精度等级表IT
各种加工方法的经济精度和表面粗糙度

各种加工方法能够达到的尺寸的经济精度表1 孔加工的经济精度表2 圆锥形孔加工的经济精度表3 圆柱形深孔加工的经济精度表4 花键孔加工的经济精度表5 外圆柱表面加工的经济精度表6 端面加工的经济精度(mm)表7 用成形铣刀加工的经济精度(mm)注:指加工表面至基准的尺寸精度。
表8 同时加工平行表面的经刘精度(mm)注:指两平行表面距离的尺寸精度。
表9 平面加工的经济精度注:1 表内资料适用于尺寸<1m,结构刚性好的零件加工,用光洁的加工表面作为定位和测量基准。
2 端铣刀铣削的加工精度在相同的条件下大体上比圆柱铣刀铣削高一级。
3 细铣仅用于端铣刀铣削。
表10 公制螺纹加工的经济精度表11 花键加工的经济精度表12 齿形加工的经济精度各种加工方法能够达到的形状的经济精度表13 平面度和直线度的经济精度表14 圆柱形表面形状精度的经济精度注:形状精度等级的公差值见附表2、3。
表15 曲面加工的经济精度表16 在各种机床上加工时形状的平均经济精度各种加工方法所能够达到的相互位置的经济精度表17 平行度的经济精度表18 端面跳动和垂直度的经济精度表19 同轴度的经济精度表20 轴心线相互平行的孔的位置经济精度注:对于钻、卧镗及组合机床的镗孔偏差同样适用于铰孔。
表21 轴心线相互垂直的孔的位置经济精度注:在镗空间的垂直孔时,中心距误差可按上式相应的找正方法选用。
各种加工方法能够达到的零件表面粗糙度表22 各种加工方法能够达到的零件表面粗糙度各类型面的加工方案及经济精度表23 外圆表面加工方案表24 孔加工方案表25 平面加工方案——机械篇标准公差及形位公差附表1 标准公差值注:基本尺寸小于1mm时,无IT14至IT18。
13 22-4-25 10:32附表2 平面度、直线度公差值附表3 圆度、圆柱度公差值附表4 平行度、垂直度、倾斜度公差值附表5 同轴度、对称度、圆跳动、全跳动公差值参考文献1 《金属机械加工工艺人员手册》修订本上海科学技术出版社1981年2 《机械制造工艺学》顾崇衔等编著陕西科学技术出版社1982年3 《航空机械设计手册》第三机械工业部612所编1979年4 《机械制造工艺学课程设计简明手册》华中工学院机械制造工艺教研室编1981年5 《机械工程手册》第46篇机械工业出版社1981年6 《圆柱齿轮加工》上海科学技术出版社1979年切削用量切削用量的选择原则正确地选择切削用量,对提高切削效率,保证必要的刀具耐用度和经济性,保证加工质量,具有重要的作用。
IT标准公差表

金、塑料、
玻璃、硬橡
胶、硬纸板、
瓷器、石料
HB≤220 的用于要 求硬质 合
灰口铸铁,有金 有 高 韧 性 的 车 K20 色金属、铜、削、铣削、刨削、
黄铜、铝 镗削、拉削
用于在不利条件
低硬度灰口
下可能采用大切
铸铁、低强
K30
削前角的车削、铣 度钢、压缩
削、刨削、切槽加
木材
工
用于在不利条件
软 木 或 硬下可能采用大切
1.6
180 250 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85
250 315 16 23 32 52 81 130 210 320 0.52 0.81 1.3 2.1
315 400 18 25 36 57 89 140 230 360 0.57 0.89 1.4 2.3
钢
、
灰
中等 口
切
削截
面
条
件下的车削、铣削
削给 速量
铸铁
度
耐韧 磨 性性
耐韧 磨 性性
短切屑的黑色
金属和有色金
K
红色 属及非金属材
料
钢 、 铸 钢 、中或高切削速度、
奥氏体钢、中等或大切削截 M30 灰 口 铸 铁 、面条件下的车削、
耐高温合金 铣削、刨削
低碳易切削
钢、低强度车削、切断,特别
M40
钢
30 50 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1
50 80 8 13 19 30 46 74 120 190 0.3 0.46 0.74 1.2
80 120 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.4
it公差表

