铸造公差等级表
铸件尺寸公差与几何公差数值表
铸件尺寸公差与几何公差数值表一、铸件尺寸公差
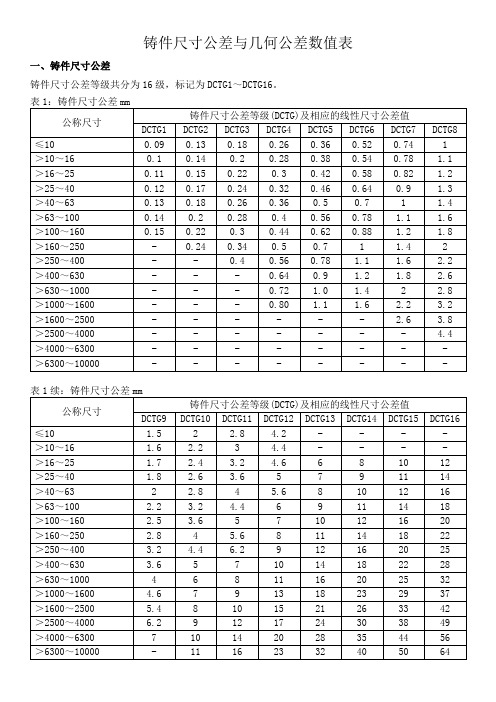
铸件尺寸公差等级共分为16级,标记为DCTG1~DCTG16。
说明:
1.在默认条件下,铸件的尺寸公差应相对于公称尺寸对称设置,即一半为正,另一半为负。
如尺寸20mm,DCTG10级的铸件尺寸公差为±1.2。
2.对于压铸件,因其特殊的技术原因,可以采用不对称的公差设置。
二、铸件几何公差
铸件几何公差等级分为7级,标记为GCTG2~GCTG8(GCTG1是为需要更高精度的几何公差值预留的等级)。
说明:
形状公差(直线度公差、平面度公差、圆度公差)和位置公差(倾斜度公差、平行度公差、垂直度公差)不适用于铸件有起模斜度的部位。
这些部位的公差需要单独标注。
常用铸造一般公差

4
0.2
0.24
0.26
0.28 0.30 0.32 0.36 0.40 0.44
公差等级 CT
5
0.28
0.32
0.36
0.38 0.42 0.46 0.50 0.56 0.62
160
250
0.34
0.50
0.70
250
400
0.40
0.56
0.78
400
630
0.64
0.90
630
1000
1.00
ICI 公制
ICI:0-12.7:±0.18 12.7-25.4:±0.25 25.4-50.8:±0.33 50.8-76.2:±0. 101.6-127:±0.56 127-152.4:±0.64 152.4-177.8:±0.71 177.8-203.2:± 0.94 228.6-254:±1.02 >254:每+1增加±0.005
10 30 100 300
10 30 100 300
10 30 100 300
短邻边长度 ≤10
>10-18 >18-30 >30-50 >50-80 >80-120 >120-180 >180-260 >260-360
至 10 30 100 300 1000 10 30 100 300 1000 10 30 100 300 1000 10 30 100 300 1000
ISO 2768-m (GB/T1804-m) 公制
0-6:±0.10
6-30:±0.20
30-120:±0.30
120-400:±0.50
400-1000:±0.
