显微镜下做焊接,真神
焊锡微观结构
焊锡微观结构焊锡是一种普遍应用于电子制造和维修领域的焊接材料。
焊锡微观结构是指焊锡材料在显微镜下观察时所呈现的微观形态和结构特征。
通过观察焊锡的微观结构,可以了解焊接过程中的现象和特性,进而指导焊接工艺的优化和控制。
在焊锡微观结构中,最基本的单位是焊锡晶粒。
焊锡由于其低熔点以及固溶度限制,通常为单一相结构,即以锡为主要成分的金属无定型固溶体。
焊锡晶粒呈现出多个形态,包括六角形状、菱形状等。
这些晶粒的尺寸和排列方式对焊接接头的性能有着直接影响,如焊接强度、机械性能等。
焊锡微观结构中的另一个重要特征是晶界。
晶界是相邻晶粒之间的边界,也是焊锡中晶格结构的变化区域。
晶界的形态和性质对焊接接头的性能和稳定性起着决定性作用。
晶界可以分为晶粒边界、滑移晶界和相界等几种类型。
这些晶界的存在和运动对焊接过程中的热应力、塑性变形等产生重要影响。
在焊锡微观结构中,还可以观察到一些特殊的组织和相。
例如,针状晶、层状结构、金属间化合物等。
这些组织和相的存在会对焊接接头的性能和稳定性产生重要影响。
针状晶的存在可能导致焊接接头的脆性增加,层状结构的存在可能降低焊接接头的机械强度等。
焊锡微观结构的形成受到多种因素的影响,包括焊锡合金的成分、焊接工艺参数、焊接材料的状态等。
不同的焊锡合金由于成分差异会呈现出不同的晶粒尺寸和形状。
焊接过程中的温度梯度和冷却速率等因素会影响焊锡晶粒生长和晶界运动。
焊接材料的状态,如焊接前的表面状态、氧化程度等,也会对焊接接头的微观结构产生重要影响。
为了获得良好的焊接接头质量,需要针对焊锡微观结构进行优化。
对焊接参数的选择、焊接材料的准备和处理等都需要考虑焊锡微观结构的特征和要求。
通过控制焊接过程中的温度梯度和冷却速率等参数,可以控制焊锡晶粒尺寸和晶界运动,进而影响接头的性能。
此外,焊接材料的表面处理和氧化程度的控制也能够影响焊接接头的微观结构。
综上所述,焊锡微观结构是了解焊接过程中现象和特性的重要手段。
激光锡球焊原理
激光锡球焊原理
嘿,朋友!今天咱来聊聊超酷的激光锡球焊原理!你知道吗,这就好比是一场金属的神奇舞会!想象一下,小小的锡球就像是一个个欢快跳动的舞者。
激光呢,就像是那耀眼的舞台灯光,精准地照射在锡球上。
“啪”的一下,锡球瞬间融化,这场景,哇塞,是不是很神奇?就像你看到一朵花突然在眼前绽放一样令人惊叹!
比如说啊,我们要把两个金属片连接起来,这时候激光锡球焊就大显身手啦。
激光束“嗖”地一下射出来,锡球在它的照射下乖乖地融化,然后填满两个金属片之间的缝隙,把它们紧紧地粘在一起,简直完美!这不就像是把两块拼图严丝合缝地拼在一起吗?
阿强就曾经特别惊讶地跟我说:“哇,这也太神了吧,就这么一下就焊好了?”可不是嘛,就是这么厉害!而且啊,激光锡球焊的精度超级高,不会有那些乱糟糟的焊点。
你说,这得多厉害啊!这就好像是一个技艺高超的工匠,每一个作品都是那么精致。
在我们生活中很多地方都用到了激光锡球焊哦,从电子设备到汽车制造,都有它的身影。
它就像是一个默默无闻的英雄,在背后为我们的高科技生活提供着坚实的保障。
我觉得啊,激光锡球焊真的是一项超级厉害的技术,它让我们的连接变
得更牢固、更精准,为我们的生活带来了很多便利和惊喜!怎么样,是不是对它有了更深的了解和兴趣呢?。
鱼鳞焊和鸡屎焊,不仅仅是外观的区别!

