水泥厂球磨机级配计算表
水泥磨研磨体级配

该水泥粉磨生产线投产近半年以来,辊压机和V型选粉机预粉磨系统显得能力不足,成为水泥粉磨台时的首要制约因素。
主要的表现是:辊压机因辊缝差和电流差超高频繁跳停;喂料增加时稳流仓持续涨仓。
主要的调整措施:1.调高辊缝差和电流差高限跳停值、更换磨损的侧挡板并将间隙调至最低值约15mm,以提高辊压机对喂料粒度的适应能力,大幅减少跳停故障;2.调整V选内部阀板开度、调整风机风门开度以增大V选的通风量同时封堵V选的短路风管(提升机、皮带机等下料点收尘风管),以便最大限度的提高V选的选出率,从而提高预粉磨的产量进而提高水泥系统的产量;3.适当提高加载压、适当调整辊缝以强化辊压机的辊压效果,以便适当提高辊压机预粉磨的产量。
以上措施实施后,水泥系统的台时逐步提高,绝对增加值约10t/h。
现在,辊压机的主要矛盾已经基本解决,降为水泥系统的次要因素,而水泥磨成为系统产量的主要制约因素。
目前的水泥系统台时,扣除配料秤约13.5%的计量误差,实际仍只有61.5t/h。
为了进一步提高系统的台时产量,除了实施必要的技术改造外,水泥磨的研磨体级配无疑是需要重点调整的工艺方案。
以下是我们拟定的、正在使用的级配方案。
1.原设计方案表1:水泥磨原设计级配规格1仓装载量体积2仓装载量体积3仓装载量体积60 9 1.9350 14 2.9740 10 2.1030 5 1.0318*18 7.5 1.6716*16 10.5 2.3314*14 7.5 1.6712*12 37 8.2210*10 24.5 5.44合计38 8.04 25.5 5.67 61.5 13.67各仓Dcp 47.1 - 16.0 - 11.2 -各仓φ*L 3.1*3705 - 3.1*2500 - 3.1*6000 - 各仓容积27.96 - 18.87 - 45.29 -各仓填充率(%) 28.74 - 30.03 - 30.18 -总装量125 平均填充率29.712.一仓方案表2:1#磨入磨样品筛分析筛孔尺寸(mm) 0.9 0.2 0.08 0.08以下累计筛余(%) 4.6 33.8 51.4分计筛余(%) 4.6 29.2 17.6通过量(%) 95.4 66.2 48.6表3:2#磨入磨样品筛分析筛孔尺寸(mm) 0.9 0.2 0.08 0.08以下累计筛余(%) 3.4 28.8 48分计筛余(%) 3.4 25.4 19.2通过量(%) 96.6 71.2 521#磨取样时产量75t/h,2#磨取样时产量68t/h,2#磨的辊压机系统未达到最佳状态。
球磨机研磨体级配设计与计算

中图分类号:TQ 72.632. 文献标识码:A 文章编号: 008-0473(2020)03-000 -06 DOI 编码: 0. 6008/ki. 008-0473.2020.03.00球磨机研磨体级配设计与计算林宗寿武汉理工大学硅酸盐材料国家重点实验室,湖北 武汉 430030摘 要 球磨机研磨体合理的级配,对提高磨机产量和产品质量、降低粉磨电耗,具有重大的作用。
在总结几百家水泥厂磨机工艺技术员工作经验的基础上,根据笔者长期从事物料粉磨研究和实践的心得体会,综合考虑研磨体总装载量、各仓填充率、平均球径、物料水分、物料流动性、物料粒度、隔仓板形式、隔仓板篦缝大小、各仓长度、粉磨流程等因素,详细介绍了球磨机研磨体级配计算的方法、原理和步骤,并编制成“球磨机研磨体级配及补球计算程序”软件。
关键词 球磨机 研磨体 级配 补球 计算程序0 引言磨机在水泥工业生产中占有相当重要的位置,它与回转窑并驾齐驱,是两大主机设备。
