卷烟制造原理及工艺流程
卷烟生产流程
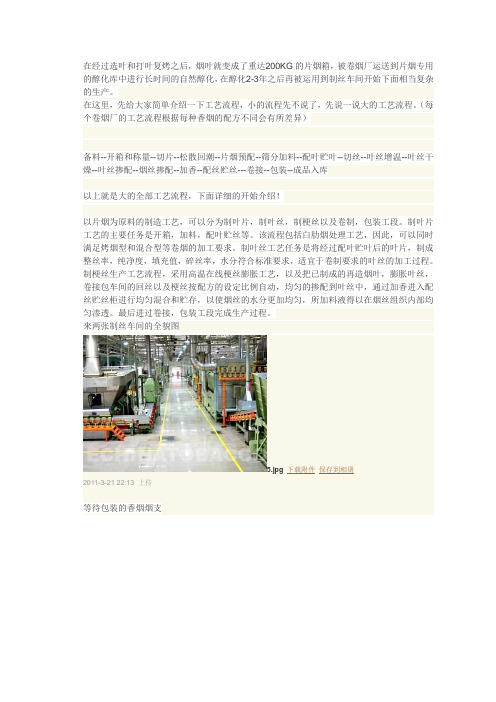
在经过选叶和打叶复烤之后,烟叶就变成了重达200KG的片烟箱,被卷烟厂运送到片烟专用的醇化库中进行长时间的自然醇化,在醇化2-3年之后再被运用到制丝车间开始下面相当复杂的生产。
在这里,先给大家简单介绍一下工艺流程,小的流程先不说了,先说一说大的工艺流程。
(每个卷烟厂的工艺流程根据每种香烟的配方不同会有所差异)备料--开箱和称量--切片--松散回潮--片烟预配--筛分加料--配叶贮叶--切丝--叶丝增温--叶丝干燥--叶丝掺配--烟丝掺配--加香--配丝贮丝---卷接--包装--成品入库以上就是大的全部工艺流程,下面详细的开始介绍!以片烟为原料的制造工艺,可以分为制叶片,制叶丝,制梗丝以及卷制,包装工段。
制叶片工艺的主要任务是开箱,加料,配叶贮丝等。
该流程包括白肋烟处理工艺,因此,可以同时满足烤烟型和混合型等卷烟的加工要求。
制叶丝工艺任务是将经过配叶贮叶后的叶片,制成整丝率,纯净度,填充值,碎丝率,水分符合标准要求,适宜于卷制要求的叶丝的加工过程。
制梗丝生产工艺流程,采用高温在线梗丝膨胀工艺,以及把已制成的再造烟叶,膨胀叶丝,卷接包车间的回丝以及梗丝按配方的设定比例自动,均匀的掺配到叶丝中,通过加香进入配丝贮丝柜进行均匀混合和贮存,以使烟丝的水分更加均匀,所加料液得以在烟丝组织内部均匀渗透。
最后进过卷接,包装工段完成生产过程。
来两张制丝车间的全貌图5.jpg下载附件保存到相册2011-3-21 22:13 上传等待包装的香烟烟支8.jpg(57.46 KB, 下载次数: 19)下载附件保存到相册2011-3-21 22:28 上传已经包装好的香烟9.jpg(43.41 KB, 下载次数: 9)下载附件保存到相册2011-3-21 22:29 上传下图就是第一道工序备料切片3.jpg(66.11 KB, 下载次数: 15)下载附件保存到相册2011-3-22 22:53 上传图上的机器臂是全自动的,能自动把打叶复烤的片烟箱自动去掉纸箱和塑料膜,然后自动称重,然后运送到闸刀下,采取三横两竖的方式切成小块。
烟草加工工艺流程

烟草加工工艺流程
烟草加工工艺流程主要包括以下几个步骤:
1. 原料采购和质检:选择优质的烟叶作为原料,并经过质检确保烟叶的质量符合标准。
2. 烟叶处理:将采购的烟叶进行处理,包括除梗、破碎和发酵等步骤,以提高烟叶的可加工性和烟叶的品质。
3. 烟叶配方:根据产品要求,将不同种类和等级的烟叶进行配比,以获得理想的烟草配方。
4. 烟草制丝:将经过处理和配方的烟叶送入卷烟机,通过挤压、剪切和卷绕等步骤,制成卷烟。
5. 产品包装:将制成的卷烟送入包装机,进行条盒或包装鞘的包装,然后进行外箱包装,最后标识和出库。
6. 品质控制:通过各种检测和测试方法,对烟草产品的质量进行监控和控制,以确保产品符合标准和要求。
以上是烟草加工的一般工艺流程,具体的加工工艺可能会因不同的公司和产品而有所不同,但总体上都包括烟叶处理、烟叶配方、烟草制丝、产品包装和品质控制等几个主要步骤。
卷烟工艺1

5、影响加料质量的原因 料液施加不均匀 叶片含水率不均匀 叶片温度达不到规定要求
六、配叶贮叶
配叶是将同一批次不同类型等级的烟片 掺配。贮叶是将烟片贮存一段时间,以 平衡烟片的水分、温度、料液 1、工艺任务 使各组分烟片进一步混配均匀
内翻滚的烟叶上,120~150℃
