(新)螺纹规、校对规的校验和精度管理办法
螺纹检验规程
螺纹检验规范一、目的为了对产品螺纹的合格判定依据做出规定,规范产品螺纹的检验控制,特制定本规范。
二、范围适用于本实验室所有的螺纹的检测。
三、执行标准API Spec 5B-2008 第15 版套管、油管和管线管螺纹的加工、测量和检验三、检测步骤(一)检测前准备1、螺纹清洗,在检测记录上登记好规格、钢级、管号等。
2、量具的选取。
样板(齿高、螺距)、螺纹量规、卡尺等。
3、测量范围的定位。
4、测量间距的确定。
(1)牙型高度:测量范围大于25.4mm的产品,以25.4mm的间距进行;测量范围在12.7-25.4mm之间,以12.7mm间距进行。
对于11 1/2牙/吋的产品,以4牙螺纹间距进行。
(2)螺距/锥度:①普通螺距间距同牙型高度。
任何时候除偏梯形螺纹外,锥度、牙形高度和螺距的测量接触点都不得超出最后一牙完整螺纹位置。
偏梯形螺纹锥度还应在不完整螺纹区域检测。
②累积螺距间距,测量内外螺纹累积螺距应在第一牙完整螺纹和最后一牙完整螺纹间某一间距内进行,对于每对牙数为偶数的,该间距等于12.7mm的最大倍数,对于每寸牙数为奇数的,该间距等于25.4mm的最大倍数。
(二)检测1、外观检查。
是否有变形、螺纹缺陷等,有毛刺、轻微损伤的螺纹修磨后再旋合量规,严重变形,损伤的没必要旋合。
2、几何尺寸检测。
3、螺纹单项参数检测。
5B标准里写的比较详细。
掌握要领,仪表读数找最大转折点,锥度测量在同一轴截面上(对钻具测量影响较大),螺距和齿高沿母线方向。
4、紧密距检测。
量规旋合时平稳旋合,不施加惯性,以一个人的臂力至上不动为止。
旋合前加适量润滑油。
(三)检测结果1、单位:几何尺寸:均为mm,根据标准要求保留有效数字位数,如总长、壁厚、外径、内径等。
2、螺距偏差:mm,保留2位小数。
国产量规分度值0.01mm;进口量规分度值0.0005″或0.001″。
3、齿高偏差:mm,同螺距规。
4、紧密距:mm,保留3位小数。
5、锥度:mm/m。
工作螺纹量规的使用管理规定

工作螺纹量规的使用规定1.目的对工作量规使用进行维护保养,主要降低和减少工作螺纹量规使用时的磨损量,确保工作螺纹量规使用有效质量,延长使用期限,降低量具费用支出,为公司节约成本。
2. 适用范围本规定适用于公司所有套管螺纹工作量规,圆螺纹油管螺纹工作量规,钻具接头螺纹工作量规的使用。
3. 工作职责管体螺纹检验,接箍螺纹检验,成品检验,钻杆接头螺纹检验,钻杆成品检验的使用和保管人员。
4. 工作程序4.1.1 总则螺纹工作量规按API技术标准制作,由具有资质国家认可的单位进行检验测试,并出具检验报告。
对合格螺纹工作量规的贮存,保养,维护应按计量器具管理要求进行。
其属非常精密量具,价格昂贵。
4.2 使用规定4.2.1 借用要求螺纹工作量规由计量室统一管理,各使用岗位根据生产需要到计量室借用。
借用人必须按《量具量规管理卡》上的内容具体填写,如:规格、编号等,(中夜班由巡检负责领用)用完后由各班班长和巡检负责催促使用人及时归还并签字。
4.2.2专人使用和保管1)领用量规时必须检查量规的修正值是否在合格公差范围内。
2)各检验班组对领用的螺纹工作量规由各螺纹检验岗位人员保管,使用时经常清洗擦拭量规保持清洁干净,勿杂质异物,并轻涂均匀润滑防绣油使其保持润滑防绣,上规减少磨损不易死扣。
3)下班交班前或用完之后清洗干净放到不易滑落的固定位置,并和下一个班的使用人员进行全面细致的交接。
以免产生纠纷。
4.3 校验周期及规定1)校验周期:1.1正常情况下螺纹工作量规使用3000次左右应进行一次校验,由使用人员或现场计量人员进行替换送至总计量室,恒温等时4小时以上,由具有量规校准资质的人员进行一次校准,出具数据,交给现场计量人员进行分配使用。
1.2非正常情况下或未使用到3000次左右,使用人员由于失误导致跌落,撞击,卡死/错扣,加热,野蛮操作量规的行为,或对比发现数据不准,应立即停止继续使用,并通知现场计量人员,送至总计量室,由总计量室人员向上级进行汇报,作进一步的处理或校准。
48-螺纹环规校验作业指导书

4
参考文件 JJG 888-1995(圆柱螺纹量规检定规程)
5 5.1 5.1.1
工作程序 校验要点和校验要求 外观要求,用10倍放大镜 螺纹量规的测量面不应有锈迹、黑斑、碰伤等明显影响外观和使用质量的缺陷。新购 买的螺纹量规的非工作面上应有螺纹代号和中径公差代号、制造厂商标,并须具有出厂 合格证书
5.1.2
基本尺寸的校验 使用中要校验中径,根据螺纹环规要求做出相关的极限产品,用三针校验产品合格后再对环规进 行比对测量;如有校对规操作如下:
TT:校对通规时畅通无阻,有效牙长全部通过为合格;TZ:校对通规时不能旋入或能旋入一扣半为合格. ZT:校对止端时畅通无阻,有效牙长全部通过为合格;ZZ:校对止规时不能旋入或能旋入一扣半为合格.
