冲压模具教学动态图(gif版)
20个经典的模具动态图演示其工作过程

20个经典的模具动态图,演示其工作过程!请点击右上角,选择【发送给朋友】或【分享好友圈】分享给朋友请点击右上角选择发送给朋友请点击右上角选择分享到朋友圈请点击右上角选择在浏览器中打开写评论分享20个经典的模具动态图,演示其工作过程!2天前4条评论机械CAX3601.卡勾机构组合图播放GIF2.吹塑成型图播放GIF3.斜顶组合图播放GIF4.最简单的两板模成型图播放GIF5.热咀成型图播放GIF6.螺纹强脱模具图播放GIF7.模具上的强制复位机构图播放GIF8.顶出代脱螺纹机构图播放GIF9.爆炸式加推板成型模具图播放GIF10.齿条脱螺纹机构模具图播放GIF11.齿条脱螺纹机构模具图播放GIF12.马达脱螺纹模具图播放GIF13.常见的斜顶机构模具图播放GIF14.侧面螺纹,马达脱机构图播放GIF15.爆炸式机构播放GIF16.利用开合模脱侧螺纹机构模具播放GIF17.斜顶内装顶针机构模具18.滑块斜顶脱螺纹机构组合模具播放GIF19.哈夫式脱螺纹加推板机构顶出模具播放GIF20.拉勾机构模具播放GIF机械cax360,分享机械干货的微信自媒体,每天推送实用的机械知识,请关注我们的微信公众号名称:cax360(微信号:cax-360)展开全文你的观点太赞了39VS 不咋的5机械CAX3604.4万人订阅订阅热门评论暂无评论,快抢沙发热门新闻多图这些免费的盆景植物,千万要养上几株!不只是好看这么简单!应用内查看乐家网4天前多图那些民间钓鱼高手,各类大鱼让你一次看到!应用内查看钓鱼人驿站4天前多图超级实用的多用途工具制造过程,机械人说这个可以有!机械CAX360 2天前多图绝对实用的生活小技巧,知道的人太少!机械CAX360 昨天多图9个直观易懂机械的动图,第一个就很漂亮!机械CAX360 2天前多图摩托车的手动变速箱制造过程,远比我想的要复杂好多!机械CAX360 昨天多图开荒巨无霸,分分钟扫清前方的一切树木!机械CAX360 4小时前多图碎木机的是如何造出来的?它能秒秒钟将树枝变成碎渣!机械CAX360 2天前多图乐高积木这样玩,也是给跪了!机械CAX360 5小时前多图超级神器gif搞笑动态图集锦萌宠视频3天前多图爆笑GIF集锦:我们男人就喜欢这样的......福利动态图昨天多图看看德国人把军事基地改造成了什么!机械CAX360 昨天多图同样是装X,谁说机械表和智能表水火不容?机械CAX360 5小时前多图两姐弟点餐时不够钱,这名收银员的反应帮大家上了堂震撼教育!超级育儿3天前多图gif动图:对不住了,先借你女友玩两天啊!这逼装的有格调2天前多图精选gif图:幸好反应快,不然小命就搭进去了!笑傲浆糊昨天多图精选gif图:姑娘让你嘚瑟,下次不一定就这么走运了!笑傲浆糊5小时前多图精选GIF:人竟然被鱼撵到了水里去了+女生拒绝男生只需这四招!全球搞笑2天前多图【分享】看完这31张惊悚图片,你一定会在文末写下评论... 麦格时光昨天多图精选gif图:敢招惹老娘!老娘整天想找事还找不着呢!笑话菌14小时前多图精选gif图:妹子身材再好,也不能这样过马路很危险!笑话菌昨天多图精选gif图:上缴完毕,你是世上最诚实的男人!笑话菌2天前多图毕姥爷现身了!毕福剑坐高铁回京一脸落魄令人心疼小利说事3天前多图妹子上个厕所还不老实?玩HIGH了吧创意趣事汇2016.5.5 多图每日轻松一刻:司机快停车,你的猪掉了跑车网2016.5.5 多图为什么日本人喜欢在二次元里玩乱伦?知乎日报2016.5.5 多图知道刘晓庆脸上的粉有多厚吗?被她脸蹭过的玻璃快被涂成一堵白墙陆崕2016.5.5 多图内涵段子,搞笑笑话:天气越来越热了,推荐几个解暑良方幸福快乐智慧人生4天前多图“洪秀全”被灭,天王府搜出2300多名妇女,是用来干啥的?知野史4天前多图美女开车摆摊,从引擎盖里拎出一堆货,城管看傻了!车说万象4天前上拉加载更多发表。
