电批标准作业指导书V2.0
风批与电批校正作业指导书

风批与电批校正作业指导书1.0目的:规范使用方法,延长风批与电动起子之使用寿命,保证产品品质,达成既定要求。
2.0适用范围:本厂新进、在用或修复OK之风批及电动起子均属之。
3.0定义:无4.0权责:4.1研发部:负责风批或电动起子在产线使用操作时的规格制定;4.2制造部:负责上线前风批或电动起子的校正;4.3品保部:负责产线风批或电动起子使用操作时的规格复检及确认。
5.0作业内容:5.1风批使用操作说明:5.1.1先将气管接入产线的气管接头上;5.1.2上线前用扭力计将风批的使用规格校正至SOP要求范围内(上午与下午及加班各一次,机种换线时需校正);5.1.3用指尖将风批帽往上推,将锁附螺帽之套筒接上或卸下;5.1.4将风批开关设在F位置,用手握紧风批并垂直对正螺帽将其锁紧;5.1.5如此重复操作,继续锁螺帽作业;5.1.6需松开螺帽时,将开关设在R位置,用手握紧风批并垂直对正螺帽即可完成。
5.2电动起子使用操作说明:5.2.1先将电动起子的电源插头插入流水线的插板上;5.2.2上线前用扭力计将电动起子的使用规格校正至SOP要求范围内(上午与下午及加班各一次,机种换线时需校正);5.2.3用指尖将起子帽往上推,将锁附螺丝之起子头接上或卸下;5.2.4将电动起子开关设在F位置,用手握紧电动起子并垂直对正螺丝将其锁紧;5.2.5如此重复操作,继续锁螺丝作业;5.2.6需松开螺丝时,将开关设在R位置,用手握紧电动起子并垂直对正螺丝即可完成。
6.0参考文件无7.0相关表单:7.1风批/电动起子每日校验记录表风批/电动起子日常校对记录。
电批标准作业指导书V2.0

电批使用作业指导书文件编号WI-J005页数2/2版本/修订码A/01审核拟制目的:规范电批使用方法,确保和提高产品质量、满足客户需求。
适用范围本规范适用于本公司生产部电批管理,各种产品螺纹连接装配的使用操作,以及作为制作工艺文件、现场工艺控制、生产螺纹连接工具配备的依据,同时,也可以作为检验产品连接可靠性实验的参考。
职 责:作业员负责,产线组长、生产线PE、IPQC及工艺人员监督。
三,使用方法:1 根据螺钉和螺纹连接材料的不同,应依照《作业指导书》或附表选取电批种类、批嘴型号、电批力矩。
2 检查所配用的电批电源的电源线是否损伤、烫伤、裸露芯线等,以免造成人员触电事故。
3 检查电批通断开关是否接触良好,如果接触不良需经过维修或更换后再使用。
4 使用电批紧固螺钉时,要采用正确的紧固方式;(1)螺钉与螺孔同轴,不允许螺钉歪斜放置在螺孔内即进行紧固操作。
(2)安装螺钉时,确认批头与螺钉十字槽相符,左右无晃动感。
(3)紧固螺钉时,批头与螺钉安装面垂直,如批头倾斜,螺钉十字槽很容易损坏。
(4)在批头旋转紧固时,就将电批压紧螺钉,即给螺钉适当的轴向力。
5 成组螺钉的紧固方法:安装成组螺钉的原则是否交叉、对称、逐步紧固是先将所有螺钉拧入三分之一(预装在螺孔内),然后,再紧固其余三分之二(逐步紧固是为了减少紧固件的变形、应力。
特别对散热元件、逐步紧固可使其底面充分与散热器接触,减少热阻)。
四,检验方法:1 螺纹紧固程度(力矩检验):螺钉采用弹垫时,螺钉紧固以弹垫切口被平为准。
