstärken所有壁厚尺寸为最小值Allgemeine Werkstückkanten nach ISO 13715一般外形上未标明的倒角按照ISO 13715Alte Materialbezeichnung XXX nach Norm XXX 旧的材料名称XXX依照标准XXX Angabe 规格Angepaßt适应Angußrest maximal x mm erhaben残留的内浇口凸起小于X毫米Anfangsmaß 初始尺寸Anbohrung 盲孔Anlage 附件Änderungsbeschreibung变化说明Anzaht 数量Ansicht 视图Ansicht ohne Quer- und Innenrippen没有横断面和内部肋的示图Angabe korrigiert 指示更正Absatz 图Absatz maß图测Aktuelles ausgangsmaterial eingetragen目前原材料进入Ausgangsteil 输出部分Auslauf beliebig 任何泄漏Anschließend ver dichtet 添嵌表面裂缝Anodische Oxidation (Eloxiert) 阳极氧化Anguß 进料剩余Ausgangsteil mit sachnummer ergänzt输出部分补充项目Auswerfermarkierung 排出口Auxiliary 辅助的Aus 外面的Auswerfer 0 – 0,2 mm vertieft 喷嘴凹进0-0.2毫米Auslieferungsdatum aufgeschlagen 打上交货日期钢印Außenseite qualität外侧质量等级Aufgestempelt 工件上打上钢印Auf Teilkreis 在节距圆上Auf richtige Lage der Luftbohrung achten! 确保气孔在正确的位置Auf mantelfläche表面涂层Aufgegossen 铸造Auslauf beliebig 退刀槽任意Art 产品描述BBarrel 滚筒加工Bei montage gebohrt 在装配时钻孔Bei montage Für stift ∮3 在装配时,打∮3的销Beschriftung mit Schlagzahlen: xx 印字母打标记:XXXBeschriftung aufgegossen 铸造标记Beschriftung dauerhaft herstellen, z.B. mit Schlagbuchstaben oder Gravur: 用钢印字母或铭刻打上持久的标记Beschriftung dauerhaft herstellen, z.B. Schlagbuchstaben oder Gravur: XXXX标上永久记号,如用钢印字母或铭刻:Bezugskante für spanende Bearbeitung加工涉及到的边缘Bayonet 卡口Bemaßung标注Berichtigt 更正Bezugselement 关于元素Bearbeitung mit schleifband körnung带有沙砾研磨带Bending 波纹加工Beachten 说明Bestell NR. 定单号biegen 反过来Bis 向上bis zu einer Tiefe von 6 mm bearbeitet 加工到6毫米深度Bearbeitung 加工Bearbeitung saufmaß x mm加工过量X毫米Bearbeitung szugabe 3 mm …bzw.“Gußteilabmessungen beinhalten eineBearbeitung szugabe von 3 mm 加工余量3mm/也即铸件尺寸留有3mm的加工余量Bearbeit ung zur Gewährleistung der Bodenfreiheit 保证全部加工清理出为止Bearbeitung saufmaß x mm Druckgußausführung 加工过量X毫米压铸件Beschriftung / Modell-Nr.: XX /Gießereizeichen / Abgußdatum标记/模型编号:XX/铸造厂记号/铸造日期Bearbeitung nur für Kokillengußausführung 只有金属模铸造的铸件要加工Bearbeitu ngsaufmaß x mm Kokillengußausführung 加工过量X毫米金属模铸件Bearbeitungszugabe für Längen- u. Durch-messermaße: 3mm长度和直径尺寸的加工余量:3毫米Bearbeitung erst nach Montage aller Einzelteile.装配完所有零部件后加工Buchstabe ....... aufgeschlagen 字母—打印上去的Bezugssytem nach 相关系统按Berichtigt 更正Berstdruck = 5 x PN = 5 x 5 bar = 25bar (einmalig prüfen)爆破压力=5倍工作压力=5X5BAR=25巴(一次性试验)Bereitgestellt und montiert d. Lieferanten 应商提供并组装Beschichtet 涂层Beschriftung beidseitig aufgegossen 两面铸造记号Beschriftung am Pressteil erhöht. 模锻件上描述用凸字B emaßten三维Bemaßung umgestelltBezugssystem nach 相关系统按Bezugslinien für Zählerkontur 流量计轮廓的参考线Bezugsfläche für spanende Bearbeitung 加工参考面Burnishing 抛光Brunitura 抛光Bohrlehre Nr. X 钻模板编号:XBohrvorrichtung Nr. X 钻模夹具编号Bohrung 孔Bohrung nicht ansenken 不要打埋头孔Bohrung nicht senken, sondern nur entgraten 不要钻孔沉下,只需要去毛刺Bohrungstiefe: XX mm 钻孔深:XX毫米Bohrung ∅XX mm, XX mm tief 孔直径XXmm,XXmm深Bohrung für Antriebswelle 为驱动轴钻孔Bolinster 气泡Bonderizing 磷化Broaching 拉刀切削Bronze oilite 锡青铜Brüniert发黑CCarbonitrurazione 碳氮共渗Case hardened 表面淬火硬化Category 种类Centering 定中心Chromium 铬Chisel 凿Crack 裂痕Coordinate 坐标Corners of part occ 零件棱角按照Chemisch vernickness 化学镍Chill 淬火chill casting(冷硬铸造)Chill casting 金属模铸件Countersunk 沉孔Cylindrical lathe cutting 车外圆DDadurch 因此Datum 日期Das Gußteil sollte keine Porösitäten und keine Lunker aufweisen铸件应无疏松和缩孔Das Gußteil wird als drucktragendes Bauteil für petrochemische Produkte eingesetzt und sollte keine porösen Stellen, Lunker , Risse ; Einschlüsse oder Leckagen aufweisen铸件用于石油化工产品的受压零件,不能有任何渗漏,缩孔,裂缝,夹杂或泄漏Das Erstmuster muß einem Druck von 50 bar für einen Zeitraum von 10 Minuten ohne Leckagen standhalten首件样品必须在50巴压力下保持10分钟不渗漏 (Plastische Verformungen sind zuläs sig) (塑料产品变形是允许的)Der