ICI 英寸
ICI:0-0.5:±0.007 0.5-1:±0.010 1-2:±0.013 2-3:±0.016 3-4:±0.0 ±0.025 6-7:±0.028 7-8:±0.031 8-9:±0.034 9-10:±0.037 >10:每+
精密铸造公差

公差标准TOLERANCE●铸件线性公差Casting Linear Tolerance:可按照美国ICI General Tolerance, 德国VDG P690 D1 或ISO8062美国熔模铸造线性尺寸公差 USA Investment Casting Linear Tolerance (ICI, USA)铸件基本尺寸Nominal Dimension 一般公差 General 特别公差 Premium inch mm inch mm inch mm up to 1/2 ≤12.70 ±0.007 ±0.18 ±0.003 ±0.08up to 1 ≤25.40 ±0.010 ±0.25 ±0.005 ±0.13up to 2 ≤50.80 ±0.013 ±0.33 ±0.008 ±0.20up to 3 ≤76.20 ±0.016 ±0.41 ±0.010 ±0.25up to 4 ≤101.60 ±0.019 ±0.48 ±0.012 ±0.30up to 5 ≤127.00 ±0.022 ±0.56 ±0.014 ±0.36up to 6 ≤152.40 ±0.025 ±0.64 ±0.015 ±0.38up to 7 ≤177.80 ±0.028 ±0.71 ±0.016 ±0.41up to 8 ≤203.20 ±0.031 ±0.79 ±0.017 ±0.43up to 9 ≤228.60 ±0.034 ±0.86 ±0.018 ±0.46up to 10 ≤254.00 ±0.037 ±0.94 ±0.019 ±0.48一般尺寸公差适用于批量生产的熔模铸件尺寸。
铸件重量公差

铸件重量公差1 主题内容与适用范围本标准规定了铸件重量公差(以下简称重量公差)的数值、确定方法及检验规则。
本标准适用于砂型铸造、金属型铸造、压力铸造、低压铸造和熔模铸造等方法生产的各种金属及合金铸件。
本标准与gb6414-86《铸件尺寸公差》配套使用。
2 术语2.1 公称重量公称重量是包括机械加工余量和其它工艺余量,作为衡量被检验铸件轻重的基准重量。
2.2 铸件重量公差以占铸件公称重量的百分率为单位的铸件重量变动的允许值。
2.3 重量公差等级。
确定铸件重量公差大小程度的级别。
3 基本规定3.1 重量公差的代号用字母“mt”1)表示。
重量公差等级共分16级,mt1至mt16。
重量公差数值列于表1。
注:1)字母“mt”为英文“mass tolerances”重量公差字头缩写。
3.2 铸件公称重量的确定。
3.2.1 成批和大量生产时,从供需双方共同认定的首批合格铸件中随机抽取不少于10件的铸件,以实称重量的平均值作为公称重量。
3.2.2 小批和单件生产时,以计算重量或供需双方共同认定的任一个合格铸件的实称重量作为公称重量。
3.2.3 以标准样品的实称重量为公称重量。
3.3 对应一定的重量公差等级,重量公差值应按公称重量所在范围从表1中选取。
3.4 成批和大量生产的铸件,重量公差等级应按表2选取,小批和单件生产的铸件,重量公差等级应按表3选取,重量公差应与尺寸公差对应选取。
例如:尺寸公差按ct10级,重量公差按mt10级。
3.5 一般情况下,重量公差的下偏差和上偏差相同,下偏差也可比上偏差提高两级选用。
例如:重量上偏差为mt10级,下偏差为mt8级。
3.6 有特殊要求时,重量公差可由供需双方商定,但应在图样或技术文件中注明。
12345678910111213141516重量公差等级mt重量公差数值,%公称重量,kg>0.4 -56810121416182024----->0.4~1 -456810121416182024 ---->1~4 -3456810121416182024--->4~10 -23456810121416182024-->10~40 --23456810121416182024->40~100 ---23456810121416182024>100~400 ----2345681012 14 16 18 20>400~1000 -----2345681012141618>1000~4000 ------23456810121416>4000~10000 -------2345 6 8 10 12 14>10000~40000 --------234 5 6 8 10 12注:表中重量公差数值为上、下偏差之和,即一半为上偏差,一半为下偏差。