五、烟片预配
1、工艺任务 1)使各品种、等级是烟片初步掺配均匀。 2)为加料工序提供稳定的物料流量。 2、贮柜 3、技术要点 1)贮柜应有明显的标志,不得错牌 2)不得边进边出 3)每批烟片应贮于同一柜中
六、筛分和加料
1、工艺任务 筛除6mm以下的烟片 对烟片准确均匀的施加料液 适当提高烟片的含水率和温度
2、叶丝和梗丝的配比符合工艺要求,以满 足后序的工艺要求。
3、通过加料加香,促进烟叶内在质量的醇 化,可以改变卷烟的燃吸品质。
三、制丝生产线简介
(一)COMAS制丝生产线简介 1、卧式打叶机 2、润叶加料均设置红外线水分探测,其水
分和料液施加量由中央MICON自动控制
3、塔式梗丝膨胀,还设置故障显示和声光 报警工序。
6、凉包:室温 四)采用打叶复烤的优越性
1、可以减少烟叶的造碎 2、可以向烟厂提供规格化的原料 3、可以改善烟厂环境,节约费用 4、可使加工工艺合理化
第 二节 烟叶的发酵与醇化
新烟:当年收获未经一年以上贮存 陈烟:经一年以上贮存醇化的烟叶 发酵的作用:提高它的内外在质量,使其 更加适合于卷烟工业的需要,提高卷烟质 量。 方法:自然醇化、人工发酵、堆积发酵
卷烟工艺
目录 概述 烟草原料初加工 卷烟制造工艺原理与工艺流程 制丝工艺 卷烟标准
第一章 概述
一、概念
卷烟工艺:是研究将烟叶原料和卷烟材 料加工成卷烟产品的方法、过程和技术 的一门学科。 目标:“优质、低耗、高效、安全” 原则:先进、合理、经济、适用
卷烟制造原理及工艺流程

2、间断时间。
2019/3/27
四川农业大学卷烟工艺课件
37Biblioteka 1、生产时间 (1)基本加工时间: 加工与包装。 (2)辅助工序时间: 运输与检测。 (3)贮存工段时间: 贮叶与贮丝。
2019/3/27
四川农业大学卷烟工艺课件
38
2、间断时间: (1)工作制度造成的间断时间: 节日、假日、工作班次之间。 (2)组织性间断时间: 工序间断等待时间。
卷烟制造原理及工艺流程
重
能力、工艺制造能力
点
概念:工艺流程、工序、工厂生产
设计卷烟工艺流程的依据
国内片烟制丝生产线工艺流程
制丝生产中,工序间的连接所采用
的输送方式及各自的优缺点。
2019/3/27
四川农业大学卷烟工艺课件
2
工艺的重要性: 卷烟原料是产品基础的地位不可动 摇,但也不能说叶组配方就决定了最终 产品的一切,因为烟叶本身的某些质量 缺陷可以通过适宜的加工和有针对性的 加料予以克服。
2019/3/27 四川农业大学卷烟工艺课件 5
20 世纪90 年代后期,随着工艺技术研究的 进一步深入,尤其是通过工序加工质量评价 技术的研究,在卷烟加工的物理质量和产品 的外在质量提高到一定程度后,卷烟加工工 艺由注重加工的物理质量和产品的外在质 量向注重感官质量转变,工艺对产品质量的 重要性日趋明显,工艺已不仅仅是从原料到 生产出合格产品的一个过程,而且还应是一 种加工技术。
21
1、 输送方式的选用原则: 在选用输送方式和具体设备时,应 确保输送设备在完成工艺任务和物料 传递的前提下,不损坏或尽可能少的 损坏在制品的工艺质量,传递时间尽 可能的短。
2019/3/27
卷烟生产工艺流程
• (2) 各工序应按制丝工艺流程的加工顺序进 行排列 ,使在制品能在前道工序加工之后, 顺利的进入后道工序进行加工 。这样做 ,可 是工序间的传送距离缩短 ,减少了连接输送 设备的投资 ,减低能耗 、 占地面积和物料的 损耗。