鱼鳞焊和鸡屎焊,不仅仅是外观的区别!
曾经我们被一波又一波的鱼鳞焊纹迷倒数次,有人认为这是高级焊工的绝活,有人认为这是焊工界的佳作。
鱼鳞焊的成品确实太漂亮了,堪比艺术品。
如果有人还说鱼鳞焊不美的话,那么,就请看看另一种极端,那是让人欲罢不能的鸡屎焊,今天小编一并介绍了!
咱先欣赏一下鱼鳞焊的成品,最后视频教大家如何进行“鱼鳞焊”。
再一起看看这么漂亮的鱼鳞焊是怎么焊接出来的。
WiFi下观看视频
下面我们来看一下鸡屎焊的成品是怎样的?
是不是绝了!据说焊的不好的都叫鸡屎焊,但也不尽然,你焊过鸡屎焊吗?请在留言中回复小编哦~~
-End-
☞
☞来源:金属加工、腾讯视频。
焊接接头非破坏检测技术详解

焊接接头非破坏检测技术详解焊接是一种常用的金属连接技术,广泛应用于船舶建造、桥梁结构、石油化工等众多领域。
为保证焊接接头的质量和可靠性,非破坏检测技术在焊接工艺中起着重要的作用。
本文将详细介绍焊接接头常用的非破坏检测技术。
一、视觉检测技术视觉检测技术是最简单、常用的非破坏检测方法之一。
通过对焊缝表面的视觉观察,可以初步判断焊接接头是否存在缺陷。
视觉检测技术主要通过肉眼、显微镜、光学仪器等进行,其优点是操作简便、成本较低,但对于较小的焊接缺陷难以识别,检测结果受人员主观因素影响较大。
二、磁粉检测技术磁粉检测技术是利用磁粉颗粒在磁场作用下对焊接接头表面的裂纹和其他缺陷进行检测的一种方法。
在磁粉检测中,首先在焊接接头表面涂覆磁粉或将磁粉颗粒喷射到焊接接头上,然后通过磁场的作用使磁粉沿着缺陷线聚集,从而形成检测结果。
磁粉检测技术对于裂纹的检测效果较好,但对其他类型的缺陷检测效果相对较差。
三、超声波检测技术超声波检测技术是利用超声波在物质中传播、反射和衍射的原理对焊接接头进行无损检测的方法。
在超声波检测中,通过将超声波传送到焊接接头内部,利用探头接收反射回来的超声波信号,并分析信号中的强度、时间等参数,来判断焊接接头是否存在缺陷。
超声波检测技术对于薄壁焊接接头的缺陷检测效果较好,可以探测到较小的缺陷,但对于粗糙表面的焊接接头检测效果较差。
四、射线检测技术射线检测技术是利用X射线或γ射线对焊接接头进行无损检测的方法。
在射线检测中,通过将射线照射到焊接接头上,当射线通过焊接接头时,被吸收的射线量与焊接接头的材质和缺陷类型有关。
通过检测吸收的射线量和密度分布,可以判断焊接接头是否存在缺陷。
射线检测技术对于焊接接头的内部缺陷检测效果较好,可以检测到各种类型的缺陷,但设备复杂,操作技术要求较高。
五、涡流检测技术涡流检测技术是利用涡流现象对焊接接头进行无损检测的一种方法。
在涡流检测中,通过在焊接接头表面感应电流,产生涡流,从而对接头进行检测。
显微激光焊和TIG比较

显微激光焊和显微TIG焊之比较比较激光焊工具修复和显微TIG焊工具修复,必须考虑二者的优缺点。
每种方法都有显著的特征,适合于特定的修复应用。
显微激光焊显微激光焊在焊缝质量上有明显的优势。
激光在焊接过程中的热输入很低,因此焊接点周围的热影响区(HAZ)也最小。