弹垫下应有平垫,禁止螺钉下直接垫弹垫紧固。
2 螺钉紧固程度也可以通过检验螺纹连接松脱力矩、紧固或者其他方法进行检验。
3对于盘头、平头螺钉,螺母等,可以使用力矩可调手批,用松脱力矩或紧固力矩来检验连接的紧固程度是否满足要求。
4但对于自攻螺钉是否滑丝或是否已经紧固到底。
5对于SMA等射频插接头,同样不允许使用松脱力矩来检验紧固程度,可以通过指标测试来间接检验。
电批内校标准书

文件名稱 文件編號
電批內校標準書
A-WI-14-019
2001.11.12 發行日期 電子文件管制章 (此文件列印版本為非管制文件 ) A2 版本/次 頁數 1/1
一、校驗前檢查: 1.1 進行校驗前儀校人員明書及相關資料(如標準儀校正報告,內校設備允收標準)以增加操作熟 煉度和確認待校儀器運作正常。 1.1.1 待校儀器:外部清潔擦拭 ,並檢視各量測面有無毛口,刮痕,鏽斑。 1.1.2 標準器:外部清潔擦拭,並檢視各量測面有無毛口,刮痕,鏽斑。 二、校驗頻率: 2.1 新購入之電批(入廠校驗)。 2.2 使用中之電批(定期校驗)。 2.3 修理后之電批(重新校驗)。 2.4 長期停用后再使用之電批(重新校驗)。 2.5 對某種特定電批特性產生懷疑時之再確認(重新校驗)。 2.6 其它特殊需要。 三、校驗標準件: 數字扭力計。 四、校驗環境: 作業現場 五、校驗操作步驟: 5.1 將標準器依使用手冊充電4小時。 5.2 將扭力計開机后顯示1-2秒,選擇到合適檔位。 5.3 調整(ZERO) 歸零微調鍵進行歸零。 5.4 調整(TRAC/PEAK)置針功能鍵。 5.5 每月設備課儀校中心將對電批進行性能檢測(如自鎖,扭力),將電批對扭 力計顯示值與扭力刻度值取其平均值並作記錄。 5.6 每日品保在電批便用前或換線,須依照工程規格,將電批對扭力計進行3-5 次量測,將扭力計顯示值取其平均值找到適合刻度並記錄。 六、校驗標示: 合格貼"合格標簽",不合格貼"禁止使用"標簽。 七、注意事項: 7.1 使用完畢后(BAT SW)電源開關置于OFF位置。
电批安全操作指导书

电批安全操作指导书(ISO9001-2015/ISO45001-2018)一、作业准备:1、接上电源,开启电批,按启动看电批空转是否正常,否则NG;2、根据螺丝的形状选用螺丝头;3、调整到需锁的螺丝对应的扭力。
4、电批扭力要求:本公司依据所使用的螺丝不同,同时考虑螺丝、螺丝孔、螺丝柱及对产品的保护,对每种螺丝位置规定了相应的扭力。
螺丝扭力规则:二、操作步操:1)接上或卸下起子下,以指尖将起子帽向上推;2)接上电源并开关设在‘F’位置,装上起子头,预先调整锁紧螺丝所需扭力段的位置;3)锁螺丝:手按开关压版式,按扣板机拉向自己的方向,起子头对准螺丝头,后螺丝对准螺丝孔稍下压,开始操作锁螺丝。
当螺丝锁到底时,起子头停止转动,作业完成。
4)退螺丝:调整退出螺丝所需扭力段的位置;开关设在‘F’位置,手按开关压版式,按扣板机拉向自己的方向,起子头对准螺丝头,后螺丝对准螺丝孔稍下压,便可退出螺丝。
备注:退出螺丝扭力与锁紧螺丝扭力是一样的。
三、注意事项:1、根据螺钉和螺纹连接材料的不同,选择电批和力矩,应首先依照《作业指导书》执行。
