3 过程控制系统概述
过程控制系统概述

过程控制系统概述杨峰电信学院06自动化3班学号:40604010321所谓过程控制(Process Control)是指根据工业生产过程的特点,采用测量仪表、执行机构和计算机等自动化工具,应用控制理论,设计工业生产过程控制系统,实现工业生产过程自动化。
一﹑过程控制的特点随着生产过程的连续化﹑大型化和不断强化, 随着对过程内在规律的进一步了解,以及仪表﹑计算机技术的不断发展, 生产过程控制技术近年来发展异常迅速.所谓生产过程自动化, 一般指工业生产中(如石油﹑化工﹑冶金﹑炼焦﹑造纸﹑建材﹑陶瓷及热力发电等)连续的或按一定程序周期进行的生产过程的自动控制.凡是采用模拟或数字控制方式对生产过程的某一或某些物理参数(如温度﹑压力﹑流量等)进行的自动控制统称为过程控制.生产过程的自动控制, 一般要求保持过程进行中的有关参数为一定值或按一定规律变化. 由于被控参数不但受内﹑外界各种条件的影响, 而且各参数之间也会相互影响, 这就给对某些参数进行自动控制增加了复杂性和困难性. 除此之外, 过程控制尚有如下一些特点:1. 被控对象的多样性.对生产过程进行有效的控制, 首先得认识被控对象的行为特征, 并用数学模型给以表征, 这叫对象特性的辨识. 由于被控对象多样性这一特点, 就给辨识对象特性带来一定的困难.2. 被控对象存在滞后.由于生产过程大多在比较庞大的设备内进行, 对象的储存能力大, 惯性也大. 在热工生产过程中, 内部介质的流动和热量转移都存在一定的阻力, 因此对象一般均存在滞后性. 由自动控制理论可知, 如系统中某一环节具有较大的滞后特性, 将对系统的稳定性和动态质量指标带来不利的影响, 增加控制的难度.3. 被控对象一般具有非线性特点.当被控对象具有的非线性特性较明显而不能忽略不计时, 系统为非线性系统, 必需用非线性理论来设计控制系统, 设计的难度较高. 如将具有明显的非线性特性的被控对象经线性化处理后近似成线性对象, 用线性理论来设计控制系统, 由于被控对象的动态特性有明显的差别, 难以达到理想的控制目的.4. 控制系统比较复杂.控制系统的复杂性表现之一是其运行现场具有较多的干扰因素. 基于生产安全上的考虑, 应使控制系统具有很高的可靠性.由于以上特点, 要完全通过理论计算进行系统设计与控制器的参数整定至今乃存在相当的困难, 一般是通过理论计算与现场调整的方法, 达到过程控制的目的.二﹑过程控制系统的组成过程控制系统的组成, 一般可用如下框图表示被控参数(变量)y(t ) ;控制(操纵)参数(变量)q(t) ;扰动量f(t) ;给定值r(t) ;当前值z(t); 偏差e(t) ;控制作用u(t)三、过程控制系统的分类按系统的结构特点来分反馈控制系统,前馈控制系统,复合控制系统(前馈-反馈控制系统)按给定值信号的特点来分定值控制系统,随动控制系统1.反馈控制系统偏差值是控制的依据,最后达到减小或消除偏差的目的。
过程控制系统第1章 过程控制系统概述

(3)集中型计算机控制系统
图1-1
典型的DDC控制系统原理图
(4)集散控制系统 集中型计算机控制系统由于其可靠性方面的重大缺陷,在当时 的过程控制中并没有得到成功的应用。人们开始认识到,要提 高系统的可靠性,需要把控制功能分散完成;但考虑到生产过 程的整体性要求,各个局部的控制系统之间还应当存在必要的 相互联系,即所有控制系统的运行应当服从工业生产和管理的 总体目标。这种管理的集中性和控制的分散性是生产过程高效、 安全运行的需要,它直接推动了集散控制系统的产生和发展。
