焊工压力容器证上的字母
焊工证上的字母各表示什么
smaw焊条电弧焊
二类材料(X
60、X70)
水平固定位条焊接
焊工代码含义焊工证SMAW-Ⅱ
SMAW-II-1G-12-F3JSMAW-I-5G(K)
焊接方法代号—材料类别—试件型式—试件厚度—管外径—焊条类型
※焊机操作工代号仅有三项:
代表手把焊水平管全位置焊接(单面焊双面成型)
方法、试件形式、焊接要素代号
表1焊接方法代号
焊接方法代号
焊条电弧焊SMAW气焊OFW钨极气体保护焊GTAW熔化极气体保护焊GMAW埋弧焊SAW电渣焊ESW摩擦焊FRW螺柱焊SW
表2钢号分类及代号
类别代号典型钢号示例
碳素钢I Q195Q215 Q235 20R20g20G22g HP245HP265L175L210S205
向下焊6GX平、立向下、横、仰平、立向下、横、仰平、立向下、横、仰管板角
接头试件水平转动2FRG平、横2FG
垂直固定平焊2FG平、横2FRG、2FG
垂直固定仰焊4FG平、横、仰4FG、2FG
水平固定5FG平、横、立、仰5FG、2FRG、2FG
45.固定6FG平、横、立、仰所有位置
螺柱焊平焊1S
横焊2S
钛型、钛钙型F4 E×××(×)-16
E×××(×)-17 F4 GB/T983(奥氏体、双相钢焊条)
碱性F4J E×××(×)-15
E×××(×)-16
E×××(×)-17
F4、F4J
表7焊接要素代号
焊接要素代号
手工钨极气体保护填充金属焊丝无01
实芯02
药芯03
机械化焊钨极气体保护自动稳压系统有04
焊工证上的各种符号各代表什么
[整理版]焊工证编号
![[整理版]焊工证编号](https://img.taocdn.com/s3/m/d7bc08f3cc7931b764ce15a2.png)
[整理版]焊工证编号特种设备作业人员证编号方法一、基本格式××× × ××× ×××××顺序号地区代码作业种类代号证书项目代号共12位。
二、代号含义(一) 证书项目代号由两个字母和一个数字表示为TS6。
(二)作业种类代号由一个字母表示。
作业种类代号作业种类代号特种设备管理 A 场,厂,内机动车辆作业 G锅炉作业 B 客运索道作业 H压力容器作业 C 大型游乐设施作业 I压力管道作业 D 特种设备焊接作业 J电梯作业 E 安全附件维修作业 K起重机械作业 F(三) 地区代码由三位字母表示,含义是指首次发证部门所在地区的地区代码。
地区代码基本采用GB/T2260-1999《中华人民共和国行政区划代码》中规定的行政区划字母代码(见附录)。
县级质量技术监督部门发证的编号采用所在地市的地区代码,顺序号由市级质量技术监督部门统一分配。
如地区行政区划发生变化,附录中未涵盖,可向我局申请地区代码。
(四) 顺序号由五位数字表示。
按首次发证部门地区所发证的该作业种类人员的顺序编号。
如果超过99999,则用字母与数字混合表示。
如顺序号为100020,则表示为A0020,顺序号为110020,则表示为B0020,依次类推。
三、举例如,由北京市质量技术监督局首次发证的特种设备管理人员,总排列顺序为100。
则表示为,TS6ABJS00100如,由辽宁省质量技术监督局首次发证的特种设备焊接作业人员,总排列顺序为100010。
则表示为,TS6JLNSA0010如,由北京市东城区质量技术监督局首次发证的电梯作业人员,总排列顺序为120101。
则表示为,TS6EDCQC0101如,由河北省石家庄市质量技术监督局首次发证的锅炉作业人员,总排列顺序为10001。
则表示为,TS6BSJW10001附录,地区代码名称字母码河东区 HDQ 北京市 BJS 河西区 HXQ 东城区 DCQ 南开区 NKQ 西城区 XCQ 河北区 HBQ 崇文区 CWQ 红桥区 HQO 宣武区 XWQ 塘沽区 TGA 朝阳区CYQ 汉沽区 HGQ 丰台区 FTQ 大港区 DGJ 石景山区 SJS 东丽区 DLI 海淀区 HDN 西青区 XQG 门头沟区 MTG 津南区 JNQ 房山区 FSQ 北辰区 BCQ 通州区 TZQ 宁河区 NHE 顺义区 SYQ 武清区 WQX 昌平区 CPQ 静海区 JHT 大关区 DXQ 宝坻区 BDI 平谷县 PGX 开发区 KFQ 怀柔县 HRX 蓟县 JIT 密云县 MYN 保税区 BSQ 延庆县YQX 河北省 HES 天津市 TJS 石家庄市 SJW 和平区 HPG 唐山市 TGS 秦皇岛市 SHP 乌海市 WHM 邯郸市 HDS 赤峰市 CFS 邢台市 XTS 呼伦贝尔市HBM 保定市 BDS 关安盟 HIN 张家口市 ZJK 哲里木盟 JIR 承德市 CDS 锡林郭勒盟 XGO 沧州市 CGZ 乌兰察布市 ULS 廊坊市 LFS 鄂尔多斯市 EES 衡水市 HGS 巴彦淖尔盟 BAM 山西省 SXS 阿拉善盟 ALM 太原市 TYN 辽宁省 LNS 大同市 DTG 沈阳市 SHE 阳泉市 YQS 大连市 DLC 长治市 CZS 鞍山市 ASN 晋城市 JCG 抚顺市FSN 朔州市 SZJ 本溪市 BXS 忻州市 XZS 丹东市 DDG 吕梁市 LLS 锦州市 JNZ 晋中市 JZS 营口市 YIK 临汾市 LFD 阜新市 FXS 运城市 YCJ 辽阳市 LYL 内蒙古自治区 NMQ 铁岭市 TLS 呼和浩特市 HET 朝阳市 CYS 包头市 BTS 盘锦市 PJS 葫芦岛市 HLD 大关安岭行署 DHL 吉林省 JIL 上海市 SHS 长春市 CGQ 黄浦区 HGP 吉林市 JLS 卢湾区 LWN 四平市 SPS 徐汇区 XHI 辽源市 LYH 长宁区 CNQ 通化市 THS 静安区 JAQ 白山市 BSN 普陀区 PTQ 松原市 SYU 闸北区 ZBE 白城市BCS 