2、紧固操作时,操作人员必须使用正确的紧固方式进行作业,不允许私自拆卸、调节力矩、调换电批咀等,当发现故障时,报于组长,由组长送交维修人员维修。
3、在插电源插座前,应使电批电源适配器开关置于‘OFF’位置,且注意电源电压是否符合该电批使用,当电批不使用或是断电时应将电批插头拨出,切断电源。
4、更换电批起子头时,应将电批插头拨出,切断电源。
5、使用过程中电批不能丢或撞击。
四、维护保养:1、每天完成作业后要清洁起子头上的螺丝屑及脏污,延长电批寿命。
2、连续使用时间过长(半年/1000小时),应送维修部检测。
电批头使用作业指导书

作业步骤: 页次:1/1 日期:06/10/24 1. 采购回来新的电批头必须符合RoSH要求,并送IQC检测,
检测OK的入库发放给生产线使用。检测不合格的退回供 应商。 2. 生产有铅产品时,先将无铅专用电批头拆下,撕下无铅 标识,更换有铅专用的的 电 批 头 , 并 将 无 铅 专 用 电 批 头 清 理 出 生 产 线 ,做 好 区 分 标 识 。IPQC监督(图 一) 3. 当 生 产 无 铅 产 品 时 ,必 须 将 有 铅 产 品 使 用 过 的 电 批 头 更 换 为 无 铅 专 用 的 电 批 头 ,并 要 求 做 好 区 分 标 识 ,将 有 铅 电 批 头 清 理 出 生 产 线 。IPQC监督(图 二) 4. 有铅切换无铅生产时,生产线将电批头送IQC检测是否合 格,IPQC监督。IQC出示检测报告。 5. 生产线使用电批时,要求将有铅与无铅区分使用、标识。 生产无铅产品使用无铅专用的电批头,生产线每周送IQC 检测电批头的各种金属的含量是否合格。做好相关记录, IPQC监督检测记录 6. IPQC监督各生产线严格按照作业指导书执行。
注意事项: 1. 注意有铅切换无铅生产时,将有铅电批清理出生产线。 2. 测试数据记录在《电批头更换检测记录表》中。
图二:当生产无铅产品时,更换无铅专用 的电批头,将有铅专用的电批头清理出生 产线,并在电批上贴上无铅标识。
作业工具: 电批
核准:
审核:
编制:王新
TW 同维电子(深圳)有限公司
电批头 更 换作业指导书
文件编号: R-MF.E-360-C0
产品名称:无铅电批使用要求 制程:组装 版本:A0
图 一 :当 生 产 有 铅 产 品 时 ,先 将 无 铅 标 识 撕 去 ,更 换 有 铅 专 用 电 批 头 ,并 将 无 铅 专 用 的 电批头清理出生产线,做好区分标识。
电动螺丝刀电批操作指导书
电动螺丝刀电批操作指导书第一章:引言1.1 文档目的本操作指导书旨在向用户提供关于电动螺丝刀电批的正确操作方法和注意事项,帮助用户安全、高效地使用该设备。
1.2 适用范围本操作指导书适用于所有使用电动螺丝刀电批的用户。
1.3 定义和缩写- 电动螺丝刀:一种通过电力驱动的工具,用于拧紧和松开螺丝。
- 电批:电动螺丝刀的简称。
第二章:安全操作2.1 使用环境- 仅在干燥、通风良好的环境中使用电动螺丝刀。
- 避免在潮湿、易燃或有爆炸风险的地方使用。
- 不要使用电动螺丝刀进行其他用途的操作。
2.2 个人安全- 操作前,请确保你已经阅读并理解了使用说明书。
- 使用电动螺丝刀时,请戴上安全眼镜和手套,确保保护手部和眼睛的安全。
- 如果你是首次使用电动螺丝刀,请在专业人员的指导下进行操作。
