LDS设计规范
LDS天线工艺及设计参考

LDS天线工艺及设计参考
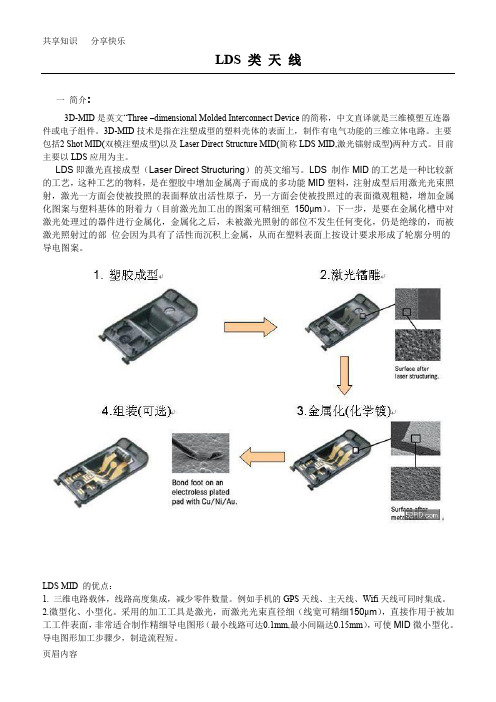
注塑
将进行激光线路成形加工的这个有形部件是用单组分注塑方法制造的。
经过干燥和预热的塑料颗粒在高压下注入模具中,经过冷却后,这个坚硬的部件就成为了模具的复制品。
此注塑MID 元件下一步就是利用激光机进行线路加工。
激光活化
可以进行激光活化的热塑性塑料中含有一种特殊的有机金属复合物形态的添加物,这种添加物在聚焦激光束的照射下可以发生物理化学反应而被活化。
在此掺有杂质的塑料中加工出的裂痕里,复合物被打开并从有机配价体中释放出金属原子。
这些金属粒子作为还原铜的核子。
除了活化之外,激光还使表面微细的粗化,激光只融化了高聚物基体,不会融化其中的填充物。
这样就形成了微细的凹坑和豁口以便在金属化中使铜牢固的附着在上面。
(见图)
金属化
LDS 工艺的金属化部分第一步是清洁以除去激光加工的碎屑,然后是进行有机镀铜浸泡以形成导电线路。
此工艺的一个优势是无需普通镀铜工艺中的初期活化工序。
它的沉淀速度为 3 - 5 微米/小时,若需要更厚的铜层,可以接着进行普通电镀镀铜。
还可以进行镀镍、金、锡、锡/铅、银、银/钯等等,以满足特殊的应用要求。
LDS设计参考。
LDS设计规范
LDS 类天线一简介:3D-MID是英文“Three –dimensional Molded Interconnect Device的简称,中文直译就是三维模塑互连器件或电子组件。
3D-MID技术是指在注塑成型的塑料壳体的表面上,制作有电气功能的三维立体电路。
主要包括2 Shot MID(双模注塑成型)以及Laser Direct Structure MID(简称LDS MID,激光镭射成型)两种方式。
目前主要以LDS应用为主。
LDS即激光直接成型(Laser Direct Structuring)的英文缩写。
LDS 制作MID的工艺是一种比较新的工艺,这种工艺的物料,是在塑胶中增加金属离子而成的多功能MID塑料,注射成型后用激光光束照射,激光一方面会使被投照的表面释放出活性原子,另一方面会使被投照过的表面微观粗糙,增加金属化图案与塑料基体的附着力(目前激光加工出的图案可精细至150μm)。
下一步,是要在金属化槽中对激光处理过的器件进行金属化,金属化之后,未被激光照射的部位不发生任何变化,仍是绝缘的,而被激光照射过的部位会因为具有了活性而沉积上金属,从而在塑料表面上按设计要求形成了轮廓分明的导电图案。
LDS MID 的优点:1. 三维电路载体,线路高度集成,减少零件数量。
例如手机的GPS天线、主天线、Wifi天线可同时集成。
2.微型化、小型化。
采用的加工工具是激光,而激光光束直径细(线宽可精细150μm),直接作用于被加工工件表面,非常适合制作精细导电图形(最小线路可达0.1mm,最小间隔达0.15mm),可使MID微小型化。
导电图形加工步骤少,制造流程短。
3.天线更轻更小,节约设计空间4.设计&开发时间短,同时可满足开发设计中的多次验证修改要求。
5.微小化程度佳,最小线路可达0.1mm,最小间隔达0.15mm6.柔性大。
采用计算机控制,由激光把计算机里的电路图形直接转移到注塑件上,无需额外的工具或掩膜。