虹口区 HKQ 延边朝鲜族自治州 YBZ 杨浦区 YPU 黑龙江省 HLS 闵行区 MHQ 哈尔滨市 HRB 宝山区 BAO 齐齐哈尔市 NDG 嘉定区 JDG 鸡西市 JXI 浦东新区PDX 鹤岗市 HEG 金山区 JSH 双鸭山市 SYS 松江区 SOJ 大庆市 DQG 南汇区 NHQ 伊春市 YCH 奉贤区 FXQ 佳木斯市 JMU 青浦区 QPQ 七台河市 QTH 崇明县 CMI 牡丹江市 MDG 江苏省 JSS 黑河市 HEK 南京市 NKG 绥化市 SHD 无锡市 WUX徐州市 XUZ 合肥市 HFE 常州市 CZX 芜湖市 WHI 苏州市 SZH 蚌埠市 BBU 南通市 NTG 淮南市 HNS 连云港市 LYG 马鞍山市 MAA 淮安市 HYS 淮北市 HBE 盐城市 YCK 铜陵市 TOL 扬州市 YZH 安庆市 AQG 镇江市 ZHE 黄山市 HSN 泰州市 TZS 滁州市 CUZ 宿辿市 SUQ 阜阳市 FYS 浙江省 ZJS 宿州市 SUZ 杭州市 HGH 六安市LAS 宁波市 NGB 宣城市 XCD 温州市 WNZ 巢湖市 CHS 嘉关市 JIX 池州市 CZD 湖州市 HZH 亳州市 BZS 绍关市 SXG 福建省 FJS 金华市 JHA 福州市 FOC 衢州市QUZ 厦门市 XMN 舟山市 ZOS 莆田市 PUT 台州市 TZZ 三明市 SMS 丽水市 LSS 泉州市 QZJ 安徽省 AHS 漳州市 ZZU南平市 NPS 泰安市 TAI 龙岩市 LYF 威海市 WEH 宁德市 NDS 日照市 RZH 江西省 JXS 莱芜市 LWS 南昌市 KHN 临沂市 LYI 景德镇市 JDZ 德州市 DZS 萍乡市PXS 聊城市 LCH 九江市 JIU 滨州市 BNZ 新余市 XYU 菏泽市 HZS 鹰潭市 YTS 河南省 HAS 赣州市 GZH 郑州市 CGO 宜春市 YCS 开封市 KFS 上饶市 SRS 洛阳市LYA 吉安市 JAS 平顶山市 PDS 抚州市 FZS 安阳市 AYS 山东省 SDS 鹤壁市 HBS 济南市 TNA 新乡市 XXS 青岛市 TAO 焦作市 JZY 淄博市 ZBO 濮阳市 PYS 枣庄市ZZG 许昌市 XCS 东营市 DYG 漯河市 LHS 烟台市 YNT 三门峡市 SMX 潍坊市 WEF 南阳市 NYS 济宁市 JNG 商丘市 SQS信阳市 XYG 常德市 CDE 周口市 ZKS 张家界市 ZJJ 驻马店市 ZMD 益阳市YYS 济源市 JYS 郴州市 CNZ 湖北省 HUB 永州市 YZS 武汉市 WUH 怀化市 HHS 黄石市 HSI 湘西土家族苗族自治州 XXZ 十堰市 SYE 娄底市 LDS 宜昌市 YCO 广东省 GDS 襄樊市 XFN 广州市 CAN 鄂州市 EZS 韶兲市 HSC 荆门市 JMS 深圳市 SZX 孝感市 XGE 珠海市 ZUH 荆州市 JGZ 汕头市 SWA 黄冈市 HGE 佛山市 FOS 咸宁市XNS 江门市 JMN 恩施土家族苗族自治州 ESH 湛江市 ZHA 湖南省 HUN 茂名市 MMI 长沙市 CSX 肇庆市 ZQG 株州市 ZZS 惠州市 HUI 湘潭市 XGT 梅州市 MXZ 衡阳市HNY 汕尾市 SWE 邵阳市 SYR 河源市 HEY 岳阳市 YYG 阳江市 YJI清远市 QYN 重庆市 CQS 东莞市 DGG 万州区 WZO 中山市 ZSN 涪陵区 FLG 潮州市 CZY 渝中区 YZQ 揭阳市 JIY 大渡口区 DDK 云浮市 YFS 江北区 JBE 广西壮族自治区 GXQ 沙坪坝区 SPB 南宁市 NNG 九龙坡区 JLP 柳州市 LZH 南岸区 NAQ 桂林市 KWL 北碚区 BBE 梧州市 WUZ 万盛区 WSQ 北海市 BHY 双桥区 SQQ 防城港市 FAN 渝北区 YBE 钦州市 QZH 巴南区 BNN 贵港市 GUG 长寿区 CSQ 玉林市 YUL 綦江县 QJG 来宾市 LBS 潼南县 TNN 崇左市 CHZ 铜梁县 TGL 贺州市 HEZ 大足县DZX 百色市 BSE 荣昌县 RGC 河池市 HCS 璧山县 BSY 海南省 HIS 梁平县 LGP 海口市 HAK 城口县 CKO 三亚市 SYX 丰都县 FDU垫江县 DJG 广元市 GYC 武隆县 WLG 遂宁市 SNS 忠县 ZHX 内江市 NJS 开县KAI 乐山市 LES 云阳县 YNY 南充市 NCO 奉节县 FJE 宜宾市 YBS 巫山县 WSN 广安市 GAC 巫溪县 WXX 达州市 DCS 黔江土家族苗族自治县 QJX 雅安市 YAS 石柱土家族自治县 SZY 阿坝藏族羌族自治州 ABA 秀山土家族苗族自治县 XUS 甘孜藏族自治州 GAZ 酉阳土家族苗族自治县 YUY 凉山彝族自治州 LSY 彭水苗族土家族自治县 PSU 巴中市 BAZ 江津市 JJY 眉山市 MSS 合川市 HEC 资阳市 ZYS 永川市YCP 贵州省 GZS 南川市 NCU 贵阳市 KWE 四川省 SCS 六盘水市 LPS 成都市 CTU 遵义市 ZNY 自贡市 ZGS 铜仁地区 TRD 攀枝花市 PZH 黔西南布依族苗族自治州QXZ 泸州市 LUZ 毕节地区 BJD 德阳市 DEY 黔东南苗族侗族自治州 QND 绵阳市MYG 黔南布依族苗族自治州 QNZ安顺市 ASS 阿里地区 NGD 云南省 YNS 林芝地区 NYD 昆明市 KMG 陕西省SNH 曲靖市 QJS 西安市 SIA 玉溪市 YXS 铜川市 TCN 昭通市 ZTS 宝鸡市 BJI 楚雄彝族自治州 CXD 咸阳市 XYS 红河哈尼族彝族自治州 HHZ 渭南市 WNA 文山壮族苗族自治州 WSZ 延安市 YNA 思茅地区 SMD 汉中市 HZJ 