5.1.2.1 新买的螺纹规(通常是厂家出厂时的校准).
5.2 5.3 6
合格环规贴上合格证 保存校验记录并将结果记录ERP台帐中 记录 ERP系统
文件编号
WI-QA-034
C 2015/5/5 1 OF 1
螺纹环规校验作业指导书
1 目的
版
本
生效日期 页 码
为确保检验﹑测量和试验用的计器具能溯源至国家标准,保持其量值的准确可靠,规范内校 操作,特制订本内校操作规范。 2 适用范围 适用于公司内使用的螺纹环规
3
校验设备 校验设备:校对规/极限产品和三针
螺纹环规与校对螺纹塞规
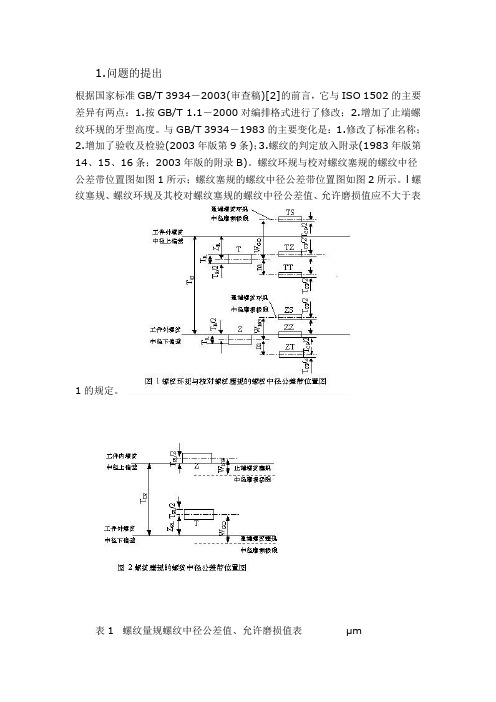
1.问题的提出根据国家标准GB/T 3934-2003(审查稿)[2]的前言,它与ISO 1502的主要差异有两点:1.按GB/T 1.1-2000对编排格式进行了修改;2.增加了止端螺纹环规的牙型高度。
与GB/T 3934-1983的主要变化是:1.修改了标准名称;2.增加了验收及检验(2003年版第9条);3.螺纹的判定放入附录(1983年版第14、15、16条;2003年版的附录B)。
螺纹环规与校对螺纹塞规的螺纹中径公差带位置图如图1所示;螺纹塞规的螺纹中径公差带位置图如图2所示。
l螺纹塞规、螺纹环规及其校对螺纹塞规的螺纹中径公差值、允许磨损值应不大于表1的规定。
表1 螺纹量规螺纹中径公差值、允许磨损值表μm文献[1]最先指出GB/T 3934-1983螺纹量规公差存在问题,文献[2]在其标准编制说明中指出标准不完善,希望在标准在审定过程中得以解决。
文献[1]、[2]都给出表2的数据来说明公差的不完善。
表2给出螺纹环规与校对螺纹塞规公差带之间的最小距离。
其主要观点如下:表2 螺纹环规与校对螺纹塞规公差带之间的最小距离表μm1. T和TT、Z和ZT公差带中心距离m相同,见图1。
因T和TT是完整牙型,且旋合长度较长,而Z是截短牙型,螺纹长度短,因而T和TT旋合时半角误差和螺距误差对作用中径的影响比Z和ZT旋合时的影响大,而用相同的m值作补尝是不恰当的。
并且m的大小也值得探讨。
2. ZS和ZZ公差带间的最小距离(WNG-TR/2-TCP)为负值,表明两公差带有部分重叠。
这样将导致ZS中径小于ZZ中径,以致产生ZZ能止住的Z环规,ZS却不能止住的不合理现象。
TS和TZ公差带间的最小距离(WGO -TR/2-TCP)偏小,可能由于半角误差和螺距误差对作用中径的影响,产生TZ能止住的T环规,TS却不能止住的不合理现象。
也可能产生T环规并未显著磨损,而TS却能通过。
3. 实践表明用校对螺纹塞规检验合格的螺纹环规,其单一中径不一定合格;而单一中径合格的螺纹环规用校对螺纹塞规检验不一定合格。
螺纹通止规检验标准
螺纹通止规检验标准螺纹通止规是用来检验螺纹工件的尺寸和形状是否符合要求的工具,其质量直接影响着螺纹连接件的装配质量和工作性能。
因此,对螺纹通止规的检验标准必须严格执行,以确保螺纹连接件的质量和可靠性。
首先,螺纹通止规的外观检验是非常重要的一步。
在外观检验中,要注意检查螺纹通止规的表面是否平整光滑,无明显的划痕和氧化现象。
