塑胶原料烘烤作业指导书_pdf
注塑烘料作业指导书
一、使用目的:指导烘料的规范操作,确保烘料质量,预防烘料作业中带来的各种意外事故。
二、适用范围:此规定用于烘料人员在烘料作业中的操作指导。
三、烘料程序及注意事项烘料人员上岗前必须经过严格的岗前培训,熟悉材料类别和各产品使用的颜色、材质及各种材料的干燥温度及干燥周期。
熟练掌握换料、换色的操作须知及操作步骤。
A、烘料前的准备工作1、烘干室内清理松开后钮,将烘干室与集尘室分解打开,取出孔屏分离器及护屏分离器,分别用高压气枪进行清理,加热筒内不易清理到的粉末,可开动风机将其吹出,气枪清理完毕后,还必须用干净抹布对各部件进行清擦(如遇较难清擦的色渍时,可使用少许白矿油先清擦一遍)。
2、预热料桶当干燥室各部件清理干净后,将干燥室组装好(组装时请特别注意把上环、下环(密封圈)装好,如漏风将严重影响干燥效果)。
B、填料烘干1、温度调节参考“塑料原料干燥温度参考表”结合实际经验,酌情调节电子温控仪,使双金属温度计反应的温度与实际温度相符。
2、风量调节风量之调节关系干燥效果甚大,一般以全部开放时效果最好,如遇料桶内存料不多时或需较高温度时,可酌情调小风量,减小热量损耗,否则不能达到预期的干燥效果。
3、原料填桶原料填加时,要确保“满桶”,即桶内原料填量不少于总装料量的70%,以免干燥效果不匀或使干燥时间过长。
4、透明原料的干燥透明料干燥时,必须在进风口装置空气过滤器“原海棉”等,防止空气中灰尘进入。
四、烘干机的维护与保养1、进风口过滤器要经常清洗,当过滤器阻塞时,进风量减少,将影响干燥效果。
2、在干燥过程中,粉末物质落入料斗、加热筒,日久淤积,因此需要定期清除(尤其对于长期不换料、不换色的干燥机非常必要)。
3、如遇温度过高,原料在护屏上结块时,原料不能下落,此时严禁用铁棒等硬物铲刮,以防护屏孔分离器受损,应将料桶先分解开,取出妥善处理。
4、在关闭电热后十分钟,再关风机,以确保电热筒充分冷却,延长其使用寿命。
5、在烘干过程中,必须经常巡视干燥机的工作状况,若存在异常应立即停机整修,待故障排除后再开启使用。
注塑烘干作业指导书

注塑烘干作业指导书引言概述:注塑烘干是注塑成型过程中的重要环节,其目的是通过热风对塑料颗粒进行烘干,以去除水分和其他杂质,确保注塑产品的质量。
本文将详细介绍注塑烘干的作业指导,包括烘干前的准备工作、烘干设备的操作要点、烘干过程中的注意事项、烘干后的处理步骤以及常见问题及解决方法。
一、烘干前的准备工作:1.1 检查注塑机的温度设置:在进行烘干之前,确保注塑机的温度设置适合所使用的塑料颗粒。
不同的塑料材料对温度的要求有所不同,因此必须根据注塑产品的材料类型来调整温度。
1.2 清洁注塑机内部:在进行烘干之前,应确保注塑机内部干净,没有残留的塑料颗粒或其他杂质。
可以使用专业的清洁剂进行清洁,避免对塑料颗粒的污染。
1.3 准备烘干设备:检查烘干设备的工作状态,确保热风能够正常产生,并且热风温度稳定。
同时,检查烘干设备的过滤器是否干净,以保证热风中没有杂质。
二、烘干设备的操作要点:2.1 设置烘干温度和时间:根据塑料颗粒的种类和湿度,设置合适的烘干温度和时间。
通常情况下,较高的温度和较长的时间可以更好地去除水分和杂质,但也要避免过高的温度导致塑料颗粒的熔化。
2.2 调整热风的流量:根据注塑机的产量和塑料颗粒的湿度,调整热风的流量。
流量过小会导致烘干效果不佳,流量过大则会浪费能源。
通过合理调整热风流量,可以达到最佳的烘干效果。
2.3 监控烘干过程:在烘干过程中,及时监控热风的温度和流量,确保其稳定。