西双版纳傣族自治州 XSB 安康市 AKS 大理白族自治州 DLZ 商洛市 SLS 保山市 BSS 榆林市 YLS 德宏傣族景颇族自治州 DHG 杨临农业高新技术产业示YLQ范区丽江地区 LJD怒江傈僳族自治州 NUJ 甘肃省 GSS兰州市 LHW 迪庆藏族自治州 DEZ临沧地区 LCD 嘉峪兲市 JYG金昌市 JCS 西藏自治区 XZQ白银市 BYS 拉萨市 LXA昌都地区 QAD 天水市 TSU酒泉市 JQS 山南地区 SND日喀则地区 XID 张掖市 ZYD武威市 WWS 那曲地区 NAD定西市 DXS 哈密地区 HMD 平凉市 PLS 昌吉回族自治州 CJZ 庆阳市 QYS 博尔塔拉蒙古自治州 BOR 陇南地区 LND 巴音郭愣蒙古自治州 BAG 临夏回族自治州LXH 阿克苏地区 AKD 甘南藏族自治州 GNZ 克孜勒苏柯尔克孜自治州 KIZ 青海省QHS 喀什地区 KSI 西宁市 XNN 和田地区 HOD 海东地区 HDD 伊犁哈萨克自治州ILD 海北藏族自治州 HBZ 塔城地区 TCD 黄南藏族自治州 HNZ 阿勒泰地区 ALD 海南藏族自治州 HNN 石河子市 SHZ 果洛藏族自治州 GOL玉树藏族自治州 YSZ海西蒙古族藏族自治州 HXZ宁夏回族自治区 NXQ银川市 INC石嘴山市 SZS吴忠市 WZS固原地区 GYD新疆维吾尔自治区 XJS 乌鲁木齐市 URC克拉玛依市 KAR吐鲁番地区 TUD。
焊工证代码解释
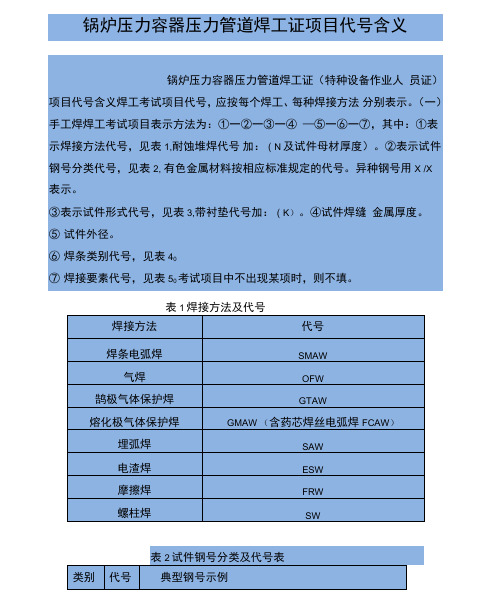
表1焊接方法及代号低L4L4IA1507MnNS2IOHP295HF325HPM5 L1HV365S290 13MnNiMoNbR 12Cr2Mo s315 20MnMoNb 12Cr2M01Q195 IO HP245 U75 S205 Q215 15 HP265 L2100235 202520R 20g20G22g08MnNiCrMoVD表3试件形式、位置及代号表4焊条类别、代号及适用范围(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)0②试件形式代号,见表3,带衬垫代号加(K) o③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW —11— IG (K)— 12— F3J0(2) 壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工药极氮弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW — I — 5G — 3/60—02 和SMAW — I — 5G(K)— 5/60 — F3J。
(3) 板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW -II- 3G—10o管材定试为16Mn ,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下。
压力容器设计人员资格证书到期换证有关规定

压力容器设计人员资格证书到期换证有关规定第一篇:压力容器设计人员资格证书到期换证有关规定设计人员资格证书到期换证有关规定为了做好压力容器设计人员资格证书到期换证工作,按照特种设备安全监察局批准的《压力容器设计人员考试规则》-2007中有关培训考核及继续教育的要求(可到本网站委员会服务区/下载专区栏目下载),请需要换证的设计人员务必事先做好以下两项工作:应在其证书4年有效期内完成2次(20学时/次)、由锅容标委举办或认可的继续教育培训课程(见备注3)。
按目前规定,对那些已获得RS(A、C、D、)同时又取得RS(SAD)或RSJ(SAD)的各类设计人员只要在其任何一个证书有效期内完成40学时的继续教育即可为其所有证书办理到期换证,凡未能按时完成上述继续教育课程的设计人员将无法进行换证;一般应在证书失效日期前的1-2个月,提交本人换证申请表(该标格可以在委员会服务区/下载专区下载)和继续教育学时卡复印件及本人2寸彩色照片一张(只需贴在表格上即可),缩短原来规定的交表日期是因为目前设计人员的工作单位变更较为频繁,经常出现交表后又变更工作单位的情况;拥有不同种类证书且证书失效日期不一致的,应按照每种证书各自失效日期分别提交。
换证申请表提交的最后截止日期为其证书失效日期的前15天。
凡没有按上述时间提交表格及复印件的委员会将无法为其按期进行换证。
备注1:为了不影响设计人员的正常工作,换证时不要将到期的原始证书寄回,凡符合上述到期换证规定的设计人员新证书将在其原证书失效日前直接寄至该设计人员的人事部门。
此外,为了简化与方便设计人员以后的换证工作,新换发的设计人员证书发证日期将统一变更为当年的1月1日(凡失效日期在当年的上半年内的),或当年的7月1日(凡失效日期在当年的下半年内的)。
这样以后设计人员的换证日期将简化为两次,一次是1月1日,另一次就是在7月1日。
方便大家记忆以防止错过换证时间。
备注2:上述设计资格证书的到期换证指的是由全国锅炉压力容器标准化技术委员会颁发的压力容器设计人员资格证书,证书的具体编号均由下列字母打头:RS(A)、RS(A、C)、RS(D)、RS (SAD)或RSJ(SAD)证书,其他部门或组织颁发的各类设计资格证书不在此列,一定请相关人员注意。
焊工压力容器证上的字母
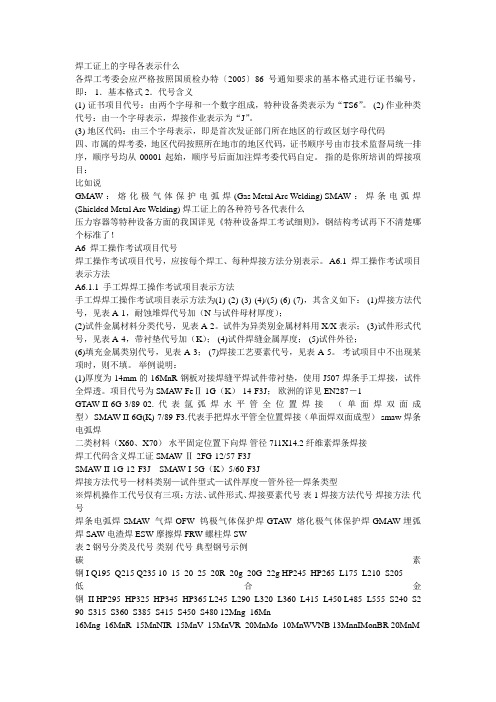
焊工证上的字母各表示什么各焊工考委会应严格按照国质检办特〔2005〕86号通知要求的基本格式进行证书编号,即: 1.基本格式 2.代号含义(1) 证书项目代号:由两个字母和一个数字组成,特种设备类表示为“TS6”。