(3) 应根据设备的性质和特点进行合理安排, 以便于与给排水 、供电 、供汽等公共设施取 得协调 。如烘丝机和烘梗丝机距离要适宜, 便于供汽和给排水 。切丝机和切梗丝机距离 要近 ,便于维修 、管理和操作。
• (3)车间运输通畅 ,具有良好的工作环境。
• 2、 车间空间布局的原则
• 根据空间布局的总体要求 ,无论主厂房(制丝车间和 卷接包车间共用的厂房) 是单层建筑还是多层建筑 , 各 工序在空间布局时应各工序的空间布局应满足生产工艺的要 求 。例如: 真空回潮机布局时 , 除了要考虑设 备本身的占地面积和空间布局外 ,还要考虑到 烟叶的备料场所以适应生产的需要 。再如: 复 烤叶片 、烟草薄片 、 回收烟丝的备料搀兑场所 等 。对于全部使用复烤叶片和烟梗的企业 , 虽 然取消了真空回潮工序 , 复烤叶片用抱车送入 传送带 ,经切割后直接送入热风润叶机进行加 温加湿 , 它仍然需要考虑叶片和烟梗的堆料场 所以及抱车在车间的运行场地。
能耗大 、噪音大 、投资 大 ,对物料的工艺品质 影响较大
多用于远距离的物料输 送以及不适宜采用其他
输送方式的场合
• 2 、输送方式的选用原则: 综上所述 ,三 种输送方式各有自己的优点 、特点 、缺
点和使用场合 ,在选用输送方式和具体 设备时 ,应确保输送设备在完成工艺任 务和物料传递的前提下 ,不损坏或尽可 能少的损坏在制品的工艺质量 ,传递时 间尽可能的短。
• 第二 , 卷接包由多个车间生产变为一个车间生产 , 实现了卷接 包的联合; 一个卷烟厂的卷接机组由不同速度 、不同国家制造的 多种机型向单一机型过渡 , 便于对设备进行管理 、使用和维护; 包装机组尽管有软包和硬合翻盖之分 , 机器的型号也在逐渐地减 少。
卷烟生产工艺流程C讲解
• 第一节 制丝工艺流程
• 卷烟生产的工艺流程是根据烟叶原料的理化特性,按照一定的程 序逐步通过各种加工方法或设备,把原料制成合格卷烟产品所必 须经过的加工制造过程。它包括的主要工序有:制丝和卷接、包 装。
• 卷烟生产工艺流程根据生产卷烟产品的类型、产品的等级和规 格、使用设备的性能、采用烟叶原料的初加工程度等方面因素的 不同而不同。随着我国卷烟生产技术的进步、产品类型和结构的 改变、原料物理状态和化学成分的变化,我国卷烟生产的工艺流 程在不断地发生改变;主要表现为:
筛分
混合掺配
叶Байду номын сангаас干燥
增温增湿
切叶丝
图2 制叶丝工艺生产流程
叶丝膨胀的工艺流程如图3所示
制叶片 切丝
增温增湿
叶丝浸渍
松散、贮存、喂料
混合掺配 贮丝
叶丝风选
冷却回潮
叶丝膨胀
图3 叶丝膨胀工艺流程
三、 制梗丝生产工艺流程
• 目前,我国制梗丝生产采用了高温、高湿在线梗丝膨胀工艺,其 工艺流程如图4所示。
• 第二,卷接包由多个车间生产变为一个车间生产,实现了卷接 包的联合;一个卷烟厂的卷接机组由不同速度、不同国家制造的 多种机型向单一机型过渡,便于对设备进行管理、使用和维护; 包装机组尽管有软包和硬合翻盖之分,机器的型号也在逐渐地减 少。
• 制丝生产的工艺流程可分为制叶片、制叶丝、制梗丝和掺配混
• 一、 制叶片工段的工艺流程
• 第一,在制丝生产中,制叶生产正处于发展变化当中,尽管有 多种形式并存,但均朝着向片烟、烟梗投料的生产工艺过渡;制 叶丝生产实现叶丝在线膨胀工艺;梗丝线采用水洗梗、梗丝加料、 加香新的生产技术,并且梗丝采用只分等级,不分牌号的生产方 法,便于卷烟厂根据不同类别、牌号的卷烟,使用不同等级和比 例的梗丝;薄片丝、膨胀烟丝等分别作为配方中的一种组分或小 配方,在加香前按设定比例进行掺配。