(2)单元组合仪表控制系统 单元组合式控制仪表是根据控制系统各组成环节的不同功能和 使用要求,将仪表做成能实现一定功能的独立仪表(称为单元), 各个仪表之间用统一的标准信号进行联系。将各种单元进行不 同的组合,可以构成多种多样、适用于各种不同场合需要的自 动检测或控制系统,实现如PID控制和串级、均匀、比值、前 馈、选择性等一些常用的复杂控制功能。
(5)现场总线控制系统
图1-3
传统计算机控制结构示意图
1.1.2 过程控制的特点 1)生产过程的连续性 在过程控制系统中,大多数被控过程都
是以长期的或间歇形式运行,被控变量不断地受到各种扰动的
影响。 2)被控过程的复杂性 过程控制涉及范围广:石化过程的精馏 塔、反应器;热工过程的换热器、锅炉等;生物发酵过程的发 酵罐、成品包装系统等。 3)控制方案的多样性 被控过程对象特性各异,工艺条件及要 求不同,过程控制系统的控制方案非常丰富,有常规的单回路
过程控制系统与装 置
第1章 过程控制系统概述 1.1 过程控制的发展和特点
1.2 过程控制系统的组成
1.3 控制系统的过渡过程和品质指标
1.1 过程控制的发展和特点 1.1.1 过程控制的发展概况
第一章过程控制系统概述

11
第1章 过程控制系统概述
图为室温自动控制系统,自动化仪表代替了人。 恒温室
3 TC
回 风
1
送风
过程控制系统的定义:
4
M
为实现对某个工艺参数的自 动控制,由相互联系、制约 的一些仪表、装置及工艺对 象、设备构成的 一个整体。
过程控制系统的主要任务 热水 是:对生产过程中的重要参数 回水 (温度、压力、流量、物位、 图2 室温自动控制系统示意图 1—热水加热器;3—控制器; 成分、湿度等)进行控制,使 2—传感变送器;4—执行器 其保持恒定或按一定规律变化。
2.控制方案丰富
生产工业的特点、被控过程的多样性决定控制方案的多样性。系统硬件和控 制算法、软件设计。
3.控制对象大多属于慢过程
连续工业过程大惯性和大滞后的特点决定了被控过程为慢过程。
4.大多数工艺要求定值控制
被控参数的设定值为一个定值,减小或消除外界干扰,使被控量尽量保持接 近或等于设定值。
5.大多使用标准化的检测、控制仪表及装置
兰州理工大学电信学院
10:12:42
8
第1章 过程控制系统概述
1.开环控制系统 开环控制系统(open-loop control system)是指被控对象的输出(被控 制量)对控制器(controller)的输出没有影响。在这种控制系统中,不依赖 将被控量反送回来以形成任何闭环回路。 2.闭环控制系统 闭环控制系统(closed-loop control system)的特点是系统被控对象的 输出(被控制量)会反送回来影响控制器的输出,形成一个或多个闭环。闭环 控制系统有正反馈和负反馈,若反馈信号与系统给定值信号相反,则称为负 反馈( Negative Feedback),若极性相同,则称为正反馈,一般闭环控制系 统均采用负反馈,又称负反馈控制系统。error)描述,它表示系统输出稳态 值与期望值之差﹔快是指控制系统响应的快速性,通常用上升时间来定量描 述。 闭环控制系统的例子很多。比如人就是一个具有负反馈的闭环控制系 统,眼睛便是传感器,充当反馈,人体系统能通过不断的修正最后作出各种 正确的动作。如果没有眼睛,就没有了反馈回路,也就成了一个开环控制系 统。 3 .阶跃响应 阶跃响应是指将一个阶跃输入(step function)加到系统上时,系统 的输出。稳态误差是指系统的响应进入稳态后﹐系统的期望输出与实际输出 之差。控制系统的性能可以用稳、准、快三个字来描述。稳是指系统的稳定 性(stability),一个系统要能正常工作,首先必须是稳定的,从阶跃响应 上看应该是收敛的﹔准是指控制系统的准确性、控制精度,通常用稳态误差 来(Steady-state)