每生产1 t水泥,需要粉磨的各种物料就有3 t之多;在总电耗中,粉磨生料、熟料和原煤这三种物料磨机的电耗约占65%~70%;它们的生产成本占水泥总成本的35%左右;这三种磨机的钢铁消耗占总钢铁消耗的55%以上;磨机及其附属设备的维修工作量约占全厂的60%。
生料磨和煤磨的成品质量直接决定和影响着窑的各项技术参数和熟料质量;水泥磨则是控制水泥质量最后也是最关键的一环,在一定程度上,粉磨质量可以弥补熟料质量的缺陷,保证出厂水泥的合格率。
目前,球磨机还是熟料粉磨的主要设备。
因此,球磨机在水泥厂的生产过程中占有相当重要的地位,球磨机产质量的高低不仅影响水泥的产质量,而且直接影响水泥厂的经济效益。
在球磨机流程、规格和物料性质固定以后,球磨机的产质量好坏就主要决定于球磨机的研磨体级配,搞好球磨机的研磨体级配是提高水泥厂经济效益的前提,其重要性显而易见。
物料在球磨机内磨成细粉,是研磨体的冲击和研磨作用的结果,因此,研磨体级配(各种直径研磨体的装载量)设计的好坏对磨机产质量影响很大。
磨机级配
70.12
100
34
37
48
∑,t aq,,Illm 小,%
160
29.22
31.36
2010/2水泥技术
万方数据
物料粒径,olin
2.36
相对球径,咖
60
累积百分数,%
5.16
1.0 50 12.84
裹4 一仓研磨体级配
0伪8
o.011<o.011
40
30<25
49.95
84.10
l∞
∑,t 25
21.Omm。 6研磨体填充系数
各种工艺磨机各仓的填充系数 在研磨体级配给出数据,这对泾阳声 威三种粉磨工艺来讲比较合理。目前 一般来讲控制在28%-34%,以30% 为基础,随着入磨物料颗粒粒径的大 大下降,研磨体直径大大下降,相应 填充系数增大,以提高研磨体量来提 高磨机产量。
笔者认为水泥粉磨磨机主电机 负荷控制在88%~93%较合理,一仓 填充系数27%一29%,后仓逐渐提高, 填充系数30%一33%。入磨物料粒径 较细和小型磨机,磨机填充系数可选 高些,全磨研磨体装填量达设计量的 95%一97%,提高动力产量。入磨物料 粒径较粗和大型磨机,磨机填充数可 选低些,全磨研磨体装填量达设计量 的88%一92%,提高钢球产量,降低电 耗。 7水泥磨机研磨级配和装填效果
据报导,国内该工艺系统二仓使
物料粒径,哪
相对应球径,/nm 累积百分数。% 相应百分数,%
相对球量,t 修l 修2
9.5 80 10.9 10.9 6.54 6 7
表2配球组合
2.36
0.045
<o.045
70
60
50
64.66
85.05
[资料]水泥磨磨内级配
![[资料]水泥磨磨内级配](https://img.taocdn.com/s3/m/c0a98c1953ea551810a6f524ccbff121dd36c59e.png)
水泥磨磨内级配为了寻求磨机钢球的合理配合及其调整方法,本文将根据我国水泥工业闭路粉磨磨机配球的实际情况,阐述闭路磨机配球的特征,并提出配球的一般方法,以供闭路磨机配球工作参考。
一、钢球级配钢球级配的合理选择,主要根据被粉磨物料的物理化学性能、粉磨方式以及要求的产品细度等因素来确定。
在钢球装载量一定时,小钢球比大钢球的总表面积大,与物料接触的机会多,故对需要磨细的细粒物料,应选用小钢球,而单个大钢球比单个小钢球的能量大,所以对需要冲击粉碎的大块物料,应选用大钢球。
入磨物料的易磨性好,可选用小钢球,易磨性差,则应选用大钢球。
选用钢球直径大小还与磨内单位容积物料通过量有一定的关系。
在闭路粉磨时,选粉机的回磨粗料使磨内单位容积物料通过量增加,使钢球在冲击时受到一定的缓冲作用,因此,循环回料量多,钢球的直径要选用得大些,反之则小。
此外,出磨物料的细度要求较细时,应适当选用小钢球,反之则大。
