连续模设计思路
连续模课程设计

连续模课程设计一、课程目标知识目标:1. 让学生掌握连续模的基本概念,理解其在数学及相关领域中的应用。
2. 使学生能够运用连续模进行简单的数据分析和问题解决。
3. 引导学生理解连续模与日常生活、科技发展等方面的联系。
技能目标:1. 培养学生运用连续模进行观察、分析、解决问题的能力。
2. 提高学生运用数学语言进行表达、沟通的能力。
3. 培养学生运用信息技术工具,如计算器、计算机软件等,解决连续模相关问题。
情感态度价值观目标:1. 激发学生对数学学科的兴趣,培养他们勇于探究、积极思考的学习态度。
2. 培养学生合作、互助的精神,使他们懂得团队协作的重要性。
3. 增强学生的国家意识,让他们明白数学在国家和科技发展中的地位与作用。
课程性质分析:本课程为数学学科,旨在通过连续模的教学,提高学生的数学思维能力和实际问题解决能力。
学生特点分析:学生处于具备一定数学基础知识的年级,具有较强的求知欲和好奇心,喜欢探索新知识,但可能对抽象概念的理解有一定难度。
教学要求:1. 结合实际案例,引导学生理解连续模的概念。
2. 注重培养学生的动手操作能力和实际问题解决能力。
3. 针对学生特点,采用生动、形象的教学方法,降低学习难度。
4. 强化师生互动,关注学生学习过程,及时调整教学策略。
1. 知识层面:掌握连续模的定义、性质和简单应用。
2. 技能层面:具备运用连续模解决问题的能力,能够运用数学语言进行表达。
3. 情感态度价值观层面:增强数学学习兴趣,培养合作精神和国家意识。
二、教学内容1. 理解连续模的定义与性质- 连续模的概念引入- 连续模的基本性质- 连续模在实际中的应用案例2. 掌握连续模的计算方法- 连续模的计算公式- 运用计算器进行连续模计算- 解决实际问题中的连续模计算3. 应用连续模解决问题- 识别问题中的连续模要素- 建立数学模型,运用连续模分析问题- 案例分析与讨论4. 数学语言表达与交流- 运用数学语言描述连续模问题- 与同伴进行讨论,共同解决问题- 撰写小论文,展示学习成果教学内容安排与进度:第一课时:连续模的概念引入,基本性质学习第二课时:连续模的计算方法,计算器使用技巧第三课时:实际案例分析与讨论,小组合作解决问题第四课时:数学语言表达与交流,撰写小论文教材章节及内容:第一章:数学建模与实际问题第一节:连续模的定义与性质第二节:连续模的计算方法第二章:数学工具的应用第三节:计算器在连续模计算中的应用第三章:数学思维与表达第四节:数学语言在连续模问题中的应用教学内容遵循科学性和系统性原则,确保学生能够逐步掌握连续模的知识与技能,为解决实际问题打下坚实基础。
宝安冲压厂家,连续模设计要点(2)

宝安冲压厂家,连续模设计要点(2)连续模的设计是宝安冲压厂家的必备工艺,拥有独立开模下料的冲压厂具有更强的市场竞争力,上一篇讲述了连续模设计的前半部分要点,本文将继续作补充。
诚瑞丰拥有24年的开模加工经验,专业供应五金冲压件、折弯件、拉伸件等金属加工产品,欢迎联系合作。
1.连续模侧刃形状的设计按照侧刃的形状可分为长方形侧刃、L形侧刃、凹形侧刃这3种。
其中长方形的结构最为简单,但如果刃口尖角受到磨损或者侧刃挡块出现缝隙时,被冲裁的物料边上会出现毛刺,对送料产生的影响非常大,此刻宜采用凹式切口设计来解决问题。
2.合理选用模具卸料元件有些高速冲床的冲压次数达40次/分钟,寿命大于100万次,对于如此高强度的负荷,卸料元件不能忽视,需要排除橡皮、聚氨酯材料的元件,转而选用可靠性更强,卸料力更足的方弹簧卸料元件。
