零 部 件 检 验 记 录 表
入厂检验管理表格

入厂检验管理表格
一、原料进厂检验记录表
年月日编号:
格式编呈:主管:检验员:
二、原料进厂检验报告表
编号:
三、进厂材料试用检验表
编号:填写日期:
371
四、进厂检验情况每日报表
年月日
五、材料检验报告表
年月日编号:
372
六、检验委托单
七、材料不良改进通知表
编号:日期:年月日
373
八、进厂零件质量检验表
零件编号:零件名称:号码:
374
九、进厂零件检验报告表
十、进厂零配件验收表
375
十一、供应商品质检测表
供应商:编号:
十二、供应商的评价
质量管理部经理:填表:
376
十三、供应商质量记录表
填表:年月日
十四、供应商质量统计表
主管:
377。
钢结构零部件加工工程检验批质量验收记录

管件加工允许偏差
长度
±1.0
mm
端面对管轴的垂直度
不大于0.005r
mm
管口曲线
≤1.0
mm
7
制孔允许偏差
轴(外圆)和孔机械加工
轴(外圆)直径
不大于-d/200,且不大于-2.Omm
mm
孔径
不大于d/200,且不大于-2.Omm
mm
圆度
不大于d/200,且不大于-2.Omm
mm
端面垂直度
不大于d/200,且不大于-2.Omm
mm
7
铸钢件节点探伤
铸钢件与其他构件连接部位四周150mm的区域,应按现行国家标准《铸钢件超声检测第1部分:一般用途铸钢件》GB/T7233.1和《铸钢件超声检测第2部分:高承压铸钢件》GB/T7233.2的规定进行100%超声波探伤检测。检测结果应符合国家现行标准的规定并满足设计要求
一般项目
1
钢板厚度、型钢的规格尺寸及允许偏差
(1)钢板厚度及其允许偏差应满足其产品标准和设计文件的要求。
(2)型材、管材外形尺寸允许偏差应满足其产品标准的要求。
(3)铸钢件及其与其他各构件连接端口的几何尺寸允许偏是应符合国家现行标准的规定并满足设计要求
2
钢材的表面外观质量
钢板、型钢、管材的表面外观质量除应符合国家现行标准的规定外,尚应符合下列规定:
5
边缘加工
≥2.0
mm
6
制孔
A、B、级
孔径
螺栓公称直径允许偏差
螺栓孔直径允许偏差
10~18
0.00~-0.18
+0.18~0.00
mm
18~30
0.00~-0.21
进货检验记录表格
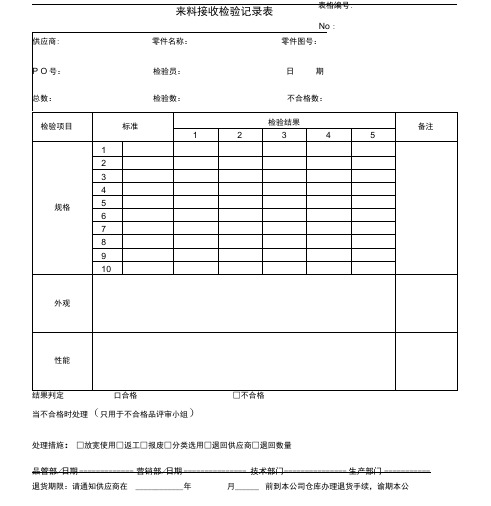
来料接收检验记录表表格编号:
No :
供应商: 零件名称:零件图号:
P O号:检验员:日期
总数:检验数:不合格数:
结果判定口合格□不合格
当不合格时处理(只用于不合格品评审小组)
处理措施:□放宽使用□返工□报废□分类选用□退回供应商□退回数量
品管部/日期------------- 营销部/日期--------------- 技术部门--------------- 生产部门----------- 退货期限:请通知供应商在 ____________ 年月______ 前到本公司仓库办理退货手续,谕期本公
司有权作报废处理
成本核算记录
工时损失物料损失损失总费用
费用承担供应商确认:日期
当出现不合格品时,此表同时用于不合格品报告
联:质量部二联:仓库三联:营销部或财务部。
主要零部件检验记录表
阿尔泰机械电子科技有限公司
主要零部件抽检记录表
(立体车库)
编制:审核:批准:日期:
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录。
零部件检验报告单

零部件检验报告单随着现代工业的发展,质量管理对于每一个制造企业来说都是至关重要的一环。
而零部件检验报告单作为质量管理的重要记录,更是不可或缺的重要环节。
本文将从以下几个方面来阐述零部件检验报告单的重要性、内容及其作用等。