第1章过程控制系统概述

☝1-2 过程控制系统的分类
自动控制系统有多种分类方法,站在不同的角度分类不同。
分类特征 按控制方式分 控制方式 开环控制 闭环控制 复合控制 恒值系统 按给定值变化 规律分 随动系统 按偏差调节 闭环反馈为主,开环补偿为辅 保持输出恒定 输出跟随输入变化 特点 按给定值操纵、按干扰补偿
程序控制系统
测量变送 Gm (s)
一般的单回路控制系统
被控对象:工艺参数需要控制的生产过程设备或机器等。 如水箱、热交换器。
☝1-1 过程控制系统的组成
被控对象 扰动 D 干扰通道 GD (s) 偏差 e 控制器 Gc (s) 控制变量 u 操纵变量 q 执行器 Gv (s) 控制通道 Gp (s)
设定值 ysp
☝1-4 过程控制系统的发展历史
3. 单元组合仪表化阶段(20世纪60年代) 特点: 企业界大量使用单元组合仪表及组装仪表,出现了以 4~20mA 和0~10mA为统一信号的电动模拟控制系统;
☝1-4 过程控制系统的发展历史
3. 单元组合仪表化阶段(20世纪60年代) 被控参数:多样化; 控制系统结构:MIMO ; 控制策略:主要是PID控制以及串级、均匀、比值、分程 和选择性等常规复杂控制策略;
TRC 101
加热蒸汽
冷凝水
成品
被控量的测量点,本例指反应器内反应温度
TRC 101
仪表圈,代表广义上的仪表(可以不止一种类 型的仪表)
☝1-6 控制工艺图的组成及符号解释
仪表圈,代表广义上的仪表(可以不止一种类 型的仪表) T RC_1 01 顺序号(一般两位数字,也可三位数字)
101 TRC
工序号(一般一位数字,也可两位数字) 仪表功能字母代号, C(Control)控制,R(Record)记录, A(Alarm)报警,I(Indicate)显示 被测变量字母代号, T(Temperature)温度,P(Pressure)压力, F(Flow)流量,L(Level)液位,A( Analysis)成分
过程控制系统概述

原料(混合)
TC M
TT
T
冷却液输出
产品 冷却液
⑵ 串级控制系统
原料(混合)
TC1
外给
TT1
T
冷却液输出
TC2
M
TT2
T′
产品 冷却液
㈡、管式加热炉温度控制 1.管式加热炉原理
出口
炉膛 T 燃料
原料油
2.控制方案
⑴ 单回路控制系统 T TT 出口
TC M 燃料 炉膛
原料油
⑵ 串级控制系统
2.局限性:
⑴、不可能针对每一个干扰都设计并应用一套独立的前馈控 制系统。 ⑵、对不可测的干扰无法实现前馈控制。 ⑶、前馈控制调节规律难以实现。
五、前馈控制的几种形式 1.单纯前馈控制控制系统 ⑴ 换热器温度控制
FC
FT
M
∑
TC
TT
⑵ 锅炉汽包液位控制
LT
FT1
FT1
M
FC ∑ LC
※
前馈控制一般不单独使用(因为达不到预期效果),实际上 常与反馈控制混合使用,即组成前馈—反馈控制系统。
TC1 外给 TT1 T 出口
TC2
M 燃料