公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值标准公差值(基本尺寸大于6至500mm)基本尺寸mm公差等级IT5IT6IT7IT8IT9IT10IT11IT12>6~10>10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~50068911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630孔的极限差值(基本尺寸由大于10至315mm) μm公差带等级基本尺寸m m>0~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315D8+77+50+98+65+119+80+146+100+174+120+208+145+242+170+271+190▼9+93+50+117+65+142+80+174+100+207+120+245+145+285+170+320+190 10+120+50+149+65+180+80+220+100+260+120+305+145+355+170+400+190 11+160+50+195+65+240+80+290+100+340+120+395+145+460+170+510+190E 6+43+32+53+40+66+50+79+60+94+72+110+85+129+100+142+110 7+50+32+61+40+75+50+90+60+107+72+125+85+146+100+162+110 8+59+32+73+40+89+50+106+60+126+72+148+85+172+100+191+110 9+75+32+92+40+112+50+134+60+159+72+185+85+215+100+240+110 10+102+32+124+40+150+50+180+60+212+72+245+85+285+100+320+110F6+27+16+33+20+41+25+49+30+58+36+68+43+79+50+88+56 7+34+16+41+20+50+25+60+30+71+36+83+43+96+50+108+56▼8+43+16+53+20+64+25+76+30+90+36+106+43+122+50+137+56 9+59+16+72+20+87+25+104+30+123+36+143+43+165+50+186+56H6+11+13+16+19+22+25+29+320▼7+18+21+25+30+35+40+46+520▼8+27+33+39+46+54+63+72+810▼9+43+52+62+74+87+100+115+1300 10+70+84+100+120+140+160+185+210公差带级基本尺寸m m>0~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315▼11+110+130+160+190+220+250+290+320K6+2-9+2-11+3-13+4-15+4-18+4-21+5-24+5-27▼7+6-12+6-15+7-18+9-21+10-25+12-28+13-33+16-36 8+8-19+10-23+12-27+14-32+16-38+20-43+22-50+25-56N6-9-20-11-28-12-24-14-33-16-38-20-45-22-51-25-57▼7-5-23-7-28-8-33-9-39-10-45-12-52-14-60-14-66 8-3-30-3-36-3-42-4-50-4-58-4-67-5-77-5-86P6-15-26-18-31-21-37-26-45-30-52-36-61-41-70-47-79▼7-11-29-14-35-17-42-21-51-24-59-28-68-33-79-36-88轴的极限偏差 (基本尺寸由于大于10至315mm)公差带等级基本尺寸m