一、引言零部件既是高品质产品生产的重要原材料,又是制品质量问题的一个重要源头。
因此,在生产制造阶段使用零部件时,逐一检验并保证其质量是必不可少的一环。
而针对检验过程中的检测数据、结果等信息的记录总结,就是零部件检验报告单所要完成的主要内容。
二、零部件检验报告单的概念零部件检验报告单泛指对零部件的生产过程中,各个环节所发生的事情和所得出的结论记录的一种完备、正式结构化文件。
其中,包含了零部件的质量数据、特性、检验结果等信息,用于检验、追溯和确认零部件的质量和质量问题,有利于工厂调整生产计划、改进生产流程,提高产品的质量和追踪问题原因,保证产品的可靠性和质量。
三、零部件检验报告单的主要内容零部件检验报告单主要包括以下内容:1.检验任务的描述:即告诉检测人员被要求检测的零部件是哪个,需要完成如何类型的检查任务。
2.检验数据采集:采用何种检测方法,收集那些数据,数据所包含的意义分析等等。
3.检验结果:显然,在每一张检验报告单中,必须带有对检查结果的详细描述和分析,如PASS或NG,首次不合格、复检次数等等。
4.检验人员信息:检验人员姓名,检验时间,检验数据采集手段等等信息。
5.问题原因分析:如果零部件不合格或出现质量问题,那么在这份报告单中,也会分析不合格的原因,从而避免类似问题的再次发生。
四、零部件检验报告单的作用1.追溯问题假如生产环节中出现问题,检验员可通过查看检验报告单中的检验结果,找出出现问题的关键步骤所在,进而倒推发现原因,从而在发生问题的部位进行修复,避免类似问题的再次发生。
2.动态管理在生产过程中通过检验报告单及时记录检查数据和检查结果,对国内和国际各个阶段、对位的前向和后向检验信息能够做到动态管理,在生产过程中及时地纠正错误或改正不规范的操作行为。
外协外购零部件质量检验记录表

1
2
3
4
5
6
7
形8 位9
质 量
尺 寸
10 11
检
12
验
13
项
14
目
15
16
17
18
19
20
处 理
热 处 理 或 表 面
工 态艺
状
序 号 1 2
□调质; □镀锌; □□渗镀碳铬;;
技术要求
□淬火; □回火; □消应力;
□高频; □其它; 检验结果 超差值 合格数 不良数
合格率 值性质 (长
项 目 部 件
年月
日总装图
号: 部件图
号: 外协日
期:
□首次检验;
□复检;
□再复检;
工序: 数量: 材质:
外 观 □优; □良; □一般; □差; □其它;
表面粗糙 □达到图纸要求;□部份达到图纸要求;□全部末达到图纸要求。
度
□末达到图纸要求部份描述:
序号 图纸尺寸 实测尺寸 超差值 合格数 不良数 合格率 值性质 (长 判定
度.直径等)
判定
(√×)
整改要求
论
检 验 结
□ 合格; □ 返修;
□ 不合格; □ 部分超差,让步接
收;
会签部门
签名 会签部门 签名
会签部门
签名
检 论验
结 □ 报废; 检
说验
明: 2、 来3料、 本检
审核:
批准:
例行检验记录表
No.:
检验日期: 不良率%: 检验数量Pcs 合计数量Pcs
检验员:
审核:核Βιβλιοθήκη :例行检验记录表生产工场: 订单编号: 批量数Pcs : 序号 1 材料质量 2 小零件 3 可触及的金属或玻璃边缘 4 金属玩具边缘 5 模塑玩具边缘 6 外露螺栓或螺纹杆的边缘 7 可触及锐利尖端 8 突出物 9 活动部件间的间隙 10 乘骑玩具的传动链和皮带 11 弹簧 12 制动装置 13 软线和电线的保护 14 标识和使用说明 15 16 17 18 备注:"N"表示对应项要求不适用于该产品 检验项目 产品名称/型号: 实际生产数Pcs : 检验内容 目视材料应清洁无污染 小零件部件是否安装牢固 是否存在危险锐利边缘 是否存在危险锐利边缘 是否存在危险锐利边缘 有无外露的危险锐边和毛刺 是否存在危险锐利尖端 突出物是否有效保护 有无5mm~12mm活动部件间的间隙 是否符合标准要求 是否符合标准要求 是否安装有符合标准的制动装置并能正常动作 对样件检查 是否有符合标准规定的标识和使用说明 物料编号: 不良数: 检验结果