(2) 作业种类代号:由一个字母表示,焊接作业表示为“J”。
(3) 地区代码:由三个字母表示,即是首次发证部门所在地区的行政区划字母代码四、市属的焊考委,地区代码按照所在地市的地区代码,证书顺序号由市技术监督局统一排序,顺序号均从00001起始,顺序号后面加注焊考委代码自定。
指的是你所培训的焊接项目:比如说GMAW:熔化极气体保护电弧焊(Gas Metal Arc Welding) SMAW:焊条电弧焊(Shielded Metal Arc Welding) 焊工证上的各种符号各代表什么压力容器等特种设备方面的我国详见《特种设备焊工考试细则》,钢结构考试再下不清楚哪个标准了!A6 焊工操作考试项目代号焊工操作考试项目代号,应按每个焊工、每种焊接方法分别表示。
A6.1 焊工操作考试项目表示方法A6.1.1 手工焊焊工操作考试项目表示方法手工焊焊工操作考试项目表示方法为(1)-(2)-(3)-(4)/(5)-(6)-(7),其含义如下: (1)焊接方法代号,见表A-1,耐蚀堆焊代号加(N与试件母材厚度);(2)试件金属材料分类代号,见表A-2。
试件为异类别金属材料用X/X表示; (3)试件形式代号,见表A-4,带衬垫代号加(K); (4)试件焊缝金属厚度; (5)试件外径;(6)填充金属类别代号,见表A-3; (7)焊接工艺要素代号,见表A-5。
考试项目中不出现某项时,则不填。
举例说明:(1)厚度为14mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透。
项目代号为SMAW-FeⅡ-1G(K)-14-F3J;欧洲的详见EN287-1GTAW-II-6G-3/89-02.代表氩弧焊水平管全位置焊接(单面焊双面成型) SMAW-II-6G(K)-7/89-F3.代表手把焊水平管全位置焊接(单面焊双面成型) smaw焊条电弧焊二类材料(X60、X70)水平固定位置下向焊管径711X14.2 纤维素焊条焊接焊工代码含义焊工证SMAW-Ⅱ-2FG-12/57-F3JSMAW-II-1G-12-F3J SMAW-I-5G(K)5/60-F3J焊接方法代号—材料类别—试件型式—试件厚度—管外径—焊条类型※焊机操作工代号仅有三项:方法、试件形式、焊接要素代号表1焊接方法代号焊接方法代号焊条电弧焊 SMAW气焊 OFW钨极气体保护焊 GTAW熔化极气体保护焊 GMAW 埋弧焊 SAW电渣焊 ESW摩擦焊 FRW螺柱焊 SW表2钢号分类及代号类别代号典型钢号示例碳素钢 I Q195 Q215 Q235 10 15 20 25 20R 20g 20G 22g HP245 HP265 L175 L210 S205低合金钢 II HP295 HP325 HP345 HP365 L245 L290 L320 L360 L415 L450 L485 L555 S240 S2 90 S315 S360 S385 S415 S450 S480 12Mng 16Mn16Mng 16MnR 15MnNIR 15MnV 15MnVR 20MnMo 10MnWVNB 13MnnIMonBR 20MnMonB 07MnCRMoVR 12CrMo 12CrMoG 15CrMo 15CrMor15CrMoG 14Cr1Mo 14Cr1MoR 12 Cr1MoV 12Cr1MoVG 12Cr2Mo 12Cr2Mo1 12Cr2Mo1R 12Cr2MoG 12Cr2MoWVTiB 12Cr3 MoVSiTiB 09MnD 09MnnID 09MnnIDR 16MnD 16MnDR 15MnNIDR 20MnMoD 07MnnI CrMoVDR 08MnnICrMoVD 10nI3MoVD马氏体不锈钢、铁素体不锈钢 III 1Cr5Mo 0Cr13 1Cr13 1Cr17 1Cr9Mo1 奥氏体不锈钢 IV 0Cr19Ni9 0Cr18Ni12Mo2Ti 0Cr23Ni13 0Cr18Ni9Ti 00Cr17Ni14Mo 2 0Cr25Ni200Cr18Ni11Ti 0Cr18Ni12Mo3Ti 00Cr18Ni5Mo3Si2 00Cr18Ni10 00Cr19Ni13 Mo3 1Cr19Ni9 00Cr19Ni11 0Cr19Ni13Mo3 1Cr19Ni11Ti 1Cr23Ni18 表3试件形式、位置代号适用于焊件位置试件形式试件位置代号板材与管径大于 600㎜的管材板材与管径小于600㎜管材角焊缝位置管板角接头焊件位置板状对接焊缝试件平焊 1G 平平平横焊 2G 平、横平、横平、横立焊 3G 平、立平平、横、立仰焊 4G 平、仰平平、横、仰管状对接焊缝试件水平转动 1G 平平平垂直固定 2G 平、横平、横平、横水平固定向上焊 5G 平、立、仰平、立、仰平、立、仰向下焊 5GX 平、立向下、仰平、立向下、仰平、立向下、仰 45.固定向上焊 6G 平、横、立、仰平、横、立、仰平、横、立、仰向下焊 6GX 平、立向下、横、仰平、立向下、横、仰平、立向下、横、仰管板角接头试件水平转动 2FRG 平、横 2FG 垂直固定平焊 2FG 平、横 2FRG、2FG 垂直固定仰焊 4FG 平、横、仰 4FG、2FG水平固定 5FG 平、横、立、仰 5FG、2FRG、2FG 45.