3.复杂件模具设计多次冲压宝安冲压厂家有相当部分的产品是复杂件,不能用连续模一次成形,应将其结构拆解,分为若干个简单的孔型,进行多次冲压,从而更容易加工,使冲压力度更加均匀,保持冲压中心不偏移。
4.适当保留模具空工位对于连续拉伸模,需要在设计时留出1到2个空的工位,方便试模时做出调整。
空工位有助于保护凹凸模孔口过近的金属件,并且方便凹模和卸料板的安装,提高模具架构强度。
5.保证载体不形变连续模的载体的作用是完整落料工序与带料的分离步骤,常见于搭边工序,常见的载体有:边聊载体、中间载体、单边载体和双边载体。
边料载体李彤供件的边聊冲出导正孔,便于在拉伸、折弯工艺的成形。
但是在冲压进程中,载体是绝对不能产生变形的,即使是在裁切中发生了移动,也会影响冲压件的品质以上就是保安冲压厂家对连续模设计要点的补充,希望对你有帮助。
诚瑞丰公司,24年专注生产冲压件,20000+套冲压模具生产经验,月产100+套模具,上百台精密加工设备,日500万冲次生产产能,冲压精度可达0.01mm,18道质检层层严格把关,欢迎联系合作!。
设计连续模的注意事项
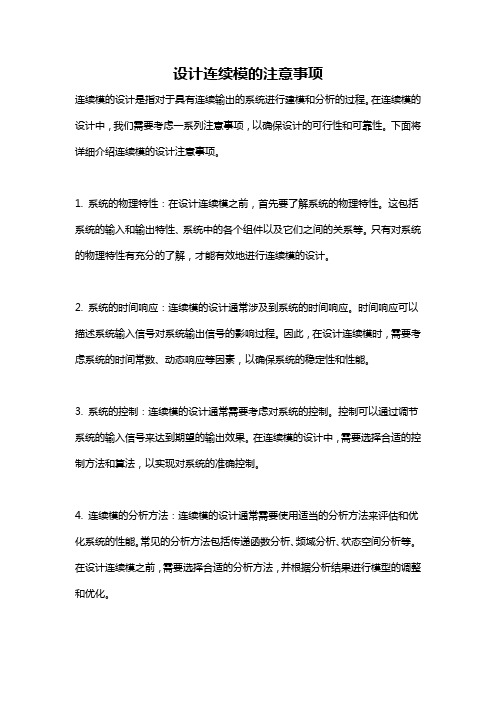
设计连续模的注意事项连续模的设计是指对于具有连续输出的系统进行建模和分析的过程。
在连续模的设计中,我们需要考虑一系列注意事项,以确保设计的可行性和可靠性。
下面将详细介绍连续模的设计注意事项。
1. 系统的物理特性:在设计连续模之前,首先要了解系统的物理特性。
这包括系统的输入和输出特性、系统中的各个组件以及它们之间的关系等。
只有对系统的物理特性有充分的了解,才能有效地进行连续模的设计。
2. 系统的时间响应:连续模的设计通常涉及到系统的时间响应。
时间响应可以描述系统输入信号对系统输出信号的影响过程。
因此,在设计连续模时,需要考虑系统的时间常数、动态响应等因素,以确保系统的稳定性和性能。
3. 系统的控制:连续模的设计通常需要考虑对系统的控制。
控制可以通过调节系统的输入信号来达到期望的输出效果。
在连续模的设计中,需要选择合适的控制方法和算法,以实现对系统的准确控制。
4. 连续模的分析方法:连续模的设计通常需要使用适当的分析方法来评估和优化系统的性能。
常见的分析方法包括传递函数分析、频域分析、状态空间分析等。
在设计连续模之前,需要选择合适的分析方法,并根据分析结果进行模型的调整和优化。
5. 功耗和能效:在连续模的设计中,需要考虑系统的功耗和能效。
功耗是指系统在进行特定任务时所消耗的能量,而能效是指系统所完成的任务与消耗的能量之比。
在连续模的设计过程中,需要优化系统的功耗和能效,以提高系统的性能和可靠性。
6. 噪声和干扰:在连续模的设计中,需要考虑系统所受到的噪声和干扰的影响。
噪声和干扰可以导致系统输出的误差和不稳定性。
因此,在设计连续模时,需要采取适当的措施来降低噪声和干扰的影响,以提高系统的抗干扰能力和稳定性。
7. 故障检测与容错设计:在连续模的设计中,需要考虑系统的故障检测和容错设计。
故障检测可以及时地发现系统中的故障,而容错设计可以使系统在出现故障时继续工作。
在设计连续模时,需要考虑故障检测和容错设计的方法和策略,以提高系统的可靠性和鲁棒性。
浅谈搭接件连续模设计

科 技 天 地41INTELLIGENCE························浅谈搭接件连续模设计广东省潮州市技工学校 陈 超摘 要:通过分析搭接件的工艺性,详细介绍连续模排样方案和总体结构,阐述关键部件的设计与计算方法。
充分给予学生实在的设计实战参考,开阔思维,提高了学生连续模具的设计能力。
关键词:搭接件 连续模 排样设计引言:图1所示搭接件产品图,材料为Q215(A2),厚度4mm,生产批量为大批量。