Guß muß druckdicht sein und einem Prüfdruck von xx bar standhalten铸件必须经压力测试,在xx巴压力下不渗漏Dem 那个Dicke 厚度Dichtkante 密封用边缘Dichtflächen 密封面Dichtfläche (keine Poren in diesem Bereich zulässig)密封面(在此部位不允许有气孔)Die Rippen sind die Verbindung zwischen dem Mittelpunkt und den Teilkreisbohrungen auf der Vorderseite肋为正面的中心点到节距圆上的孔圆之间的连接Diese Maße sind nur zur Prüfung bei这些尺寸仅供检验用Dent 压痕Deformation 变形Der Guß muß bis 16 bar druck- und gasdicht sein 铸件必须水压或气压到16巴压力无渗漏)Der Guß ist poren- und lunkerfrei auszuführen 铸件不允许有疏松或缩孔Deviation 偏移偏差DIN 德标Diese Zeichnung gehört zu CENELEC这图纸是属于被CENELEC批准的机构zugelassenen Geräten.Änderungen müssen vom EXBeauftragten genehmigt werden.任何修改必须得到由EX授权的人员允许Druckstellen 刮伤Durchflußpfeil aufgegos sen 铸造流向箭头Durchmesser 直径EEAU 年需求量Einsatzgehärtet Härtetiefe .......... mm硬化表面层淬透深度……mmEinsatzgehärtet硬化Einzelpeis inklu 17% VAT 含17%的税价Eigenschaften 性能Entfallen 省略Entfällt那Elox schwarz 黑色阳极氧化Electric discharge machine 放电加工Electrolytic grinding 电解研磨Ellipsenausschnitt 椭圆形挖剪图画Eloxiert XX μm 阳极处理XX微米Embossing 压花加工Ebene Flächen durch z.B. Feile oder Winkelschleifer面的平整,通过例如用锉或角向砂轮达到e.g. 例如Entfällt不适用Endzustand 最终状态Ensat (Gewindeeinsatz) XXY mm versenkt, Bohrloch ∅ Z钻孔Φ Z,深Y毫米,(螺纹)旋入XXEnsatbuchse XX 嵌入能自己旋塞的衬套XXEinzelheit 详细Eisenphosphatiert 铁基磷化Erhaben X mm (Schrift) X毫米Erhaben 凸起Erforderliches axiales Spiel ... 轴向轮齿隙…-…所必需的Evaluation 评估FFarblos eloxiert 本色阳极氧化Farblos chromatiert 本色铬酸盐钝化Facing 面切削Feld erhaben 凸起的区域Fein 精细Feinst 微细Feinstgedreht 磨削Federstahl 弹簧钢Fertigungsbedingt 成品尺寸Fertiggewicht = X g (Gramm) 精加工后重量=X克Fertigteil ohne Zentrierbohrung加工成品无中心孔Filing 锉刀修润Flach u.galvanisch verzinnt 平整并镀锡Flansch bearbeitet 法兰面加工Fläche angefräst表面采用Fläche mit Schleifpapier abziehen 用金相砂纸打滑表面Fläche absatzfrei drehen Manufacture 工表面不能有隆起Fläche für Typenschild钉名牌的区域Fläche für Eichstempel und laufende Nr.供标度刻定和记录序列号的范围Fläche zum Aufschl agen eines zusätzlichen Buchstabens供打一个额外的文字的钢印的范围Fläche muß nicht bearbeitet sein(Gußtoleranz)此部位不需要加工(铸造公差)Flach 平坦的Fräser刀具Frei von Schlagstellen 不能有机械损伤Für Plombierdraht为用于密封线而做Fülloch des Innenringes soll zur Dichtung Pos. .... weisen !用内置轴衬填充孔必须显示密封位置的方向!Fülloch des Innenringes muß zur Gleitringdichtung zeigen 内部沟槽上的孔必须指向轴向的密封面GGauging dimension 测量尺寸gilt nach dem trennen 适用后断开gilt nach dem trennen schlitz 适用于分离槽Gießform模具Gießereizeichen / Abgußdatum 铸造厂记号/铸造日期Gießereizeichen / x mm erhaben 铸造厂记号/凸起X毫米Gießereizeichen foundry mark 铸造厂标记Gußdatum date of casting 铸造日期Gießereizeichen erhaben foundry mark raised 凸起的铸造厂标记Gießdatum erhaben date of casting raised 凸起的铸造日期Gebrochen 打破Gedreht 旋转Gefertigt 制造Geltungsbereich 范围Geradheit 直线Gepflegt 保持Gefertigt aus ..... 用…做成Gehäuse(铸件)壳体Gehäuse muss frei von Schmutzpartikeln sein. 体必须去除污垢颗粒Gehärtet硬化Gehaertet 硬化Gehärtet und angelassen xxxHRC 质到硬度XXX HRCGeädert更改Geradheitsmessung 直线Gerade, außenverzahnt, Bezugsprofil nach DIN 867 齿外表参考 DIN 867标准的外形要求,弄平直Gelbchromatiert 黄色的铬Gemäss按照Gemeinsame toleranzzone 共同的公差带Gereinigt und entfettet Cleaned and degreased 去脂清理后Geriebene Bohrungstiefe: YY mm 绞孔深:YY毫米Gerieben reamed 绞过的Getriebeübersetzung auf alle Verschlußschrauben aufschlagen 传动速比标记在所有的锁紧螺丝上Gem.=gemaess 根据、按照Geschliffen 磨光Geschliffen, Vordrehmaß xxx预先车到XXX尺寸后磨Getriebeübersetzung 传动速比Gießdurchmesser铸件直径Gewinde 线Gewinde gefräst 碾磨螺纹Gewindeauslauf < X mm 螺纹跳动小于X毫米(Gewinde) M X, Y tief Kernbohrung Z tief(螺纹)M X,深Y,底孔深ZGewinde G ½ bis zum vollständigen Auslauf der Bohrung geschnitten.