m>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315d6-50-61-65-78-80-96-100-119-120-142-145-170-170-199-190-2227-50-68-65-86-80-105-100-130-120-155-145-185-170-216-190-2428-50-77-65-98-80-119-100-146-120-174-145-208-170-242-190-271▼9-50-93-65-117-80-142-100-174-120-207-145-245-170-285-190-32010-50-120-65-149-80-180-100-220-120-260-145-305-170-355-190-400f▼7-16-34-20-41-25-50-30-60-36-71-43-83-50-96-56-1088-16-43-20-53-25-64-30-76-36-90-43-106-50-122-56-1379-16-59-20-72-25-87-30-104-36-123-43-143-50-165-56-186公差带级基本尺寸m m>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315g5-6-14-7-16-9-20-10-23-12-27-14-32-15-35-17-40▼6-6-17-7-20-9-25-10-29-12-34-14-39-15-44-17-497-6-24-7-28-9-34-10-40-12-47-14-54-15-61-17-69h5—8—9—110—130—150—180—200—23▼6—11—13—160—190—220—250—290—32▼7—18—21—25—30—35—40—460—528—27—33—39—46—54—63—72—81▼9—43—52—62—74—87—100—115—130K5+9+1+11+2+13+2+15+2+18+3+21+3+24+4+27+4▼6+12+1+15+2+18+2+21+2+25+3+28+3+33+3+36+47+19+1+23+2+27+2+32+2+38+3+43+3+50+4+56+4M5+15+7+17+8+20+9+24+11+28+13+33+15+37+17+43+206+18+7+21+8+25+9+30+11+35+13+40+15+46+17+52+207+25+7+29+8+34+9+41+11+48+13+55+15+63+17+72+20N5+20+12+24+15+28+17+33+22+38+23+45+27+51+31+57+34▼6+23+12+28+15+33+17+39+20+45+23+52+27+60+31+66+347+30+12+36+15+42+17+50+20+58+23+67+27+77+31+86+34p5+26+18+31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6+29+18+35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18+43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
it公差表

公差与配合(摘自GB1800~1804-79)
1.基本偏差系列及配合种类
2.标准公差值及孔和轴的极限偏差值
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差μm
主参数d (D)图例
直线度和平面度公差 μm
主参数L 图例
平行度、垂直度和倾斜度公差 μm 主参数L 、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良 μm 主参数d(D)、B 、L 图例
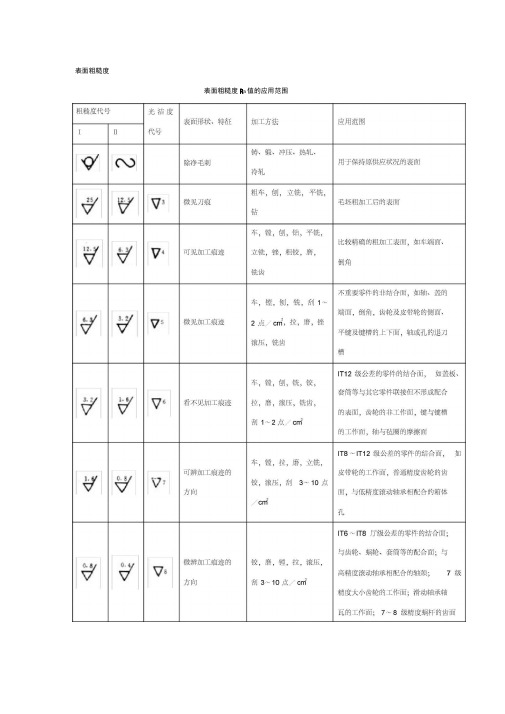
表面粗糙度
值的应用范围
表面粗糙度R
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,
R a的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