TT2 T′ 炉膛
原料油
㈢、锅炉主蒸汽温度控制
1.锅炉原理
2.控制方案
⑴ 单回路控制系统
饱和蒸汽 T′ T 过热蒸汽
TT
给水 减温水
M
TC
给定
⑵ 串级控制系统
饱和蒸汽
T′ T 过热蒸汽
TT2
TT1
给水
给定
M TC2 TC1
外给
减温水
二、串级控制系统典型方框图
3.2.2 简单控制系统设计
过程控制系统(1)
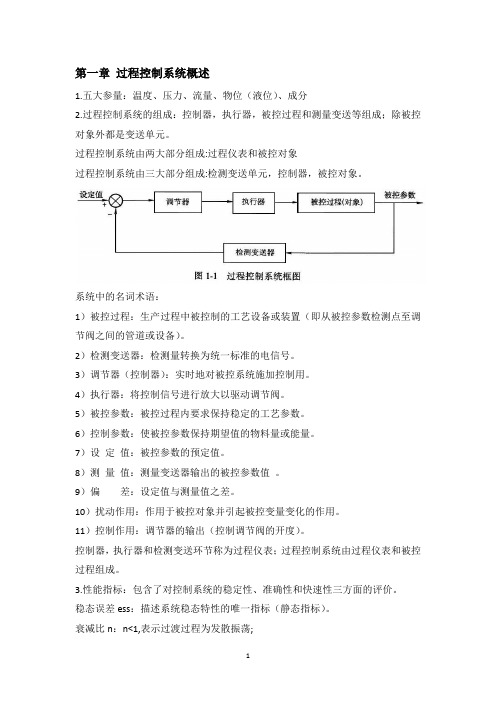
第一章过程控制系统概述1.五大参量:温度、压力、流量、物位(液位)、成分2.过程控制系统的组成:控制器,执行器,被控过程和测量变送等组成;除被控对象外都是变送单元。
过程控制系统由两大部分组成:过程仪表和被控对象过程控制系统由三大部分组成:检测变送单元,控制器,被控对象。
系统中的名词术语:1)被控过程:生产过程中被控制的工艺设备或装置(即从被控参数检测点至调节阀之间的管道或设备)。
2)检测变送器:检测量转换为统一标准的电信号。
3)调节器(控制器):实时地对被控系统施加控制用。
4)执行器:将控制信号进行放大以驱动调节阀。
5)被控参数:被控过程内要求保持稳定的工艺参数。
6)控制参数:使被控参数保持期望值的物料量或能量。
7)设定值:被控参数的预定值。
8)测量值:测量变送器输出的被控参数值。
9)偏差:设定值与测量值之差。
10)扰动作用:作用于被控对象并引起被控变量变化的作用。
11)控制作用:调节器的输出(控制调节阀的开度)。
控制器,执行器和检测变送环节称为过程仪表;过程控制系统由过程仪表和被控过程组成。
3.性能指标:包含了对控制系统的稳定性、准确性和快速性三方面的评价。
稳态误差ess:描述系统稳态特性的唯一指标(静态指标)。
衰减比n:n<1,表示过渡过程为发散振荡;n=1,表示过渡过程为等幅振荡;n>1,表示过渡过程为衰减振荡。
一般为4:1-10:1,4:1为理想指标,也是用来调试的。
前馈,反馈控制特点(1)反馈控制系统:根据系统被控参数与给定值的偏差进行工作;是按照偏差进行调节,达到减小或消除偏差的目的;偏差值是系统调节的依据;可以有多个反馈信号;属于闭环控制系统。
(2)前馈控制系统:根据扰动大小进行控制,扰动是控制的依据;控制及时;属于开环控制系统;实际生产中不采用第二章过程检测仪表控制器输出:1.电动仪表:4-20mA,DC(远距离);1-5V,DC(短距离)气动仪表:20-100Kpa(100m)直流电流4-20mA,空气压力20-100Kpa为通用标准信号。
过程控制工程3
4、复杂控制系统
负荷变化大,纯滞后大,采用PID达不到要求时采用。
37
第三节 控制器的选型
五、控制器正、反作用的选择
原则:使整个单回路构成负反馈系统---乘积为负。
1、控制阀:气开式为“+”,气关式为“-”; 2、控制器:正作用为“+”,反作用为“-”;
3、被控对象:物料或能量增加时,被控参数随之增加为“+”,
3.时间常数匹配对控制质量影响
30
第二节 单回路控制系统方案设计
(四).选择控制参数的一般原则
1.控制量应具有可控性,工艺操作的合理性和经济性 2.控制通道的放大系数K0要适当选大一些;时间常数T0要适当小一 些;纯滞后时间0越小越好,0与T0之比应小于1. 2.扰动通道的放大系数Kf应尽可能小;时间常数Tf要大;扰动引入 系统的位置要远离控制过程(即靠近调节阀);容量滞后愈大, 愈有利于控制。 3.如果有N个干扰同时作用于控制系统,由于由检测元件处进入干 扰时被控制量的影响最严重,因此在选择时,应尽力使干扰远离 被控量而诹执行器近些。 4.如果广义对象由几个时间常数环节串联而成,选择控制量时应 尽可能避免几个T相等或相近的状况,越错开越好。