孔的从头至尾攻螺纹 G1/2 Gewinde MX x Y nach Kaliber spielfrei schneiden加工螺纹M X x Y,与塞规零位尺寸一致Gewindefreistich DIN 76-A 螺纹底切 DIN 76-AGewindeeinsatz 螺纹插入件Gewicht 重量Gußfreimaß toleranzen DIN 1688 GTA15/5 一般铸件公差按 DIN1688 GTA 15/5Grad 程度次数Grat putzen 擦拭毛边Grat der Formtrennaht durch Schleifen Entfernt 打磨去除分型线Grbrochen 断Gratfrei 无毛刺Größe尺寸Gütegrad: 精度等级:HHarteloxiter schichtdicke 硬氧层厚Hergestellt 以制成的Hergestellt aus Rohr 7x1 由尺寸为7X1,Hergestellt aus Rund-Zahnstange 由圆形齿条制成Hergestellt aus: Rohr ∅X mm x Y mm 制作:用管子直径X毫米x 长Y毫米做成Hergestellt aus Fertigteil XX.XXXX 在完成的部件XX.XXX上加工Hergestellt aus gezogenem, blankem Rundstahl 光亮冷拔圆钢制成Hand finishing 手工修润Hemming 卷边加工Hier Sachverständigen und ChargenNr. einschlagen. 此打授权号和批号钢印Hilfsmaß für Erstaufspannung首次装夹用辅助尺寸Hier Chargen Nr. einschlagen. 在此处打批次钢印Hinzu 添加Hobbing 滚齿加工IIndentation 压制纹槽löten焊料Imprägnierungen sind ohne unsere Genehmigung nicht erlaubt没有我方允许不可以浸渗防漏Im Schraubenkopfbereich keinen Radius.. 靠近螺丝头部没有圆弧Induktions gehärtet感应淬火Initial 初始Innenseite 内侧Innen kanten ohne angabe 没有指定的内部边缘In die Zeichenebene gedreht 画面转移In 12 Uhr Position gezeichnet 12点钟位置的示图In senkrechter Position dargestellt 在垂直位置上显示In der Position "CLOSE" muß die Ventilkegelstirnseite mit der Stirnfläche des Gehäuses fluchten. Die Abweichung in beide Richtungen darf nicht größer sein als jeweils X 在“关闭”位置,阀门锥体的前边与壳体额面之间的接触必有走动。
真人朗读学习德语-德国机械设备常用德语词汇及缩写和英语对比-(讲解+练习)
葡萄牙语 中文
西班牙语 世界语
阿拉伯语 塞尔维亚语
瑞典语 1、 2、 3、 4、 5、 6、 7、 8、 9、 10、 11、 12、 13、 14、 15、 16、 17、 18、 19、 20、 21、 22、rieb anlauf Auslauf Abwickler Antriebsseite Aufl鰏ung Abschaltung aufschalten
Messkopf Meldung Ein Meldung Messerdurchmesser
Detector of Thickness gauge Report on Report knives - diameter
NotHalt Notaus ausgel鰏t Notaus Nachlauf Netzsch黷z nur
点击朗诵16国外语:需要启用宏后才能使用朗诵功能
启用方法:先启用编辑,然后启用宏内容。2003版启用方法如下: 工具→宏→安全性→低或中→重启文档→启用宏)
31636
不会启用宏?点击查看帮助:
请根据内容选择以下语种,再点击单词朗诵,祝你学习进步!
5
英语
de
韩国语 南非荷兰语
法语 捷克语
日语 泰语
德语 越南语
mandrel Speed pressure compressed air rotation speed Without pressure pressure switch rotate Turnstile
Ende Einlauf Endabschaltung Einsatz Empfangen erreicht einfahren Einspeise module Einsatzbreite einschaltbereit entriegelt
图纸用德语中文 对照表
äÄÖ öÜ üßÄ研磨ß铸造日期凸起毫米(字体)尺寸磨损密封ü: 材料证书形式ä ü有尖锐的边缘倒成圆角偏差,.重要!注意加工余量Ä类似Ä 类似零件:可选材料:全部–!所有螺丝以扭距旋紧一般公差按ä° (.°) 一般起模锥度°(例如°)ü一般加工件倒角ß所有尺寸为硬阳极化处理前尺寸ß(。
) 所有未注倒角(例如)ß所有未标明的圆角为ä, 所有未指明的表面,孔和螺纹ää所有壁厚尺寸为最小值ü一般外形上未标明的倒角按照旧的材料名称依照标准规格ß适应ß残留的内浇口凸起小于毫米ß初始尺寸盲孔附件Ä 变化说明数量视图没有横断面和内部肋的示图指示更正图ß图测目前原材料进入输出部分任何泄漏ß添嵌表面裂缝() 阳极氧化ß进料剩余ä输出部分补充项目排出口辅助的外面的–喷嘴凹进毫米打上交货日期钢印ß ä外侧质量等级工件上打上钢印在节距圆上!确保气孔在正确的位置ä表面涂层铸造退刀槽任意产品描述滚筒加工在装配时钻孔ü∮在装配时,打∮的销:印字母打标记铸造标记, .: 用钢印字母或铭刻打上持久的标记, . :标上永久记号,如用钢印字母或铭刻:ü加工涉及到的边缘卡口ß标注更正关于元素ö带有沙砾研磨带波纹加工说明.定单号反过来向上加工到毫米深度加工ß加工过量毫米….“ß加工余量也即铸件尺寸留有的加工余量ä保证全部加工清理出为止ßßü加工过量毫米压铸件.:ßß标记模型编号:铸造厂记号铸造日期üßü只有金属模铸造的铸件要加工ßßü加工过量毫米金属模铸件ü ä。
机械图纸德英中翻译

中德机械词汇对照Fachbegriffe ME_Antriebstechnik
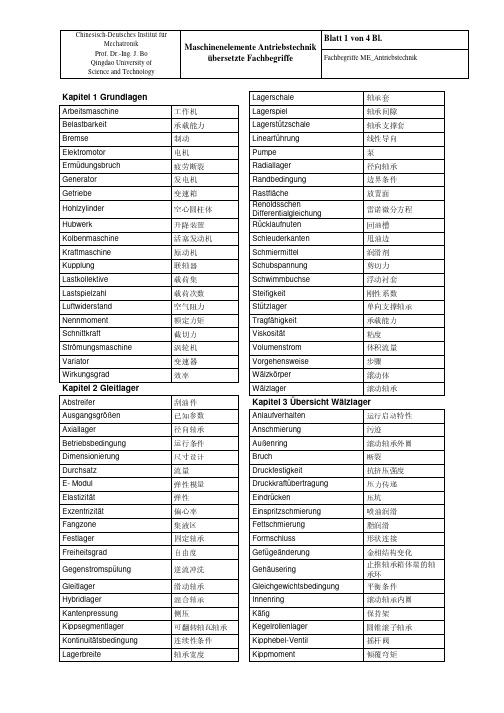
Science and TechnologyKapitel 1 Grundlagen Lagerschale 轴承套 Arbeitsmaschine 工作机 Lagerspiel 轴承间隙 Belastbarkeit 承载能力 Lagerstützschale 轴承支撑套 Bremse 制动 Linearführung 线性导向 Elektromotor 电机 Pumpe 泵Ermüdungsbruch 疲劳断裂 Radiallager 径向轴承 Generator 发电机 Randbedingung 边界条件 Getriebe 变速箱 Rastfläche 放置面Hohlzylinder 空心圆柱体 RenoldsschenDifferentialgleichung雷诺微分方程Hubwerk 升降装置 Rücklaufnuten 回油槽 Kolbenmaschine 活塞发动机 Schleuderkanten 甩油边 Kraftmaschine 原动机 Schmiermittel 润滑剂 Kupplung 联轴器 Schubspannung 剪切力 Lastkollektive 载荷集 Schwimmbuchse 浮动衬套 Lastspielzahl 载荷次数 Steifigkeit 刚性系数 Luftwiderstand 空气阻力 Stützlager 单向支撑轴承 Nennmoment 额定力矩 Tragfähigkeit 承载能力 Schnittkraft 截切力 Viskosität 粘度Strömungsmaschine 涡轮机 Volumenstrom 体积流量 Variator 变速器 Vorgehensweise 步骤 Wirkungsgrad 效率 Wälzkörper 滚动体 Kapitel 2 Gleitlager Wälzlager 滚动轴承 Abstreifer 刮油件 Kapitel 3 