各种规格螺旋焊管在不同标准下管径范围
螺旋焊管执行标准

螺旋焊管执行标准螺旋焊管是指采用螺旋成型技术制成的焊管,其执行标准在不同国家和地区有所不同。
下面介绍几个常见的螺旋焊管执行标准:1.中国国家标准GB/T 9711-2017中国国家标准GB/T 9711-2017是针对石油天然气工业用焊接钢管的标准,其中包括了螺旋焊管的相关规定。
该标准对螺旋焊管的材料、尺寸、外观、性能等方面都作出了具体要求。
例如,对于用于输送石油天然气的螺旋焊管,其管径范围为DN25~DN400,壁厚范围为2.5~25毫米。
在性能方面,标准要求螺旋焊管应具有良好的冲击韧性、弯曲性能和焊接性能。
此外,该标准还对螺旋焊管的制造、检验和试验方法等作出了具体规定。
1.美国石油学会标准API 5L美国石油学会标准API 5L是针对石油天然气输送用钢管的标准,其中包括了螺旋焊管的相关规定。
API 5L标准对螺旋焊管的材料、尺寸、外观、性能等方面都作出了具体要求。
例如,对于用于输送石油天然气的螺旋焊管,其管径范围为DN20~DN400,壁厚范围为2.5~37毫米。
在性能方面,标准要求螺旋焊管应具有良好的冲击韧性、弯曲性能和焊接性能。
此外,该标准还对螺旋焊管的制造、检验和试验方法等作出了具体规定。
1.欧洲标准EN 10216-2欧洲标准EN 10216-2是针对压力用途的钢管标准,其中包括了螺旋焊管的相关规定。
该标准对螺旋焊管的材料、尺寸、外观、性能等方面都作出了具体要求。
例如,对于用于输送石油天然气的螺旋焊管,其管径范围为DN25~DN400,壁厚范围为2.5~37毫米。
在性能方面,标准要求螺旋焊管应具有良好的冲击韧性、弯曲性能和焊接性能。
此外,该标准还对螺旋焊管的制造、检验和试验方法等作出了具体规定。
1.日本工业标准JIS G3456日本工业标准JIS G3456是针对高强度结构用碳素钢钢管的标准,其中包括了螺旋焊管的相关规定。
该标准对螺旋焊管的材料、尺寸、外观、性能等方面都作出了具体要求。
螺旋管规格

螺旋管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管直缝焊管生产工艺简单,生产效率高,成本低,发展较快。
螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。
聊城市嘉斌钢管有限公司供应螺旋管。
但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
螺旋管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。
钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
螺旋管规格表:螺旋管的常用标准一般分为:SY/T5037 -2000 (部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997 (国标、也叫石油天然气I业输送钢管交货技术条件部分: A级钢管(要求严格的有GB/T9711.2 B级钢管))、API-5L (美国石油协会、也叫管线钢管;中分PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)。
分类承鈺流体输送用螺旋缝埋弧焊管主要用于输送石油、天然气的管线,钢管承压能力强,塑性好,便于焊接和咖工成型;-般低压流体输送用螺旋缝埋弧焊钢管用双面自动埋弧焊或单面焊法制成的用于水、煤气、气和蒸汽等般低压流体输送用埋弧焊钢管。
国标螺旋钢管简称9711.1螺旋钢管, 9711.2螺旋钢管,材质分类: 16Mn材质螺旋钢管,Q345B螺旋钢管, L245螺旋钢管,L360螺旋钢管,X40-X80螺旋钢管,主要用途,污水处理用螺旋钢管,水净化用螺旋钢管,水厂用螺旋钢管,旷化工企业用螺旋钢管钢管,核电用螺旋钢管,输送可燃性流体用螺旋钢管,输送非可燃性流体用螺旋钢管,国标螺旋钢管,石油部标SY/T5037螺旋钢管。
