变形高温合金工艺---第一讲(培训课程)
高温合金成型方法
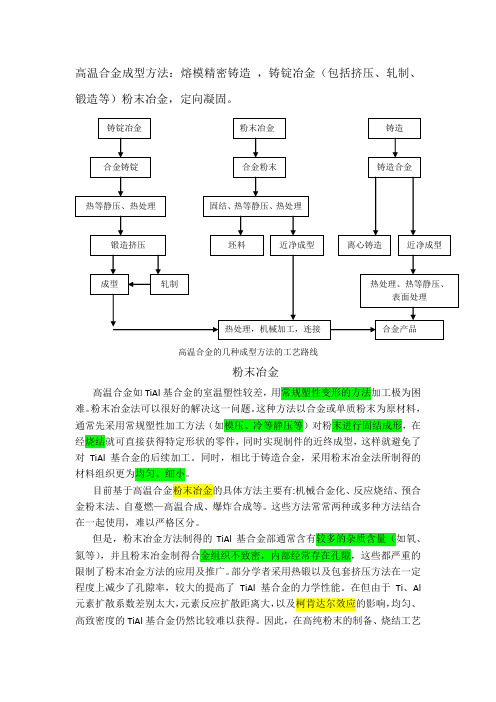
高温合金成型方法:熔模精密铸造,铸锭冶金(包括挤压、轧制、锻造等)粉末冶金,定向凝固。
高温合金的几种成型方法的工艺路线粉末冶金高温合金如TiAl基合金的室温塑性较差,用常规塑性变形的方法加工极为困难。
粉末冶金法可以很好的解决这一问题。
这种方法以合金或单质粉末为原材料,通常先采用常规塑性加工方法(如模压、冷等静压等)对粉末进行固结成形,在经烧结就可直接获得特定形状的零件,同时实现制件的近终成型,这样就避免了对TiAl基合金的后续加工。
同时,相比于铸造合金,采用粉末冶金法所制得的材料组织更为均匀、细小。
目前基于高温合金粉末冶金的具体方法主要有:机械合金化、反应烧结、预合金粉末法、自蔓燃—高温合成、爆炸合成等。
这些方法常常两种或多种方法结合在一起使用,难以严格区分。
但是,粉末冶金方法制得的TiAl基合金部通常含有较多的杂质含量(如氧、氮等),并且粉末冶金制得合金组织不致密,内部经常存在孔隙,这些都严重的限制了粉末冶金方法的应用及推广。
部分学者采用热锻以及包套挤压方法在一定程度上减少了孔隙率,较大的提高了TiAl基合金的力学性能。
在但由于Ti、Al 元素扩散系数差别太大,元素反应扩散距离大,以及柯肯达尔效应的影响,均匀、高致密度的TiAl基合金仍然比较难以获得。
因此,在高纯粉末的制备、烧结工艺的优化、杂质的控制、提高合金的致密度等方面,粉末冶金还有较长的路要走。
铸锭冶金铸锭冶金是合金熔炼、铸造、锻造和轧制等技术的综合,是目前TiAl 基合金的典型加工工艺。
一般由铸造出来的铸锭,组织都比较粗大,成分由于偏析的存在而不均匀,并且内部也或多或少的存在缩松、缩孔等缺陷。
铸锭在进行塑性加工之前,一般要对其进行热等静压,实现对铸锭的均匀化处理。
这样可以一定程度上除合金成分的偏析,同时合金铸锭中的微观缩孔或孔洞也能被压实、焊合,这就可以防止铸锭在后续热加工过程中由于微观缩孔与孔洞引起的应力集中或合金的不均匀流变造成的铸锭的变形开裂。
《高温合金简述》课件
3
未来发展
随着技术的不断创新,取向结晶技术在高温合金制备中的应用前景广阔。
高温合金的热处理工艺
1
固溶处理
高高温合金的强度和耐腐蚀性能。
3
退火处理
改善高温合金的晶粒结构和内部应力。
高温合金的机械性能和腐蚀性能
机械性能
高温合金具有高强度、高硬度和良好的韧性。
腐蚀性能
《高温合金简述》
高温合金是一种特殊的金属材料,具有出色的耐高温性能和机械性能,被广 泛应用于航空航天、能源、化工、医疗器械和汽车工业等领域。
高温合金的分类
镍基合金
包括有铸造合金、变形合金和粉末冶金合金 等。
铁基合金
具有良好的耐腐蚀性能和高温强度,适用于 核电和石油化工等领域。
钴基合金
应用于高温腐蚀环境中,例如炼油和化工行 业。
高温合金的组成和制造工艺
合金组成
制造工艺
高温合金通常由金属元素和合金元素组成,如镍、 铁、钴、钛和铝等。
高温合金的制造过程包括熔炼、铸造、变形加工 和热处理等。
取向结晶技术在高温合金制备中的应用
1
取向结晶原理
通过控制结晶取向,提高高温合金的性能和使用寿命。
2
应用案例
取向结晶技术已成功应用于航空发动机叶片等高温合金零件的制备。