固定 6FG 平、横、立、仰所有位置螺柱焊平焊 1S 横焊 2S 仰焊 4S表4手工焊对接焊缝试件适用与对接焊缝焊件焊缝金属厚度范围焊缝形式试件母材厚度适用与焊件焊缝金属厚度最小值最大值对接焊缝<12 不限 2×t ≥12 不限不限(注)注:t不得小于12㎜,且焊缝不少于3层表5 手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围管材试件外径D 适用于管材焊件外径范围最小值最大值<25 D 不限25≤D<76 25 不限≥76 76 不限≥300(注) 76 不限注:管材向下焊试件表5-1手工焊管板角接头试件适用于管板角接头焊件范围管板角接头试件管外径D 适用于焊件范围管外径管壁厚度焊缝金属厚度范围最小值最大值不限最小值最大值<25 D 不限不限当S0≤12时,2t;当S0≥12时(注),不限 25≤D<76 25 ≥76 76注:当S0≥12时,t应不小于12㎜,且焊缝不得少于3层 S0为管板厚度表6焊条类、别代号及适用范围焊条类别焊条类别代号相应型号适用焊件的焊条范围相应标准钛钙型 F1 E××03 F1 GB/T5117 GB/T5118GB/T983(奥氏体、双相钢焊条除外)纤维素型 F2 E××10、E××11 E××10-X、E××11-X F1、F2 钛型、钛钙型 F3 E×××(×)-16 E×××(×)-17 F1、F3低氢型、碱性 F3J E××15、E××16 E××18、E××48 E××15X、E××16X E××18X 、E××48X E×××(×)-15 E×××(×)-16E×××(×)-17 F1、F3、F3J 钛型、钛钙型 F4 E×××(×)-16E×××(×)-17 F4 GB/T983(奥氏体、双相钢焊条)碱性 F4J E×××(×)-15 E×××(×)-16E×××(×)-17 F4、F4J表7焊接要素代号焊接要素要素代号手工钨极气体保护填充金属焊丝无 01 实芯 02 药芯 03机械化焊钨极气体保护自动稳压系统有 04 无 05自动跟踪系统有 06 无 07每面坡口内焊道单道 08 多道 09焊工项目SMAW-I-2FG(K)-12/51-F1是什么意思?焊工项目SMAW-I-5G-3.5/51-F1是什么意思?SMAW-----------焊条电弧焊 I--------------碳素钢 2FG(K)---------管板垂直固定平焊(带垫板) 12/51----------管子的直径/板的厚度 F1-------------钛钙型焊条Exx03 5G-------------管的水平固定焊 3.5/51---------管壁厚度/管的直径焊接项目:SMAW-I-1G-12-F1,各个部分的表示含义?SMAW :表示焊条手工电弧焊; I:表示母材为第一组,即碳素钢1G:表示板材对接焊缝试件水平焊接位置或管材对接焊缝试件水平转动位置;12:表示考核试板厚度是12mm; F1:表示使用钛钙型药皮电焊条。
各种焊工证件的比较与释义
• 焊工合格项目考试的先后顺序:I<II<III,IV与 前三类不能取代,焊工考试不能越级。
• 在焊工考试合格项目在有效期内、焊接方法相 同的情况下,高合金能取代低合金,即: III>II>I;但是低合金不能取代高合金,即:不 能越级;但是IV与前三类不能取代。
合格项目有效期3年
• 《锅炉压力容器焊工考试规则》1988.10.1
合格项目有效期3年
• 《锅炉压力容器压力管道焊工考试与管理规则》 2002.10.1
合格项目有效期3年
• 《特种设备作业人员监督管理办法》2005.7.1
每2年复审一次
• 《特种设备作业人员考核规则》2005.9.16
每2年复审一次,延长的复审期限不得超过4年
• 分等级:职业资格证书焊工证初级、中级、 高级
• 行业内俗称:初级工、中级工、高级工 • 一般代表该焊工从事焊接工作工龄的长短
职业资格证:样本封面
职业资格证:样本内页一
职业资格证:样本内页二
职业资格证:样本内页三
压力容器焊工证
• 《特种设备作业人员证》的一个工种 • 最常见一种焊工证件 • 最常使用
格鉴定网站查询
• 压力容器焊工证:到各省市的质量技术
监督局网站查询
焊工操作证:(老版)
焊工操作证:(新版正面)
焊工操作证:(新版背面)
焊工操作证:(不同争议的解释)
老版:2年一审,有效期6年。(正证和副证) 1999.7.12开始
依据:《特种作业人员安全技术培训考核管理办法》
新版:3年一审,有效期6年。(IC卡,正背面) 2010.7.1开始
锅炉压力容器压力管道焊工证项目代号含义

锅炉压力容器压力管道焊工证项目代号含义锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项冃代号SMAW4MG-12-F3J SMAW-L5G (K) 5/60-F3J-------- ?弊援腔热代弓----------------- 6埠黑类Bl牝号---------------------- ^iWtfi--------------------------- ” rr;炸鬣金屈厚度__________________ 3试件勒掘祀号------------------------- :.-■:- ' ■ 'J '.----------------------------------------- 1焊播方注代号焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
(一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1焊接方法及代号表2试件钢号分类及代号表别类号代L5 9 QQ 2 s75 u 5 21 Q5 1 o L2碳5 3 2 Q20 I 25 來钢IR O 2 og 2 G o 2g 2245 L2ng Mn2n M 6 1 低O23ng Mn 6 1 合金I5钢O Y L4 5 00 s5 55表3试件形式、位置及代号(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用丁”分开。