同时,观察塑料颗粒的状态,如果出现异常情况,如变色、变形等,应及时停机检查。
三、烘干过程中的注意事项:3.1 避免过度烘干:过度烘干会导致塑料颗粒的熔化和变形,影响注塑产品的质量。
因此,在设置烘干温度和时间时,要根据实际情况进行合理调整,避免过度烘干。
3.2 防止污染:在烘干过程中,要注意防止外部杂质的进入,避免对塑料颗粒的污染。
可以设置过滤器或者使用干净的热风进行烘干,确保烘干过程的卫生环境。
3.3 定期维护烘干设备:烘干设备在长时间使用后,可能会出现故障或损坏,影响烘干效果。
注塑行业烘烤塑胶粒温度作业指导书(新)

作业指导书
发布日期
主题:塑胶烘烤、成型温度规范作业指导书
第 A/0 版
编写
日期
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
材料 POM ABS (新)FR52 FR50 PC PBT-701纤维 PBT防火加纤 PBT防火加纤 尼龙防火加纤 尼龙纤维PA66 尼龙纤维 尼龙纤维 PA-46% PA-9T LCP PPS
3,各发热部件,需关好机台防护罩,防止烫伤,如身体部位不慎被塑胶烫伤,请立即使用烫伤药处理,必要时就
第1页 共1页
日期
模具参考温度 ≦60 ≦60
80~120 80~120 80~120
≦60 ≦60 ≦60 60~90 60~90 60~90 60~90 80~120 120~130 80~120 120~130
1300℃
4~6 4~6
*以上设定 模温在100
320~360 280~330
1,做机台清扫擦拭,请确认电源为关闭状态,需检查电源线有无破损,防止漏电.
2,机台配电柜开关每年进行点检,防止因开关失灵导致触电,机台维修处理,关闭电源,并挂上“禁止合闸”标识.
作业中存在的风险辨识与控制措施
审核
塑胶材料烤料温度、时间、成型温度参考表
烤料温度(℃) 烘烤参考时间(H) 成型参考温度
80±20℃ 80±10℃
0~2 0~2
150~180 180~230
120±20℃ 110±10℃ 110±10℃
4~8 6~8 4~6
280~330 280~320 280~330
110±10℃
2~4
230~270
110±10℃ 110±10℃ 110±10℃ 120±10℃ 120±10℃ 120±10℃ 120±10℃
注塑烘干作业指导书
注塑烘干作业指导书引言概述:注塑烘干是注塑生产过程中非常重要的一环,它可以有效地去除原料中的水分,提高成型品的质量。
本文将详细介绍注塑烘干的作业指导书,匡助操作人员正确进行烘干作业,确保生产顺利进行。
一、烘干前准备工作1.1 清洁烘干机:在进行烘干作业前,首先要确保烘干机内部干净整洁,没有杂物和污垢积聚。
1.2 检查烘干机状态:检查烘干机的各项设备是否正常运转,包括加热器、风扇、温度控制器等,确保可以正常工作。
1.3 准备烘干料筐:准备干净的烘干料筐,将需要烘干的原料放入料筐中,确保原料均匀分布。
二、设置烘干参数2.1 温度设定:根据原料的种类和要求,设置烘干机的温度,普通情况下,温度设置在50-80摄氏度之间。
2.2 时间设定:根据原料的含水量和烘干的要求,设置烘干机的烘干时间,普通情况下,时间设置在1-2小时。
2.3 风速设定:根据原料的种类和烘干的要求,设置烘干机的风速,普通情况下,风速设置在中等档位。
三、进行烘干作业3.1 将准备好的原料放入烘干机中,并确保原料均匀分布在料筐中。
3.2 启动烘干机,按照设置好的参数进行烘干作业,监控烘干机的运行情况,确保烘干过程正常进行。