钛基合金
具有良好的高温强度和耐腐蚀性能,用于航 空航天和船舶制造。
高温合金的特性及应用
1 耐高温性能
高温合金具有出色的耐高温性能,可长时间在高温环境中工作。
2 优异的机械性能
高温合金具有高强度、高硬度和良好的抗腐蚀性能。
3 广泛应用领域
高温合金被广泛用于航空航天、能源、化工、医疗器械和汽车工业等领域。
高温合金及硬脆复合材料等大型复杂异形结构件高效加工能力课件

目录
• 高温合金及硬脆复合材料的特性 • 大型复杂异形结构件高效加工技术 • 高温合金及硬脆复合材料加工中的问题与
对策 • 未来发展趋势与展望 • 结论
01
高温合金及硬脆复合材料的特性
高温合金的特性
01
02
03
优异的高温强度
高温合金能够在高温环境 下保持较高的强度和硬度 ,使其在高温环境下仍能 保持优良的力学性能。
提高大型复杂异形结构件加工能力的技术发展方向
01
02
03
04
大型复杂异形结构件加工技术 发展方向
发展大型复杂异形结构件的精 密铸造和锻造技术,以提高其
整体性能。
开发大型复杂异形结构件的数 字化加工技术和智能制造技术 ,以提高加工效率和精度。
研究大型复杂异形结构件的快 速原型制造和增材制造技术, 以缩短制造周期和降低成本。
各向异性
硬脆复合材料的力学性能在不同方向 上存在差异,加工时需要考虑其方向 性。
高温合金及硬脆复合材料的加工难点
01
加工难度大
由于高温合金和硬脆复合材料具有较高的硬度和脆性,加工难度较大,
容易产生裂纹和破损。
02
对加工设备要求高
为了实现高效加工,需要使用高精度、高刚度的加工设备,以确保加工
质量和效率。
对策与建议
对策与建议
加大在新型加工设备和工艺方面的研发投入,推动其产 业化进程。
加强高温合金及硬脆复合材料的基础研究,提高其可加 工性和应用范围。
加强与国际先进企业和研究机构的合作与交流,引进先 进技术和经验。
05
结论
对高温合金及硬脆复合材料加工能力的总结
(最新整理)高温合金PPT讲解

目前美国高温合金总产量约为每年2.3~3.6万t,大约1/2~1 /3应用于耐蚀的材料。高温耐磨耐蚀的高温合金,由于主要目标 不是高温下的强度,因此这些合金成分上的特点是以镍、铁或钴 为基,并含有大约20%~35%的铬,大量的钨、钼等固溶强化元 素,而铝、钛等γ形成元素则要求含量甚少或者根本不加入。
余 15
--
3 5.2 4.8 --
--
--
K417G Rene'100 0.18 9
余 10
--
3 5.2 4.4 --
--
--
K418 IN713C 0.12 12.5 余
--
-- 5.3
6
0.8
--
2.2
--
K419
TRWVIA
0.11
6
余 12 10
2
5.3 1.2 -- 2.9
--
K438
2021/7/26
牌号
注册商家
CMSX
Cannon-Muskegon Corporation(佳能-穆斯克贡公司)
Discaloy
Westinghouse corporation(西屋公司)
Gatorize
United Aircraft Company(联合航空公司)
Haynes
Haynes Stellite C0mpany(汉因斯.司泰特公司)
2021/7/26
10
高温合金的质量要求: 外部质量:外部轮廓形状、尺寸精度、表面缺陷清理方法。
