未注公差尺寸
机械加工焊接未注尺寸公差
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
f精密级
±
±
±
±
±
±
±
-
m中等级
±
±
±
±
±
±
±
±2
c粗糙级
±
±
±
±
±
±2
±3
±4
v最粗级
-
±
±
±
±
±4
±6
±8
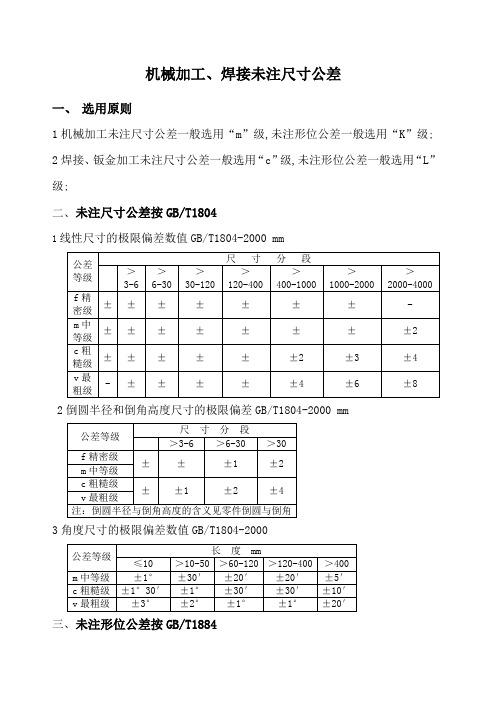
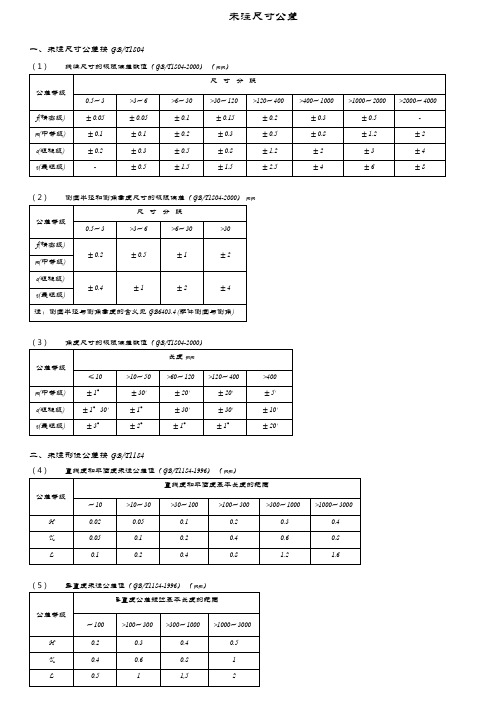
2倒圆半径和倒角高度尺寸的极限偏差GB/T1804-2000 mm
公差等级
尺 寸 分 段
>3-6
>6-30
>30
f精密级
±
±
±1
±2
m中等级
c粗糙级
±
±1
±2
±4
v最粗级
注:倒圆半径与倒角高度的含义见零件倒圆与倒角
3角度尺寸的极限偏差数值GB/T1804-2000
公差等级
长 度 mm
≤10
>10-50
>60-120
>120-400
>400
m中等级
±1°
±30′
±20′
±20′
±5′
c粗糙级
±1°30′
公差等级
圆跳动一般公差值
H
K
L
机械加工、焊接未注尺寸公差
一、选用原则
1机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级;
2焊接、钣金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级;
二、未注尺寸公差按GB/T1804
1线性尺寸的极限偏差数值GB/T1804-2000 mm
注塑件未注公差尺寸标准
注塑件未注公差尺寸标准一、引言随着我国制造业的飞速发展,注塑件在各行各业中的应用越来越广泛。
注塑件的尺寸精度直接影响到产品的质量和性能,因此,注塑件未注公差尺寸标准的研究与应用具有重要意义。
本文将对注塑件未注公差尺寸标准进行详细阐述,以期为我国注塑件生产提供有益参考。
二、注塑件未注公差尺寸标准概述1.定义及作用未注公差尺寸是指在注塑件图纸中未明确标注的公差尺寸。
这些尺寸对于产品的功能和性能具有重要意义,但在图纸中未作明确规定。
未注公差尺寸标准的作用在于为注塑件生产提供统一的技术要求,确保产品质量和互换性。
2.分类根据注塑件的特点和需求,未注公差尺寸标准可分为线性尺寸公差、角度尺寸公差、形状和位置公差、表面质量公差等。
三、各类未注公差尺寸标准的特点及应用1.线性尺寸公差线性尺寸公差是指注塑件线性尺寸在一定范围内的允许偏差。
在实际生产中,线性尺寸公差对于产品的装配和性能具有重要意义。
例如,在电子消费品领域,线性尺寸公差能确保产品的尺寸匹配和功能稳定。
2.角度尺寸公差角度尺寸公差是指注塑件角度尺寸在一定范围内的允许偏差。
在许多产品中,角度尺寸公差对于产品的形状和功能至关重要。
例如,在汽车零部件中,角度尺寸公差能保证零部件的装配精度和工作性能。
3.形状和位置公差形状和位置公差是指注塑件在形状和位置方面允许的偏差。
这类公差对于产品的整体外观、功能和性能具有重要影响。
例如,在家电产品中,形状和位置公差能确保产品外观美观、功能正常。
4.表面质量公差表面质量公差是指注塑件表面质量在一定范围内的允许偏差。
表面质量公差对于产品的耐磨性、耐腐蚀性及外观质量具有重要影响。
例如,在通讯设备中,表面质量公差能保证产品表面的平整度和光洁度。
四、我国注塑件未注公差尺寸标准的现状与与国际标准的对比1.我国标准体系我国已制定了一系列注塑件未注公差尺寸标准,包括GB/T 14473-2008《塑料注射成型零件未注公差尺寸》、GB/T 1804.1-2009《一般工业用塑料制品未注公差尺寸的形状和位置公差》等。