【经典】一张模具动态图,揭示一个模具原理
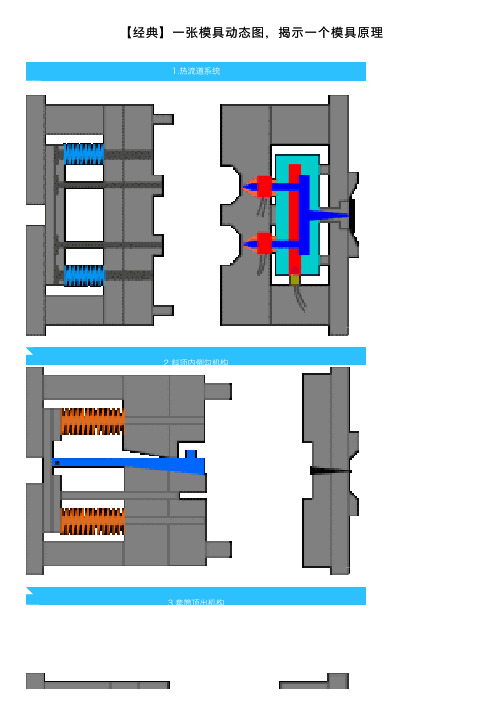
【经典】⼀张模具动态图,揭⽰⼀个模具原理
1.热流道系统
2.斜顶内倒勾机构
3.套筒顶出机构
4.滑块外倒勾机构
5.内螺纹⾃动旋出脱模机构
6.三板模具、针点进胶,套筒顶出机构
7.侧壁潜伏式进胶机构
8.埋⼊件射出机构
9.顶针潜伏式进胶机构
10.Hub倒勾机构
11.射出成形机⼯作流程
12. 卡勾机构组合图
13. 爆炸式机构
14. 滑块斜顶脱螺纹机构组合模具
15. 螺纹强脱模具图
16. 爆炸式加推板成型模具图
17. 齿条脱螺纹机构模具图
18. 马达脱螺纹模具图
19. 侧⾯螺纹,马达脱机构图
20. 利⽤开合模脱侧螺纹机构模具:
21. 哈夫式脱螺纹加推板机构顶出模具
22.其他复杂模具结构图。
冲压模具的基础知识42页PPT
1
0
、
倚
南
窗
以
寄
傲
,审容来自膝之易
安
。
谢谢!
51、 天 下 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
55、 为 中 华 之 崛起而 读书。 ——周 恩来
冲压模具的基础知识
6
、
露
凝
无
游
氛
,
天
高
风
景
澈
。
7、翩翩新 来燕,双双入我庐 ,先巢故尚在,相 将还旧居。
8
、
吁
嗟
身
后
名
,
于
我
若
浮
烟
。
9、 陶渊 明( 约 365年 —427年 ),字 元亮, (又 一说名 潜,字 渊明 )号五 柳先生 ,私 谥“靖 节”, 东晋 末期南 朝宋初 期诗 人、文 学家、 辞赋 家、散
冲压模具基础知识PPT课件
• 翻边模
翻边模是覆盖件冲压的关键工序之一&覆盖件上的翻边除焊接和 装配的要求以外;还可以增加覆盖件的刚性强度,使覆盖件边缘 光滑、整齐和美观。
翻边止推器
门外板翻边模结构局部图
• 斜楔模
斜楔模包括斜楔修边冲孔模、斜楔翻边模以及各种复合的工序&斜 楔模具的特点:
(1能够完成垂直冲压不能完成的工作。 (2)要求行位精度比较高的零件。 (3)结构比一般模具结构复杂。
淬火硬度50~55HRC。
拉延模凹模
平衡块
拉延模凸模
拉延模具图
• 修边模
一般所称的修边模包括了修边冲孔模;冲孔合并在修边中对于修 边模的结构影响不大,只是增加冲孔凸模、凹模和凸模固定 座&根据修边镶块的运动方向,修边模可分成以下三类:
1、修边镶块与压力机方向一致作垂直运动,这类修边模叫垂直 修边模。。
2、修边镶块作水平或倾斜运动的修边模称斜楔修边模。由于压 力机的上下运动经斜楔传给装有修边镶块的滑块,因此结构 较复杂,冲模工作部分的占有面积也较大。
3、一些修边镶块作垂直方向运动,而另一些修边镶块作水平或 倾斜方向运动的修边模称垂直斜楔修边模。
修边刃口
侧销
废料刀
修边刃口
退料板
D530顶盖修边冲孔模具图
导套
防护板
在汽车覆盖件生产中常用的冲压模具有拉延模、 修边冲孔模、翻边模、斜楔模&
• 拉延模
拉延模的结构;由主要的三大件或四大件组成:即凸模、凹模、压 边圈或凸模、凹模、压边圈和固定座&凸模通过固定座安装在双 动压力机的内滑块上,压边圈安装在双动压力机外滑块上,凹模 安装在双动压力机下台面上,凸模与压料圈之间、凹模与压料圈 之间都有导板导向。凸模、凹模、压料圈是由钼铬铸铁铸成,经 加工后棱线、凹模拉延圆角等处根据需要可以进行表面火焰淬火,
冲压模具动静态检测方法课件
10 折叠式废料槽在作业和保存时位置好吗
PPT文档演模板
检查 静动
检查要领
检查方 法
*
一级滑槽不小 于25度
目视手 感
*
目视
*
目视
*