3.3 定时检查烘干进程,确保原料烘干均匀,避免浮现过度或者不足烘干的情况。
四、烘干后处理4.1 烘干完成后,关闭烘干机,并将烘干好的原料取出,放置在指定的区域进行存放。
4.2 清洁烘干机:清理烘干机内部的残留物,保持烘干机的清洁卫生。
4.3 记录烘干参数:记录每次烘干的参数,包括温度、时间、风速等,以备后续参考和调整。
五、安全注意事项5.1 烘干作业时,操作人员要注意烘干机的运行状态,避免发生意外事故。
5.2 烘干过程中,不要随意打开烘干机的门,以免影响烘干效果。
5.3 在烘干作业过程中,要注意保持通风良好,避免热量积聚引起危(wei)险。
总结:注塑烘干作业是注塑生产过程中至关重要的一环,正确的烘干作业可以提高成型品的质量,确保生产顺利进行。
塑胶原料烘烤作业指导书_pdf
文件编号JL-MD-023 文件名称塑胶原料烘烤作业指导书版本/版次 A 页次1/11.目的规范塑胶原料生产前的烘干作业,确保原料在规定程序、规定参数范围内被烘干,从而保证注塑产品质量2。
适用范围适用于注塑车间塑胶原料的烘干作业(含注塑机自带烘烤机).3。
职责范围注塑部加料员根据《生产通知单》所安排的计划进行烘干作业。
4。
烘干步骤4.1 作业人员首先要检查料斗残存余料与生产所需原料颜色是否相符,如果有差异,需对料斗进行彻底清除干净。
4.2 将生产所需原料加入料斗。
料斗里的料不要加得太满,一般料的平面到料盖应保持5—10cm的空间,以方便水蒸气的排除。
4。
3 生产过程中料斗内的原料不得低于加料线,以防后续增加原料的烘干时间不够。
4。
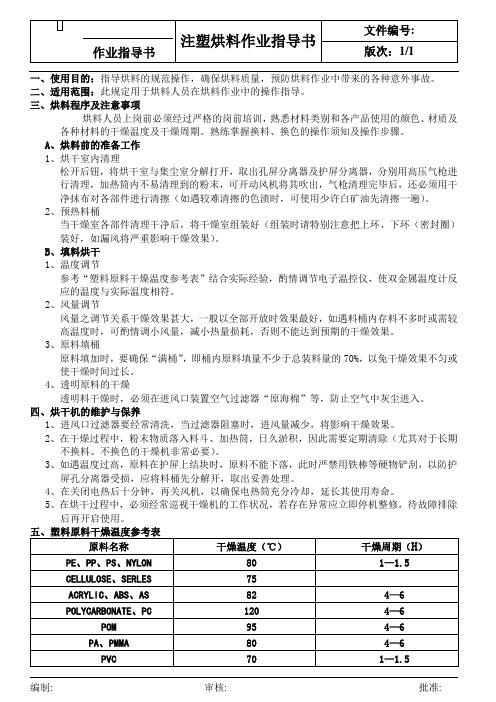
3 材料烘烤温度/时间表:塑胶原烘烤温度烘烤时间料ABS PC 70℃ ~ 85℃ 2 Hr ~ 4 Hr 120℃ ~ 140℃ 4 Hr ~ 5 Hr100℃ ~ 120℃ 3 Hr ~ 5 HrPBTPOM PA46 PA9T 80℃ ~ 90℃140℃~160℃140℃~160℃1 Hr ~ 3 Hr2 Hr ~ 4 Hr2 Hr ~ 4 Hr4.4。
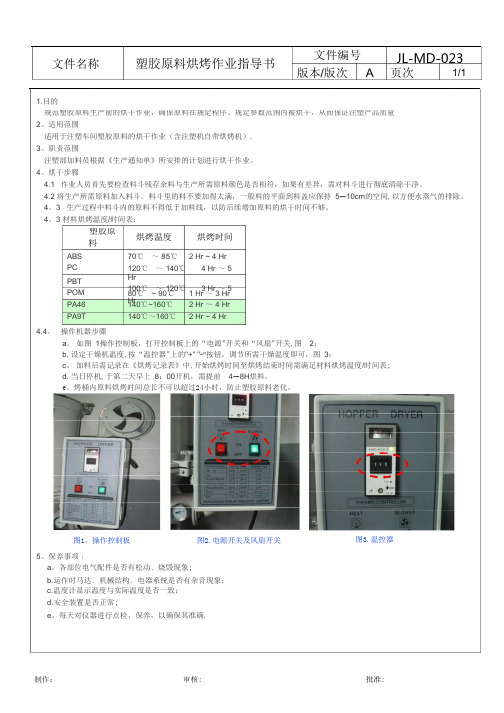
操作机器步骤a。
如图1操作控制板,打开控制板上的“电源"开关和“风扇"开关,图2;b. 设定干燥机温度,按“温控器"上的"+" "-”按钮,调节所需干燥温度即可,图3;c。
加料后需记录在《烘烤记录表》中,开始烘烤时间至烘烤结束时间需满足材料烘烤温度/时间表;d. 当日停机,于第二天早上8:00开机,需提前4—8H烘料。
e。
烤桶内原料烘烤时间总长不可以超过24小时,防止塑胶原料老化。
图1。
操作控制板图2.电源开关及风扇开关图3.温控器5。
保养事项﹕a。
各部位电气配件是否有松动﹑烧毁现象;b.运作时马达﹑机械结构﹑电器系统是否有杂音现象;c.温度计显示温度与实际温度是否一致;d.安全装置是否正常;e。
注塑烘料作业指导书

注塑烘料作业指导书ABS、PC、POM、PBT、PET70-802-4PVC60-702-4PMMA80-904-6本作业指导书旨在规范注塑烘料作业,确保烘料质量,预防各种意外事故。
适用于烘料人员在烘料作业中的操作指导。
烘料人员必须经过严格的岗前培训,熟悉所使用的材料类别、颜色、材质、干燥温度和干燥周期。
同时要熟练掌握换料、换色的操作须知和步骤。
在烘干室内清理时,需要将烘干室与集尘室分解打开,用高压气枪清理孔屏分离器和护屏分离器,加热筒内的粉末用风机吹出,然后再用干净抹布擦拭各部件。