01第一节 高温合金(Superalloys)

3、合金化程度高:含有Cr、 Co、Mo、W、B、Zr、 Ta、V、Al、Ti等十多种元素。起固溶强化、第二相 强化、晶界强化等综合强化作用。
Most nickel-based alloys contain 10-20% Cr, up to 8%
Al and Ti, 5-10% Co, and small amounts of B, Zr, and
为了保证高温合金具有高的高温强度,采取了
三个基本强化手段—固溶强化、第二相强化、
晶界强化 。
民用飞机发动机
蜗轮发动机结构
1.1 固溶强化
高温合金中的主要固溶强化元素有W、Mo、Co、
Nb、Ta等。其主要作用是:⑴ 产生晶格畸变,在
0.6T熔以下, 2GC( -屈服强度增量, -晶 格失配度,C-溶质浓度)。⑵ 降低堆垛层错能,使 位错运动困难。⑶ 降低扩散能力。
定向凝固、单晶合 金、粉末冶金、机 械合金化、陶瓷过 滤等温锻造等新工
艺相继出现。高温
合金的使用温度接
近其熔点的90%。
中国歼8Ⅱ
美国F-22“猛禽”
俄罗斯米格-31“捕狐犬”
世界最先进的战斗机
俄罗斯米格1.44战斗机 法国“阵 风”战斗 机
欧洲EF2000战斗机
美国 YF—22A 型战斗机
高温合金成分演变示意图
Alloying element effects in nickel based superalloys
4、耐蚀性好:耐中性、酸性、碱性、氧化及还原介 质的腐蚀。耐高温腐蚀和氧化。
5、铸造镍基高温合金可进一步提高合金化程度,从 而具有更高的高温强度。镍基高温合金的使用温度 已接近1100℃。
高温合金的冶炼与熔炼工艺
针对不同的应用场景,研发具有优异性能的新型 高温合金材料,以满足航空、能源、化工等领域 的需求。
环保与可持续发展
高温合金的冶炼和熔炼工艺将更加注重环保和可 持续发展,减少对环境的负面影响。
技术挑战与对策
高温合金纯净度控制
纯净度是高温合金质量的关键因素,需要采用先进的冶炼 和熔炼技术,如真空熔炼、电渣重熔等,以获得高纯净度 的高温合金。
高温合金的冶炼与熔炼工艺 录
• 高温合金简介 • 高温合金的冶炼工艺 • 高温合金的熔炼工艺 • 高温合金的特性与性能 • 高温合金的应用与案例分析 • 高温合金的未来发展与挑战
01
高温合金简介
高温合金的定义
01
高温合金是一种能够在高温环境 下保持优良性能的金属材料,通 常是指在600℃以上的环境中能 够长期稳定工作的合金。
真空度控制
在真空熔炼过程中,需要控制真空度 以保证金属或合金的纯净度。
搅拌与混合
通过搅拌和混合,促进合金元素的均 匀分布和化学反应的进行。
冷却速度
冷却速度对合金的相变过程和组织结 构有重要影响,需根据不同的合金体 系进行控制。
熔炼缺陷与防止措施
01
成分偏析
由于合金元素在熔融态下的溶解度和扩散速度不同,可能导致成分偏析
能源与化工领域应用
在能源和化工领域,高温环境下的材料性能要求不断提高,高温 合金的应用将更加广泛。
国际合作与交流
加强国际合作与交流,引进先进技术和管理经验,提高我国高温 合金产业的国际竞争力。
THANKS
感谢观看
悬浮熔炼技术
利用悬浮原理,使金属在 熔炼过程中与坩埚材料分 离,减少杂质污染。
熔炼设备
高温真空炉