焊工证上的字母各表示什么
焊工证上的字母各表示什么各焊工考委会应严格按照国质检办特〔2005〕86号通知要求的基本格式进行证书编号,即:1.基本格式2.代号含义(1) 证书项目代号:由两个字母和一个数字组成,特种设备类表示为“TS6”。
(2) 作业种类代号:由一个字母表示,焊接作业表示为“J”。
(3) 地区代码:由三个字母表示,即是首次发证部门所在地区的行政区划字母代码四、市属的焊考委,地区代码按照所在地市的地区代码,证书顺序号由市技术监督局统一排序,顺序号均从00001起始,顺序号后面加注焊考委代码自定。
指的是你所培训的焊接项目:比如说GMAW:熔化极气体保护电弧焊(Gas Metal Arc Welding)SMAW:焊条电弧焊(Shielded Metal Arc Welding)焊工证上的各种符号各代表什么压力容器等特种设备方面的我国详见《特种设备焊工考试细则》,钢结构考试再下不清楚哪个标准了!A6 焊工操作考试项目代号焊工操作考试项目代号,应按每个焊工、每种焊接方法分别表示。
A6.1 焊工操作考试项目表示方法A6.1.1 手工焊焊工操作考试项目表示方法手工焊焊工操作考试项目表示方法为(1)-(2)-(3)-(4)/(5)-(6)-(7),其含义如下:(1)焊接方法代号,见表A-1,耐蚀堆焊代号加(N与试件母材厚度);(2)试件金属材料分类代号,见表A-2。
试件为异类别金属材料用X/X表示;(3)试件形式代号,见表A-4,带衬垫代号加(K);(4)试件焊缝金属厚度;(5)试件外径;(6)填充金属类别代号,见表A-3;(7)焊接工艺要素代号,见表A-5。
考试项目中不出现某项时,则不填。
举例说明:(1)厚度为14mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透。
项目代号为SMAW-FeⅡ-1G(K)-14-F3J;欧洲的详见EN287-1GTAW-II-6G-3/89-02.代表氩弧焊水平管全位置焊接(单面焊双面成型)SMAW-II-6G(K)-7/89-F3.代表手把焊水平管全位置焊接(单面焊双面成型)smaw焊条电弧焊二类材料(X60、X70)水平固定位置下向焊管径711X14.2纤维素焊条焊接焊工代码含义焊工证SMAW-Ⅱ-2FG-12/57-F3JSMAW-II-1G-12-F3J SMAW-I-5G(K)5/60-F3J焊接方法代号—材料类别—试件型式—试件厚度—管外径—焊条类型※焊机操作工代号仅有三项:方法、试件形式、焊接要素代号表1焊接方法代号焊接方法代号焊条电弧焊SMAW气焊OFW钨极气体保护焊GTAW熔化极气体保护焊GMAW埋弧焊SAW电渣焊ESW摩擦焊FRW螺柱焊SW表2钢号分类及代号类别代号典型钢号示例碳素钢I Q195 Q215 Q235 10 15 20 25 20R 20g 20G 22g HP245 HP265L175 L210 S205低合金钢II HP295 HP325 HP345 HP365 L245 L290 L320 L360 L415 L450L485 L555 S240 S290 S315 S360 S385 S415 S450 S480 12Mng 16Mn16Mng 16MnR 15MnNIR 15MnV 15MnVR 20MnMo 10MnWVNB 13MnnIMonBR 20MnMonB 07MnCRMoVR 12CrMo 12CrMoG 15CrMo 15CrMor15CrMoG 14Cr1Mo 14Cr1MoR 12Cr1MoV 12Cr1MoVG 12Cr2Mo 12Cr2Mo1 12Cr2Mo1R 12Cr2MoG 12Cr2MoWVTiB 12Cr3MoVSiTiB 09MnD 09MnnID 09MnnIDR 16MnD 16MnDR 15MnNIDR 20MnMoD 07MnnICrMoVDR 08MnnICrMoVD 10nI3MoVD马氏体不锈钢、铁素体不锈钢III 1Cr5Mo 0Cr13 1Cr13 1Cr17 1Cr9Mo1奥氏体不锈钢IV 0Cr19Ni9 0Cr18Ni12Mo2Ti 0Cr23Ni130Cr18Ni9Ti 00Cr17Ni14Mo2 0Cr25Ni200Cr18Ni11Ti 0Cr18Ni12Mo3Ti 00Cr18Ni5Mo3Si200Cr18Ni10 00Cr19Ni13Mo3 1Cr19Ni900Cr19Ni11 0Cr19Ni13Mo3 1Cr19Ni11Ti1Cr23Ni18表3试件形式、位置代号适用于焊件位置试件形式试件位置代号板材与管径大于600㎜的管材板材与管径小于600㎜管材角焊缝位置管板角接头焊件位置板状对接焊缝试件平焊1G 平平平横焊2G 平、横平、横平、横立焊3G 平、立平平、横、立仰焊4G 平、仰平平、横、仰管状对接焊缝试件水平转动1G 平平平垂直固定2G 平、横平、横平、横水平固定向上焊5G 平、立、仰平、立、仰平、立、仰向下焊5GX 平、立向下、仰平、立向下、仰平、立向下、仰45.固定向上焊6G 平、横、立、仰平、横、立、仰平、横、立、仰向下焊6GX 平、立向下、横、仰平、立向下、横、仰平、立向下、横、仰管板角接头试件水平转动2FRG 平、横2FG垂直固定平焊2FG 平、横2FRG、2FG垂直固定仰焊4FG 平、横、仰4FG、2FG水平固定5FG 平、横、立、仰5FG、2FRG、2FG45.