如果遇到难以清洗的色渍,可以先用少量白矿油清洗。
在填料烘干时,需要根据“塑料原料干燥温度参考表”结合实际经验进行温度调节和风量调节。
同时要确保原料填加时“满桶”,即桶内原料填量不少于总装料量的70%。
在烘干机的维护与保养方面,需要经常清洗进风口过滤器,定期清除落入料斗和加热筒内的粉末物质,遇到温度过高导致原料在护屏上结块时,不能用硬物铲刮,应先分解料桶取出处理。
在关闭电热后十分钟再关风机,以确保电热筒充分冷却,延长其使用寿命。
在烘干过程中,需要经常巡视干燥机的工作状况,若存在异常应立即停机整修,待故障排除后再开启使用。
塑料原料干燥温度参考表如下:原料名称干燥温度(℃)干燥周期(H)PE、PP、PS、NYLON CELLULOSE、SERLES、ABS、PC、POM、PBT、PET 70-80 2-4PVC 60-70 2-4PMMA 80-90 4-6Acrylic。
ABS。
and AS are all XXX。
They are known for their toughness。
impact resistance。
and good chemical resistance。
ABS。
in particular。
is often used in the XXX.PolycarbonateXXX its transparency and high impact resistance。
塑胶粒烘烤作业指导书

1目的為確保塑膠原料之成型品質穩定,特建立塑料烘烤條件標準化.2範圍舉凡本公司所生產所使用之塑膠粒均屬之.3權責3.1 成型課加料員執行作業4定義無5作業流程無6作業內容6.1原料烘烤溫度參數Date Rev. Changes Approved byA New Release3/5 C ABS烘料度80-95度修改至70—90度梅秀琴ABS+PC烘料溫度85-100度修改為75-100度POM烘料溫度80-85度修改為70-80度TPR烘料溫度85-100度修改為70-90度Prepared by: 黃傳權Approved by:王成安Authorized by:鄭忠信Effective date:3/14/2005表QAP-055A原料材質烘料時間烘料溫度ABS 2—3 小時 70-90 ℃ABS+PC 3—4 小時 75-100 ℃壓克力 2-3小時 80-100 ℃PP 1小時70℃PA+GF 3-4小時 120-130℃PA6﹑PA66 2-3小時 100-120℃PC 3-4小時 100—120 ℃PC(加纖) 4小時以上 100—130 ℃PS 1-2小時 70-85 ℃塑膠鋼POM 1-2小時 70-80 ℃PET+GF 2-4小時 130-150℃TPR 1-2小時 70-90℃6.2 加料員依據產品大小及每小時用料量超出以上推荐溫度可適當調整干燥溫度5-10度。
7 相關文件7.1 <<烤箱操作指導書>>8 附件8.1成型加料卡(表IPD-010)﹕保存期1個月表QAP-056A。
注塑烘干作业指导书
注塑烘干作业指导书一、任务描述注塑烘干作业指导书旨在提供注塑烘干作业的详细步骤和操作规范,确保注塑成型过程中使用的原料达到所需的干燥程度,保证产品质量。
二、作业环境1. 温度:注塑烘干作业环境温度应保持在25℃-40℃之间。
2. 相对湿度:注塑烘干作业环境相对湿度应保持在40%-60%之间。
3. 通风:作业区域应具备良好的通风条件,确保湿气及有害气体的排除。
4. 清洁度:作业区域应保持清洁,防止灰尘、异物等污染原料。