高温合金的大变形加工及其力学特性分析
高温合金的大变形加工及其力学特性分析高温合金是一种特殊的材料,具有优异的高温强度、高温稳定性和耐热腐蚀性能。
由于其应用领域广泛,尤其是在航空航天、能源等高技术领域,因此对其加工和力学特性的研究引起了研究者的广泛关注。
本文将从大变形加工及其力学特性两个方面进行介绍和分析。
一、高温合金的大变形加工高温合金的大变形加工是指对高温合金材料进行较大的变形加工,使其达到所需的形状和性能,通常包括拉伸、压缩、弯曲等多种加工方式。
1. 拉伸拉伸是高温合金的主要变形加工方式之一。
通过拉伸可以制备出各种形状的高温合金零件,如飞机发动机叶片、涡轮盘等。
在拉伸过程中,高温合金的塑性和韧性要求较高,且易产生塑性变形和裂纹,因此需要严格控制拉伸速度、温度和应力等参数。
2. 压缩压缩是另一种重要的高温合金变形加工方式。
通过压缩可以制备出各种形状的高温合金零件,如发动机的液压泵和涡轮壳体等。
在压缩过程中,高温合金要求具备一定的塑性和弹性,能够承受较大的变形,同时也需要加强表面的加工和涂层处理。
3. 弯曲弯曲是高温合金的另一种常用变形加工方式。
通过弯曲可以获得各种形状的高温合金零件,如发动机进气道、涡轮叶片栅栏等。
在弯曲过程中,需要控制弯曲角度、半径和加工速度等参数,以保证高温合金在弯曲前后的性能和形状稳定。
二、高温合金的力学特性分析高温合金的力学特性是指在高温环境下,高温合金的机械性能和物理性能。
力学特性分析可以帮助我们更好地理解高温合金的材料特性和应用领域。
1. 高温强度高温强度是高温合金的一项重要机械性能,用来描述高温合金在高温环境下的抗拉强度、屈服强度和复合强度等指标。
高温合金的高温强度受到材料成分、晶体结构、加工工艺、应力状态和温度等因素的影响。
通常情况下,高温合金在高温环境下的强度会随着温度的升高而下降。
2. 高温稳定性高温稳定性是指高温合金在高温环境下的稳定性和耐热性能。
高温合金的高温稳定性主要受到材料成分、化学成分和加工工艺等因素的影响。
变形高温合金
谢谢观看
板材用合金
板材用合金
我国应用的板材变形合金主要有20多个牌号。它们的共同特点是塑性好,具有中等强度,焊接性能优异,还 有较好的抗氧化和抗腐蚀性能。主要用于制作发动机动力装置的燃烧室、加力燃烧室、飞机机尾罩、导流罩、衬 筒和军用卫星毛细管等。航空发动机燃烧室零件大多采用固溶强化合金制造。近期,发动机生产中为了减轻结构 重量,采用时效强化的板材合金来制造燃烧室零件,取得了良好效果。采用时效强化的变形高温合金制造加力燃 烧室壳体,可大幅度减轻发动机重量,但其成形和焊接比固溶强化合金要困难。
此外,在航空发动机中,变形高温合金还用于制备涡轮轴、涡轮叶片等。随着先进航空发动机推重比的进一 步提高,燃烧室入口温度和出口温度大幅提高,必须采用耐更高温度的新合金材料。需求牵引。因此,变形高温 合金必须加大研究力度,进一步提高性能,满足我国先进航空发动机的研制需要。
发展前景
发展前景
变形高温合金不但是我国生产和研制新型航空发动机需要的重要材料,而且在舰船制造、工业燃气轮机、航 天飞行器、火箭发动机、核反应堆和化学工业等领域应用广泛,是一种十分重要的高温材料。当前,变形高温合 金总体上向承温更高、精密成形和低成本方向发展。通过不断挖掘合金潜力,采用新技术、新工艺,可大幅提高 变形高温合金材料的质量和性能,满足我国先进航空发动机的需求。须加大研究力度,进一步提高性能,满足我 国先进航空发动机的研制需要。