图1 搭接件 1、工艺分析零件展开外形较复杂,成形工艺较多,包括冲孔、切边、压包、弯曲等工序,此外,成形较为困难的是制件上的轴需采用压制、冷镦等工艺完成。
如果此时采用单工序冲裁模,固然可以成功完成零件冲压加工,但存在缺点是较多的:①零件相互间的位置精度较难保证;②工序较多,定位复杂繁琐,且模具成本投入较大;③不能连续送料,生产效率低;④劳动力投入大,增加存放、运输等辅助生产工序。
故此零件适宜采用多工位连续模制造。
优点在于;①零件内孔与外形的相互位置精度较高,产品精度容易保证;②送料定位较易实现,并且定位精度较高;③采用自动送料,提高模具生产效率及生产安全。
零件上有一直径 Φ5.5mm 的孔,因料较厚,直径与料厚相近属小孔冲裁,冲裁工艺性不好,冲孔凸模要有可靠的保护装置以免冲裁过程中凸模折断。
制件上的R0.5mm 弯曲半径, Q215在弯曲方向与纤维垂直时得最小弯曲半径为0.1t,因此可1次弯出(平行纤维时,最小弯曲半径为0.4t)。
由于零件材料为热轧钢,表面质量差,氧化皮多,也给冲压带来了许多问题,如模具内腔可能因充满氧化皮而胀裂,模具活动部分易被污垢阻塞等,因此合理安排冲裁间隙,保证模具寿命非常重要。
6.第六章 连续模具设计2
为了保护和导向细小 凸模,凸模与卸料板对应 型孔之间的配合间隙值, 大大小于凸模、凹模之间 的间隙,仅为后者的1/3~1/4。 卸料板与上模座之间, 常常增设小导柱、导套机构, 保证运动的高精度。
(7)带料连续拉深
是在带料上直接拉深,成形后再冲裁。 效率高,但模具结构复杂。 连续拉深无中间退火,因此,连续拉深工件的 总拉深 系数应该大于材料不进行中间退火所能允许的极 限拉 深 系数。
侧刃定位可以采用 单侧刃,但板料窄边冲 完后,尾部无法定位, 将出现(n-1)个废品。 因此,常采用双侧 刃,一个布置在第一工 位或其前方,另一个布 置在最后一个工位或其 后方。 侧刃定距方便安全,但 有材料浪费,定距精度不高, 常与导正销联合使用。侧刃 粗定位,导正销精定位。
4)导正销定距 一种定距精度较高的 定距形式。普遍使用。 利用工件上的孔,或 在条料载体或余料上专门 冲制出的孔,作为板料的 定位孔;在凸模上,或适 当的位置,专门设置导正 销。 当模具下行时,导正 销插入工艺孔中,使板料 作小距离的前、后,或左、 右移动,从而实现准确定位。
4、翻边冲孔落 料连续模
5、某工件设计实例
08钢, 料厚1mm
工位设计
一次切口 料
二次切口
整平Biblioteka 拉深起伏冲预制孔大、小孔翻边
冲其余孔
落料
切断废
起伏焊接点
对于工序复杂的工件,应该首先考虑采用连续模。
§1 连续模工艺设计要点
1、工位设计 工位设计就是确定模具工位的数目、各工位加工的 内 容、各工位冲压工序的顺序 (1) 工位设计原则 1)简化模具结构 对于复杂的冲裁、弯曲或成形,采用形状简单的凸 模、 凹模,分步多次局部冲压,尽量少采用复杂形状的模具; 利于工作的可靠性,利于模具的制造、装配、更换和维修。
大型连续模设计要点
A. 誤送檢知;
一定有,且一般裝在最后之 廢料分離工序;
B. 閉模檢知
沒有;
C. 出料檢知
視情況而定,一般都有,但不
用設計者設計,該裝置為沖床 之輔助設備;
D. 首件檢知
有的模具有,有的沒有,沒有 的原因是節省原材料,個人
建議該類需設計;
6. 模高 400~600T模具之模高已有標
准模高,資料已傳過來,我們可 按此標准執行即可; 模高(含公用承板厚度):
加工精度,加工前,留一定的加
工余量,則較易加工,能確保加 工精度.
