罐体焊接技术规范
罐体焊接工艺

对角线误差≤2mm
平 板 对
筒体平板对接:在平板 对焊机上对接焊接,板 与板之间间隙
5米盒尺、 10米卷尺
宽度10mm+2,纵缝布置符合
20 接
技术要求
为2~3mm。
对焊拼接完成尺寸:
5350(周长)X5680X4
对角线误差≤5mm
打 磨 清理、补焊焊缝。 补 30 焊
号称
容
装
质量要求及注意事项
前
封 将前封头与筒体后端部对
头 正后点焊:图9
30
对 接
CO2焊机
1、封头短轴上端点与筒
体短轴上端点对正后点 5米盒
焊。
尺、石笔 前后封头的扭曲度≤8mm。
2、沿筒体上部将封头与
罐体表面纵向素线直线度:
筒体对接处多点点焊。
4mm<每米;全长
3.确保罐体长度 L=5750mm。
主要焊缝不允许有气孔、偏
200A(T4)。
交流焊机
焊、夹渣、咬边、
裂纹、未焊透、烧穿、飞溅等 缺陷,次要焊缝
允许缺陷,每500mm 不多于 处。
支 将罐体吊装自变位机之上
座 用行车吊下,精心割除旋
割 转支座。
40 除
打磨、修整焊缝。
罐体焊接工艺
工
工序
步名 工 序 内
号称
容
10
封 头 下 料
1.封头下料尺 寸:2140*1480*4 2件
防 波 1.防波板下料尺 板 寸:2080*1450*5 下 3件
20 料
筒 筒身材料尺 身 寸:5680X1440X4 下 3件 30 料
使用设 备及工
装
质量要求及注意事项
挡油板几何形状、尺寸符合图
罐体环缝焊接

罐体环缝焊接
罐体环缝焊接是指在制造金属罐体时,将罐体的两个端部通过环形接头进行连接,然后使用焊接技术将接头处的金属材料进行熔化,并在冷却固化后形成焊缝。
这种焊接方式常用于制造液体或气体储存罐、压力容器或管道等设备。
罐体环缝焊接通常需要使用机械辅助设备,如自动焊机或手动焊枪等,以保证焊接过程的稳定性和精确性。
焊接时,需要使用相应的焊接材料和焊接方法,常见的焊接方法包括氩弧焊、电阻焊和激光焊等。
焊接完成后,还需要进行焊缝的检测和质量评定,以确保焊接的强度和密封性达到设计要求。
罐体环缝焊接的关键问题包括焊接材料的选择、焊接参数的确定、焊接过程的控制等。
不同的金属材料和焊接工艺会对焊接质量产生影响,因此在进行罐体环缝焊接时,需要根据具体情况选择合适的材料和工艺,并加强焊接操作者的技术培训和质量控制。
立式圆筒形钢制焊接油罐施工及验收规范_GBJ128

立式圆筒形钢制焊接油罐施工及验收规范GBJ128—90目录第一章总则第二章材料验收第二章预制第一节一般规定第二节壁板预制第三节底板预制第四节浮顶和内浮顶预制第五节固定顶顶板预制第六节构件预制第七节出厂检验第四章组装第一节一般规定第二节基础检查第三节罐底组装第四节罐壁组装第五节固定顶组装第六节浮顶组装第七节附件安装第五章焊接第一节焊接工艺评定第二节焊工考核第三节焊前准备第四节焊接施工第五节焊接顺序第六节修补第六章检查及验收第一节焊缝的外观检查第二节焊缝无损探伤及严密性试验第三节罐体几何形状和尺寸检查第四节充水试验第五节工程验收附录一T形接头角焊缝试件制备和检验附录二油罐基础沉降观测方法附录三交工验收表格附录四本规范用词说明附加说明主编部门:中华人民共和国原石油工业部批准部门:中华人民共和国建设部施行日期:1991年3月1日关于发布国家标准《立式圆筒形钢制焊接油罐施工及验收规范》的通知(90)建标字第250号根据国家计委计综[1985]1号文的要求,由原石油部会同有关部门共同制订的《立式圆筒形钢制焊接油罐施工及验收规范》,已经有关部门会审。
现批准《立式圆筒形钢制焊接油罐施工及验收规范》GBJ128—90为国家标准,自1991年3月1日施行。
本标准由能源部负责管理,具体解释等工作由能源部中国石油天然气总公司工程技术研究所负责,出版发行由建设部标准定额研究所负责组织。
建设部1990年5月18日编制说明本规范是根据国家计委计综[1985]1号文的要求,由原石油工业部负责主编,并会同有关单位共同编制而成。
在本规范的编制过程中,规范编制组进行了广泛的调查研究,认真总结我国长期以来油罐施工的实践经验,参考了有关国际标准和国外先进标准,针对主要技术问题开展了科学研究与试验验证工作,并广泛征求了全国有关单位的意见。
最后,由我部会同有关部门审查定稿。
鉴于本规范系初次编制,在执行过程中,希望各单位结合工程实践和科学研究,认真总结经验,注意积累资料,如发现需要修改和补充之处,请将意见和有关资料寄交天津市塘沽区津塘公路40号中国石油天然气总公司工程技术研究所,以供今后修订时参考。
立式圆筒形钢制焊接油罐施工及验收规范