Kf Wf (s) Tf s 1
Ko Wo (s) To s 1
则在定值控制下输出对干扰的闭环传递函数为
Wf (s ) Y(s ) F( s ) 1 Wc (s )Wo (s ) K f (To s 1) ......... (To s 1)(Tf s 1) K c K o (Tf s 1)
31
第二节 单回路控制系统方案设计
(五).实例讨论
例:喷雾式乳粉干燥设备的控制。
1.工艺流程:参见图 2.控制要求:干燥后的产品含水 量波动要小。 3.被控参数选择:干燥器里的 温度
第五章 过程控制系统概述

第五章过程控制系统概述第一节 自动检测与自动控制系统一、自动检测系统实现被测变量的自动检测、数据处理及显示 (记录)功能的系统叫过程自动检测系统。
自动检 测系统由两部分组成:检测对象和检测装置。
如下 图所示:检测部分检测对象 转换放大 就地显示远传显示检测装置 数据处理计算机系统若检测装置由检测部分、转换放大和就地显示环节构 成,则检测装置实际为一块就地显示的检测仪表。
如单圈弹 簧管压力表、玻璃温度计等。
若检测装置由检测部分、转换放大和数据处理环节 与远传显示仪表(或计算机系统)组成,则把检测、转换 、数据处理环节称为“传感器”(如霍尔传感器、热电 偶、热电阻等),它将被测变量转换成规定信号送给远传显 示仪表(或计算机系统)进行显示。
若传感器输出信号为国 际统一标准信号4~20mA DC电流(或20~100KPa气 压),则称其为变送器(如压力变送器、温度变送器等)。
二、过程自动控制系统能替代人工来操作生产过程的装置组成了过程自动控制系统。
由 于生产过程中“定值系统”使用最多,所以常常通过“定值系统” 来讨论过程自动控制系统。
(利用自动控制装置对生产中某些关键性参数进行自动控制,使 他们在受到外界扰动的影响而偏离正常状态时,能自动的回到 规定范围。
)过程控制系统的组成框图过程控制系统的组成过程控制系统 检测元件和变送器比较机构 检测被控制的物理量,其作用是把被控变量转化为测量值 将设定值与测量值比较并产生偏差值工艺参数需要控制的工艺设备、机器或生产过程, 如上例中的水槽 对象 控制器 根据偏差的正负、大小及变化情况,按预定的控制规律实施控制作用,比较机构和控制器通常组合在一起,它可以是气动控制器、电动控制器、可编程序控制器、分布式控制系统(DCS )等过程控制系统的组成被控变量 设定值被控对象中,通过控制能达到工艺要求设 定值的工艺变量,如上例中的水槽液位被控变量的希望值,由工艺要求决 定,如上例中的50%液位高度接受控制器送来的信号,相应地去改变操纵变 量q以稳定被控变y,最常用的执行器是气动薄膜 控制阀执行器过程控制系统的组成偏差e 操纵变量 操纵变量q q 设定值与被控变量的测量值(统一标准信号)之差由控制器操纵,能使被控变量恢复到设定值的物理量或能量,如上例中的出水量 被控变量的实际测量值 测量值Z扰动 扰动ff 除操纵变量外,作用于生产过程对象并引起被控变量变化的随机因素,如进料量的波动 起被控变量变化的随机因素,如进料量的波动第二节 传递函数与方块图变换传递函数可以直观、形象地表示出一个系统 的结构和系统各变量之间的关系。