螺旋焊管规格表

3.4
8
82.97
6.8
5.3
12
269.21
4.7
3.7
9
93.05
7.6
6
1020
8
200.16
2.8
2.2
10
103.09
8.5
6.7
9
224.89
3.2
2.5
478
6
70.34
4.5
3.5
10
249.58
3.5
2.8
7
81.81
5.3
4.1
11
274.22
3.9
3
8
93.23
6
4.7
12
6.1
4.8
1420
10
348.23
2.8
2
10
128.49
6.8
5.3
14
417.18
3.2
2.4
630
6
92.83
3.4
2.6
1620
12
476.37
2.9
2.1
7
108.05
4
3.1
14
554.99
3.2
2.4
8
123.22
4.6
3.6
1820
14
627.04
3.3
2.2
9
138.33
5.1
4
3.4
7
64.37
6.7
5.2
11
219.96
4.8
3.8
8
73.3
7.6
6
12
239.62
螺旋管及其标准分类
螺旋管及其标准分类承压流体输送用螺旋缝埋弧焊钢管SY5036-83主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管SY5038-83,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。
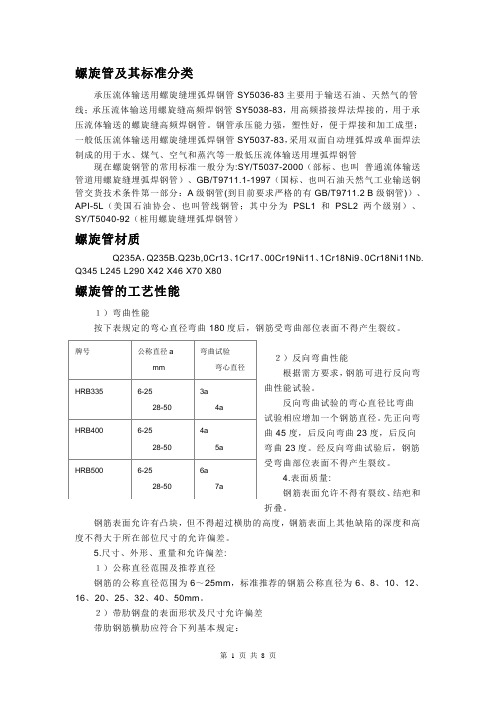
钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管SY5037-83,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管现在螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件第一部分:A级钢管(到目前要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)螺旋管材质Q235A,Q235B.Q23b,0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb. Q345 L245 L290 X42 X46 X70 X80螺旋管的工艺性能1)弯曲性能按下表规定的弯心直径弯曲180度后,钢筋受弯曲部位表面不得产生裂纹。
根据需方要求,钢筋可进行反向弯曲性能试验。
反向弯曲试验的弯心直径比弯曲试验相应增加一个钢筋直径。
先正向弯曲45度,后反向弯曲23度,后反向弯曲23度。
经反向弯曲试验后,钢筋受弯曲部位表面不得产生裂纹。
4.表面质量:钢筋表面允许不得有裂纹、结疤和折叠。
钢筋表面允许有凸块,但不得超过横肋的高度,钢筋表面上其他缺陷的深度和高度不得大于所在部位尺寸的允许偏差。
5.尺寸、外形、重量和允许偏差:1)公称直径范围及推荐直径钢筋的公称直径范围为6~25mm,标准推荐的钢筋公称直径为6、8、10、12、16、20、25、32、40、50mm。
2)带肋钢盘的表面形状及尺寸允许偏差带肋钢筋横肋应符合下列基本规定:横肋与钢盘轴线的夹角β不应小于45度,当该夹角不大于70度时,钢筋相对两面上横肋的方向应相反;横肋与间距l不得大于钢筋公称直径的0.7倍;横肋侧面与钢筋表面的夹角α不得小于45度;钢筋相对两面上横肋末端之间的间隙(包括纵肋宽度)总和不应大于钢筋公称周长的20%;当钢筋公称直径不大于12mm时,相对肋面积不应小于0.055;•公称直径为14 mm和16mm,相对肋面积不应小于0.060;公称直径大于16mm时,相对肋面积不应小于0.065。