卷烟生产工艺流程培训课件
卷烟生产工艺流程培训课件1. 引言随着人们生活水平的提高和文化程度的增加,越来越多的人开始关注健康和生活质量。
卷烟作为一种常见的消费品,其生产工艺对于卷烟的品质和健康影响至关重要。
本课件旨在介绍卷烟生产工艺流程,帮助学习者了解卷烟的生产过程和相关技术。
2. 卷烟生产工艺流程概述卷烟的生产工艺流程主要分为以下几个步骤:1.原料准备:选择优质的烟叶作为卷烟的主要原料,并进行处理和调整。
2.制丝工艺:将烟叶进行破碎、发酵、蒸汽处理和切丝等工艺步骤,使其变成卷烟制丝所需的材料。
3.卷烟工艺:将制丝材料通过卷烟机进行卷烟,并进行筛选和调整。
4.包装工艺:将卷烟进行包装和加工,使之便于储存和销售。
下面将详细介绍每个工艺步骤的具体过程。
3. 原料准备卷烟的原料主要是烟叶,烟叶的质量对卷烟的品质有重要影响。
原料准备的主要步骤包括:•烟叶挑选:根据不同的烟叶品种和特性,选择适合的烟叶作为原料。
•烟叶处理:对烟叶进行初步的处理,包括除去杂质、清洗和去水等步骤。
•烟叶调整:根据不同的卷烟品牌和口味要求,对烟叶进行调配和混合,使之符合产品要求。
4. 制丝工艺制丝工艺是将烟叶进行切割和处理,制成适合卷烟制造的细条。
制丝工艺包括以下几个主要步骤:1.破碎:将烟叶进行破碎,使之适合后续的处理步骤。
2.发酵:对破碎后的烟叶进行发酵,使之具有更好的烟叶香气和口感。
3.蒸汽处理:将发酵后的烟叶暴露在蒸汽中,使之软化和增加柔韧性。
4.切丝:将蒸汽处理后的烟叶进行切丝,制成适合卷烟制造的细条。
5. 卷烟工艺卷烟工艺是将制丝后的烟丝通过卷烟机进行卷烟,并进行筛选和调整。
卷烟工艺包括以下几个主要步骤:1.卷烟机操作:将制丝后的烟丝通过卷烟机进行卷烟,卷烟机会根据卷烟的规格和要求进行卷烟。
2.筛选:对卷烟进行筛选,去除烟丝中的杂质和不合格的烟丝。
3.调整:对筛选后的卷烟进行调整,调整其喷香度和烟丝密度等参数。
6. 包装工艺包装工艺是将卷烟进行包装和加工,使之便于储存和销售。
卷烟生产工艺流程

卷烟生产工艺流程首先是原料处理。
在生产之初,烟草会被送入烘烤房进行烘烤,使其干燥并且杀灭病虫害。
接着,经过一系列的分级和分选,将烟叶进行不同的处理,如切碎、整理等。
这一步骤非常重要,因为它直接影响到卷烟的质量。
其次是卷烟生产。
处理过的烟叶会被送入卷烟工厂的卷烟纸、过滤棉和燃料的混合装置内。
然后按照一定的比例进行调配,并加入一些其他的香料等物质,使得卷烟的味道更加丰富。
然后将混合的烟叶送入卷烟机进行卷烟生产。
接着利用高温干燥和加压,将卷烟卷成标准的形状和大小。
这个过程中需要严格控制温度和湿度,以确保卷烟的质量。
最后是包装。
经过卷烟生产的烟卷需要进行包装,通常包括塑料薄膜和卡纸。
这其中的一个关键步骤是卷烟盒的印刷和包装,因为这直接与卷烟外观和品牌形象相关。
在包装的过程中,卷烟还要进行质量检查和封箱装箱,确保产品的完好无损。
总的来说,卷烟生产工艺流程需要严格控制原料的质量、生产的过程以及包装的环节,以确保最终产品的质量和安全。
对于卷烟生产企业来说,这些步骤都需要严格按照相关的生产标准来进行操作,以满足市场和消费者对卷烟产品的要求。
卷烟生产工艺是一项非常复杂的过程,需要严格的控制和管理。