Übersicht Wälzlager Ausgangsgrößen 已知参数 Anlaufverhalten 运行启动特性 Axiallager 径向轴承 Anschmierung 污迹 Betriebsbedingung 运行条件 Außenring 滚动轴承外圈 Dimensionierung 尺寸设计 Bruch 断裂 Durchsatz 流量 Druckfestigkeit 抗挤压强度 E- Modul 弹性模量 Druckkraftübertragung 压力传递 Elastizität 弹性 Eindrücken 压坑 Exzentrizität 偏心率 Einspritzschmierung 喷油润滑 Fangzone 集液区 Fettschmierung 脂润滑 Festlager 固定轴承 Formschluss 形状连接 Freiheitsgrad 自由度 Gefügeänderung 金相结构变化Gegenstromspülung 逆流冲洗 Gehäusering 止推轴承箱体端的轴承环Gleitlager 滑动轴承 Gleichgewichtsbedingung 平衡条件 Hybridlager 混合轴承 Innenring 滚动轴承内圈 Kantenpressung 侧压 Käfig 保持架 Kippsegmentlager 可翻转轴瓦轴承 Kegelrollenlager 圆锥滚子轴承 Kontinuitätsbedingung 连续性条件 Kipphebel-Ventil 摇杆阀 Lagerbreite 轴承宽度 Kippmoment 倾覆弯矩Science and TechnologyKraftschluß 力连接 Zugfestigkeit 拉伸强度Krater- und Riffelbildung 凹坑和波纹 Zylinderrollenlager 圆柱滚子轴承 Kreuzrollenlager 十字滚柱轴承 Kapitel 4 Kupplungen/BremsenKugellager 滚珠轴承 Abtrieb 被驱动Längenausdehnungskoeffizient 伸长系数 Antrieb 驱动Laufbahn 滚道 Antriebswelle 驱动轴Linieberührung 线接触 Backenbremsen 闸瓦制动器 Mulden 压槽 Balligzahnkupplung 球面齿联轴器 Nadellager 滚针轴承 Bremsbelag 刹车片Öleinspritzung 喷油润滑 Betriebsbremse 减速制动Ölnebelschmierung 油雾润滑 Bremstrommel 制动鼓 Passungsrost 配合生锈 Dämpfung 吸震Paternoster 链斗式升料机 Dauer- Wechselbeanspruchung 交变疲劳应力 Pendelkugellager 调心滚珠轴承 Druckfeder 压力弹簧 Pendelrollenlager 调心滚柱轴承 Einstellring 调整环Punktberührung 点接触 Erregerfrequenz 激振频率 Punktlast 点载荷 Faltenbalgkupplung 波纹管式联轴器 Radiallast 径向载荷 Federrate 弹簧系数 Regalbedienung 仓储架输送机 Fertigungstoleranz 加工误差 Reibleistung 摩擦功率 Flansch 法兰 Rillenkugellager 深沟滚珠轴承 Fliehkraftkupplung 离心力离合器Riss 裂纹 Füllgutkupplung 填充物离合器 Ritzel 主动齿轮,小齿轮 Gelenkwelle 万向节轴 Rollenlager 滚柱轴承 Gleichlauf 同步运行状态Schälung 剥落 Gleichlaufgelenk 同步万向节 Schleuderscheiben 离心甩油片 Haltebremse 固持制动Schmierölträger 润滑油载体 Haltestift 固定销Schrägkugellager 角接触球轴承 Kegelkupplung 锥形离合器 Sensorlager 传感器轴承 Klauenkupplung 牙嵌离合器Stetigförderer 连续输送机 Klemmkörperfreilauf 夹紧体超越离合器 Stoffschluss 材料连接 Klemmrollenfreilauf 夹紧滚子超越离合器 Tauchschmierung (浸油)飞溅润滑 Kreiselpumpe 叶轮离心泵 Toleranz 公差 Kreuzgelenkkupplung 十字轴万向联轴器 Tragzahl 额定负载 Kreuzscheibenkupplung 十字滑板联轴器 Umfangslast 周向载荷 Kupplung 联轴器 Umlaufschmierung 循环润滑 Lamellenkupplung 片式联轴器 Verschleiß 磨损Leerlauf 空转Wälzkörper 滚动体 Leistungsbremse 作功制动Wälzpaarung 滚动配对Mehrlagen-Schraubenfederkupplung多层螺旋弹簧联轴器Wellenring 止推轴承轴端的轴承环 Montage 安装Science and TechnologyMontageungenauigkeit 安装不准确性 Evolvente 渐开线 Parallelkurbel- Kupplung 平行曲柄联轴器 Evolventenfunktion 渐开线函数 Resonanz 共振 Evolventenverzahnung 渐开线齿轮啮合 Schalten 离合 Flanke 齿面 Scheibenkupplung 盘式联轴器 Flankenwinkel 齿型角 Schlupfkupplung 差速离合器 Fußlinie 齿根线 Schraubenfeder- Kupplung 螺旋弹簧联轴器 Fußnutzkreis 齿根有效圆 Schrittschaltfunktion 步进功能 Fußrundung 齿根圆角 Schwingungsbelastung 振动载荷 Geradverzahnung 直齿啮合 Spreizfeder 扩张弹簧 Gewaltbruch 过载断裂 Sperrklinkenfreilauf 棘轮棘爪超越离合器 Grübchen 点蚀Stahlbandkupplung 钢带联轴器 Hohlrad 内齿轮Stoßbelastung 冲击载荷 Hypoidradsätze 准双曲面齿轮对Strömungskupplung 涡流离合器 Istmaß 实际尺寸 Synchrobetrieb 同步运转 Kaltfressen 冷咬合 Synchrokupplung 同步联轴器 Kegelrad 锥齿轮Überholkupplung 超越离合器 Kopfhöhe 齿顶高Überlastung 超载 Kopflinie 齿顶线 Vorspannung 预紧力 Kopfnutzkreis 齿顶有效圆 Wechseldrehmoment 交变扭矩 Kopfspiel 顶隙 Wulstkupplung 膨胀环联轴器 Kronenrad 冠状齿轮 Zahnkupplung 齿形离合器 Krümmungsradius 曲率半径 Zahnradpumpe 齿轮泵 Kugelevolvente 球渐开线 Zentrier-Halbring 对中半圆环 Mantellinie 锥面线 Zentrierung 对中Modul 模数 Zwischenringkupplung 垫环式联轴器 Nabenschaltung 自行车内变速轴 Kapitel 5 Zahnräder Normalkraft 法向力 Abplatzer 剥落 Normalschnitt 法向截面 Achsabstand 轴距Null-Verzahnung 无变位齿轮传动 Achswinkel 轴间角 Oktoidenverzahnung 8字形齿轮啮合 Auskolkung 淘蚀Passscheiben 调整垫片 Bogenverzahnung 弧齿啮合 Planetengetriebe 行星齿轮传动 Dauerbruch 