五金件检验记录表
合格 备注:
不合格重新调整
特采
检验员 核 定
1、尺寸至少连测5个或以上; 2、外观检查核对表面光洁度、颜色、吸坑等; 3、结构检查,实际装配性能测试至少3件; 1、产品打样时由生产负责人填写本表单与样品(5个以上)送检,经品检人员判定合格后生产;
2、适用范围:批量产品、修模后首件、材料变更后首件、新增零件 版本号:1.0
厦门特锐特电子科技有限公司
五金件检验记录表
日 期:
编 号:
零件名 供应商
实
1 2 3 4
材质 抽检数量 材料变更
测
5
颜色 不良数 新增零件
判定
6 7 8
值
尺寸
检 验 单 位 外观
毛刺 镀层 硬划伤 颜色
结
构
是否变形
实际装配 性能测试
结果 注 意 事 项 填 写 说 明
表单编号:TRT-QC-00
特电子科技有限公司
编 号:
金件检验记录表
更
材料变更
新增零件
备注
等;
;
样品(5个以上)送检,经品检人员判定合格后生产;
料变更后首件、新增零件 表单编号:TRT-QC-002
首件检验记录表
完成日期
成效追踪
品质主管:检验员:表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
玲珑电子电子有限公司
首检检查记录表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
负责人
完成日期
成效追踪
品质主管:检验员:
保留一年
机械装配过程检验记录表
机械装配过程检验记录表摘要:一、引言1.1 背景介绍:机械装配过程1.2 目的:保证机械产品质量与性能1.3 适用范围:所有机械装配工作二、机械装配过程检验记录表的作用与意义2.1 确保装配质量2.2 追踪问题来源2.3 提供改进方向三、检验记录表的内容3.1 检验项目3.2 检验标准3.3 检验结果3.4 检验人员3.5 检验日期四、如何填写检验记录表4.1 详细记录每个检验项目4.2 确保检验结果准确无误4.3 及时发现问题并进行整改五、结论5.1 机械装配过程检验记录表的重要性5.2 对提高机械产品质量与性能的意义正文:一、引言1.1 背景介绍:机械装配过程在机械制造行业中,装配过程是将各个零部件按照设计要求和装配顺序组合在一起的重要环节。
这个过程涉及到众多零部件的精度、配合、尺寸等问题,因此,保证装配质量至关重要。
1.2 目的:保证机械产品质量与性能机械装配过程检验记录表的目的是为了确保机械产品的质量与性能达到设计要求,减少故障率和提高设备使用寿命。
1.3 适用范围:所有机械装配工作机械装配过程检验记录表适用于所有机械装配工作,以确保产品质量和性能。
二、机械装配过程检验记录表的作用与意义2.1 确保装配质量机械装配过程检验记录表可以确保每个零部件的装配质量,从而保证整个机械设备的质量。
2.2 追踪问题来源如果出现质量问题,可以通过检验记录表追踪问题来源,及时找到原因并进行整改。
2.3 提供改进方向检验记录表中记录的问题可以为以后的改进工作提供方向,从而不断提高产品质量和性能。
三、检验记录表的内容3.1 检验项目检验项目包括所有需要检验的零部件和装配工序,如轴孔配合、轴承间隙等。
3.2 检验标准检验标准是指检验项目需要达到的技术要求,通常包括尺寸、形状、表面粗糙度等。
3.3 检验结果检验结果应详细记录每个检验项目的实际测量数据,以便进行对比分析。
3.4 检验人员检验人员应记录检验过程中的责任人,以便在出现问题时进行追溯。