这涉及到原料的选取、制作加工、生产流程和包装环节等多个方面。
下面我们就来详细介绍一下这个工艺流程。
首先,我们来谈谈原料的处理。
烟草是卷烟的主要原料,其质量和品种的选择对卷烟的吸附性、燃烧性和口感有着直接的影响。
在生产过程中,烟草经过干燥处理后,必须根据不同的烟叶类型和用途进行配比,再经过切碎、整理、分级等前处理工序,确保烟叶质量符合生产要求。
其次,卷烟生产阶段至关重要。
经过原料准备的烟叶会被送入卷烟生产线,将卷烟纸、过滤棉和烟草混合后送入卷烟机器进行成型。
而后,通过高温加热和压制,将形成卷烟条。
卷烟的成型过程需要高度精准的控制温湿度,并且需要确保每支卷烟的重量、长度和直径等指标符合标准。
在整个生产流程中,卷烟的口味是一个非常重要的参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺流程:从原材料投入到成品产 出,按照一定的顺序,连续地通过各 个工序加工的生产过程。
工序:卷烟加工过程的一个环节, 如:加料、烘丝等。
工段:由若干工序组成的一定的生 产阶段。
第一节 工艺流程设置的依据与要求
一、工艺流程设置的依据
? 产品结构; ? 生产规模; ? 烟叶初加工的程度; ? 先进性、合理性、经济性和适用性 ? 法律法规
(4)为了合理利用空间,在设备便 于安装、维修和不影响操作的条件 下,对设备采用“回旋式”布局;
输送等。 (2)有任务的传递: 喂料机、限量管、电子皮带称、
储柜、烟支输送系统等。
1、 输送方式的选用原则:
在选用输送方式和具体设备时,应 确保输送设备在完成工艺任务和物料 传递的前提下,不损坏或尽可能少的 损坏在制品的工艺质量,传递时间尽 可能的短。
2、不同输送方式在制丝线上的选用: (1)滚筒式加潮、干燥、筛分、加 料、加香、冷却等加工环节的进出料 方式,宜采用振动输送。 (2)切丝或切梗丝工序的物料出料 应采用振动输送。
(3)加香后叶丝不宜采用风力输送。
(4)梗丝线的加工多采用振动输送。 (5)烟梗从打叶机出口到梗丝加工线的
输送多采用风力输送。 (6)烘丝机出口至贮梗丝柜采用风力输
送。
制丝生产与卷接机组的连接可通过风 力送丝和小车送丝两种方式来实现。
3、工序间的信号联络及控制 通过工序间的信号联络和控制使各
工序的加工做到有机的配合。
当前,随着国际、国内形势的变化和消费 水平的提高 ,尤其是“中式卷烟”的提出 , 对我国卷烟加工工艺提出了更高的要求。 在新的形势与机遇面前 ,我国卷烟加工工 艺应继续进行工艺思想的创新和加工方 法的重大技术改革。
随着工艺技术研究的不断深入,卷 烟加工工艺对卷烟产品质量的影响 显得越来越重要,那种单纯认为卷烟 工艺只是保障产品质量的观念已不 符合当前卷烟加工工艺的发展要求。
20 世纪90 年代后期,随着工艺技术研究的 进一步深入 ,尤其是通过工序加工质量评价 技术的研究 ,在卷烟加工的物理质量和产品 的外在质量提高到一定程度后 ,卷烟加工工 艺由注重加工的物理质量和产品的外在质 量向注重感官质量转变 ,工艺对产品质量的 重要性日趋明显 ,工艺已不仅仅是从原料到 生产出合格产品的一个过程 ,而且还应是一 种加工技术。
20 世纪80 中期~90年代中期,基于我国卷 烟设备陈旧和工艺技术落后的现实 ,我国大 力进行了技术改造和工艺技术研究 ,使我国 卷烟加工的物理质量和产品的外在质量迅 速提高。这一时期 ,卷烟原料配方已不再成 为决定最终产品的一切 ,同一等级卷烟 ,配方 中原料的使用范围不再受到限制 ,企业可以 根据最终产品的质量进行定级、定价 ,工艺 尽管仍是从原料到生产出合格产品的一个 过程,但地位有所提高 ,工艺已成为最终产品 质量的保证。