同时,还要检查螺纹通止规的刻度线是否清晰,刻度值是否准确,以及刻度线与螺纹通止规轴线是否平行。
这些都是外观检验中需要重点关注的内容。
其次,螺纹通止规的尺寸检验也是至关重要的一环。
在尺寸检验中,需要使用相关的测量工具,如千分尺、游标卡尺等,对螺纹通止规的各个尺寸进行准确的测量。
特别要注意的是螺纹通止规的测量范围和测量精度,以及各个测量点之间的公差要求。
只有在尺寸检验中严格执行标准,才能确保螺纹通止规的尺寸符合要求。
此外,螺纹通止规的形状检验也需要引起足够的重视。
在形状检验中,要对螺纹通止规的各个螺纹部位进行仔细的观察和测量,确保螺纹的轮廓和螺距符合要求,螺纹的牙型和牙间角符合标准。
同时,还要检查螺纹通止规的端面和端部的平行度和垂直度,以及螺纹通止规的整体形状是否符合要求。
最后,螺纹通止规的功能性检验也是不可或缺的一部分。
在功能性检验中,需要将螺纹通止规与螺纹工件进行配合,检查其装配性能和使用性能,确保螺纹通止规能够准确地检验螺纹工件的尺寸和形状。
同时,还要对螺纹通止规的使用寿命和稳定性进行评估,以确保其长期稳定地使用。
总之,螺纹通止规的检验标准是确保螺纹连接件质量的重要保障,只有严格执行相关标准,才能有效地保证螺纹通止规的质量和可靠性。
希望本文所述内容对您有所帮助,谢谢阅读!。
工作螺纹量规的使用管理规定
工作螺纹量规的使用规定1.目的对工作量规使用进行维护保养,主要降低和减少工作螺纹量规使用时的磨损量,确保工作螺纹量规使用有效质量,延长使用期限,降低量具费用支出,为公司节约成本。
2. 适用范围本规定适用于公司所有套管螺纹工作量规,圆螺纹油管螺纹工作量规,钻具接头螺纹工作量规的使用。
3. 工作职责管体螺纹检验,接箍螺纹检验,成品检验,钻杆接头螺纹检验,钻杆成品检验的使用和保管人员。
4. 工作程序4.1.1 总则螺纹工作量规按API技术标准制作,由具有资质国家认可的单位进行检验测试,并出具检验报告。
对合格螺纹工作量规的贮存,保养,维护应按计量器具管理要求进行。
其属非常精密量具,价格昂贵。
4.2 使用规定4.2.1 借用要求螺纹工作量规由计量室统一管理,各使用岗位根据生产需要到计量室借用。
借用人必须按《量具量规管理卡》上的内容具体填写,如:规格、编号等,(中夜班由巡检负责领用)用完后由各班班长和巡检负责催促使用人及时归还并签字。
4.2.2专人使用和保管1)领用量规时必须检查量规的修正值是否在合格公差范围内。
2)各检验班组对领用的螺纹工作量规由各螺纹检验岗位人员保管,使用时经常清洗擦拭量规保持清洁干净,勿杂质异物,并轻涂均匀润滑防绣油使其保持润滑防绣,上规减少磨损不易死扣。
3)下班交班前或用完之后清洗干净放到不易滑落的固定位置,并和下一个班的使用人员进行全面细致的交接。
以免产生纠纷。
4.3 校验周期及规定1)校验周期:1.1正常情况下螺纹工作量规使用3000次左右应进行一次校验,由使用人员或现场计量人员进行替换送至总计量室,恒温等时4小时以上,由具有量规校准资质的人员进行一次校准,出具数据,交给现场计量人员进行分配使用。
1.2非正常情况下或未使用到3000次左右,使用人员由于失误导致跌落,撞击,卡死/错扣,加热,野蛮操作量规的行为,或对比发现数据不准,应立即停止继续使用,并通知现场计量人员,送至总计量室,由总计量室人员向上级进行汇报,作进一步的处理或校准。