疲劳断裂 Profilbezugslinie 齿形基准线 Dauerfestigkeit 疲劳强度 Profilüberdeckung 齿廓重合度Dehmessstreifen 电阻应变片 Profilverschiebung 变位Drehflankenspiel 侧隙 Radialkraft 径向力 Eingriffslänge 啮合长度 Räumen 拉削Eingriffslinie 啮合线 Rührwerk 搅拌机 Eingriffsnormale 啮合法线 Schneckengetriebe 蜗杆传动 Eingriffstrecke 啮合线段Schnittpunkt 切点 Eingriffswinkel 啮合角 Schrägverzahnung 斜齿啮合Science and TechnologySpannungsoptik 光弹性应力分析Laufschicht (Riemen) 滚动层Sprungüberdeckung 纵向重合度 Leertrum 松边Stanzen 冲切 Mehrzylindermotor 多缸发动机 Stirnmodul 端面模数 Motorwippe 电机摆动 Stirnrad 圆柱齿轮 Nachspannung 重新张紧力 Stirnschnitt 端截面 Nutzspannung 可用应力 Teilkreis 分度圆 Riemengetrieb 带传动 Teilung 节距Riemenbreite 传动带宽 Teilzylinder 分度圆柱 Riemenschichte 传动带层Tellerrad 大端齿轮(锥齿轮) Schlupf 滑差 Tragbildprüfung 齿面接触图测试Spannrolle 张紧轮 Triebstockverzahnung 滚柱齿轮啮合 Spannschloss互联张紧Überdeckung 重合度 Vorspannkraft 预紧力Übersetzung 传动比Umschlingungswinkel 包角 Unterschnitt 根切 Werkzeugmaschine 机床Verzahnungsgesetz 啮合定律Zahnriemen 齿带传动V- Null- Verzahnung 等距变位Kapitel 7 KettentriebeV- Verzahnung 不等距变位Antriebskette 驱动链 Vorauslegung 估算,初步计算Aufschlagkraft 冲击力Wälzfräsen 滚铣Bolzenkette 销轴链Wälzhobeln 滚刨Buchsenkette 套筒链Wälzkreis 节圆 Fleyerkette 块状链Wälzpunkt 啮合节点 Förderkette 传送链Wälzschälen 滚剥 Gleitschienen 滑轨Wälzschleifen 滚磨Gliederstruktur 链节结构 Warmfressen 热咬合 Hilfseinrichtung 辅助装置Wöhlerlinien 疲劳曲线 Kettengetriebe 链传动 Zahndicke 齿厚Kettenrad 链轮 Zahneckbruch 齿角断裂 Kettenspanner 链张紧器 Zahnrad 齿轮 Lasche 链板(链传动) Ziehen 拔Lastkette 承重链 Zykloide 摆线 Mehrfachrollenkette 多排链 Kapitel 6 Riementriebe Polygoneffekt 多边形效应Antriebsleistung 驱动功率 Rollgang 滚道输送线 Bordscheiben 档圈 Rundstahlkette 圆钢链 Deckschicht (Riemen) 覆盖层Scharnierbankkette 铰链带状链 Dehnschlupf 弹性滑差 Schmierfaktor 润滑系数Flachriemen 平带Schweißgenerator 焊接发电机 Fliehkraft 离心力 Splint 开口销 Keilriemen 三角带Wiegegelenk 摆动关节 Lasttrum 紧边 Zahnkette 齿形链。
图纸常用德语词汇解读

图纸常用德语词汇AAll nicht bemassten Radien 所有未注圆角All nicht bemassten Wandstärken 所有未注壁厚Allgemeintoleranz 未注公差Anodize 电镀AUSRICHTEN 取向POCKET 圆槽Brinell 布氏硬度维氏硬度试验, Vickers hardness Rockwell hardness 洛氏硬度T.I.R:总指示跳动,总指示偏转, 总指示偏离量, 总体指示偏差量,都可以T.I.R全称应该是―Total Indicated Runout‖意思是―总体指示偏差量‖。
Aberasive 研磨RECTIFIé/GRINDEDAbgußdatum / x mm erhaben 铸造日期/凸起X毫米(字体)Abmessung 尺寸Abrasion 磨损Abgedichtet 密封Abnahme-Prüfzeugnis: 材料证书形式Abgerundet und geglätet für有尖锐的边缘倒成圆角Abweichung 偏差Achtung, Bearbeitungszugabe beachten. 重要!注意加工余量Ähnlich 类似Ähnlich Teile 类似零件Alternativer Werkstoff: 可选材料:Werkstoff Wahlweise 材料选择:Alle 全部Alle Verschraubungen mit 5 – 8 Nm angezogen!所有螺丝以5-8Nm扭距旋紧Allgemeintoleranze 一般公差按Allgemeintoleranzen form und lage längen-winkel 一般公差形状,位置和长度。
Allgemeine Aushebeschrägen x° (z.B. 1,5°) 一般起模锥度X°(例如1.5°)Allgemeine Werkstückkanten 一般加工件倒角Alle Maßangaben vor der Hartanodisierung所有尺寸为硬阳极化处理前尺寸Alle unbemaßten Radien Rx (z.B. R3) 所有未注倒角Rx(例如R3)Alle nicht vermaßten Radien R xx 所有未标明的圆角为R xxAlle nichtangegebenen Flächen, Bohrungen und Gewinde =所有未指明的表面,孔和螺纹Alle Wandstärken sind Mindestwandstärken 所有壁厚尺寸为最小值Allgemeine Werkstückkanten nach ISO 13715 一般外形上未标明的倒角按照ISO 13715 Alte Materialbezeichnung XXX nach Norm XXX 旧的材料名称XXX依照标准XXX Angabe 规格Angepaßt 适应Ansatz und plan Flächen in einer spannung gefertigt 台阶和平面在同一装夹状态下完成。
机械图纸德语中文对照