铸件尺寸公差-ISO-8062-3(2007)-中文
国际标准ISO 8062-3:2007(E)产品几何量技术规范(GPS)-模制零件的尺寸和几何公差第3部分:铸件的一般尺寸、几何公差和机械加工余量1 范围本国际标准ISO 8062的本部分,规定了符合ISO 8062-2的,交付给客户的铸件的一般尺寸和几何公差,以及机械加工余量的等级。
它适用于为各种铸件制造工艺所生产的所有铸造金属及其合金的铸件所规定的尺寸和几何形状公差,以及所要求的加工余量。
ISO 8062的本部分适用于一般尺寸公差和一般的几何公差(在工程图明细表之中或近旁所标明的),除了另有说明,以及在图纸上特别提到的,在第9条中的参考条目之一的情况之外。
ISO 8062的本部分所涵盖的尺寸公差,都是用于线性尺寸的公差。
ISO 8062的本部分所涵盖的几何公差(形位公差)是指:—直线度公差,—平面度,—圆度,—并行度,—垂直度,—对称度,以及—同轴度。
ISO 8062的本部分可用于个别指标公差值的选定。
注:ISO 8062的本部分不适用于采用非标注尺寸的三维计算机辅助设计(3D CAD)模型。
2 参考标准本文件的使用,以下引用文件是必不可少的。
对于注明日期的引用标准,仅采用所引用的版本。
对于未标日期的参考标准,采用所引用文件的最新本版(包括任何修正版)。
ISO 286-1:1988, ISO 565极限与配合—第一部分:公差、偏差与配合的基础ISO 1101:2004,产品几何量技术规范(GPS) —几何公差—形状、方向、位置与跳动公差1ISO 1302:2002, 产品几何量技术规范(GPS) —在产品技术文件中表面特征的表示ISO 5459:—1), 产品几何量技术规范(GPS) —几何公差—几何图形公差的基准和基准系统ISO 8062-1:2007, 产品几何量技术规范(GPS) —模制零件的尺寸和几何公差—第一部分:词汇ISO/TS 8062-2:—2), 产品几何量技术规范(GPS) —模制零件的尺寸和几何公差—第二部分:技术要求ISO 10135:—3), 产品几何量技术规范(GPS) —技术产品文件(TPD)中模制零件的图纸标注ISO 10579:1993, 技术图纸—尺寸与公差—非刚性零件ISO 14405:—4), 产品几何量技术规范(GPS) —尺寸公差—线性尺寸3 术语和定义ISO 8062-1、ISO 1101与ISO 5459 中所规定的术语和定义适用于本文件的目的。
铸件尺寸公差

铸件尺寸公差TPMK standardization office【 TPMK5AB- TPMK08- TPMK2C- TPMK18】铸件尺寸公差1.主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2.引用标准GB6414铸件尺寸公差GB1800公差与配合总论标准公差与基本偏差3.术语3.1一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
3.3壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
图3错型4.基本规定4.1铸件尺寸公差代号、等级及数值铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.4.2壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
4.3公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4倾斜部位的尺寸公差带4.4错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
表1铸件尺寸公差数值mm注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
表2错型值注:错型值必要时可由供需双方商定。
铸造公差等级
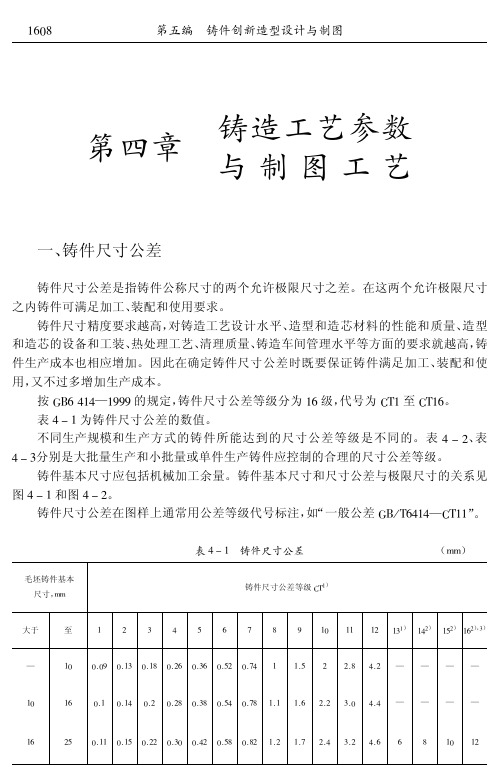