螺旋焊管机组技术说明
SY/T5037-92标准D>508㎜:Dmax-D<1.0%D; D-Dmin<1.0%D
5、管端状态:
API5L标准倒角:30°-35°钝边:1.59±0.79㎜
切斜:<1.59㎜
GB9711-88标准倒角:30°-35°钝边:1.6±0.8㎜
切斜:<1.5㎜
SY/T5037-92标准倒角:30°-35°钝边:1.6±0.8㎜
辽阳市轻
工设备厂
螺旋焊管机组技术说明
说明书
共22页
第10页
位置进行控制。
机械对中装置非常可靠,操作员更易于控制。
外焊系统安装了一个高精度CCD摄像头,由光学透镜发射的+字光标显示在焊缝中间,通过主操作台上的高分辨率彩色监视器进行观察,调节操作杆可精确的控制焊接的位置。
下管桥一侧装备了专用液压缸,在焊接过程中,钢管捏合间隙可调整+/-1度,其上的导管架始终支撑并引导焊接后的钢管位于钢管输出机中心线上。
卷重:8000-35000㎏
应保证带钢边缘清洁、无油、无杂质。应选用合适种类的焊剂,SJ301效果令人满意,焊剂应保证干燥,无杂质。采用磁粉分离器,易于清除含
辽阳市轻
工设备厂
螺旋焊管机组技术说明
说明书
共22页
第03页
铁或氧化铁皮的焊剂,根据带钢的材质应选用H08A和H08MnA型优质焊丝,焊丝直径通常为Ф3.2㎜、Ф4.0㎜
介绍各类焊管的适用范围以及应用状况

介绍各类焊管的适用范围以及应用状况焊管生产工艺简单、生产效率高、成本低、发展速度快。
用途广泛,品种规格多,一般我们根据焊缝的形式,可以把它划分为螺旋焊管、精益管、直缝焊管等不同的类型,它们制作流程、材质选择不一样,因此适用的范围也不一样。
在我国经济发展的推动下,不知道它们的应用状况如何呢?下面就一起来了解下吧。
1、螺旋焊管的适用范围及应用1.一般低压流体输送用缝埋弧螺旋焊管尺度(SY5037-2000)是以热轧钢带卷作管坯,常常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
2.一般低压流体输送用高频螺旋管尺度(SY5039-83)是以热轧钢带卷作管坯,常常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。
3.桩用螺旋管尺度(SY5040-2000)是以热轧钢带卷作管坯,常常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管。
4.低压流体输送用螺旋焊管钢管(GB/T3092-1993)也称一般焊管,俗称黑管。
是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。
钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。
钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。
5.低压流体输送用镀锌焊接钢管(GB/T3091-1993)也称镀锌电焊钢管,俗称白管。
是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。
钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。
钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。
6.普通碳素钢电线套管(GB3640-88)是产业与民用建筑、安装机器设备等电气安装工程顶用于保护电线的钢管。
7.直缝螺旋焊管(YB242-63)是焊缝与钢管纵向平行的钢管。
螺旋缝埋弧焊钢管的管径规格标准