2. 導正結構與間隙取值:導正結構 已由楊海良和蕭命強報告過,我 在這里補充一點,采用這些結構 時,導正銷與導引孔之間的間隙 取值與我們目前之厚材標准相
3. 快拆結構 目前DT(II)沖壓廠大型連續 模之夾板的快拆分為兩類: A.夾板上割入塊 沖子裝在入塊上,脫料背板過 孔,脫料板割入塊,比夾板入 塊單邊大2MM即可,拆卸時 從脫料板之大孔中取出;
超家
篈
向上折彎成型結構簡圖2
ч 舠 秨家 篈 ち埃ぇ紀 盿 ч 舠 ちч ≧ を娩 超家 篈 ч 舠 遏 盿 ちч ≧ 紀 ち埃≧ふ 遏
B.向下折彎成型時: 當料片送到最后工序,折彎沖子 左手面局部充當沖裁沖子的作用可單 獨做沖裁沖子,將產品連料處與廢料 切開與復合模之原理相同,廢料仍留 在成型前工序之料帶上,等再次送料 時,再將廢料與產品分離(同上述原 理),分離后,即可用切斷刀將廢料切 斷排出,見下頁簡圖:
6: 模具上行到沖床滑塊最高位 置 7: 模具維修; 8: 模具下行到拆模裝置恰當位 置; 9: 氣缸上行到拆模時的位置; 10: 裝上頂桿螺絲; 11: 氣缸下行到最低位置;拆下氣 缸,模具維修工作完成.
冲压模具结构连续模步骤(设计标准)
设计方案
2
的形状、材料和工艺要求。
根据需求,制定合适的模具结构设
计方案,并进行初步绘制。
3
详细设计
对模具进行详细设计,包括具体的
制造与组装
4
尺寸、部件,并进行组装和调试。
冲压模具结构设计的常见困难及解决 方法
复杂冲压件的结构 设计
对于复杂形状的冲压件, 需要深入分析,采用合 适的结构设计和加工工 艺。
高精度冲压设备
采用高精度的冲压设备,可 以提高冲压件的加工精度和 表面质量。
冲压模具结构设计的案例研究
案例1 案例2 案例3
汽车冲压件模具设计 电子产品外壳模具设计 家电冲压件模具设计
通过优化模具结构和工艺, 提高冲压零件的质量和效 率,降低成本。
采用连续模设计和模拟仿 真技术,提高电子产品外 壳的精度和一致性。
冲压模具结构设计的基本原则
• 合理布局:模具结构布局要科学合理、紧凑高效,便于加工和组装。 • 合理配合:各零部件之间的配合要合理,确保模具的稳定性和准确性。 • 合理分力:合理设计模具子零件的定位、卡紧以及支撑结构,使得在冲压过程中能承受合
理的力和压力。
冲压模具结构设计的步骤
1
需求分析
通过了解客户的需求,分析冲压件
通过优化模具结构和制造 工艺,提高家电冲压件的 生产效率和可靠性。
结论和总结
冲压模具结构设计是冲压加工中的关键环节,合理的模具结构设计可以提高冲压件的质量和生产 效率。随着技术的不断发展,冲压模具结构设计的前沿技术将不断涌现,为冲压加工带来更多的 可能性。
冲压模具结构连续模步骤 (设计标准)
冲压模具结构是冲压加工中至关重要的一环,它直接影响到冲压件的质量和 生产效率。本演示将介绍冲压模具结构设计的基本原则、步骤以及常见困难 的解决方法。
连续模设计技巧

连续模设计技巧连续模料带形式、功能与系料设计原则连续模料带设计主要是将冲压制品连结在料带上,以等距离送料的方式将半成品送至各工程站上冲压,将冲压制品连结在料带上有许多种方式,连结方式也需要依据冲压制品特征与冲压方向来决定。
连续模主要多了料带来传送半成品,故连续模的材料利用率会比工程模差,但是生产效率却比工程模高很多。
一.连续模冲压制品冲压形式设计:1.冲压制品脱离料带,直接掉落式:在冲压模具末端将成品直接冲落下,冲压制品与料带是分离的。
此种冲压制品直接冲落后,震研、清洗即是半成品。
此种设计广泛运用于类似电机端子、五金零件、LCD零件、硬盘零组件等都是此种做法。
2.冲压制品仍系于料带上:冲压制品连结着料带一起离开模具,冲压制品与料带是连结在一起的,冲压模具后方有收料机将料带连结的冲压制品用治具收起。
此种冲压制品一般需作电镀、打线等…后制程处理,所以需连结在料带上作其他制程。
此种做法大部分运用在端子类产品上。