!"#$%&’() *+,&’一、铸件尺寸公差铸件尺寸公差是指铸件公称尺寸的两个允许极限尺寸之差。
在这两个允许极限尺寸之内铸件可满足加工、装配和使用要求。
铸件尺寸精度要求越高,对铸造工艺设计水平、造型和造芯材料的性能和质量、造型和造芯的设备和工装、热处理工艺、清理质量、铸造车间管理水平等方面的要求就越高,铸件生产成本也相应增加。
因此在确定铸件尺寸公差时既要保证铸件满足加工、装配和使用,又不过多增加生产成本。
按!"#$%$—%&&&的规定,铸件尺寸公差等级分为%#级,代号为’(%至’(%#。
表$)%为铸件尺寸公差的数值。
不同生产规模和生产方式的铸件所能达到的尺寸公差等级是不同的。
表$)*、表$)+分别是大批量生产和小批量或单件生产铸件应控制的合理的尺寸公差等级。
铸件基本尺寸应包括机械加工余量。
铸件基本尺寸和尺寸公差与极限尺寸的关系见图$)%和图$)*。
铸件尺寸公差在图样上通常用公差等级代号标注,如“一般公差!",(#$%$—’(%%”。
-$)%$./012(--)毛坯铸件基本尺寸,--铸件尺寸公差等级’(%)大于至%*+$.#/0&%1%%%*%+%)%$*)%.*)%#*),+)—%1121&12%+12%012*#12+#12.*12/$%%2.**20$2*————%1%#12%12%$12*12*012+012.$12/0%2%%2#*2*+21$2$————%#*.12%%12%.12**12+112$*12.0120*%2*%2/*2$+2*$2##0%1%* 01#%!"#$%&’()*+,-.!"毛坯铸件基本尺寸,!!铸件尺寸公差等级"#$)大于至$%&’()*+,$-$$$%$&$)$’%)$(%)$)%),&)%(’--.$%-.$*-.%’-.&%-.’)-.)’-.,$.&$.+%.)&.)(*,$$$’’-)&-.$&-.$+-.%)-.&)-.(--.*-$$.’%%.+’(.)+$-$%$))&$---.$’-.%--.%+-.’--.()-.*+$.$$.)%.%&.%’.’),$$$’$+$--$)--.$(-.%%-.&--.’’-.)%-.++$.%$.+%.(&.)(*$-$%$)%-$)-%(-—-.%’-.&’-.(--.*%$$.’%%.+’(.)+$$$’$+%%%(-’--——-.’--.()-.*+$.$$.)%.%&.%’.’).%,$%$)%-%(’--)&-———-.)’-.,$.%$.+%.)&.)(*$-$’$+%%%+)&-$---———-.*%$$.’%%.+’)+$$$)%-%(&%$---$)--———-.+-$.$$.)%.%&.%’.)*,$&$+%&%,&*$)--%(--——————%.)&.+(.’+$-$(%$%)&&’%%(--’---———————’.’).%,$%$*%’&-’&’,’---)&--————————*$-$’%-%+&(’’())&--$----—————————$$$)%&&%’-(-)’$)在等级"#/0"#$(中对壁厚采用粗一级公差。
压铸件尺寸公差的标准个GB6414-86
压铸件尺寸公差的标准
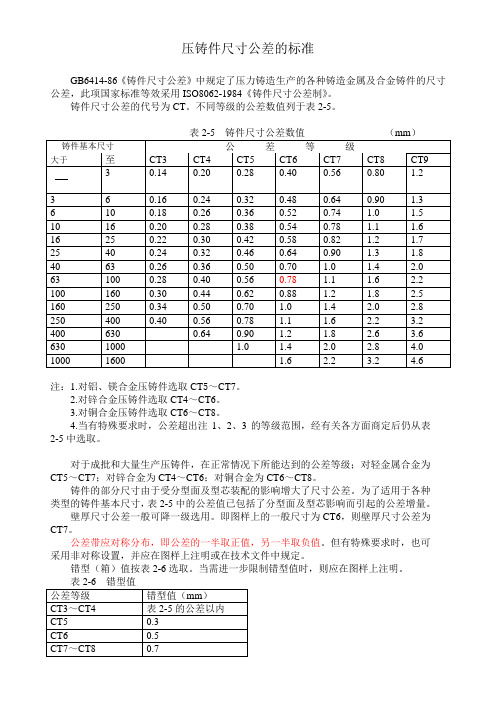
GB6414-86《铸件尺寸公差》中规定了压力铸造生产的各种铸造金属及合金铸件的尺寸公差,此项国家标准等效采用ISO8062-1984《铸件尺寸公差制》。
铸件尺寸公差的代号为CT。
不同等级的公差数值列于表2-5。
注:1.对铝、镁合金压铸件选取CT5~CT7。
2.对锌合金压铸件选取CT4~CT6。
3.对铜合金压铸件选取CT6~CT8。
4.当有特殊要求时,公差超出注1、2、3的等级范围,经有关各方面商定后仍从表
2-5中选取。
对于成批和大量生产压铸件,在正常情况下所能达到的公差等级;对轻金属合金为CT5~CT7;对锌合金为CT4~CT6;对铜合金为CT6~CT8。
铸件的部分尺寸由于受分型面及型芯装配的影响增大了尺寸公差。
为了适用于各种
类型的铸件基本尺寸,表2-5中的公差值已包括了分型面及型芯影响而引起的公差增量。
壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸为CT6,则壁厚尺寸公差为CT7。
公差带应对称分布,即公差的一半取正值,另一半取负值。
但有特殊要求时,也可
采用非对称设置,并应在图样上注明或在技术文件中规定。
错型(箱)值按表2-6选取。
当需进一步限制错型值时,则应在图样上注明。