文章标题:螺旋缝埋弧焊钢管的管径规格标准及应用一、引言螺旋缝埋弧焊钢管是一种常见的钢管产品,被广泛应用于石油、天然气、化工、电力、暖通等行业。
在使用螺旋缝埋弧焊钢管时,管径规格标准的选择对工程建设具有重要意义。
本文将围绕螺旋缝埋弧焊钢管的管径规格标准及应用展开探讨,并结合个人实际经验共享观点和理解。
二、螺旋缝埋弧焊钢管的管径规格标准1. 国际标准根据国际标准,螺旋缝埋弧焊钢管的管径规格主要包括直径和壁厚两个指标。
直径一般采用英制或公制标准,常见的直径规格包括8英寸、10英寸、12英寸等;壁厚则一般以毫米为单位,如5.0mm、6.0mm 等。
国际标准的管径规格标准是在不同国家和地区之间具有通用性的参考标准,有利于提高产品的国际竞争力。
2. 国家标准在不同国家和地区,针对特定行业和工程建设的需要,会有相应的国家标准来规定螺旋缝埋弧焊钢管的管径规格标准。
例如在我国,国家标准GB/T9711-2011规定了石油天然气输送用螺旋缝埋弧焊钢管的直径和壁厚等技术要求,为相关行业提供了具体的规范指导。
三、螺旋缝埋弧焊钢管管径规格标准的应用1. 工程设计在进行工程设计时,根据具体的输送介质、工作压力、环境条件等因素,需要选择符合规范的螺旋缝埋弧焊钢管的管径规格标准。
合理选择管径规格,可有效提高工程建设的安全性和可靠性,降低投资成本,提高运行效率。
2. 施工安装在螺旋缝埋弧焊钢管的施工安装过程中,管径规格标准的选择直接影响工程质量和施工进度。
需按照标准要求进行管道布置、连接及焊接等工艺,确保管道系统的密封性和稳定性。
四、个人观点和理解针对螺旋缝埋弧焊钢管的管径规格标准,我个人认为在选择时需要充分考虑工程实际需求,并结合国际标准和国家标准进行综合评估。
对于不同行业和环境条件下的应用,也需要根据具体情况进行合理的选择和调整。
在实际工程项目中,我深切体会到管径规格标准的选择对工程质量和安全具有重要意义,因此需要充分了解和掌握相关标准,并结合经验进行合理运用。
螺旋焊管详解

螺旋焊管详解作者:佚名来源:本站原创点击数: 6 更新时间:2009年10月22【字体:大中小】螺旋焊管焊缝相对管体轴线成螺旋分布的管材。
主要用作输送管道、管桩和一些结构用管等。
产品规格:外径300~3660mm,壁厚3.2~25.4m m.螺旋焊管生产的特点是:(1) 螺旋焊管可用同一宽度的带材生产多种外径的管材;(2) 螺旋焊管管材的平直度好,尺寸较精确,内外螺旋焊缝增加了管体刚性,所以焊后无需定径、矫直工序;(3) 螺旋焊管易于实现机械化、自动化和连续化生产;(4)与相近规模的其他装备比,外形尺寸小,占地和投资少,建设快;(5) 螺旋焊管与同尺寸的直缝焊管比,管材单位长度上的焊缝较长,因而生产力较低.螺旋焊管的生产工艺流程螺旋焊管的原料有带材和板材,厚度在19mm以上用板材。
用带材时为保证前后板卷首尾对焊时连续供料,可用活套装置,也可用飞焊小车对焊连接螺旋焊管,飞焊小车上可将从开卷到对焊的整个备料操作在其沿轨道移动过程中完成。
当前卷带钢的尾部被对焊机的后夹紧器咬住时,小车则以与成形一预焊机的同步速度拉向前进,对焊结束后,松开后夹紧器,小车自行回到原位。
用板材时需先在作业线外将单张钢板对焊成板条,然后送上作业流程线用飞焊小车对焊连接。
对焊皆用自动埋弧焊,在相当于管体内表面进行,未焊透的地方于成形、预焊后,再在管体外表面补焊,然后才对螺旋焊缝进行内、外焊。
板带进入成形机前,必须根据管径、壁厚和成形角将板边预弯一定曲率,使得成形后边部与中部的变形曲率一致,防止螺旋焊管出现焊缝区突起的“竹节”缺陷。
预弯后进入螺旋成形器成形(见螺旋成形)、预焊。
为提高生产力,螺旋焊管多采用一条成形一预焊线与多条内外本焊线相配合。
这样既能提高螺旋焊管焊缝质量,又能大幅度增加产量。
预焊一般采用焊接速度较快的保护气体电弧焊或高频电阻焊,全长焊接,本焊采用多极自动埋弧焊.。