2.3 设备安全- 在使用和维护电动螺丝刀时,请确保设备处于关闭状态,并拔掉电源插头。
- 不要在没有安全保护的情况下修复电动螺丝刀。
- 长时间不使用电动螺丝刀时,请将其存放在干燥且儿童无法接触的地方。
第三章:操作步骤3.1 准备工作- 确认你已经戴上了安全眼镜和手套。
- 检查电动螺丝刀的电池是否充足,必要时请为其充电。
- 确认所需的螺丝头已经正确安装在电动螺丝刀上。
3.2 开始操作- 插入电源插头,并打开电源开关。
- 将螺丝刀头对准螺丝孔,逆时针旋转螺丝刀,直至螺丝孔中的螺丝松动并脱落。
- 调整转速开关以达到合适的扭矩,并保持合适扭矩的施力方向。
- 将螺丝刀头对准螺丝孔,顺时针旋转螺丝刀,直至螺丝紧固到位。
- 操作完毕后,关闭电源开关,并拔掉电源插头。
第四章:维护与保养4.1 清洁- 在使用之前和之后,用干净的布或刷子清除电动螺丝刀上的灰尘和杂物。
- 定期清洁电动螺丝刀的电池接口,保持其良好的电气连接。
4.2 保养- 检查电动螺丝刀的电池和电源线是否有损坏,如有损坏,请尽快更换。
- 定期检查电动螺丝刀的齿轮和传动装置是否正常,如有异常请进行维修或更换。
电批扭力标准作业指导书
用量
1
项次工治具名称用量项次工治具名称用量项次辅料名称用量
修订日期版本1静电手环12电批扭力测试仪
13
电源线
1
制作:
确认:核准:
修订记录
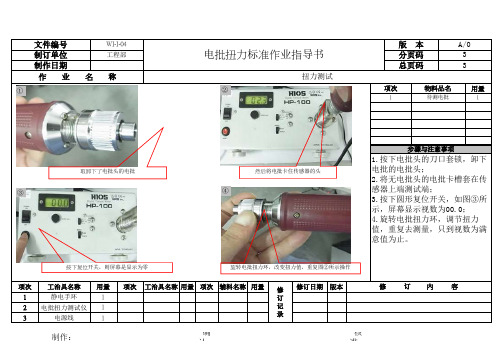
1.按下电批头的刀口套锁,卸下电批的电批头;
2.将无电批头的电批卡槽套在传感器上端测试端;
3.按下圆形复位开关,如图③所示,屏幕显示视数为00.0;
4.旋转电批扭力环,调节扭力值,重复去测量,只到视数为满意值为止。
电批扭力标准作业指导书
步骤与注意事项
修 订 內 容
项次
物料品名
1
待测电批
制作日期
总页码
3
作 业 名 称
扭力测试
文件编号WI-I-04版 本A/0制订单位工程部
分页码3取卸下了电批头的电批
然后将电批卡住传感器的头
按下复位开关,则屏幕是显示为零旋转电批扭力环,改变扭力值,重复图②所示操作
①
②
③
④。
电批扭矩测试仪作业指导书
电批扭矩测试仪作业指导书摘要:一、电批扭矩测试仪概述二、电批扭矩测试仪的操作步骤1.设备连接与准备2.传感器安装与卡位3.单位开关调节4.开启电源5.模式开关调节6.调零旋钮调节7.模式切换与测试三、注意事项与操作规程1.工作环境要求2.设备保养与维护正文:电批扭矩测试仪是一种用于测量和校准电动扭矩工具的设备,广泛应用于各类生产制造企业。
以下将详细介绍电批扭矩测试仪的操作步骤及注意事项。
一、电批扭矩测试仪概述电批扭矩测试仪主要用于检测和校正各种电动风动螺丝批、扭力起子、扭力扳手的扭矩,适用于各种产品涉及拧紧力的测试、零件扭转破坏性试验等。
该设备为智能化计量仪器,精度高、可靠性好,操作简便。
二、电批扭矩测试仪的操作步骤1.设备连接与准备:首先将扭力测试仪连接上电源,确保电源线完好无损。
2.传感器安装与卡位:将电批扭力传感器放在扭力仪的扭矩位置,注意将传感器下面卡位与扭力仪槽中的卡位吻合卡住,确保传感器稳定。
3.单位开关调节:将单位开关调节至所需的扭矩单位(如n.m)档位上。