三、设备准备1. 注塑烘干机:确保注塑烘干机的工作状态正常,温度和时间设定准确。
2. 原料:准备所需的注塑原料,确保原料质量符合要求。
3. 容器:准备干燥后的原料存放容器,确保容器干净无异味。
四、作业步骤1. 检查注塑烘干机:确保注塑烘干机的电源连接正常,温度控制器和计时器设定正确。
2. 准备原料:将所需的注塑原料放入干燥机的料斗中,注意不要超过机器的额定容量。
3. 启动注塑烘干机:按照注塑烘干机的操作说明启动机器,设定合适的温度和时间参数。
4. 监控注塑烘干机:在注塑烘干机工作过程中,及时观察温度和时间的变化,确保达到设定的干燥要求。
5. 检查干燥效果:在注塑烘干机工作结束后,取出一部分干燥后的原料,进行检查。
原料应无明显的湿气、结块或异味。
6. 存放干燥原料:将干燥后的原料存放在干净、密封的容器中,避免湿气再次进入。
7. 清洁注塑烘干机:在作业结束后,关闭注塑烘干机,清理机器内部的灰尘和杂质。
五、注意事项1. 安全操作:作业人员应佩戴防护手套、口罩等个人防护用品,避免发生意外伤害。
2. 温度控制:严格控制注塑烘干机的温度,避免过高或过低对原料造成不良影响。
3. 时间控制:根据原料的特性和注塑烘干机的要求,合理设定烘干时间,避免过度或不足的烘干。
4. 原料质量:确保注塑原料的质量符合要求,避免使用受潮、变质或污染的原料。
5. 清洁维护:定期清洁和维护注塑烘干机,保持机器的正常工作状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号JL-MD-023 文件名称塑胶原料烘烤作业指导书
版本/版次 A 页次1/1
1.目的
规范塑胶原料生产前的烘干作业,确保原料在规定程序、规定参数范围内被烘干,从而保证注塑产品质量
2.适用范围
适用于注塑车间塑胶原料的烘干作业(含注塑机自带烘烤机)。
3.职责范围
注塑部加料员根据《生产通知单》所安排的计划进行烘干作业。
4.烘干步骤
作业人员首先要检查料斗残存余料与生产所需原料颜色是否相符,如果有差异,需对料斗进行彻底清除干净。
将生产所需原料加入料斗。
料斗里的料不要加得太满,一般料的平面到料盖应保持5-10cm的空间,以方便水蒸气的排除。
生产过程中料斗内的原料不得低于加料线,以防后续增加原料的烘干时间不够。
材料烘烤温度/时间表:
塑胶原
烘烤温度烘烤时间
料
ABS PC 70℃ ~ 85℃ 2 Hr ~ 4 Hr 120℃ ~ 140℃ 4 Hr ~ 5 Hr 100℃ ~ 120℃ 3 Hr ~ 5 Hr
PBT
POM PA46 PA9T 80℃ ~ 90℃
140℃~160℃
140℃~160℃
1 Hr ~ 3 Hr
2 Hr ~ 4 Hr
2 Hr ~ 4 Hr
. 操作机器步骤
a. 如图1操作控制板,打开控制板上的“电源”开关和“风扇”开关,图2;
b. 设定干燥机温度,按“温控器”上的"+" "-"按钮,调节所需干燥温度即可,图3;
c. 加料后需记录在《烘烤记录表》中,开始烘烤时间至烘烤结束时间需满足材料烘烤温度/时间表;
d. 当日停机,于第二天早上8:00开机,需提前4-8H烘料。
e.烤桶内原料烘烤时间总长不可以超过24小时,防止塑胶原料老化.
图1.操作控制板图2.电源开关及风扇开关图3.温控器
5.保养事项﹕
a.各部位电气配件是否有松动﹑烧毁现象;
b.运作时马达﹑机械结构﹑电器系统是否有杂音现象;
c.温度计显示温度与实际温度是否一致;
d.安全装置是否正常;
e.每天对仪器进行点检、保养,以确保其准确。
制作:审核:批准:。