变形高温合金
金属材料
目录
01 盘件用合金
03 板材用合金
02 环形件用合金 04 发展前景
基本信息
变形高温合金是指以铁、镍、钴为基,能在600℃以上的高温环境下抗氧化或耐腐蚀,并能在一定应力作用 下长期工作的一类金属材料。
盘件用合金
变形高温合金生产工艺研究
变形高温合金生产工艺研究引言:一、变形高温合金的材料制备1.原料选择:高温合金的原料选择对于材料的性能具有重要影响。
合金中通常添加铬、钼、钛、铝等元素以提高其高温强度和抗氧化性能。
同时,还需要考虑合金的耐腐蚀性能和成本控制等因素。
2.合金熔炼:采用真空感应熔炼或气氛熔炼等工艺,严格控制熔炼温度和保护气氛,保证合金的成分准确度和纯度。
3.铸态合金的热处理:铸态合金经过固溶处理和时效处理等工艺,以消除铸造缺陷和调整晶粒结构,提高合金的力学性能和抗氧化性能。
二、变形工艺的研究1.热变形工艺:热变形是指在高温下对合金进行塑性变形,以调整晶粒结构和纤维组织,提高材料的力学性能。
常见的热变形工艺包括热轧、热挤压等。
通过对变形温度、变形速度和变形比等参数的控制,获得理想的组织结构和力学性能。
2.冷变形工艺:冷变形是指在室温下对合金进行塑性变形,以进一步细化晶粒和提高材料的强度和韧性。
冷变形工艺包括冷轧、冷挤压等。
冷变形会引起材料的冷硬化,因此需要通过适当的热处理工艺来改善材料的塑性。
3.粉末冶金工艺:粉末冶金是一种特殊的变形工艺,适用于制备复杂形状的高温合金制品。
通过粉末冶金工艺,可以获得均匀的组织和高的材料性能,同时还可以降低材料的制造成本和提高生产效率。
三、热处理工艺的研究热处理是指对于已制备好的变形高温合金进行加热、保温和冷却等操作,以改善材料的性能。
常见的热处理工艺包括固溶处理、时效处理以及热处理工艺的优化等方面。
1.固溶处理:通过将合金加热至一定温度,使固相溶于其它固溶相,进而消除固溶体之间的相分离或析出现象,提高合金的均匀性和强度。
固溶处理温度和时间的选择十分关键,需要综合考虑合金的成分、热膨胀系数等因素。
2.时效处理:固溶处理后的合金经过恰当的时效处理,可以使固溶体进一步均匀化,并沿晶界析出硬质相,增加合金的强度和抗蠕变性能。
时效处理的工艺参数包括时效温度、时效时间和冷却速度等。
3.热处理工艺的优化:通过对热处理工艺参数的优化,可以进一步提高合金的性能。
高温合金热处理工艺
高温合金热处理工艺嘿,朋友们!今天咱就来聊聊高温合金热处理工艺这个有意思的事儿。
你说这高温合金啊,就像是个厉害的战士,能在高温的环境下依然坚韧不拔。
那热处理工艺呢,就是让这个战士变得更强大、更厉害的秘密武器啦!想象一下,高温合金就像是一块未经雕琢的璞玉,而热处理工艺就是那巧夺天工的雕琢之手。
通过不同的热处理方式,能让高温合金展现出各种神奇的特性。
比如说退火,这就好比让战士好好休息一下,放松放松,消除一下内部的应力,让它变得更加温顺、好加工。
而固溶处理呢,就像是给战士来一场特训,让那些有用的元素均匀地分布在合金里,提升它的性能。
淬火呢,那可刺激啦!就像把战士突然丢进冰水里,快速冷却,让它变得坚硬无比,能抵御各种强大的压力。