注塑件未注公差尺寸标准

注塑件未注公差尺寸标准注塑件是一种重要的塑料制品,广泛应用于电子、家电、汽车等行业。
未注公差尺寸是注塑件的重要质量指标之一,直接影响到注塑件的装配精度和使用性能。
本文将介绍注塑件未注公差尺寸的标准,以供参考。
一、公差的基本概念公差是指允许零件尺寸或形状变动的范围。
在机械制造中,公差是保证产品质量和互换性的重要手段之一。
二、注塑件未注公差尺寸的标准在注塑件设计中,未注公差尺寸的标注是一个重要的问题。
目前,国内外注塑件未注公差尺寸的标准主要有以下几种:1.ISO2768-1:1989,《工件尺寸公差》2.GB/T14486-2008,《塑料模塑件尺寸公差》3.JISB0601:2009,《塑料成型品公差》三、注塑件未注公差尺寸的标注方法注塑件未注公差尺寸的标注方法通常有以下两种:1.公差带标注法公差带标注法是指在尺寸后标注公差带符号和公差值。
例如,尺寸80±0.1,表示尺寸80的公差带为0.1,即尺寸79.9到80.1之间为合格。
2.公差等级标注法公差等级标注法是指在尺寸后标注公差等级和公差值。
例如,尺寸80,公差等级IT6,表示尺寸80的公差带为0.01,即尺寸79.99到80.01之间为合格。
四、注塑件未注公差尺寸的选择注塑件未注公差尺寸的选择应该根据注塑件的使用要求和加工工艺等因素来确定。
一般来说,注塑件未注公差尺寸的选择应该遵循以下原则:1.尺寸公差应该符合产品的功能要求。
对于一些重要的尺寸,公差应该小一些,以保证产品的精度和可靠性。
2.尺寸公差应该符合注塑件的加工工艺和模具制造精度。
如果注塑件的加工工艺和模具制造精度较低,公差应该大一些,以保证产品的质量和生产效率。
3.尺寸公差应该符合产品的经济性和市场竞争力。
在保证产品质量的前提下,公差应该尽量小一些,以降低产品的成本和提高市场竞争力。
五、注塑件未注公差尺寸的检测方法注塑件未注公差尺寸的检测方法通常有以下几种:1.卡尺测量法卡尺测量法是最常用的尺寸检测方法之一。
未注尺寸公差GBT1804-M

未注尺寸公差GBT1804-M
GBT1804-M是中国标准化协会发布的《未注尺寸公差》标准,该
标准规定了未注尺寸公差的基本原则和计算方法,旨在准确描述零件
的尺寸变化范围,以确保零件在装配过程中的可靠性和稳定性。
未注
尺寸公差是指在设计图纸上没有专门注明尺寸公差的情况下,按照标
准规定的公差等级进行制造。
未注尺寸公差的主要作用是简化设计图纸的标注和制造过程,减少
人为因素对零件尺寸的影响,提高零件的制造精度和产品质量。
根据GBT1804-M标准,未注尺寸公差分为三个等级:IT01、IT0、IT1,对
应的公差范围和形位公差要求不同,使用范围也有所区别。
在实际工程中,设计师和制造工程师需要根据零件的具体要求和用
途选择合适的未注尺寸公差等级,以确保零件的装配性能和可靠性。
同时,制定企业内部的产品公差管理制度,规范产品设计和制造流程,提高产品的竞争力和市场占有率。
总之,GBT1804-M《未注尺寸公差》标准对于提高产品质量、降低生产成本、改善生产效率具有重要意义,企业和从业人员应认真学习
和遵守相关标准规定,共同推动我国制造业的发展和进步。
未标注尺寸公差
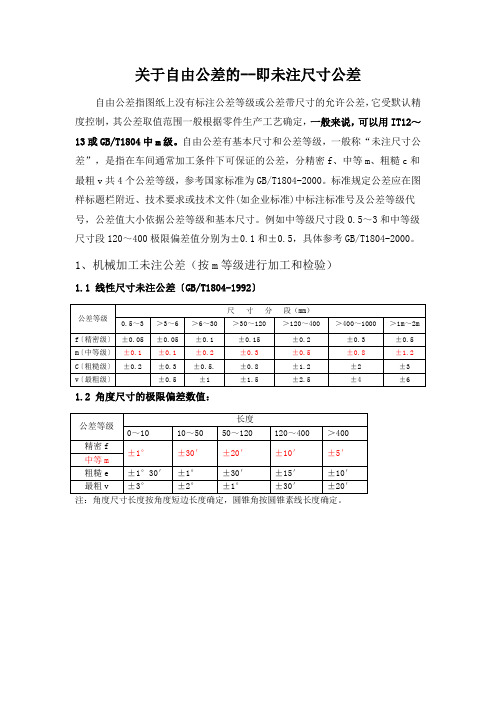
关于自由公差的--即未注尺寸公差自由公差指图纸上没有标注公差等级或公差带尺寸的允许公差,它受默认精度控制,其公差取值范围一般根据零件生产工艺确定,一般来说,可以用IT12~13或GB/T1804中m级。