固定6FG 平、横、立、仰所有位置螺柱焊平焊1S横焊2S仰焊4S表4手工焊对接焊缝试件适用与对接焊缝焊件焊缝金属厚度范围焊缝形式试件母材厚度适用与焊件焊缝金属厚度最小值最大值对接焊缝<12 不限2×t≥12 不限不限(注)注:t不得小于12㎜,且焊缝不少于3层表5 手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围管材试件外径D 适用于管材焊件外径范围最小值最大值<25 D 不限25≤D<76 25 不限≥76 76 不限≥300(注)76 不限注:管材向下焊试件表5-1手工焊管板角接头试件适用于管板角接头焊件范围管板角接头试件管外径D 适用于焊件范围管外径管壁厚度焊缝金属厚度范围最小值最大值不限最小值最大值<25 D 不限不限当S0≤12时,2t;当S0≥12时(注),不限25≤D<76 25≥76 76注:当S0≥12时,t应不小于12㎜,且焊缝不得少于3层S0为管板厚度表6焊条类、别代号及适用范围焊条类别焊条类别代号相应型号适用焊件的焊条范围相应标准钛钙型F1 E××03 F1 GB/T5117GB/T5118GB/T983(奥氏体、双相钢焊条除外)纤维素型F2 E××10、E××11E××10-X、E××11-X F1、F2钛型、钛钙型F3 E×××(×)-16E×××(×)-17 F1、F3低氢型、碱性F3J E××15、E××16E××18、E××48E××15X、E××16XE××18X 、E××48XE×××(×)-15E×××(×)-16E×××(×)-17 F1、F3、F3J钛型、钛钙型F4 E×××(×)-16E×××(×)-17 F4 GB/T983(奥氏体、双相钢焊条)碱性F4J E×××(×)-15E×××(×)-16E×××(×)-17 F4、F4J表7焊接要素代号焊接要素要素代号手工钨极气体保护填充金属焊丝无01实芯02药芯03机械化焊钨极气体保护自动稳压系统有04无05自动跟踪系统有06无07每面坡口内焊道单道08多道09焊工项目SMAW-I-2FG(K)-12/51-F1是什么意思?焊工项目SMAW-I-5G-3.5/51-F1是什么意思?SMAW-----------焊条电弧焊I--------------碳素钢2FG(K)---------管板垂直固定平焊(带垫板)12/51----------管子的直径/板的厚度F1-------------钛钙型焊条Exx03 5G-------------管的水平固定焊 3.5/51---------管壁厚度/管的直径焊接项目:SMAW-I-1G-12-F1,各个部分的表示含义?SMAW :表示焊条手工电弧焊;I:表示母材为第一组,即碳素钢1G:表示板材对接焊缝试件水平焊接位置或管材对接焊缝试件水平转动位置;12:表示考核试板厚度是12mm;F1:表示使用钛钙型药皮电焊条。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊工证上的字母各表示什么
各焊工考委会应严格按照国质检办特〔2005〕86号通知要求的基本格式进行证书编号,即:
1.基本格式
2.代号含义
(1)证书项目代号:
由两个字母和一个数字组成,特种设备类表示为“TS6”。
(2)作业种类代号:
由一个字母表示,焊接作业表示为“J”。
(3)地区代码:
由三个字母表示,即是首次发证部门所在地区的行政区划字母代码
四、市属的焊考委,地区代码按照所在地市的地区代码,证书顺序号由市技术监督局统一排序,顺序号均从001起始,顺序号后面加注焊考委代码自定。
指的是你所培训的焊接项目:
比如说
GMAW:
熔化极气体保护电弧焊(Gas Metal Arc Welding) SMAW:
焊条电弧焊(Shielded Metal Arc Welding)焊工证上的各种符号各代表什么
压力容器等特种设备方面的我国详见《特种设备焊工考试细则》,钢结构考试再下不清楚哪个标准了!
A6焊工操作考试项目代号
焊工操作考试项目代号,应按每个焊工、每种焊接方法分别表示。
A6.1焊工操作考试项目表示方法
A6.1.1手工焊焊工操作考试项目表示方法
手工焊焊工操作考试项目表示方法为
(1)-
(2)-
(3)-
(4)/
(5)-
(6)-
(7),其含义如下:
(1)焊接方法代号,见表A-1,耐蚀堆焊代号加(N与试件母材厚度);
(2)试件金属材料分类代号,见表A-2。
试件为异类别金属材料用X/X表示;
(3)试件形式代号,见表A-4,带衬垫代号加(K);
(4)试件焊缝金属厚度;
(5)试件外径;
(6)填充金属类别代号,见表A-3;
(7)焊接工艺要素代号,见表A-5。
考试项目中不出现某项时,则不填。
举例说明:
(1)厚度为14mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透。
项目代号为SMAW-FeⅡ-1G(K)-14-F3J;欧洲的详见EN287-1
代表氩弧焊水平管全位置焊接(单面焊双面成型)代表手把焊水平管全位置焊接(单面焊双面成型)smaw焊条电弧焊
二类材料(X
60、X70)水平固定位置下向焊管径711X
14.2纤维素焊条焊接
焊工代码含义焊工证SMAW-Ⅱ
SMAW-II-1G-12-F3J SMAW-I-5G(K)
焊接方法代号—材料类别—试件型式—试件厚度—管外径—焊条类型
※焊机操作工代号仅有三项:
方法、试件形式、焊接要素代号表1焊接方法代号
焊条电弧焊SMAW气焊OFW钨极气体保护焊GTAW熔化极气体保护焊GMAW埋弧焊SAW电渣焊ESW摩擦焊FRW螺柱焊SW
表2钢号分类及代号类别代号典型钢号示例
碳素钢I Q195 Q215 Q235 10 15 20 25 20R 20g 20G 22g HP245 HP265 L175 L210 S205低合金钢II HP295 HP325 HP345 HP365 L245