回火就像是给刚刚经历激烈战斗的战士做个按摩,让它缓解一下紧张的情绪,调整一下状态,变得更加稳定、可靠。
这热处理工艺可不能马虎啊!就跟咱做饭似的,火候、时间都得把握得恰到好处。
要是火候大了,那合金可能就被“烧糊”啦;要是火候小了,效果又出不来。
所以啊,这得靠经验丰富的师傅们来精心操作。
你知道吗,不同的高温合金需要不同的热处理工艺组合。
这就像是给不同性格的人搭配不同的训练方法一样,得因材施教。
而且,在这个过程中,还得时刻关注着合金的变化,稍有不对就得赶紧调整。
咱国家在高温合金热处理工艺方面那可是取得了不少成就呢!那些科研人员们就像一群神奇的魔法师,不断地探索、创新,让我们的高温合金变得越来越厉害。
这可都是他们的心血和智慧的结晶啊!我就问你,要是没有这厉害的热处理工艺,那些在高温环境下工作的机器设备怎么能可靠运行呢?那些航空发动机、燃气轮机等高科技产品怎么能发挥出它们的强大威力呢?所以说啊,这高温合金热处理工艺可真是太重要啦!咱可不能小瞧了这看似普通却暗藏玄机的工艺,它可是推动着我们国家科技发展的重要力量之一呢!让我们一起为这些默默奉献的科研人员和技术工人点赞吧!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
要点:低温加入
电磁搅拌使微量元素均匀
2017-03-06
3.1.1 冶炼工艺 (1)真空感应熔炼
E、出钢浇注:分上注法和下注法
3.1 棒材的生产工艺
基本工艺:装料→熔化→精炼→合金化→出钢浇注→炉体破空 上注法:漏斗浇注、挡渣器浇注和中间包浇注 浇注温度:熔点以上60℃-80 下注法:表面质量好, 可以放多个锭模 F、炉体破空: 破空后立即清除干国内表层 的浮渣,减少O含量减少破
关键工艺参数:
熔速 过高易出黑斑 过低易出白斑 熔滴频率
3.1 棒材的生产工艺
一般短弧冶炼
氦冷强度 过低偏析重 过高易逸出并易
2017-03-06
出白斑
真空自耗熔炼凝固偏析
真空自耗凝固的复杂性:
液体流动:
热浮力: 沿中心线↑
洛伦兹力: 沿中心线↓ 工艺参数交互作用:
电流、电压: 液体流动
熔速→熔池深度 电弧间隙:电极表面熔化行为
3.1 棒材的生产工艺
3.1.3 棒材锻造开坯工艺
心部
100μm
1/2R
边缘
100μm
100μm
2017-03-06
046-0035棒材头部‘镦粗+拔长’金相组织
2017-03-06
2017-03-06
2017-03-06
3.1.1 冶炼工艺 (1)真空感应熔炼
3.1 棒材的生产工艺
基本工艺:装料→熔化→精炼→合金化→出钢浇注→炉体破空
D、合金化:O、N、H降至最低含量,加入活泼元素和微量有益 元素,景区调整化学成分和钢液温度,达到出钢要
求。
活泼元素加入顺序:Al、Ti、Zr、B、Re,此后 加入Mg和Ca
2017-03-06
工艺作用越来越大
3. 变形高温合金的生产工艺
坯料生产:冶炼铸锭 ↓
均匀化处理铸锭
↓ 锻造开坯棒材 型材:板、棒、丝、带 零件:叶片
盘件
机匣等
2017-03-06
3.1 棒材的生产工艺
冶炼铸锭 均匀化处理铸锭
三、变形高温合金的生产工艺
锻造开坯棒材
3.1.1 冶炼工艺
2017-03-06
第一讲
变形高温合金棒材的加工
2017年03月
2017-03-06
1. 变形高温合金及变形工艺