城市地理信息系统设计规范
城市地理信息系统设计规范GB/T 18578-2001前曰本标准参照城《市地理信息系统标准化指南》和根据城市地理信息系统设计和建设的实际经验在国内首次制定,其目的是规范城市地理信息系统设计的内容和要求,保证城市地理信息系统开发和建设的质量,实现城市地理信息的共享。
本标准的附录A、附录B、附录C都是提示的附录。
本标准由国家测绘局提出并归口。
本标准起草单位:武汉测绘科技大学、国家测绘局测绘标准化研究所。
本标准主要起草人:杜道生、王伟、王占宏。
中华人民共和国国家标准城市地理信息系统设计规范GB/T 18578-2001Specification for designing urban geographicinformation system范围本标准规定了城市地理信息系统的设计原则、内容、方法和要求。
本标准适用于各类城市地理信息系统的总体设计和详细设计,其他地理信息系统的设计可参照本标准。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 12409-1990 地理格网GB/T 13923-1992 国土基础信息数据分类与代码GB/T 14395-1993 城市地理要素城市道路、道路交叉口、街坊、市政工程管线编码结构规则GB 14804-1993 1 :500,1:1 000,1 :2 000 地形图要素分类与代码3 术语3.1城市地理信息系统urban geographic informationsystem,UGIS一种运用计算机软、硬件及网络技术和计算机通信技术,实现对城市各种空间和非空间数据进行输人、存储、查询、检索、处理、分析、显示和更新等操作,以实现城市管理、辅助决策、预测和城市建设工程辅助设计为主要目标的地理信息系统。
3.2系统设计system design为实现用户需求分析提出的系统功能所进行的各种技术设计的总称,包括总体设计、详细设计和设计审查等。
城市地理信息系统设计规范

城市地理信息系统设计规范GB/T 18578-2001前曰本标准参照城《市地理信息系统标准化指南》和根据城市地理信息系统设计和建设的实际经验在国内首次制定,其目的是规范城市地理信息系统设计的内容和要求,保证城市地理信息系统开发和建设的质量,实现城市地理信息的共享。
本标准的附录A、附录B、附录C都是提示的附录。
本标准由国家测绘局提出并归口。
本标准起草单位:武汉测绘科技大学、国家测绘局测绘标准化研究所。
本标准主要起草人:杜道生、王伟、王占宏。
中华人民共和国国家标准城市地理信息系统设计规范GB/T 18578-2001Specification for designing urban geographic information system范围本标准规定了城市地理信息系统的设计原则、内容、方法和要求。