自由公差有基本尺寸和公差等级,一般称“未注尺寸公差”,是指在车间通常加工条件下可保证的公差,分精密f、中等m、粗糙c和最粗v共4个公差等级,参考国家标准为GB/T1804-2000。
标准规定公差应在图样标题栏附近、技术要求或技术文件(如企业标准)中标注标准号及公差等级代号,公差值大小依据公差等级和基本尺寸。
例如中等级尺寸段0.5~3和中等级尺寸段120~400极限偏差值分别为±0.1和±0.5,具体参考GB/T1804-2000。
1、机械加工未注公差(按m等级进行加工和检验)1.1 线性尺寸未注公差〔GB/T1804-1992〕1.2 角度尺寸的极限偏差数值:注:角度尺寸长度按角度短边长度确定,圆锥角按圆锥素线长度确定。
1.3 倒圆半径与倒角高度尺寸的极限偏差数值:1.4 直线度和平面度未注公差〔GB/T1184-1996〕1.5 垂直度未注公差〔GB/T1184-1996〕1.6 对称度未注公差〔GB/T1184-1996〕注:取两要素中较长者为基准,另一要素为被测要素。
1.7 圆跳动未注公差〔GB/T1184-1996〕1.6 其他形状和位置未注公差(1)圆度未注公差值等于标准直径公差值,但不能大于上表圆跳动值;(2)圆柱度未注公差值不作规定。
它由圆度、直线度和相对素线平行度误差组成;(3)同轴度未注公差值未作规定。
其公差值可使用径向圆跳动值;(4)线轮廓度、面轮廓度、倾斜度、位置度和全跳动未注公差均由各要素注出或未注形位公差、线性尺寸公差或角度公差控制。
1.7 表面粗糙度零件表面都应注明粗糙度等级。
如果较多表面为相同表面粗糙度等级,则集中在图样右上角标注,并加“其余”字样。
国标未注尺寸公差-资料类

国标未注尺寸公差-资料类关键信息项:1、适用范围2、公差等级3、测量方法4、验收标准5、偏差允许范围6、责任与义务7、争议解决方式11 适用范围本协议适用于在各类机械制造、加工和装配过程中,未在设计图纸或技术文件中明确标注尺寸公差的情况。
其涵盖了零部件的生产、检验以及最终产品的验收等环节。
111 明确该协议不适用于特殊工艺要求、高精度设备或特定行业标准有明确规定的尺寸公差。
12 公差等级根据国家标准,未注尺寸公差分为多个等级,如 IT12 至 IT18 等。
在本协议中,默认采用的公差等级为 IT14。
121 但对于某些关键尺寸或特殊用途的零部件,可根据实际需求协商确定更高或更低的公差等级。
13 测量方法测量未注尺寸公差的量具应经过校准,并符合国家计量标准。
131 长度尺寸的测量可采用游标卡尺、千分尺等工具,测量时应遵循正确的测量方法和操作规程。
132 角度尺寸的测量可使用角度尺、万能角度尺等,测量精度应满足公差要求。
14 验收标准验收未注尺寸公差的零部件时,应综合考虑尺寸偏差、形状偏差和位置偏差等因素。
141 对于批量生产的零部件,采用抽样检验的方式,抽样比例和验收准则应按照相关标准执行。
142 若抽样检验中发现不合格品数量超过规定限度,应对该批次产品进行全检或采取相应的整改措施。
15 偏差允许范围在默认的公差等级 IT14 下,尺寸偏差的允许范围应符合国家标准的规定。
151 例如,对于线性尺寸,其偏差范围应在相应的标准数值范围内;对于孔、轴等配合尺寸,其公差带的选择应合理。
152 对于特殊要求的尺寸,偏差允许范围应在协议中明确约定,并在生产和检验过程中严格执行。
16 责任与义务生产方应确保所生产的零部件在未注尺寸公差方面符合本协议的要求,并对产品质量负责。