机械图纸德语中文对照Montageanweisung P .... beachten 注意装配指导P…Monel metal 铜镍合金Mutter mit 44Nm Drehmoment Anziehen 以44牛米的扭矩旋紧螺母NNach dem Härten und Schleifen 在硬化和打磨处理后Nach spanender Bearbeitung hartanodisieren - 20 μm (Oxidschicht) 加工后硬阳极化处理 -20微米(氧化层)(oxide layer)Nach dem Gießen …DO“ abgeschliffen 铸造后打磨去除“DO”Nach Montage gebohrt Bohrung: 2 H11 装配后钻孔:2H11Nach mechanischer Bearbeitung galvanisch verzinkt JIA 加工后镀锌(电镀)Nach hartlöten aufbohren 焊后打孔Nach Montage entgraten 装配后去毛刺Nach getragen 磨损后Nebel 雾Niche 不Nicht 不Nicht standardiserte bohrung非标准镗Neue kantenangaben 新的倾斜报告Nichrome 镍铬合金Nitrurazione 氮化Nitrocarburieren 碳氮共渗Nitrogen case hardening 渗碳硬化Nut 槽Nuten 槽Nutzbare Verzahnungsbreite 有用的齿宽Nutzbare Verzahnungslaenge 可用啮合长度NONE 尼龙OOberfl äche表面Oberfl ächenangaben表面报告Oberflächenbehandlung: Gelb – Chromatisiert 表面处理:镀黄铬Oberflächenzeichen nach ISO 1302依照DIN 34标准执行版权保护Oberflächen formglatt模具表面光滑Oder 或Öffnung in allen Rippen所有肋间开口Ölmenge ....... Liter 加油量__升Ohne mechanische Vorbehandlung无进一步的机械预处理Optionally 质量PParameter 参数因素特性PHR。
中英德图纸翻译

Bemerkungen /Notes注RPS…=Reference-point-system (德语)参照点系统RPS…=System referencnich bodu (捷克语)Gekennzeichnete Flaechen+0.5mm zum Datensatzlagebestimmende Flaeche fuer uebergeordnete ZusammenbautenTakto oznacene plochy +0.5mm k souboru datPlochy, urcujici polohu pro nadrazene sestavy做过该标记的表面+0.5mm,此记录的规定表面是为了更好的总体构造。
Nicht bemasste Beschnittradien R (5+1)mm未注明尺寸的极边缘半径R (5+1)mmZul. Abweichung bei Beschnittlinien +0.5mm zum DatensatzPripustna odchylka u orezovych a reznych hran +0.5mm k souboru dat边缘线的尺寸误差根据记录+0.5mmNicht gekennzeichnete Flaeche +0.8 mm zum Datensatz,Neoznacene plochy +0.8 mm k souboru dat未做过标记的表面根据记录+0.5mmNicht bemasste Geometrien sind dem Datensatz zu entnehmenNezakotovane tvary prevzit ze souboru dat未注明尺寸的几何形状根据电脑数据fuer RPS-Punkte +0.2 mm zum DatensatzPripustna odchylka pro RPS body +0.2 mm k souboru dat参照点的尺寸误差根据记录+0.2 mmKennzeichnung ist durch den Hersteller mit derKonstruktion abzustimmenOznaceni podle dohody mezi vyrobcem a konstrukci标记是由制造商根据设计图调整的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ÄAberasive 研磨Abgußdatum / x mm erhaben铸造日期/凸起X毫米(字体)Abmessung 尺寸Abrasion 磨损Abgedichtet 密封Abnahme-Prüfzeugnis:材料证书形式Abgerundet und geglätet für有尖锐的边缘倒成圆角Abweichung 偏差Achtung, Bearbeitungszugabe beachten. 重要!注意加工余量Ähnlich类似Ähn lich Teile 类似零件Alternativer Werkstoff: 可选材料:Alle 全部Alle Verschraubungen mit 5 – 8 Nm angezogen!所有螺丝以5-8Nm扭距旋紧Allgemeintoleranze 一般公差按Allgemeine Aushebeschrägen x° (z.B. 1,5°) 一般起模锥度X°(例如1.5°)Allgemeine Werkstückkanten 一般加工件倒角Alle Maßangabe n vor der Hartanodisierung所有尺寸为硬阳极化处理前尺寸Alle unbemaßten Radien Rx (z.B. R3) 所有未注倒角Rx(例如R3)Alle nicht vermaßten Radien R xx所有未标明的圆角为R xxAlle nichtangegebenen Flächen, Bohrungen und Gewinde =所有未指明的表面,孔和螺纹= Alle Wandstärken sind Mindestwandstärken所有壁厚尺寸为最小值Allgemeine Werkstückkanten nach ISO 13715一般外形上未标明的倒角按照ISO 13715Alte Materialbezeichnung XXX nach Norm XXX 旧的材料名称XXX依照标准XXX Angabe 规格Angepaßt适应Angußrest maximal x mm erhaben残留的内浇口凸起小于X毫米Anfangsmaß 初始尺寸Anbohrung 盲孔Anlage 附件Änderungsbeschreibung变化说明Anzaht 数量Ansicht 视图Ansicht ohne Quer- und Innenrippen没有横断面和内部肋的示图Angabe korrigiert 指示更正Absatz 图Absatz maß图测Aktuelles ausgangsmaterial eingetragen目前原材料进入Ausgangsteil 输出部分Auslauf beliebig 任何泄漏Anschließend ver dichtet 添嵌表面裂缝Anodische Oxidation (Eloxiert) 阳极氧化Anguß 进料剩余Ausgangsteil mit sachnummer ergänzt输出部分补充项目Auswerfermarkierung 排出口Auxiliary 辅助的Aus 外面的Auswerfer 0 – 0,2 mm vertieft 喷嘴凹进0-0.2毫米Auslieferungsdatum aufgeschlagen 打上交货日期钢印Außenseite qualität外侧质量等级Aufgestempelt 工件上打上钢印Auf Teilkreis 在节距圆上Auf richtige Lage der Luftbohrung achten! 确保气孔在正确的位置Auf mantelfläche表面涂层Aufgegossen 铸造Auslauf beliebig 退刀槽任意Art 产品描述BBarrel 滚筒加工Bei montage gebohrt 在装配时钻孔Bei montage Für stift ∮3 在装配时,打∮3的销Beschriftung mit Schlagzahlen: xx 印字母打标记:XXXBeschriftung aufgegossen 铸造标记Beschriftung dauerhaft herstellen, z.B. mit Schlagbuchstaben oder Gravur: 用钢印字母或铭刻打上持久的标记Beschriftung dauerhaft herstellen, z.B. Schlagbuchstaben oder Gravur: XXXX标上永久记号,如用钢印字母或铭刻:Bezugskante für spanende Bearbeitung加工涉及到的边缘Bayonet 卡口Bemaßung标注Berichtigt 更正Bezugselement 关于元素Bearbeitung mit schleifband körnung带有沙砾研磨带Bending 波纹加工Beachten 说明Bestell NR. 