当修复纹理面或者抛光面时,这一点很有利,而且最后形成的焊缝周围无凹陷,再机加工后几乎看不出焊缝。
此外激光束可以进入孔穴的深处,只要这个区域允许至少大约15°的焊束。
显微激光焊在焊接过程上也有明显的缺点。
激光头是固定的,激光头与显微镜一起使用以看清被焊接的区域。
这表明比起TIG焊炬,激光焊必须控制工件。
这不仅具有挑战性,而且由于每个被焊接工件都需要固定而使投资不菲。
正因为如此,激光焊比显微TIG焊的焊接过程慢得多,也因此昂贵得多。
结果激光焊机夹具同激光器(通常为3~10万美元以上)及其维修费用一样昂贵。
显微TIG焊由于显微TIG焊是一项经过证实的技术,因此是合理的、经济实用的修复工具的方法。
典型的显微TIG焊通过显微焊机控制的焊炬进行焊接,应用几乎不受限制。
TIG焊比激光焊对任何尺寸的焊道熔敷的速度都快得多。
凹陷可以被轻易地控制在几十分之一英寸以内,焊接设备及其维修的费用仅是激光焊的零头。
总的来说,只要使用的是价格合理的显微焊机,用显微TIG焊修复工具的成本较低。
显微TIG焊的缺点主要是因为它对热输入的要求比激光焊高得多。
被焊接的工件必须被预热到特定的温度(根据钢材的种类不同而不同),造成后加热过程和清理过程较长。
不仅如此,焊接时所需的热量也很可能使工件变形,尤其是形状细微、薄壁以及长而圆的工件。
显微TIG焊比激光焊的热影响区大,严重限制了模具商掩饰抛光面或者纹理面的焊缝的能力。
显微激光焊和显微TIG焊都有明显的优点和缺点。
在当前的技术水平下,显微激光焊取代显微TIG焊是不可行的,而显微TIG焊产生的焊缝也无法与激光焊的低热输入相媲美。
激光拼焊焊缝显微组织及精细结构分析

( ) 块 型 铁 素 体 a
( ) 块 型 铁 素体 的精 细 结 构 b
图 4 块 型 铁 索 体及 其精 细 结 构
一
种 中间型相 变 , 相与母 相 的的成 分相 同 。 相 的形 态特 殊 的铁素体 为块 型铁 素体 。 新 新
在母 相 晶界处形 核 , 然后 迅速 长入 周 围 的母 相 中。 由于新相 与母 相 间成分 相 同 ,故 原子 只需 热 激活 就可 以连 续地 转入 新相 , 而勿 需 原子 的扩 散 , 因而
00 S . 2, .4, . 1 S 0 0 5, . 3, i . 8, i 0 0 Mn 0 1 P 0 0 , .0 Nb 0 0 T
徐 荣 杰 , 程 师 , 士 ,9 2年 毕 业 于 北 京 科 技 大 学 金 属 物 工 硕 19
类 钢焊缝 性 能 的研究 较 多 ,也 有一 些 有关 焊缝 组 冷 轧 钢 板 , 要 合 金 元 素 组 成 ( 量 分 数 %) : 主 质 为 C
X o g e L o g We S i n , i e dn uR nj ,vD n , i ht g LuR n o g i o (eh o g e t f n a gSel o, t.A sa , 0 9 La nn , hn ) T c nl yC ne o g n te C .Ld, nh n 14 0 , io ig C ia o r A 1