螺纹塞规、环规校验规范

合一(惠州)电子科技有限公司
标题
螺纹塞规、环规校验规范
文பைடு நூலகம்编号
ATI-3-QA3-018
版本
A0
页次
2of3
1、目的:明确校验规范,标准化作业。
2、范围:公司所有螺纹塞规、环规。
3、程序:
3.1校验设备
3.2.1卡尺
3.2.2千分尺
3.2校验项目
3.2.1外观
3.2.2特性尺寸
3.3 校验方法
c.用标准件卡尺、千分尺测量塞规的外径,环规的内径。
d.将测量读数值,减去规格值,即为误差值。
e.测量时,注意卡尺施力大小,并保持标准件测量面与被测量面垂直.。
3.3.2.2 塞规与环规配合测试
检查时,只有当通规能与工作螺纹旋合通过,而止规只与工作螺纹部分旋合,且旋合量不超过两个螺距时,可判定该螺纹合格,除此之外可判定螺纹尺寸不合格。
3.4 注意事项
3.4.1校验环境:常温,常湿。
3.4.2校验周期:1年。
合一(惠州)电子科技有限公司
标题
螺纹塞规、环规校验规范
文件编号
ATI-3-QA3-018
版本
A0.
页次
3of3
3.5校验后
3.5.1将标准值减去测量值计算出误差值,并确认误差值是否在允许误差内,并将结果记录于《仪器校验报告内》。
3.3.1外观
校验方法:目测
要求:检具测量面不应有锈蚀、磁性、碰伤、裂纹、毛刺、损坏等缺陷。使用中的检具允许存在不影响使用准确度的缺陷。标记应清晰、明白。
3.3.2特性尺寸校验方法.
3.3.2.1 使用卡尺、千分尺校验.
a.清洁塞规、环规丈量面。
b.取塞规、环规,要戴洁净棉手套,并小心不可掉落地上。
螺纹规校对规的校验和精度管理规定
1、将螺纹千分尺擦拭干净,回收。
2、将适当标签粘贴在螺纹规上。
3、制作报告,审批后归档。
七、精度要求:依国标。核准: Nhomakorabea审核:
制定:
有限公司
螺纹规校对规的校验和精度管理规定
螺纹规的校验及精度管理办法
编号
制定单位
加工-品管
发行单位
一、目的:为使螺纹规的校验有所依据。
二、范围:JK各类螺纹规校验均使用之。
三、校验仪器:螺纹千分尺。
四、准备工具:白手套、酒精、防锈油。
五、校验步骤:
1、外观:目视螺纹规外观无缺陷、无锈蚀。
2、精度校验:将螺纹规擦拭干净,利用螺纹千分尺进行测量,测量值与螺纹规格差值即为误差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、将螺纹千分尺擦拭干净,回收。
2、将适当标签粘贴在螺纹规上。
3、制作报告,审批后归档。
七、精度要求:依国标。
核准:
审核:
制定:
有限公司
螺纹规的校验及精度管理办法
编号
制定单位
加工-品管ຫໍສະໝຸດ 发行单位一、目的:为使螺纹规的校验有所依据。
二、范围:JK各类螺纹规校验均使用之。
三、校验仪器:螺纹千分尺。
四、准备工具:白手套、酒精、防锈油。
五、校验步骤:
1、外观:目视螺纹规外观无缺陷、无锈蚀。
2、精度校验:将螺纹规擦拭干净,利用螺纹千分尺进行测量,测量值与螺纹规格差值即为误差。