定单号biegen 反过来Bis 向上bis zu einer Tiefe von 6 mm bearbeitet 加工到6毫米深度Bearbeitung 加工Bearbeitung saufmaß x mm加工过量X毫米Bearbeitung szugabe 3 mm …bzw.“Gußteilabmessungen beinhalten eineBearbeitung szugabe von 3 mm 加工余量3mm/也即铸件尺寸留有3mm的加工余量Bearbeit ung zur Gewährleistung der Bodenfreiheit 保证全部加工清理出为止Bearbeitung saufmaß x mm Druckgußausführung 加工过量X毫米压铸件Beschriftung / Modell-Nr.: XX /Gießereizeichen / Abgußdatum标记/模型编号:XX/铸造厂记号/铸造日期Bearbeitung nur für Kokillengußausführung 只有金属模铸造的铸件要加工Bearbeitu ngsaufmaß x mm Kokillengußausführung 加工过量X毫米金属模铸件Bearbeitungszugabe für Längen- u. Durch-messermaße: 3mm长度和直径尺寸的加工余量:3毫米Bearbeitung erst nach Montage aller Einzelteile.装配完所有零部件后加工Buchstabe ....... aufgeschlagen 字母—打印上去的Bezugssytem nach 相关系统按Berichtigt 更正Berstdruck = 5 x PN = 5 x 5 bar = 25bar (einmalig prüfen)爆破压力=5倍工作压力=5X5BAR=25巴(一次性试验)Bereitgestellt und montiert d. Lieferanten 应商提供并组装Beschichtet 涂层Beschriftung beidseitig aufgegossen 两面铸造记号Beschriftung am Pressteil erhöht. 模锻件上描述用凸字B emaßten三维Bemaßung umgestelltBezugssystem nach 相关系统按Bezugslinien für Zählerkontur 流量计轮廓的参考线Bezugsfläche für spanende Bearbeitung 加工参考面Burnishing 抛光Brunitura 抛光Bohrlehre Nr. X 钻模板编号:XBohrvorrichtung Nr. X 钻模夹具编号Bohrung 孔Bohrung nicht ansenken 不要打埋头孔Bohrung nicht senken, sondern nur entgraten 不要钻孔沉下,只需要去毛刺Bohrungstiefe: XX mm 钻孔深:XX毫米Bohrung ∅XX mm, XX mm tief 孔直径XXmm,XXmm深Bohrung für Antriebswelle 为驱动轴钻孔Bolinster 气泡Bonderizing 磷化Broaching 拉刀切削Bronze oilite 锡青铜Brüniert发黑CCarbonitrurazione 碳氮共渗Case hardened 表面淬火硬化Category 种类Centering 定中心Chromium 铬Chisel 凿Crack 裂痕Coordinate 坐标Corners of part occ 零件棱角按照Chemisch vernickness 化学镍Chill 淬火chill casting(冷硬铸造)Chill casting 金属模铸件Countersunk 沉孔Cylindrical lathe cutting 车外圆DDadurch 因此Datum 日期Das Gußteil sollte keine Porösitäten und keine Lunker aufweisen铸件应无疏松和缩孔Das Gußteil wird als drucktragendes Bauteil für petrochemische Produkte eingesetzt und sollte keine porösen Stellen, Lunker , Risse ; Einschlüsse oder Leckagen aufweisen铸件用于石油化工产品的受压零件,不能有任何渗漏,缩孔,裂缝,夹杂或泄漏Das Erstmuster muß einem Druck von 50 bar für einen Zeitraum von 10 Minuten ohne Leckagen standhalten首件样品必须在50巴压力下保持10分钟不渗漏 (Plastische Verformungen sind zuläs sig) (塑料产品变形是允许的)Der Guß muß druckdicht sein und einem Prüfdruck von xx bar standhalten铸件必须经压力测试,在xx巴压力下不渗漏Dem 那个Dicke 厚度Dichtkante 密封用边缘Dichtflächen 密封面Dichtfläche (keine Poren in diesem Bereich zulässig)密封面(在此部位不允许有气孔)Die Rippen sind die Verbindung zwischen dem Mittelpunkt und den Teilkreisbohrungen auf der Vorderseite肋为正面的中心点到节距圆上的孔圆之间的连接Diese Maße sind nur zur Prüfung bei这些尺寸仅供检验用Dent 压痕Deformation 变形Der Guß muß bis 16 bar druck- und gasdicht sein 铸件必须水压或气压到16巴压力无渗漏)Der Guß ist poren- und lunkerfrei auszuführen 铸件不允许有疏松或缩孔Deviation 偏移偏差DIN 德标Diese Zeichnung gehört zu CENELEC这图纸是属于被CENELEC批准的机构zugelassenen Geräten.Änderungen müssen vom EXBeauftragten genehmigt werden.任何修改必须得到由EX授权的人员允许Druckstellen 刮伤Durchflußpfeil aufgegos sen 铸造流向箭头Durchmesser 直径EEAU 年需求量Einsatzgehärtet Härtetiefe .......... mm硬化表面层淬透深度……mmEinsatzgehärtet硬化Einzelpeis inklu 17% VAT 含17%的税价Eigenschaften 性能Entfallen 省略Entfällt那Elox schwarz 黑色阳极氧化Electric discharge machine 放电加工Electrolytic grinding 电解研磨Ellipsenausschnitt 椭圆形挖剪图画Eloxiert XX μm 阳极处理XX微米Embossing 压花加工Ebene Flächen durch z.B. Feile oder Winkelschleifer面的平整,通过例如用锉或角向砂轮达到e.g. 