变形高温合金:进行冷、热塑性变形加工后应用的高温合金。
冷变形加工:低于再结晶温度使金属产生塑性变形的加工
工艺。 冷拔、冷轧、冷锻、冲压、冷挤压等。 合金种类:GH3030、GH690、GH600、GH800 GH4169、GH4145等 热变形加工:高于再结晶温度使金属产生塑性变形的加工 工艺。 热轧、模锻、自由锻、热挤压等 合金种类:Waspaloy、IN718、GH742、 U720Li等 2017-03-06
组织均匀,冶金质量较好
冷态尺寸 492mm
2017-03-06
3.1 棒材的生产工艺
3.1.2 均匀化处理工艺
坯料生产:冶炼铸锭 ↓ 均匀化处理铸锭 ↓
锻造开坯棒材
型材:板、棒、丝、带 零件:叶片
盘件
机匣等
2017-03-06
3.1.2 均匀化处理工艺
3.1 棒材的生产工艺
均匀化处理:
高温扩散,消除枝晶偏析 阶段性:有害相溶解,元素扩散 关键因素: 熔点 有害相稳定性 元素扩散系数 扩散距离:枝晶间距 均 匀 化
2017-03-06
熔化的Laves相形貌
3.1 棒材的生产工艺
3.1.2 均匀化处理工艺
均匀化处理态组织 ① 固溶硼化物 — B原子溶入基体 ② 固溶Laves相 — P原子溶入基体
③ Nb扩散
2017-03-06
3.1 棒材的生产工艺
3.1.3 棒材锻造开坯工艺
坯料生产:冶炼铸锭 ↓ 均匀化处理铸锭 ↓
3.1.1 冶炼工艺 (1)真空感应熔炼
B、熔化:初熔期、熔化中期、熔化末期
3.1 棒材的生产工艺
基本工艺:装料→熔化→精炼→合金化→出钢浇注→炉体破空
熔化中期:从坩埚底部炉料开始熔化起,至80炉料熔化 保持合理的熔化速度 维持钢液轻微沸腾 避免钢液喷溅(关闭抽气阀、停止供电、等)
防止‘架桥’
熔化末期:保证炉料全部熔化,提升钢液温度,为精炼期准备 清除脱硫炉渣等
3.1 棒材的生产工艺
基本工艺:装料→熔化→精炼→合金化→出钢浇注→炉体破空
初熔期:高真空度下加热炉料(10Pa)至炉料开始熔化 炉料表面吸附的气体被逐渐排除
坩埚等吸附的气体(H2O、H2、CxHy等)大量释放
(当炉料温度达到1000℃时,真空度最低) 要求:最大功率、高真空
2017-03-06
20m
2017-03-06
100m
3.1 棒材的生产工艺
3.1.2 均匀化处理工艺
1mm
δ
Laves
δ
硼化物
Laves
硼化物
2017-03-06
2μm
1μm
心部析出相种类、元素分布及偏析
P
Nb
B
C
Ti
2017-03-06
3.1 棒材的生产工艺
3.1.2 均匀化处理工艺
熔点测定
熔化的硼化物形貌
3.1 棒材的生产工艺
基本工艺:装料→熔化→精炼→合金化→出钢浇注→炉体破空
块料大小适中、形状规则,堆积密度大
二次块料要小 纯金属为宜
2017-03-06
热装法:初炼炉熔炼的钢水专注入真空感应炉的坩埚内
3.1.1 冶炼工艺 (1)真空感应熔炼
B、熔化:使炉料顺利熔化
脱氢、去除杂质元素、有限地脱氮 初熔期、熔化中期、熔化末期
锻造开坯棒材
型材:板、棒、丝、带 零件:叶片
盘件
机匣等
2017-03-06
3.1 棒材的生产工艺
3.1.3 棒材锻造开坯工艺
变形比:
508mm→ 250mm 温度: 晶界相全溶温度以下 再结晶温度以上
速率:
不易出裂纹 不过分降温
2017-03-06