3.冲压制品系于料带上,但是可用手直接剥落:冲压制品连结着料带一起离开模具,冲压制品与料带是连结在一起的,与端子的差异在于可用手将冲压制品与料带剥离。
此种制品一样要做电镀等后制程处理,故需将冲压制品连结于料带上,组装时仅需以手将冲压制品剥离料带或使用其他治具、简易模具等…与塑料件组立后剥离,即是半成品。
一般类似弹片类、USB 连接器、连接器外壳等就是使用此种做法。
二.连续模料带各部分功能:1.定位孔:a.定位孔之功能:定位孔主要功能在于校正送料距离的准确性,定位孔普遍设定为圆孔。
定位孔一般设置在料带上,如在冲压制品上有可利用的圆孔作为定位孔时,亦可利用冲压制品上的孔作为定位孔。
连续模不能仅靠着送料机的送料精度做生产,一般送料机送料距离会有误差,且快速多次冲压后,更会有累积误差产生,因此可利用定位孔与送料机接口设备,在每次送料的时都进行送料距离误差校正,避免送料累积误差产生,达到精确送料目的。
b.定位孔设定:定位孔一般以设定以圆孔为主,定位孔孔径0.5mm的倍数(∮1.0、∮1.5、∮2.0、∮2.5、∮3.0、∮4.0、∮5.0…)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
连续模设计思路
一.审图
1.核对产品图
1)转图与客户原图仔细核对,检查视图是否一致,核查尺寸标
注是否有误。
2)核对转图与客户原图之产品要求是否一致,包括:材质,料
厚,公差标准,处理方式等。
2.分析产品图
1)初步分析产品图,了解客户的开模要求(节约成本,保证模
具寿命,开发周期,便于自动化生产),权衡各个条件的主
次性,构思模具类型及工艺方式。
2)分析比较几种模具类型,根据客户要求确定一种相对合理的
工艺方式。
二.产品图展开计算,确定料型
1.计算展开
1)折弯展开计算(内R向外偏移0.3t即为折弯处展开长度,
可适当圆整),保留展开过程,便于主管核查。
2)拉深展开计算(1,快捷命令WW ,2,按拉深系数计算)
注意材质及料厚。
2.展开料型与产品图核对,所采用的折弯方式(向上折弯/向下折弯)是否与产品的折弯方向一致。
3. 展开尺寸核查,圆整。
(圆整尺寸要注意产品的公差要求)
三.料带排样
1. 确定步距及料宽。
(步距和料宽取整数,以0.5为单位,搭边值最小1.2t)
2. 料带排样
1)优先排冲裁工位,包括导正孔,抽牙底孔,分切等。
(注意
过切方式)
2)带料方式(单边带料,双边带料,中间带料)
3)料带导正方式,浮料方式,刮料方式,压料方式等
4)成型/折弯
5)落料,出件
四.凹模板及模芯绘制
1.凹模镶件排布
2.从凹模向各个相关模板图层复制图元,在复制过程中可根据
模板及图元的作用要求更改相关尺寸
3.分板检查、核对图元尺寸及是否有遗漏
4.确定镶块及冲子的固定方式,绘制相关图元(螺丝孔,沉头
孔等)
5.绘制浮升销孔,抬料销孔,内限位孔,检测销孔
6.确定凹模尺寸(送料方向单边+40——70,垂直于送料方向单
边+30——50,模板外形尺寸取整数)
五.组立图绘制
1.粗绘组立图(合模图),确定各块模板的厚度,冲子长度
2.在组立图中插入内导柱、等高套、弹簧、螺丝、销钉等元件
3.复制开模图
六.确定模板规格,排布螺丝、销钉孔
1.确定各块模板规格,考虑是否需要分板
2.镶件排样,从组立图复制出种元件,补全视图,为其插入属
性块
3.排布螺丝孔,弹簧孔,导柱孔,销钉孔(先后顺序为:弹簧
孔——等高套孔——固定螺丝孔——导柱孔——销钉孔)
4.外限位,废料刀,模柄孔,垫脚,底板,吊环孔等附件绘制七.模具料单
1.为各块模板插入属性块,标明其名称、材质、规格、处理
要求、数量、件号等
2.打印料单,请主管审核、确认
八.标注及出图
1.标注图元代号,插入明细表,请主管审核
2.主管审核通过后标注坐标插入图框,打印出图交主管审核
3.主管签字确认后图纸交文管下发,图档存入上传“模具图档”九.模具追踪
1.加工跟踪,发现问题及时记录更改,并更新上传模具图档
2.模具调试、生产跟踪,改进、完善
陈志强2011-11-6。