例如Entfällt不适用Endzustand 最终状态Ensat (Gewindeeinsatz) XXY mm versenkt, Bohrloch ∅ Z钻孔Φ Z,深Y毫米,(螺纹)旋入XXEnsatbuchse XX 嵌入能自己旋塞的衬套XXEinzelheit 详细Eisenphosphatiert 铁基磷化Erhaben X mm (Schrift) X毫米Erhaben 凸起Erforderliches axiales Spiel ... 轴向轮齿隙…-…所必需的Evaluation 评估FFarblos eloxiert 本色阳极氧化Farblos chromatiert 本色铬酸盐钝化Facing 面切削Feld erhaben 凸起的区域Fein 精细Feinst 微细Feinstgedreht 磨削Federstahl 弹簧钢Fertigungsbedingt 成品尺寸Fertiggewicht = X g (Gramm) 精加工后重量=X克Fertigteil ohne Zentrierbohrung加工成品无中心孔Filing 锉刀修润Flach u.galvanisch verzinnt 平整并镀锡Flansch bearbeitet 法兰面加工Fläche angefräst表面采用Fläche mit Schleifpapier abziehen 用金相砂纸打滑表面Fläche absatzfrei drehen Manufacture 工表面不能有隆起Fläche für Typenschild钉名牌的区域Fläche für Eichstempel und laufende Nr.供标度刻定和记录序列号的范围Fläche zum Aufschl agen eines zusätzlichen Buchstabens供打一个额外的文字的钢印的范围Fläche muß nicht bearbeitet sein(Gußtoleranz)此部位不需要加工(铸造公差)Flach 平坦的Fräser刀具Frei von Schlagstellen 不能有机械损伤Für Plombierdraht为用于密封线而做Fülloch des Innenringes soll zur Dichtung Pos. .... weisen !用内置轴衬填充孔必须显示密封位置的方向!Fülloch des Innenringes muß zur Gleitringdichtung zeigen 内部沟槽上的孔必须指向轴向的密封面GGauging dimension 测量尺寸gilt nach dem trennen 适用后断开gilt nach dem trennen schlitz 适用于分离槽Gießform模具Gießereizeichen / Abgußdatum 铸造厂记号/铸造日期Gießereizeichen / x mm erhaben 铸造厂记号/凸起X毫米Gießereizeichen foundry mark 铸造厂标记Gußdatum date of casting 铸造日期Gießereizeichen erhaben foundry mark raised 凸起的铸造厂标记Gießdatum erhaben date of casting raised 凸起的铸造日期Gebrochen 打破Gedreht 旋转Gefertigt 制造Geltungsbereich 范围Geradheit 直线Gepflegt 保持Gefertigt aus ..... 用…做成Gehäuse(铸件)壳体Gehäuse muss frei von Schmutzpartikeln sein. 体必须去除污垢颗粒Gehärtet硬化Gehaertet 硬化Gehärtet und angelassen xxxHRC 质到硬度XXX HRCGeädert更改Geradheitsmessung 直线Gerade, außenverzahnt, Bezugsprofil nach DIN 867 齿外表参考 DIN 867标准的外形要求,弄平直Gelbchromatiert 黄色的铬Gemäss按照Gemeinsame toleranzzone 共同的公差带Gereinigt und entfettet Cleaned and degreased 去脂清理后Geriebene Bohrungstiefe: YY mm 绞孔深:YY毫米Gerieben reamed 绞过的Getriebeübersetzung auf alle Verschlußschrauben aufschlagen 传动速比标记在所有的锁紧螺丝上Gem.=gemaess 根据、按照Geschliffen 磨光Geschliffen, Vordrehmaß xxx预先车到XXX尺寸后磨Getriebeübersetzung 传动速比Gießdurchmesser铸件直径Gewinde 线Gewinde gefräst 碾磨螺纹Gewindeauslauf < X mm 螺纹跳动小于X毫米(Gewinde) M X, Y tief Kernbohrung Z tief(螺纹)M X,深Y,底孔深ZGewinde G ½ bis zum vollständigen Auslauf der Bohrung geschnitten.孔的从头至尾攻螺纹G1/2Gewinde MX x Y nach Kaliber spielfrei schneiden加工螺纹M X x Y,与塞规零位尺寸一致Gewindefreistich DIN 76-A 螺纹底切 DIN 76-AGewindeeinsatz 螺纹插入件Gewicht 重量Gußfreimaß toleranzen DIN 1688 GTA15/5 一般铸件公差按 DIN1688 GTA 15/5Grad 程度次数Grat putzen 擦拭毛边Grat der Formtrennaht durch Schleifen Entfernt 打磨去除分型线Grbrochen 断Gratfrei 无毛刺Größe尺寸Gütegrad: 精度等级:HHarteloxiter schichtdicke 硬氧层厚Hergestellt 以制成的Hergestellt aus Rohr 7x1 由尺寸为7X1,Hergestellt aus Rund-Zahnstange 由圆形齿条制成Hergestellt aus: Rohr ∅X mm x Y mm 制作:用管子直径X毫米x 长Y毫米做成Hergestellt aus Fertigteil XX.XXXX 在完成的部件XX.XXX上加工Hergestellt aus gezogenem, blankem Rundstahl 光亮冷拔圆钢制成Hand finishing 手工修润Hemming 卷边加工Hier Sachverständigen und ChargenNr. einschlagen. 此打授权号和批号钢印Hilfsmaß für Erstaufspannung首次装夹用辅助尺寸Hier Chargen Nr. einschlagen. 在此处打批次钢印Hinzu 添加Hobbing 滚齿加工IIndentation 压制纹槽löten焊料Imprägnierungen sind ohne unsere Genehmigung nicht erlaubt没有我方允许不可以浸渗防漏Im Schraubenkopfbereich keinen Radius.. 靠近螺丝头部没有圆弧Induktions gehärtet感应淬火Initial 初始Innenseite 内侧Innen kanten ohne angabe 没有指定的内部边缘In die Zeichenebene gedreht 画面转移In 12 Uhr Position gezeichnet 12点钟位置的示图In senkrechter Position dargestellt 在垂直位置上显示In der Position "CLOSE" muß die Ventilkegelstirnseite mit der Stirnfläche des Gehäuses fluchten. Die Abweichung in beide Richtungen darf nicht größer sein als jeweils X 在“关闭”位置,阀门锥体的前边与壳体额面之间的接触必有走动。