p
\
有极 高 的长大速 度 。 多边形铁 素体 相 比 , 与 块型铁 素体 位错 密度 较 高 , 其转 变 特点是 没有 表 面 浮突 , 晶界 参差 不 齐 。同时 , 块型转 变 发生 时 , 不发 生合 金元 素 ( 括 C在 内) 包 重新分 配 。 因此 , 在精 细结构 的电镜观 察 中 , 没有 发现 富碳相 , M— 如 A等 。由于 块 型转 变 的上述 特点 , 必然 要求 足够 快 的冷 速 , 图
超超临界火电机组镜面焊接技术
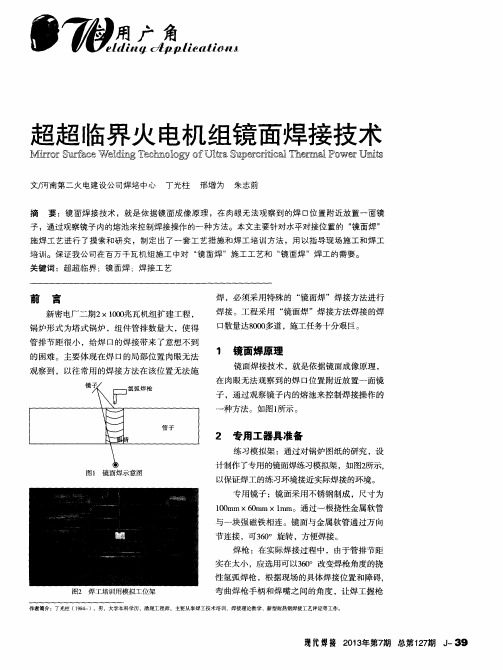
关键词 :超超临界 ;镜面焊 ;焊接工艺
聃
菁
焊 ,必须采用特殊 的 “ 镜面焊”焊接方法进行 焊接 。工程采用 “ 镜面焊”焊接 方法焊接 的焊 口数量达8 0 0 0 多道 ,施工任务十分艰 巨。
3 . 2 由于镜 面成像是反射 成像 ,焊工在焊接过
程中从镜 面看到 的熔池形 状与运条方 向与实际
的是相反的 ,电弧控制难度加大 ,在焊接过程 中很 容易发生焊丝往镜中的熔池送丝 的现象 ,
导致电弧摆 动和填丝动作难以连贯 、一致 、协 调 ,影响正常的焊接。
的熔池前方 ;送丝的同时 ,焊枪慢慢摆动 ,焊 丝的送进要有规律 ,不能时 陕时 漫,保证坡 口
_ i 乏 氛i i …
内凹,平焊位置焊瘤 。当采用外加丝法时 ,对 口 间隙应控制在2 . 0 ~ 2 . 5 H 1 n 1 之 间。对 口时 ,错 口值
不得大于壁厚的1 0 %。偏折程度不得大于1 / 2 0 0 。 4 . 1 . 2 镜子的摆放 :在开始镜面焊前 ,首先要
4 . 2 . 1 点焊 :镜面焊接方法对 口点焊的位置与 普通焊 口是不 同的 ,最佳 的点焊位置是各偏离 平焊位置4 5 。的两侧 ,这样点焊的好处是在氩
3 工 艺 难点 分 析
3 . 1 镜面焊接过程 中,焊工是通过镜面观察熔
弧焊打底过程 中,肉眼视线能够方便地透过平 焊位置的对 口间隙观察焊缝熔池。
和移动不够灵活 ,易造成 内凹 、未 焊透 、未熔
模具激光焊机显微镜调节技巧

显微镜对于模具激光焊接机来说,可谓至关重要。
如果看的不清晰或不准确,必然会影响焊接质量效果。
那么该么如何正确使用模具焊接机显微镜调节技巧呢?下面教大家使用和调节技巧。
在补焊操作之前,先将显微镜的目镜桶外侧的清晰调度节旋钮顺时针旋到底,使得2个目镜筒在同一个高度。
这是为了在观察工件时二个眼镜看到的清晰度保持一致。
操作时将工件放在工作台上,上下移动工作台,通过在显微镜中观察工件,使工件在显微镜的视场中处于较清晰状态。
我们在补焊任何工件时,工件都是要处于清晰状态,一是以清晰度来确保符合焦距高度,二是眼睛能清晰的看到补焊的过程从而确保补焊质量。
在补焊时,强烈要求客户在使用显微镜中一定要用2个眼睛同时观察工件,眼睛不要紧贴住目镜,也不要远离目镜,大概保持5到10毫米左右。
当看到的视场不能重合时,可以调整显微镜的2个目镜座,使2个目镜的距离和自己2个瞳孔的距离保持一致,直到所看到的2个视场重合在一起。