3.1 棒材的生产工艺
3.1.3 棒材锻造开坯工艺
2. 变形高温合金的应用及发展趋势
应用:航空、航天、航海、汽车; 核能、燃机;化工 发展趋势: ① 高温、高强:高推比、高效率发动机 常规合金 → 高强合金 → 粉末合金
IN718
Waspaloy
U720Li
IN100
② 大型化:地面燃机等(直径超过2m大型盘锻件) ③ 零件复杂化、轻薄化:整体叶盘、箔材、复杂管材 工艺难度越来越大
白斑:强化元素在较大区域贫化
①孤立白斑:冠状物脱落 ②枝晶白斑:缩孔掉块
③凝固白斑:局部过度生长
年轮:铸锭横截面类似‘年轮’的组 织
成因:冶炼状态的波动
2017-03-06
柱晶→等轴晶→柱晶
2017-03-06
真空自耗熔炼凝固偏析
真空自耗锭的凝固偏析种类:
微观偏析:枝晶偏析
宏观偏析: 黑斑:强化元素在较大区域富集
金属所检验结果:低倍组织
20mm
20mm
头部‘镦粗+拔长’锻 尾部‘拔长’锻 造 造 046-0035棒料低倍 ——金属所检验结果
2017-03-06
3.1 棒材的生产工艺
3.1.3 棒材锻造开坯工艺
心部
100μm
046-0035棒材尾部拔长锻造金相组织
2017-03-06
Tilting Axis Tundish Mold
改善物化反应动力学条件
如脱氧、夹杂物上浮等 有害作用: 冲刷炉衬
2017-03-06
关键参数:功率 真空度
夹杂物卷入钢液
3.1.1 冶炼工艺 (1)真空感应熔炼
A、装料:冷装料和热装料
冷装法:固体炉料直接装入坩埚 化学成分清楚 不得有锈蚀、油污 原材料须干燥
2017-03-06
标志:熔池表面平静、无气泡逸出
3.1.1 冶炼工艺 (1)真空感应熔炼
3.1 棒材的生产工艺
基本工艺:装料→熔化→精炼→合金化→出钢浇注→炉体破空 C、精炼:提高钢液的纯净度,为加入易氧化元素和微量有益元 素作准备 降低[C]、[O]、[N]的含量 关键参数: 温度:高温有利于脱N、脱C、去除有害杂质 高温高真空度加剧坩埚供养 真空度:高真空有利于精炼钢液 过高真空度增加元素挥发、促进液体与坩埚 反应、增加O含量 精炼时间:时间过长有利于净化钢液 但增加O含量
3.1 棒材的生产工艺
2017-03-06
3.1.1 冶炼工艺 (3)电渣重熔
益处:
减少缩孔和疏松 保障自耗工艺稳定, 减少黑斑; 减少掉块,减少白斑。
3.1 棒材的生产工艺
提高纯净度
脱S,去夹杂 缺点: 熔池深陡
2017-03-06
偏析倾向大
3.1 棒材的生产工艺
508mm铸锭低倍组织:无黑斑和白斑等宏观偏析缺陷
2017-03-06
3.1.1 冶炼工艺 (2)真空自耗重熔
工作原理: 电极和铸锭顶部 熔池之间产生直流 电弧,使电极顶部 不断熔化,熔滴滴
3.1 棒材的生产工艺
入熔池,熔池持续
凝固的过程。
2017-03-06
3.1.1 冶炼工艺 (2)真空自耗重熔
3.1 棒材的生产工艺
2017-03-06
3.1.1 冶炼工艺 (2)真空自耗重熔
3.1 棒材的生产工艺
3.1.1 冶炼工艺
(1)真空感应熔炼
结构: 熔炼室
加料室
浇注室 真空系统 控制系统
2017-03-06
3.1.1 冶炼工艺 (1)真空感应熔炼
结构 坩埚(一般为MgO) 线圈 工作原理 交变电流产生交变磁场 交变磁场产生感应电流