本标准适用于各类城市地理信息系统的总体设计和详细设计,其他地理信息系统的设计可参照本标准。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 12409-1990 地理格网GB/T 13923-1992 国土基础信息数据分类与代码GB/T 14395-1993 城市地理要素城市道路、道路交叉口、街坊、市政工程管线编码结构规则GB 14804-1993 1:500,1:1 000,1:2 000地形图要素分类与代码3 术语3.1城市地理信息系统urban geographic information system,UGIS一种运用计算机软、硬件及网络技术和计算机通信技术,实现对城市各种空间和非空间数据进行输人、存储、查询、检索、处理、分析、显示和更新等操作,以实现城市管理、辅助决策、预测和城市建设工程辅助设计为主要目标的地理信息系统。
3.2系统设计system design为实现用户需求分析提出的系统功能所进行的各种技术设计的总称,包括总体设计、详细设计和设计审查等。
LDS技术介绍-20171026

三. LDS工艺流程
LDS金属化 以镀铜为例,其原理是 离散的铜离子,在药水中成为种子,被还原成铜,并粘连在一起。
LDS金属化后烘干 基本上到这一步,已完成了LDS的工艺过程,后续要根据性能测试情况,进行喷涂等二次加工。
三. LDS工艺流程
6. 喷涂等二次加工:
化镀后的成素材测试相关性能;例如百格测试,RF测试,保证产品性能,为后续的喷涂等二次 加工做好准备。 ①部分产品化镀后需要喷涂。 ②喷涂厚度一般为:底漆4-5 μ 、面漆8-20 μ不等。 ③喷涂后的部分产品如手机天线类的,还需组装一个扬声器配件类,然后将组装好的产品进行 性能测试。 总的来说,LDS技术实现的关键因素包括三个,首要必须有对镭雕激光敏感的LDS专用料作为基 材;二是电路设计及激光雕刻系统;最后是良好有效化镀系统及过程控制。
五.LDS工艺需注意的问题点
(9)内孔面不可有断差,凹陷,毛边,粉尘等。 (10)镭雕区域不能有拉模痕迹、结构凸起(比如卡勾,螺丝柱和插骨等)挡住激光。 (11)塑胶件公差不能大于LDS公差。 (12)一般LDS的壳料生产制程比较复杂(外观件一般有6~8个工序),每个工步都会有不良, 这样会导致累加良品率非常低。所以,对于LDS壳料,工艺尽量不要太复杂,否则会导致直通率 很低。 (13)如果产品表面处理工艺是真空镀,会影响外观效果。因为LDS导通孔或激光穿孔的工艺, 首先因涂层打磨,孔形状不一定一致,其次生产中可能有的喷5涂,有的因返打砂要喷6涂,孔 大小会不一致。激光穿孔的位置真镀后会有一个比较明显的痕迹,要求高的机器不可以接受, 所以一级面的孔不应该做MIC那样的小导通孔或激光穿孔。 (14)化镀铜的厚度控制在5~9um,镀镍的厚度控制在3~5um,如果还需要镀金,镀金的厚度需 要大于0.1um。 (15)塑件表面粗躁度在 Rz 5um~Rz 10um符合LDS制程要求,打磨表面一般是没有必要的(特 殊情况下Rz15um是可以接受的),不能超过 Rz 15um。 (16)外观面采用LDS方式、喷涂过程需要打磨的,需要控制走线薄弱环节(如侧按键孔薄弱 地方)、避免打磨造成断线或损伤。 (17)如果化镀区域的边沿有圆角,则距离边沿的距离需要大于0.5mm,因为有圆角,容易镭 雕到侧面,影响天线效果
LDS2010 技术手册

S TOP
危险
质谱仪模件内有强的永久磁铁. 心脏起搏器!
前言
1-1
送修
每次送修必需附有完整的,签署的"污染申报表“. 未明确申报不存在危害性物质的产品 将予以去污染并收取相应费用. 污染申报表在第7章中.
备件
维修中只允许使用原厂的更换用备件.