表面粗糙度和尺寸公差等级IT
表面粗糙度表面粗糙度R a值的应用范围(旧国标)5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2.粗糙度代号H为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度5,R a的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
尺寸公差等级(IT )公差(1)公差基本术语的含义1)基本尺寸;设计时给定的尺寸,称为基本尺寸。
的基本尺寸2)实际尺寸:零件加工后经测量所得到的尺寸,称为实际尺寸。
3)极限尺寸:实际尺寸允许变化的两个界限值称为极限尺寸。
它以基本尺寸确定。
两个极限值中较大的一个称为最大极限尺寸Dmax (或dmax);较小的一个称为极限尺寸Dmin(或dmin)。
)尺寸偏差;某一尺寸减其基本尺寸所得的代数差,称为尺寸偏差,简称偏差。
实际偏差=实际尺寸一基本尺寸最大极限尺寸减其基本尺寸所得的代数差,称为上偏差;最小极限尺寸减其基本尺寸所得的代数差,称为下偏差;上偏差和下偏差统称为极限偏差。
国家标准规定,孔的上偏差代号为ES,轴的上偏差代号为es;孔的下偏差代号为EI,轴的下偏差代号为ei,则:ES =孔的最大极限尺一孔的基本尺寸cs=轴的最大极限尺寸-轴的基本尺寸EI =孔的最小极限尺寸一孔的基本尺寸ei =轴的最小极限尺寸-轴的奥基本尺寸偏差值可以为正、负或零值。
5)尺寸公差,允许尺寸的变动量称为尺寸公差,简称公差。
公差等于最大极限尺寸与最小极限尺寸的代数差的绝对值;或等于上偏差与下偏差代数差的绝对值。
6)零线:图1a 中示意表明了基本尺寸相向、相互配合的孔与轴之间极限尺寸、尺寸偏差与尺寸公差之间的相互关系,为方便起见,在实际讨论的过程中,通常只画出放大了的孔和轴的公差带,称为公差与配合图解,简称公差带图,如阁l- b 所示。
在公差带图中,确定偏差的一条基准线,即零偏差线,就叩零线,通常零线表示基本尺寸。
正偏差位于零线之上。
公差等级
IT14
用于非配合尺寸及不包括在尺寸链中的尺寸,相当于旧国标的8级精度公差。例如,在机床、汽车、拖拉机、冶金机械、矿山机械、石油化工、电机、电器、仪器仪表、航空航海、医疗器械、钟表、自行车、缝纫机、造纸与纺织机械等机械加工零件中未注公差尺寸的极限偏差
IT15
用于非配合尺寸及不包括在尺寸链中的尺寸,相当于旧国标的9级精度公差。例如、冲压件、木模铸造零件、重型机床制造,当基本尺寸大于3 150 mm时的未注公差的尺寸极限偏差
IT16
用于非配合尺寸,相当于旧国标的10级精度公差。例如,打字机中浇铸件尺寸,无线电制造业中箱体外形尺寸,手术器械中的一般外形尺寸,压弯延伸加工用尺寸,纺织机械中木件的尺寸,塑料零件的尺寸,木模制造及自由锻造的尺寸
IT5
用于配合公差要求很小,形状公差要求很高的条例下,这类公差等级能使配合性质比较稳定,相当于旧国标中最高精度,用于机床、发动机和仪表中特别重要的配合尺寸, 一般机械中应用较少。例如,检验IT11至IT14级工件用量规和校对IT14至IT15级轴用量规的校对量规,与P5级滚动轴承相配的机床箱体孔,与E级滚动轴承孔相配的机床主轴,精密机械及高速机械的轴颈,机床尾架套筒,高精度分度盘轴颈,分度头主轴,精密丝杠基准轴颈,高精度镗套的外径等;发动机中主轴仪表中的精密孔的配合,5级精度齿轮的其孔及5级、6级精度齿轮的基准轴
IT7
在一般机械中广泛应用,应用条件IT6相似,但精度稍低,相当于旧国标中级精度轴或2级精度孔的公差。例如检验IT14至IT16级工件用量规和校对IT16级轴用量规的校对量规;机床中装配式青铜蜗轮轮缘孔径,联轴器、皮带轮、凸轮等的孔径,机床卡盘座孔,摇臂钻床的摇臂孔,车床丝杠的轴承孔,机床夹头导向件的内孔,发动机中连杆孔、活塞孔,铰制螺柱定位孔;纺织机械中的重要零件,印染机械中要求较高的零件,精密仪器中精密配合的内孔,电子计算机、电子仪器、仪表中重要内孔,自动化仪表中重要内孔,7级、8级精度齿轮的基准孔和9级、10级精密齿轮的基准轴
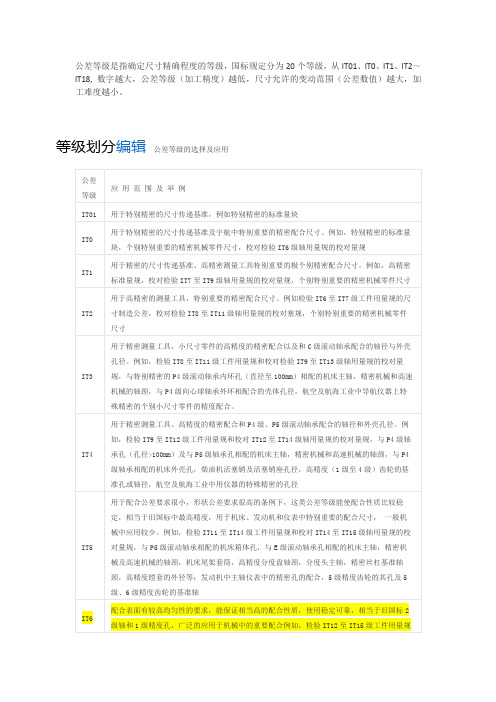