4.开启电源:以上步骤完成后,打开电源开关。
5.模式开关调节:将模式开关(mode)调节至track的模式位置,以便进行实时扭矩监测。
6.调零旋钮调节:此时将调零旋钮(zero,adj)旋至屏幕视数为0,以确保测量精度。
7.模式切换与测试:将模式开关调节至peak档位,进行峰值扭矩测量。
在测试过程中,根据需要可随时调整参数。
三、注意事项与操作规程1.工作环境要求:保持工作场所干净整洁,避免潮湿、雨淋等不良环境。
2.设备保养与维护:定期检查设备运行状况,如有异常及时排除。
使用结束后,请将设备放置在干燥、通风的地方。
通过以上详细操作,您可以顺利完成电批扭矩测试仪的使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电批使用作业指导书
文件编号WI-J005页数2/2版本/修订码A/01审核拟制
目的:
规范电批使用方法,确保和提高产品质量、满足客户需求。
适用范围
本规范适用于本公司生产部电批管理,各种产品螺纹连接装配的使用操作,以及作为制作工艺文件、现场工艺控制、生产螺纹连接工具配备的依据,同时,也可以作为检验产品连接可靠性实验的参考。
职 责:
作业员负责,产线组长、生产线PE、IPQC及工艺人员监督。
三,使用方法:
1 根据螺钉和螺纹连接材料的不同,应依照《作业指导书》或附表选取电批种类、批嘴型号、电批力矩。
2 检查所配用的电批电源的电源线是否损伤、烫伤、裸露芯线等,以免造成人员触电事故。
3 检查电批通断开关是否接触良好,如果接触不良需经过维修或更换后再使用。
4 使用电批紧固螺钉时,要采用正确的紧固方式;
(1)螺钉与螺孔同轴,不允许螺钉歪斜放置在螺孔内即进行紧固操作。
(2)安装螺钉时,确认批头与螺钉十字槽相符,左右无晃动感。
(3)紧固螺钉时,批头与螺钉安装面垂直,如批头倾斜,螺钉十字槽很容易损坏。
(4)在批头旋转紧固时,就将电批压紧螺钉,即给螺钉适当的轴向力。
5 成组螺钉的紧固方法:安装成组螺钉的原则是否交叉、对称、逐步紧固是先将所有螺钉拧入三分之一(预装在螺孔内),然后,再紧固其余三分之二
(逐步紧固是为了减少紧固件的变形、应力。
特别对散热元件、逐步紧固可使其底面充分与散热器接触,减少热阻)。
四,检验方法:
1 螺纹紧固程度(力矩检验):螺钉采用弹垫时,螺钉紧固以弹垫切口被平为准。
弹垫下应有平垫,禁止螺钉下直接垫弹垫紧固。
2 螺钉紧固程度也可以通过检验螺纹连接松脱力矩、紧固或者其他方法进行检验。
3对于盘头、平头螺钉,螺母等,可以使用力矩可调手批,用松脱力矩或紧固力矩来检验连接的紧固程度是否满足要求。
4但对于自攻螺钉是否滑丝或是否已经紧固到底。
5对于SMA等射频插接头,同样不允许使用松脱力矩来检验紧固程度,可以通过指标测试来间接检验。
五,管理规定:
1 每把电批进行编号管理;
2 每日开线根据作业内容,对电批力矩的检测是否符合要求,并填写《电批力矩记录表》,换线时需要重新检测。
六,注意事项:
1 根据螺钉和螺纹连接材料的不同,选择电批和力矩,应首先依照《作业指导书》执行。
2 紧固操作时,操作人员必须使用正确的紧固方式进行作业,不允许私自拆卸、调节力矩、调换电批咀等,当发现故障时,报于组长,由组长送交维
修人员维修。