1.3
维修中心
当您需要紧急协助时,请联系当地的维修INFICON 中心或联系德国科隆的服务热线:
INFICON PTE LTD. Singapore Medivac Leybold Optics Ibérica Granzow Ljubljana Barcelona
Tastrup +45.43.20.26.00 +45.43.20.26.99 Chupei City, INFICON Company +886.3.552.5828 +886.3.552.5829 HsinChu Limited Hsien Sel Trade Trading +971.4.266.0315.0 Dubai +971.4.2628.140 Est. 0971.4 (toll free)
5-3 5-5 5-5 5-5 5-7 5-11 5-11 5-13 5-13 5-14 5-15 5-16 5-17 5-18 5-18 5-19 5-21 5-21 5-23 5-24 5-31 5-31 5-32 5-32
6
6.1 6.2 6.3 6.4 6.5 6.5.1 6.5.2 6.5.3 6.5.4
5
5.1 5.2 5.2.1
运行
仪器接通电源 操作单元上的控制器 显示单元
5-1
5-1 5-2 5-2
LDS设计规范(中文版)_0810
LDS设计规范图形和位置公差图形在平面或者接近平面的面上,最小线宽0.2mm ,最小线距0.3mm图形在转角面,或者图形需要两次镭雕接起来的,最小线宽0.3mm ,最小线距0.5mm图形线宽和线距不同面上的图形距离两个转角面上的图形之间,最小距0.5mm尖角尖角位置的图形在包装运输以及滚镀的装桶过程中容易被磨损,而导致漏镀,增加不良率底部尖角,容易会导致激光能量局部集中,引起烧胶;镭雕粉尘集聚,引起两侧多镀结构设计时,需要走线的位置,最好最少做0.5mm 的圆角镭雕入射角不能大于70度,否则会导致斜面激活不良,进而影响镀层品质。
激光入射角镀层不良零件激光入射角零件表面法线入射角不能大于70度线路布置激光挡住激光移除激光激光通过中心位置的激光头输出,打向周边位置,所以并不是垂直向下的。
线路不宜设计在深沟底部,两侧应该保持有10度的斜面避开。
激光头垂直面的激光加工工艺线路在开放的垂直面上,可以采用旋转角度的方式来实现两个面之间的穿孔导通这个位置做尖角两个面之间的导通孔设计,必须最小设置30度的锥面。
可以是上下两个锥面构成,也可以用一个锥面过度 模具设计顶针位置尽量避开线路如果顶针必须做在线路上,可以在顶针顶部做30,或者更大的斜面来做。
顶针设计 线路不该完全靠紧侧壁,第一,为了避免加工误差,而导致线路跑到斜面上;第二,镭雕过程中会产生粉末,得太紧,容易让粉末附着在侧壁上,导致侧壁和底部角落产生多镀如果侧壁有45度的斜度,可以到0.15mm如果侧壁为70度,最少应该保持0.25mm 的距离0.25mm线路与侧面的距离线路与侧壁距离侧壁。
LDS天线设计规范

Paralle /normal 0.1/-
Paralle /normal 0.6-0.8/-
117 12411 148 12411 -
50 2413 85 2413 -
1.74
1.34
MVR
cm³/ 10min
-
-
10
21
-
15
12
-
-
耀登電通科技(昆山)有限公司
以下两种材料为深圳市中塑新材料有限公司生产 HF420-LM
耀登電通科技(昆山)有限公司
第二部分:LDS设计技术要求
1、LDS专用材料 2、LDS公差 3、线路的宽度与线路的间距 4、线路间距/不同平面 5、尖锐转角 6 、雷射光入射角 7 、雷雕区域设计适当斜坡 8 、导通孔(模具孔) 9 、塑胶模具设计 10 、顶针摆放位置 11,顶针的设计 12 、塑件边缘到雷雕线路的距离 13 、线路与墙之间的距离 14 、线路与矩型孔间的距离 15 、表面处理 16,LDS可增加标示 17,LDS最大加工范围 18,化镀技术要求