标准公差等级

标准公差等级标准公差等级是指在工程制图和零件加工中,对于尺寸公差的一种分类和表示方法。
公差等级的选择对于产品的质量和成本都有着重要的影响,因此在实际的工程设计和生产中,必须对公差等级有清晰的认识和正确的应用。
本文将对标准公差等级进行详细介绍,以便读者更好地理解和运用。
首先,公差等级分为IT等级和数字等级两种表示方法。
IT等级是指采用字母符号表示的公差等级,包括IT01、IT0、IT1、IT2、IT3、IT4、IT5、IT6、IT7、IT8、IT9、IT10共11个等级。
数字等级是指采用数字表示的公差等级,包括01、0、1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、18、19、20共21个等级。
不同的等级代表了不同的公差范围和精度要求,IT等级和数字等级之间可以通过对照表进行对应。
其次,公差等级的选择应根据具体的产品要求和加工工艺来确定。
一般来说,对于要求较高的精密零件,应选择较高的公差等级,以保证产品的精度和质量;而对于一般要求的零件,则可以选择较低的公差等级,以降低成本和提高生产效率。
在实际应用中,设计师和工程师需要根据具体情况进行综合考虑,选择合适的公差等级。
另外,公差等级的确定还应考虑到零件的功能和使用要求。
例如,对于需要配合装配的零件,应选择较小的公差等级,以确保配合的精度和质量;而对于不需要配合的独立零件,则可以选择较大的公差等级,以降低成本和提高加工效率。
在实际设计和生产中,需要对零件的功能和使用进行充分的分析和评估,以确定合适的公差等级。
最后,公差等级的应用还需要考虑到加工设备和加工工艺的限制。
不同的加工设备和加工工艺对于公差的控制能力是有限的,因此在选择公差等级时,需要充分考虑到实际的加工条件和能力。
在实际生产中,需要与加工厂商和加工工程师进行充分的沟通和协商,以确定合适的公差等级,并进行必要的调整和优化。
总之,标准公差等级是工程制图和零件加工中非常重要的内容,对于产品的质量和成本都有着重要的影响。
常见机械加工能达到的精度等级介绍
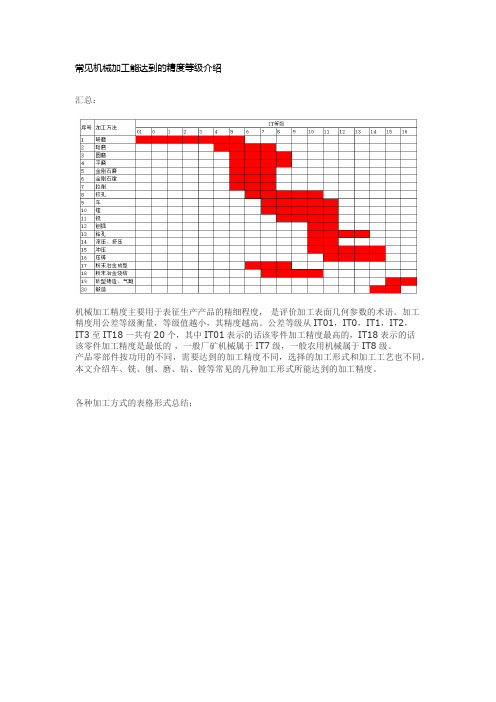
常见机械加工能达到的精度等级介绍汇总:机械加工精度主要用于表征生产产品的精细程度,是评价加工表面几何参数的术语。
加工精度用公差等级衡量,等级值越小,其精度越高。
公差等级从IT01,IT0,IT1,IT2,IT3至IT18一共有20个,其中IT01表示的话该零件加工精度最高的,IT18表示的话该零件加工精度是最低的,一般厂矿机械属于IT7级,一般农用机械属于IT8级。
产品零部件按功用的不同,需要达到的加工精度不同,选择的加工形式和加工工艺也不同。
本文介绍车、铣、刨、磨、钻、镗等常见的几种加工形式所能达到的加工精度。
各种加工方式的表格形式总结:一、车削工件旋转,车刀在平面内作直线或曲线移动的切削加工。
车床加工认准钛浩,车削一般在车床上进行,用以加工工件的内外圆柱面、端面、圆锥面、成形面和螺纹等。
车削加工精度一般为IT8—IT7,表面粗糙度为1.6—0.8μm。
1、粗车力求在不降低切速的条件下,采用大的切削深度和大进给量以提高车削效率,但加工精度只能达IT11,表面粗糙度为Rα20—10μm。
2、半精车和精车尽量采用高速而较小的进给量和切削深度,加工精度可达IT10—IT7,表面粗糙度为Rα10—0.16μm。
3、在高精度车床上用精细修研的金刚石车刀高速精车有色金属件,可使加工精度达到IT7—IT5,表面粗糙度为Rα0.04—0.01μm,这种车削称为镜面车削。
二、铣削铣削是指使用旋转的多刃刀具切削工件,是高效率的加工方法。
适于加工平面、沟槽、各种成形面(如花键、齿轮和螺纹)和模具的特殊形面等。
钛浩机械是以回转顶尖、丝杠、轴加工、数控车床加工、刀柄刀杆、夹头接杆为公司的主打产品!按照铣削时主运动速度方向与工件进给方向的相同或相反,又分为顺铣和逆铣。
铣削的加工精度一般可达IT8—IT7,表面粗糙度为6.3—1.6μm。
1、粗铣时的加工精度IT11—IT13,表面粗糙度5—20μm。
2、半精铣时的加工精度IT8—IT11,表面粗糙度2.5—10μm。