目视
*
目视
*
目视
*
目视
*
排出顺利,无 阻碍
目视
*
直尺目 视
*
折叠后不能超 出上模平面
目视
冲压模具动静态检测方法
•模冲具压验模收具流动程静:态检查流程:
PPT文档演模板
目视 目视 目视
目视
目视 红丹 粉 目视 目视 目视
PPT文档演模板
冲压模具动静态检测方法
•模冲具压验模收具流动程静:态检查流程:
检查
NO
项目
检查要领
静动
10 上料架与送料高度匹配吗
*
11 定位板焊接深度结合底部焊接好吗
*
12 圆棒形定位有加强板吗
*
13 翻边托料装置上的定位有销子定位吗
*
14 上料无干涉吧
7 模具中心表示好吗
*
按图纸规定
8 空气配管上升下降的色别对吗
*
按技术协议
检查方 法
直尺
直尺
直尺 直尺 目视 目视 目视 目视
PPT文档演模板
冲压模具动静态检测方法
•模冲具压验模收具流动程静:态检查流程:
NO
项目
9 模具快速定位键槽或定位孔位置及尺寸对吗 10 气路集成座位置,高度表示好吗
11 螺栓类与滑道的间隙好吗
*
能否顺利排出, 防止反翘
目视
PPT文档演模板
冲压模具动静态检测方法
冲压模具结构最清晰讲解图文原创课件PPT
内导套,与脱料板安装的内导柱共同起到精定位作用。 (普通尺寸冲模的外导套数量为4个,大尺寸模具数量则相应增加) 包裹套在内导柱,滚动摩擦可减小模具启闭的阻力。
材质: SLD,硬度HRC58~62。
加工顺序= 锯床 铣床 大水磨 真空热处理 线割(快) 精磨
生成坯料 铣孔和槽 表面粗平整 增加硬度
快走丝加工孔 确保平整
1
上模垫板,承受冲头或镶件在冲压过程受力回让,避免上模座发生凹陷变形。
2
上夹板,固定各冲头、镶件,保证零件作用位置和精度。
3
脱料垫板,固定卸料镶件、承受成型镶件在生产过程中所产生的集中应力。
4
脱料板,放置卸料镶件,当冲头冲剪完成后,借由卸料弹簧提供的力将冲头与冲压 5 材料分离。
下模板, 1.放置导料板+凹模镶件+内导套+浮料块,并保证位置的精确性;2.承受 冲剪时的旁侧力。
引导针,冲裁形成延边料的定位孔,料带行进靠引导针带动。数量越多则 精度越高。
材质: SLD,硬度HRC58~62 。
加工顺序= 锯床 铣床 大水磨 真空热处理深冷处理 粗磨
生成坯料 铣孔和槽 表面平整加工
增加硬度
表面粗平整
线割(慢) 精磨 慢走丝加工孔 确保平整
IVU
Ye --模板简介
下模板+下垫板
0.5mm
上垫板 上夹板
脱料背板 脱料板
浮料块 浮料后
折弯
浮料块
下模板
料带
X
浮料前 IVU
Ye --加工实例
典型模具零件加工及设备
16
冲模成型零件
说明: 1.零件加工方式多样,通常 依据实际条件选择最简单 经济的工序; 2. 价 格 排 序 : PG> 慢 走 丝 ≧CNC>放电>精磨>车。 PG 120元/h 慢走丝 80元/h CNC 80元/h 放电 50元/h 精磨 40元/h 粗磨 30元/h 车床 20~30元/h
冲压模具基础知识讲义(二)
2005/0921
冲压模具基础知识讲义(二)
•1.7 模具成型標准結構:打沙拉
PPT文档演模板
2005/0921
冲压模具基础知识讲义(二)
•1.8 模具成型標准結構:卷圓
PPT文档演模板
2005/0921
冲压模具基础知识讲义(二)
•1.9 模具成型標准結構:打凸點
PPT文档演模板
2005/0921
•一頂料銷作用
•1.脫料,方便取料
•二頂料銷種類
•1.T形(LB) 2.十字形(LA) •三頂料銷的間隙 • DE單邊+0.1(鑽),挂台部分在模板里的讓位單邊+0.5
PPT文档演模板
2005/0921
冲压模具基础知识讲义(二)
•2.8 沖壓模具五金零件介紹:內定位
•一內定位銷作用
•1.准確定位,固定產品.