L290 L320 L360 L415 L450 L485 L555 S240 S290 S315 S360 S385 S415 S450 S480 12Mng 16Mn
16Mng 16MnR 15MnNIR 15MnV 15MnVR 20MnMo 10MnWVNB 13MnnIMonBR 20MnMonB 07MnCRMoVR 12CrMo 12CrMoG 15CrMo
15CrMor15CrMoG 14Cr1Mo 14Cr1MoR 12Cr1MoV 12Cr1MoVG 12Cr2Mo 12Cr2Mo1 12Cr2Mo1R 12Cr2MoG 12Cr2MoWVTiB 12Cr3MoVSiTiB 09MnD 09MnnID 09MnnIDR 16MnD 16MnDR 15MnNIDR 20MnMoD
07MnnICrMoVDR 08MnnICrMoVD 10nI3MoVD
马氏体不锈钢、铁素体不锈钢III 1Cr5Mo 0Cr13 1Cr13 1Cr17
1Cr9Mo1奥氏体不锈钢IV 0Cr19Ni9 0Cr18Ni12Mo2Ti
0Cr23Ni13 0Cr18Ni9Ti 00Cr17Ni14Mo2 0Cr25Ni20
0Cr18Ni11Ti 0Cr18Ni12Mo3Ti 00Cr18Ni5Mo3Si2 00Cr18Ni10 00Cr19Ni13Mo3 1Cr19Ni9 00Cr19Ni11
0Cr19Ni13Mo3 1Cr19Ni11Ti1Cr23Ni18表3试件形式、位置代号适用于焊件位置试件形式试件位置代号板材与管径大于600㎜的管材板材与管径小于
600㎜管材角焊缝位置管板角接头焊件位置板状对接
焊缝试件平焊1G平平平横焊2G平、横平、横平、横立焊3G平、立平平、横、立仰焊4G平、仰平平、横、仰管状对接
焊缝试件水平转动1G平平平垂直固定2G平、横平、横平、横水平
固定向上焊5G平、立、仰平、立、仰平、立、仰
向下焊5GX平、立向下、仰平、立向下、仰平、立向下、仰
45.
固定向上焊6G平、横、立、仰平、横、立、仰平、横、立、仰
向下焊6GX平、立向下、横、仰平、立向下、横、仰平、立向下、横、仰管板角接头试件水平转动2FRG平、横2FG垂直固定平焊2FG平、横2FRG、
2FG垂直固定仰焊4FG平、横、仰4FG、2FG
水平固定5FG平、横、立、仰5FG、2FRG、2FG
45.固定6FG平、横、立、仰所有位置螺柱焊平焊1S横焊2S仰焊4S
表4手工焊对接焊缝试件适用与对接焊缝焊件焊缝金属厚度范围焊缝形式试件母材厚度适用与焊件焊缝金属厚度最小值最大值
对接焊缝<12不限2×t≥12不限(注)
注:
t不得小于12㎜,且焊缝不少于3层
表5手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围管材试件外径D适用于管材焊件外径范围最小值最大值<25 D不限
25≤D<76 25不限≥76 76不限
≥300(注)76不限注:
管材向下焊试件
表5-1手工焊管板角接头试件适用于管板角接头焊件范围管板角接头试件管外径D适用于焊件范围
管外径管壁厚度焊缝金属厚度范围最小值最大值不限最小值最大值<25 D 不限当S0≤12时,2t;当S0≥12时(注),不限25≤D<76 25≥76 76
注:
当S0≥12时,t应不小于12㎜,且焊缝不得少于3层S0为管板厚度
表6焊条类、别代号及适用范围焊条
类别焊条类
别代号相应型号适用焊件的焊条范围相应标准钛钙型F1 E××03 F1 GB/T5117 GB/T5118
GB/T983(奥氏体、双相钢焊条除外)纤维素型F2 E××
10、E××11 E××10-X、E××11-X
F1、F2钛型、钛钙型F3 E×××(×)-16 E×××(×)-17
F1、F3
低氢型、碱性F3J E××
15、E××16 E××
18、E××48 E××15X、E××16X E××18X、E××48X E×××(×)-15 E×××(×)-16
E×××(×)-17
F1、F
3、F3J钛型、钛钙型F4 E×××(×)-16
E×××(×)-17 F4 GB/T983(奥氏体、双相钢焊条)碱性F4J E×××(×)-15 E×××(×)-16
E×××(×)-17
F4、F4J
表7焊接要素代号
焊接要素代号
手工钨极气体保护填充金属焊丝无01实芯02药芯03
机械化焊钨极气体保护自动稳压系统有04无05
自动跟踪系统有06无07
每面坡口内焊道单道08多道09
焊工项目是什么意思?焊工项目
是什么意思?
SMAW-----------焊条电弧焊I--------------碳素钢2FG(K)---------管板垂直固定平焊(带垫板)管子的直径/板的厚度F1-------------钛钙型焊条Exx03 5G-------------管的水平固定焊管壁厚度/管的直径
焊接项目:
SMAW-I-1G-12-F1,各个部分的表示含义?
SMAW:
表示焊条手工电弧焊;I:
表示母材为第一组,即碳素钢1G:
表示板材对接焊缝试件水平焊接位置或管材对接焊缝试件水平转动位置;12:表示考核试板厚度是12mm;F1:表示使用钛钙型药皮电焊条。
“SMAW-Ⅳ-3G-8-F4”这个焊工项目是否可以焊接碳钢类?
SMAW-Ⅳ-3G-8-F4这个项目是不锈钢板对接的立焊,适合不锈钢板的平焊和立焊,所以不适合焊你说的设备,要焊你的设备要SMAW-Ⅱ-(1~3)G-8-
F3J,如果你的设备要氩弧焊打底,还要GTAW-Ⅱ-1G-3-02的资格焊工证项目上带(K)表示什么意思
压力容器焊工证项目这俩个是代表什么项目?
代表氩弧焊水平管全位置焊接(单面焊双面成型)代表手把焊水平管全位置焊接(单面焊双面成型)。