18,化镀技术要求: 镀层参数分为内,外表面(暂行): 内表面镀层参数: A,激光活化深度10-12UM以上 B,镀铜:4-10UM C,镀镍:3-6UM D,镀金:0.1UM以上 外表面镀层参数: A,激光活化深度10-12UM以上 B,镀铜:4-7UM C,镀镍:3-5UM D,镀金:0.1UM以上 所有镀层厚度不超过12UM,建议值在10um以内 E,导通孔孔径:0.1mm以内 F,喷漆厚度:120-160UM之间 盐雾须过48小时; 内外表面均有走线,且外表面需要喷涂的,化镀参数以外表面为准。
耀登電通科技(昆山)有限公司
2,LDS公差
根据使用材料,零件几何形状,图案的复杂性,电镀: 一般情况下:LDS线路与线路公差为+/-0.10MM. LDS线路与塑件线路公差为 +/-0.15MM. 特殊情况下:LDS线路与线路公差为+/-0.08MM. LDS线路与塑件线路公差为 +/-0.12MM.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LDS 类天线
一简介:
3D-MID是英文“Three –dimensional Molded Interconnect Device的简称,中文直译就是三维模塑互连器件或电子组件。
3D-MID技术是指在注塑成型的塑料壳体的表面上,制作有电气功能的三维立体电路。
主要包括2 Shot MID(双模注塑成型)以及Laser Direct Structure MID(简称LDS MID,激光镭射成型)两种方式。
目前主要以LDS应用为主。
LDS即激光直接成型(Laser Direct Structuring)的英文缩写。
LDS 制作MID的工艺是一种比较新的工艺,这种工艺的物料,是在塑胶中增加金属离子而成的多功能MID塑料,注射成型后用激光光束照射,激光一方面会使被投照的表面释放出活性原子,另一方面会使被投照过的表面微观粗糙,增加金属化图案与塑料基体的附着力(目前激光加工出的图案可精细至150μm)。
下一步,是要在金属化槽中对激光处理过的器件进行金属化,金属化之后,未被激光照射的部位不发生任何变化,仍是绝缘的,而被激光照射过的部位会因为具有了活性而沉积上金属,从而在塑料表面上按设计要求形成了轮廓分明的导电图案。
LDS MID 的优点:
1. 三维电路载体,线路高度集成,减少零件数量。
例如手机的GPS天线、主天线、Wifi天线可同时集成。
2.微型化、小型化。
采用的加工工具是激光,而激光光束直径细(线宽可精细150μm),直接作用于被加工工件表面,非常适合制作精细导电图形(最小线路可达0.1mm,最小间隔达0.15mm),可使MID微小型化。
导电图形加工步骤少,制造流程短。
3.天线更轻更小,节约设计空间
4.设计&开发时间短,同时可满足开发设计中的多次验证修改要求。
5.微小化程度佳,最小线路可达0.1mm,最小间隔达0.15mm
6.柔性大。
采用计算机控制,由激光把计算机里的电路图形直接转移到注塑件上,无需额外的工具或掩膜。
电路图形只取决于CAD 数据,因此,设计、修改设计非常方便。
LDS MID 在天线产品的缺点
1 经济性:成本高。
首先其采用的塑胶原材料价格就比较高,激光镭雕的设备价格高,检测设备高,电镀价格高。
所有这些价格导致最后天线成本价格高,并且在短期内不能改变。
2.激光镭雕效率比较低,使产能受到限制,如果增加产量则必须增加设备,而设备的价格又高。
使企业不得不慎重考虑。
LDS MID 的主要应用:
3D-MID技术在美日欧等发达国家、地区已被较广泛的应用于通讯、汽车电子、计算机、机电设备、医疗器械等行业领域。
LDS目前最主要的应用是无限通讯产品,主要为智能手机天线及无限支付这一部分。
目前几乎所有已知的做智能手机的公司几乎都有相关机型使用3D MID天线。
如Nokia、Apple、Moto、SEMC、Samsung、Blackberry、华为、中兴等。
在未来的几年内,随着更多的厂商加入,以及成本的降低,LDS将迎来更大的市场。
二LDS塑胶材料
LDS塑胶原料较成熟厂商有三菱和Sabic,
材料性能的比较
三设计要求
1 LDS类天线的设计,其制品应尽可能设计成一次装卡就能完成所有镭雕的方式,如此能有效提升LDS制品的镭雕效率,降低成本。