按照上述因素关系,笔者对K·A·拉珠莫夫经验公式进行修正,得出的球径计算公式能够求得较合理的配球方案。
(一)求出合理的平均球径和最大级球径。
式中:D a——磨内钢球的平均球径(毫米);d a——入磨物料的平均粒度(以物料通过80%的筛孔孔径表示)(毫米);k——入磨物料易磨系数;f——单位容积物料通过量影响系数(见表1)。
式中:D b——磨内钢球最大级球径(毫米);d b——入磨物料平均最大级粒度(以物料通过95%的筛孔孔径表示),(毫米);f、k同式(1)。
应用公式(1)和(2)的计算步骤如下:1.作各种入磨物料的粒度筛析,求出d a和d b,一般用孔径为30毫米、19毫米、13毫米、10毫米和5毫米的套筛作熟料或石灰石筛析,用孔径为4毫米、2毫米、1毫米和0.2 5毫米的套筛作矿渣筛析。
每个编号的筛析结果用粒度特性坐标(如图1)作出筛孔直径与被测物料通过量(%)的关系曲线,查取通过80%物料量的筛孔孔径定为入磨物料的平均粒度d a;通过95%物料量的筛孔孔径定为入磨物料的最大级粒度d b。
混凝土配合比计算表

(三)最终配合比:
当砼表观密度实测值与计算值之差的绝对值超过计算值的2%时,应将每项材料用量×δ;
材料
水泥
粉煤灰
水胶比
砂
石
外加 剂
膨胀剂
配合比
1
0.18
0.33
1.61
2.52 0.026 0.14
每m3砼 水泥
粉煤灰
水
砂
石
外加 剂
膨胀剂
坍落度 200 砂率
用量(kg) 425
75
165
684
1071 11.00
W B。
(二)确定表观密度校正系数δ。
(i)由最终灰水比确定的砼配合比出砼的计算表观密度ρ计
ρ计= W+C+F+S+G
(ii)由11条之(7)表中选强度接近fcu,O的一组砼拌和物的实测表观密度ρc,t
(iii)计算混凝土配合比校正蟋系数δ
δ=
ρρcc,,tc=
2380 2420
=
0.98
1 (计算至0.01)
3、根据
比:
0.33
JGJ55-2011 规程中第 3.0.5条和第 5.1.1条的规 定确定矿物 掺合料掺 量% 4、胶凝材 料28d胶砂 抗压强度 5、根据
f b=γfγsfce= 38.4
Mpa
βf=
15 %
fce= 48.0 Mpa
JGJ55-2011 表5.1.3选用 γf、γs值
6、确定外 加剂掺量:
C+F W
fcu
=
C+F W
基+ (fcu—fcu,基)×
C+F W基
-
C+F W
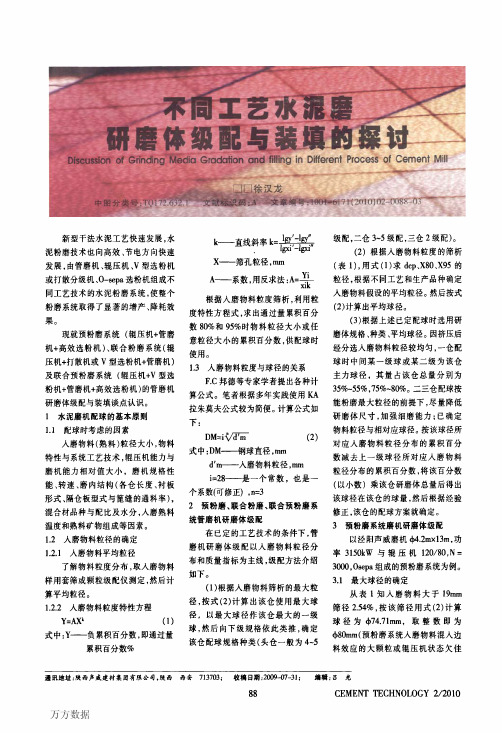
水泥磨机填充率计算表格.
磨 机 填 充 率 计 算 表 球(锻)面宽度 m 3.80 三角面积m2 1.30 一仓研磨体实际重量(吨) 54.45 一仓研磨体实际填充率 0.29 三仓研磨体实际重量(吨) 106.01 包角角度 ° 140.30 填充面积m2 3.69 二仓研磨体实际重量(吨)实际填充率 0.29
磨 机 填 充 率 计 算 表 磨机筒体直径 m 4.20 有效横截面积m2 12.82 衬板厚度 m 0.08 球面离中线距离 0.69 有效内径 m 4.04 扇形面积m2 5.00
一仓研磨体原始重量(吨) 二仓研磨体原始重量(吨) 三仓研磨体原始重量(吨) 60.00 一仓理论填充率 0.32 一仓应补充量(吨) 5.55 60.00 二仓理论锻填充率 0.44 二仓应补充量(吨) 20.53 120.00 三仓理论锻填充率 0.33 三仓应补充量(吨) 13.99
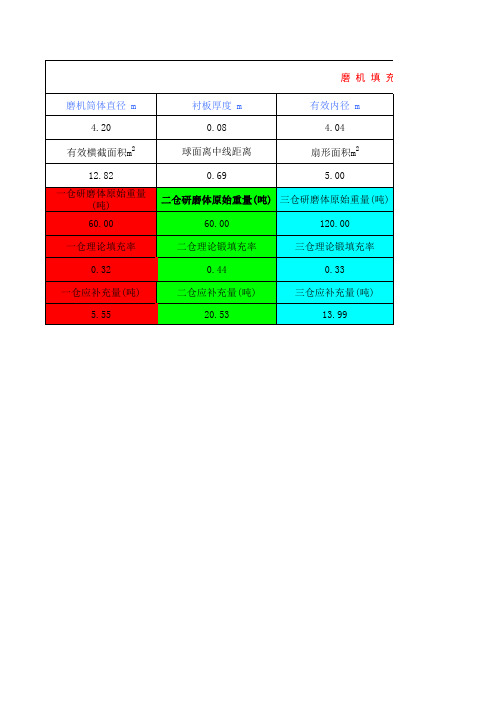
Φ3.2×13m磨机级配(开路三仓)计算程序
小计(吨)
34.0
23.0
合计(吨)
129.0
平均球径(㎜)
58.82