我国卷烟生产多采用“分段集中控 制”的方式。在每一段设置集中控制 柜,使被控设备设置在控制中心附近, 便于生产的控制和管理,同时也可使 整线的生产能力得以充分的发挥。
(三)各工序间的空间布局 目的:便于设备、人员、质量管理。
1、总体要求: (1)各工序的空间布局要满足生产 工艺的要求;
(2)各工序的空间布局,要占地面积 小、物料在工序间传递时间短,耗能 低,工人操作维修方便;
卷烟制造原理及工艺流程
重
点
? 概念:工艺流程、工序、工厂生产 能力、工艺制造能力
? 设计卷烟工艺流程的依据 ? 国内片烟制丝生产线工艺流程
? 制丝生产中,工序间的连接所采用 的输送方式及各自的优缺点。
工艺的重要性:
卷烟原料是产品基础的地位不可动摇, 但也不能说叶组配方就决定了最终产品 的一切,因为烟叶本身的某些质量缺陷 可以通过适宜的加工和有针对性的加料 予以克服。
3、10万箱以上的混合型卷烟,须设 白肋烟处理生产线。
(三)烟叶初加工的程度 1、片烟: 新上线、技改线,要全部上片烟线。 2、把烟: 3、片烟—把烟:
(四)先进性、合理性、经济性和适用性 卷烟产品向优质、低耗、高效方向发
展。 新工艺、新设备、新技术、新材料。
如:引进一套PROTOS 80卷接机 组,一套GDX包装机组。购置费需 2490万元。按10年折旧计算,平均 每箱卷烟的折旧费约70元,生产低 档卷烟就不合算。
(一)产品结构
1、满足产品结构中每一个卷烟产 品的质量加工要求;
烤烟型、混合型、外香型、雪茄 型。
2、不同类型处理线间的合理衔接 烤烟、白肋烟、香料烟。
3、比例参配的装置: 储柜(叶、丝); 喂料机; 电子皮带秤
(二)生产规模
1、年产50万箱以上的卷烟厂,工艺 流程工序必须齐全;
2、20万箱的厂,须设薄片生产线、 烟丝膨胀线;
(五)法律法规 1、国家政策; 2、技术法规; 3、技术标准。
Байду номын сангаас
二、卷烟工艺流程设置的要求
工艺 流程
制丝 卷接 包装
各个工艺流程,又包括不同的工段与工序。
(一)加工工序及各工序之间的关系: 1、确定工艺流程的工序组成; 2、确定工艺流程工序之间的关系; 3、工序的排列顺序: 按工艺规范。
(二)工序之间的连接方式: 前提:优质、低耗、高效、安全。 (1)单一的传递功能: 皮带输送机、振动输送机、风力
卷烟加工工艺对产品风格质量作用的认识的变化
在20 世纪80 年代中期以前 ,我国对不同等 级的卷烟产品曾作出过配方的规定 :只要卷 烟配方符合某一等级卷烟配方的规定 ,生产 出的卷烟产品就可以在这一等级定级 ,产品 就可以在这一等级的售价范围内定价。这 一时期,可以说卷烟的原料配方基本上就决 定了最终产品的一切 ,工艺只是一个从原料 生产出合格卷烟产品的过程 ,工艺对产品质 量的作用基本上没有体现出来 。
(3)车间运输通畅,具有良好的工作 环境。
2、车间空间布局的原则 (1)各工序的空间布局应满足生
产工艺的要求。
(2)各工序应按制丝工艺流程的 加工顺序进行排列,使在制品能在 前道工序加工之后,顺利的进入后 道工序进行加工。
(3)应根据设备的性质和特点进行 合理安排,以便于与给排水、供电、 供汽等公共设施取得协调;