尽量不采用多次装卡镭雕
的设计方案。
镭雕时,一次装卡制品,可以实现多个面的镭雕(治具是可以沿着其自身的轴转动,从而实现多个面的镭雕)。
但是垂直于设备自转轴的面,就必须二次装卡然后镭雕,虽然已经有多镭雕头的设备,但是,我们设计的原则还是要尽量减少装卡次数。
2 设计产品之初,应与RF工程师确认,走线都要走到哪些面上。
后面的设计对这些面有详细的要求。
3 设计LDS制品,应使用3D文件,1:1设计,并在输出时也采用3D文件。
4 LDS制品可以使用各种标记,如:型号、日期、公司LOGO、次数和其他特殊标记。
这些标记应尽量远离天线走线的主体,以免干扰天线性能。
5 避免塑胶进胶口设计在走线的面上。
6 尽量避免合模线设计在走线表面,如无法避免,则合模线的要求段差要小于0.05mm,无披峰、飞边。
分模线
天线区域
镭雕照射方
向
该处的断差很可能对镭雕的质量产生影响,因此,其分模线一定要小于0.05mm
7 顶针和斜项不要设计在有LDS走线的表面,
此两个顶针在镭雕电镀区域,如不改进顶针将产生问题
此三个顶针没有在镭雕电镀区域,不会影响镭雕电镀问题
如果顶针位不可避免,则需要如下改进:
顶针OK 顶针NG
8 激光镭雕角度
9最小镭雕线宽度0.3mm (特殊情况下可以为0.2mm ) 走线最小间距0.5mm
建议最大入社角度为60度,(红色线为正常的激光照射线)а角度尽量设计成小于等于30度
Laser beam
Laser beam
Laser beam
bad
good
bad good
30° 30°
Laser beam
10过孔的设计
1)塑胶件小于0.6mm的壁厚时,尽量选用前者,大于等于0.6mm时尽量选用后者(如下图)。
2)下图中2处最小直径0.3mm
3)下图3处斜面符合上述60°的角度要求。
4)2处的塑胶不能到圆角,按照图示角度,越尖越好。
0.3 mm
如果走线比较细,则
在过孔的地方应该
将镭雕电镀区域略
微加大一些。
0.5 mm
5)如下图过孔时,过孔宽度应≥1.5mm,走线离侧边≥0.5mm(特殊时可设计成0.3mm)。
11 面与面之间的圆角
12 线路与邻近墙体的距离
图中绿色走线优于红色走线 面之间的过渡应以圆角过渡,最小圆角R=0.15mm 。
如使用尖角,外尖角易磨损,内尖角易漏镀
0.5
0.5
1.5
2
13 设计突出物用以保护金属化表面避免磨损。
14镭雕电镀边缘到塑胶件边缘最小距离是0.15mm
15 设计电镀用的挂钩位置
16 将走线边缘圆角化,一般R ≥0.3mm 1
3
最小间隙 (入射角小於 45°) 為0.15mm 最小间隙 (入射角小於 85°) 為0.25mm 最小间隙 (入射角大於 85°) 為(0.15mm + tan13°x H) = (0.15mm + 0.224 X H) 1 镭雕电镀表面
2 电镀边缘与相邻的墙壁的 距离(该距离有一定的限制)
3 邻近的墙壁
17线路在相邻表面连接,应圆弧过渡,最好设计成中间有斜面过渡的形式。
18 LDS公差斜面过渡形式,并且使用圆弧
根据所使用的材料,以及零件的复杂程度,化镀能力等情况
一般情況下-LDS 线路到线路的公差为+/-0.10mm,LDS线路到塑件边缘公差为+/-0.15mm 特殊情況下- LDS 线路到线路公差为+/-0.08mm,LDS线路到塑件边缘公差为+/-0.12mm
19 塑件表面粗糙度度在Rz 5 um符合LDS制程要求,打磨表面一般是没有必要的,(特殊情況下Rz 15um是可以接受的)
20 标记能更好的追溯产品信息,但是要远离走线以防止影响电性能,与走线一次装卡完成镭雕。
四.LDS天线镀层厚度的工艺标准:
1.对于不需要做喷涂和需要做二级外观面喷涂处理的LDS天线,其镀层厚度要求为:Cu=12~16um,Ni=3~6um,Au=0.1~0.2um!
2.对于需要做一级外观面喷涂处理LDS天线,因为镀层越厚,喷涂处理就越困难,良品率就越低,所以其镀层厚度要求为:
Cu=5~10um,Ni=2~4um,Au=0.1~0.2um!。