161 检验方应按照规定的测量方法和验收标准进行检验,公正、准确地出具检验报告。
162 若因未注尺寸公差问题导致产品质量不合格,责任方应承担相应的损失和整改费用。
常用未注公差
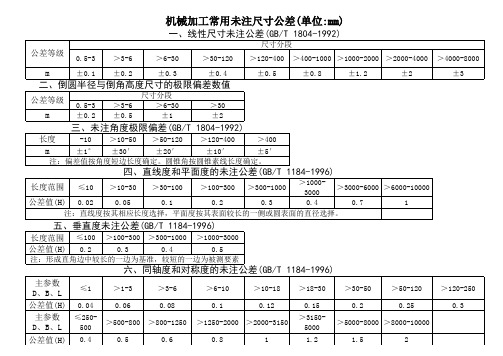
一、线性尺寸未注公差(GB/T 1804-1992)
公差等级 m 公差等级 m 长度 m
0.5-3 ±0.1 >3-6 ±0.2 >6-30 ±0.3 尺寸分段 >6-30 ±1 >30-120 ±0.4 尺寸分段 >120-400 >400-1000 >1000-2000 >2000-4000 ±0.5 ±0.8 ±1.2 ±2 >4000-8000 ±3
七、键槽对称度未注公差(GB/T 1184-1996)
键槽宽 公差值 螺栓直径 通孔 螺纹孔 螺栓直径 通孔 螺纹孔
>1-3 0.02 M4 0.5 0.25 M30 3 1.5
>3-6 0.025 M5 0.5 0.25 M36 3 1.5
>6-10 0.03 M6 0.6 0.3 M42 3 1.5
五、垂直度未注公差(GB/T 1184-1996)
≤100 >100-300 >300-1000 >1000-3000 0.2 0.3 0.4 0.5 注:形成直角边中较长的一边为基准,较短的一边为被测要素。
长度范围 公差值(H)
六、同轴度和对称度的未注公差(GB/T 1184-1996)
主参数 ≤1 >1-3 >3-6 D、B、L 0.06 0.08 公差值(H) 0.04 主参数 ≤250-500 >500-800 >800-1250 D、B、L 0.4 0.5 0.6 公差值(H)
二、倒圆半径与倒角高度尺寸的极限偏差数值
0.5-3 ±0.2 >3-6 ±0.5 >30 ±2
三、未注角度极限偏差(GB/T 1804-1992)
-10 >10-50 >50-120 >120-400 >400 ±1° ±30′ ±20′ ±10′ ±5′ 注:偏差值按角度短边长度确定。圆锥角按圆锥素线长度确定。
国标未注尺寸公差
未注尺寸公差一、未注尺寸公差按 GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按 GB/T1184GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm) Rz(μm) 取样长度 l(mm) 评定长度 l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差 Ra 的数值(GB/T1031-1995)(μm)第 1 系列 0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 第 2 系列 0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080,0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0,8.0, 10.0, 16.0, 20, 32, 40, 63, 80 注:尽量选择第 1 系列(3)轮廓最大高度 Rz 的数值(GB/T1031-1995)(μm)第 1 系列 0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63,80,125,160,250,320,500,630注:尽量选择第 1 系列。