变。 • 气管螺纹应特别标示 . • 4. 螺丝的沉头深度和方向要注意﹕沉头深度等于超出螺丝头 • 2~~3mm即可﹐沉头太深﹐不便于钳工操作﹐沉头的方向在注
明 • 时如是反沉头则一定要有”背或反”字而不要用”-“号表示 • 5.螺丝的分布应均匀合理﹐这样即不会造成浪费也不会产生受力
不 • 均﹐其次模具的大小选择合适的螺丝。 • a﹕一般情况下两螺丝间的距离﹕M8的螺丝间距离为120mm左
PPT文档演模板
2005/0921
冲压模具基础知识讲义(二)
•2.4 沖壓模具五金零件介紹:彈簧
• 1: 扁线弹簧计算长度时应以“5”为一阶﹐线簧在保证预压 的情况下 • 长度任意﹔扁簧的自由长度最短为15﹐设计时要注意﹔扁簧外徑最 • 小的是Φ8.0﹐而沒有Φ6.0的扁簧。 • 2: 盡量避免弹簧串联使用﹐特殊情況要使用時,應请购相同规格的弹簧。 • 3: 螺丝装入弹簧内时﹐弹簧应与螺丝头部内径为间隙配合﹐一般 • Φ25.0的弹簧可装M6的螺丝﹔Φ30.0的弹簧可装 M8的螺丝。 • 4: 抽芽要选用Φ10.0以上的绿色(TH)或棕色(TB)弹簧 • 5:当产品上有向上成形而下模的压料力又很大时﹐此时一定要选用 • 合适的冲床﹐并合理布置弹簧,否则可能导致模板倾斜或无法闭模。 • 而且弹簧中心到模板边缘的距离大于或等于所选用的弹簧外径 . • 6: 不可以用弹簧去顶滑块﹐因为滑块是双方向运动﹐可能会使弹簧 • 产生剪切力﹐不能正常工作。 • 7: 弹簧不可以暴露在外2/3长﹐否则容易弯曲﹐不稳定﹐此时应加上 • 导杆贯穿(如上模不隨沖床上去的模具) • 8 脱料力计算(根据冲孔和成形的多少) • F脱=(10%~20%)F冲 (F冲=1.3lt)
冲压模具结构及成型调试方法
冲压模具料设计带图
Layout宽度为12.7mm 步距为7.0mm, 产品.
20
冲压模具组装侧视图
折弯
预折弯
成型
21
微调整形
产品角度微调机构
产品外形尺寸微调机构
22
通过打杆滑块结构成型
23
下模滑块结构两边同时成型内角度
滑块成型
内角度微调整形
滑块斜角优先选用5∘﹐10∘﹐30∘﹐45∘几种规格
拉伸次数 \ 拉深高度 :
材料厚度 :0.08~0.15 0.15~0.3 0.3~0.6 0.6~1.0 1.0~1.5 1.5~2.0
1 0.32~0.45 0.45~0.5 0.5~0.6 0.6~0.7 0.7~0.8 0.8~0.9
2 0.48~0.9 0.5~0.9 0.9~1.1 1.1~1.4 1.3~1.6 1.5~1.8
十六:划伤:模具内镶件不平,顶杆力太大或生产过程中送料机碾平机带擦痕以及清洗过程 中产品碰撞擦花严重不能接受的。
42
公制螺纹钻底孔用钻头直径尺寸表
M1: 粗扣螺距0.25=Φ0.75 M2: 粗扣螺距0.4=Φ1.6 M3: 粗扣螺距0.5=Φ2.5 M4: 粗扣螺距0.7=Φ3.3 M5: 粗扣螺距0.8=Φ4.2 M6: 粗扣螺距1.0=Φ5 M8: 粗扣螺距1.25=Φ6.7 M10:粗扣螺距1.5=Φ8.5 M12:粗扣螺距1.75=Φ10.2 M14:粗扣螺距2=Φ11.9 M16:粗扣螺距2=Φ14 M18:粗扣螺距2.5=Φ15.4 M20:粗扣螺距2.5=Φ17.4 M22:粗扣螺距2.5=Φ19.5 M24:粗扣螺距3=Φ20.9
41
手机屏蔽罩质量异常和解决方法
九: 产品变形,拱形,有螺丝压印,模印:产品变形,材料扭曲未碾平;压料力不够导致脱 料变形;模板变形;调平螺丝高度没调好或者为了调平面度螺丝变形。产品拱形,模具未压到位, 模具内压废料产品导致拱形。上下模压的太死;镶件高出或矮过模面会在产品上留下模印和压印。