38.26
填充率(%)
27.99
29.46
仓别 有效内径(㎜) 有效长度(㎜)
规格 配比(%) 数量(吨) 小计(吨) 合计(吨) 平均球径(㎜) 填充率(%)
黑龙江省佳木斯市松江水泥有限公司化验
Φ3.2×13米球磨机级配(调整)计算程序
38.26
12.00
29.46
31.92
72 6500
电话】0454—7612798【传真】0454—7612122【邮政编码】154799
一仓
二仓
3100 3500
3100 2250
90 80 70 60 50 50 40 8.8 26.5 38.2 20.6 5.9 17.4 47.8
3.0 9.0 13.0 7.0 2.0 4.0 11.0
34.0
23.0
129.0
58.82
38.26
27.99
34 3500
29.46
23 2250
23.0
72.0
38.26 29.46
12.00 31.92
水泥有限公司化验室
(调整)计算程序二仓 Nhomakorabea三仓
3100 2250
3100 6500
30 0 14 12 10 0 34.8 0.0 25.0 50.0 25.0 0.0
8.0 23.0 129.0
0.0 18.0 36.0 18.0 0.0 72.0
黑龙江省佳木斯市松江水泥有限公司化验
Φ3.2×13米球磨机级配(原始级配)
仓别
如何计算球磨机研磨体的级配

如何计算球磨机研磨体的级配MORE球磨机钢球级配的方法很多种,基本原则是:1.物料的硬度大,选钢球直径大;2.磨机直径大,冲击力就大,选钢球直径小;3.使用双仓隔板的,球径应比同样排料断面的单层隔仓板小;4.一般四级配球,大、小球少,中间球大,即“两头少,中间多"......磨粉效率很高的钢球配比MORE球磨机在磨粉料时,如下的钢球配比磨粉效率最高,属经济运行状态:如何按钢球大小比例添加钢球MORE新按装的球磨机有一个磨合过程,在磨合的过程中,钢球量第一次添加,占球磨机最大装球量的80%,钢球添加的比例可按钢球尺寸(Φ120㎜、Φ100㎜、Φ80㎜、Φ60㎜、Φ40㎜)大小添加。
钢球添加量:不同球磨机型号其总装球量不同。
例如MQG1500×3000球磨机(处理量100—150吨)最大装球量9.5—10吨。
第一次添加钢球,大球(Φ120㎜和Φ100㎜)占30%—40%、中球80㎜占40%—30%、小球(Φ60和Φ40㎜)占30%。
钢球添加的重量,是根据钢球的质量,钢球质量的好坏,决定了矿石吨耗添加量。
最好采用新型耐磨钢球。
最好的(质量好的)钢球添加是按处理每吨矿石量来计算(即每吨矿石添加0.8㎏)一般的钢球处理一吨矿石需(1㎏—1.2㎏)。
钢球大小比例:不同球磨机型号其配比不同。
球磨机直径在2500㎜以下,添加钢球尺寸为Φ100㎜、Φ80㎜、Φ60㎜。
球磨机直径在2500㎜以上,添加钢球尺寸为Φ120㎜、Φ100㎜、Φ80㎜。
研磨介质(磨球)耐磨材料的选择MORE我国建材行业1994年制定了JC/T535-94“建材工业用铬合金铸造磨球”标准。
在此基础上又颁布了国家标准GB/T17445-1998“铸造磨球”。
其中规定的品种有高铬球、中铬球,低铬球、贝氏体球墨铸铁球的化学成分、机械性能、铸球规格和检验方法等。
质量好的磨球应具有下列性能:(a)耐磨性:对切削磨损、变形磨损和疲劳剥落磨损有足够的耐磨性;对切削磨损要求有高硬度;对变形磨损和疲劳磨损要求有高的应变疲劳、接触疲劳和冲击疲劳寿命;(b)良好的冲击韧性:在反复冲击磨损条件下,有高的抗冲击性能,不破碎;(c)高的淬透性:保证φ100mm大球整体腐损均匀,不失圆;(d)优良的冶金质量:按规定的标准成分生产,不得有夹渣、夹砂等铸造缺陷。