之所以要用2个眼睛同时观察,就是为了我们所看到的工件能够呈立体感。
能够看到工件上的高低位置,特别是准确零件的细小位置能够看得清晰。
并且可以对补焊后的工件进行检查,观察补焊位置是否咬边或烧损,以确保补焊位置及高度符合要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
显微镜下做焊接,真神
本报“暑期一日·体验365行”的活动已进行了3场,一些平时不太为人熟知的新职业,让很多孩子们体验后,有了全新的感受。
像7月16日去杭州惠耳听力技术设备有限体验“助听器验配师”,孩子们不仅知道了人体最小的骨头是“藏在耳朵里的听小骨”,对聋儿、耳背老人等听力障碍者的处境也有了新感悟,以下两名学生写的体验记录,让我们感受到这一点。
在无声世界里,原来那么痛苦
杭州长寿桥小学五(3)班王佳铭
7月16日一早,我带着兴奋的心情和小伙伴们一同去当一次“助听器验配师”。
我们跟着指导老师换上白大褂,带上专用的工作牌,哈哈,我们成了医生啦!
在助听器验配实验室,我们要自己动手做耳膜模型。
看着玩具一样的玻璃人头模型和橡皮泥一样的打样膏,我心痒痒地恨不得马上动手。
陈老师讲解完了,我分到了一蓝一白两种打样膏。
我费劲地把打样膏搓均,再用力把它们塞进一个很大的“针筒”里。
然后用手把耳朵模型里的打样膏压好。
一会儿,打样膏干了,我小心翼翼地去拿做好的模型,居然轻轻一拿就拿出来了。
陈老师说,每个人的耳道结构都不一样,验
配师需要为每个听障患者做合适的耳膜模型,这样就可以帮他们配到最适合自己的助听器。
助听器原来是这么个性化的产品啊!
我还在纳闷,听不到声音那是什么样的世界呢?陈老师又把我们带到了测听室。
我进了测听室,发现这里好安静啊!我好像完全置身于一个与外界隔离的世界,别人在外面对我喊话,可我一点也听不到。
我觉得很难受,此时的我终于感受到了一个听力障碍者的痛苦。
对一个听力障碍者来说,回到精彩有声的世界是多么幸福啊!
外公,我再不说您“耳背”了
安吉路实验学校405班刘子昂
前几天我在钱江晚报上看到了“助听器验配师”体验活动,我很激动地和妈妈说我要参加这个活动的理由:“外公也带这种助听器,我正好去学习一下……”
到底助听器是怎么做出来的呢,我兴奋地来到生产部,急切地想去探个究竟。
哇,每个生产技师面前都有一台专用显微镜,我正奇怪着助听器和显微镜有什么关系,指导老师就过来说了,因为机芯很小要用300多度的温度才能焊接起来。
而且还有很多道精密的工序才能完成那一个个看似小小的助听器,真不容易啊!每台助听器的制作与维修都要在显微镜下完成,制作完成后还需要通过电脑对助听器进行数据编程,根据用户的听力损失程度进行调试,让用户能听得更为清晰。
我也去尝试了下,可我在
显微镜下啥也做不了。
看到显微镜下生产技师们那娴熟的焊接技术,花生米一样大小的助听器在他们手里俨然就是一个艺术品。
这些叔叔阿姨们可真了不起!
通过这次体验,我想和外公说一句悄悄话:“外公,我以后再也不会因为你听不到而不耐烦了,我还会教你更好地保护你的助听器。
”
端子截面分析仪 罔咅鵼。