立式圆筒形钢制焊接油罐施工及验收规范目录立式圆筒形钢制焊接油罐施工及验收规范 (1)目录 (1)第一章总则 (2)第二章材料验收 (2)第三章预制 (3)第一节一般规定 (3)第二节壁板预制 (5)第三节底板预制 (6)第四节浮顶和内浮顶预制 (7)第五节固定顶顶板预制 (8)第六节构件预制 (9)第四章组装 (9)第一节一般规定 (9)第二节基础检查 (9)第三节罐底组装 (10)第四节罐壁组装 (11)第五节固定顶组装 (14)第六节浮顶组装 (14)第七节附件安装 (15)第五章焊接 (15)第一节焊接工艺评定 (15)第二节焊工考核 (16)第三节焊前准备 (16)第四节焊接施工 (17)第五节焊接顺序 (19)第六节修补 (20)第六章检查及验收 (21)第一节焊缝的外观检查 (21)第二节焊缝无损探伤及严密性试验 (21)第三节罐体几何形状和尺寸检查 (24)第四节充水试验 (24)第五节工程验收 (25)附录一T形接头角焊缝试件制备和检验 (27)附录二油罐基础沉降观测方法 (28)附录三交工验收表格 (29)附加说明 ........................................................................................................ 错误!未定义书签。
第一章总则第1.0.1条为了统一立式圆筒形钢制焊接油罐施工及验收的技术要求,确保油罐施工质量,以适应油罐建设发展的需要,特制订本规范。
第1.0.2条本规范适用于在地面上建造的,储存液态石油及石油产品的立式圆筒形钢制焊接油罐罐体及与油罐相焊接附件的施工及验收。
第1.0.3条油罐应按设计文件施工。
当需要修改设计时,必须取得原设计单位的同意。
第1.0.4条油罐的预制、安装和检验,应采用同一精度等级的计量器具和检测仪器。
第1.0.5条油罐的施工及验收,除应符合本规范的规定外,尚应符合国家现行的有关标准、规范的规定。
储罐焊接方法(重要)

T03、T04主要焊接方案根据母材化学成份和力学性能分析和焊缝使用性能要求,结合我单位施工的技术力量和以往施工的经验,罐主体焊接方法选择如下:罐壁板焊缝全部采用自动焊接工艺:纵缝采用CO2药芯双保护自动焊接,焊机为VEGA-VB-AC型气电立焊机;横缝采用美国林肯AGWISINGLE型埋弧自动焊机;罐底中幅板的焊接采用半自动焊打底+碎焊丝+高速埋弧自动焊盖面成型;罐底大角缝采用手工焊内外打底,角缝自动焊填充盖面;浮顶及附件的焊接采用CO2半自动焊和手工电弧焊相结合的焊接方法,其中浮顶底板必须采用手工电弧焊。
6.1罐底的焊接为减少罐底的焊接变形,采用自由收缩法施工,罐底组对焊接顺序为:边缘板组对、点焊→焊接边缘板外侧300mm焊缝→中幅板短焊缝组对焊接→长焊缝组对焊接→组对焊接通长缝→边缘板与壁板大角缝组对焊接→边缘板剩余对接焊缝焊接→边缘板与中幅板收缩缝组对焊接。
6.1.1罐底中幅板的焊接1、罐底中幅板全部为对接加垫板的结构形式。
罐底施焊两遍,初层焊的焊肉为7mm,凸出部分采用砂轮机打磨至6 mm,并进行着色检查,合格后再施焊第二遍。
中幅板的焊接方法为:打底焊采用CO2气体保护半自动焊,盖面采用添加碎焊丝的高速埋2、中幅板的组对点焊要严格按焊接作业指导书规定的程序执行。
3、中幅板组对完后,应用钢丝刷清除干净坡口及两侧25mm内的锈、赃物,方可进行施焊。
4、罐底中幅板焊接时应采用分段退步施焊。
先焊短缝,后焊长缝,最后施焊通长缝。
通长缝焊前应使用大型槽钢及龙门板进行加固,以减少焊接变形。
通长缝的焊接,由中心开始向两侧分段退步施焊,焊至距边缘板300mm处停止施焊。
5、对较多平行排列的焊缝(长缝),应由二台焊机从中心向外对称隔缝施焊,施焊程序如附图2:6.为减少中幅板短缝和长缝在焊接后两端产生的下凹变形,中幅板短缝和长缝的端部应在焊道两侧加短背杠,同时端部焊接预留长度尽量短,以不焊至垫板为原则。
6.1.2边缘板的焊接1、边缘板的焊接采用手工电弧焊,顺序为:先焊外侧500mm,由外向内施焊,注意层间接头相互错开30-50mm,外侧加引弧板防止起弧产生缺陷。
储罐焊接规范

WELDING STORAGE TANKS焊接储罐1.0 SCOPE范围This specification defines the welding, thermal treatment, examination, and testing requirements for shop and field fabrication of storage tanks. It supplements the codes listed in Section 2.0 of this specification.本规格书确定了储罐工厂和现场制作的焊接、热处理、检验和测试的技术要求。
它是对列在本规格书2.0节的补充。
1.1 Definitions:定义Vendor-Contractor: 卖方-承包商:The word Vendor-Contractor will be used for the main supplier responsible for Welding.“卖方-承包商”用来指负责焊接的主要供货方。
Owner:业主:The word Owner will be used for BASF-YPC.“业主”一词用来指BASF-YPC。
Licensor:签证方:The Licensors are BASF or BASELL etc.专利商指BASF 或BASELL等。
Purchaser:采购方:Party responsible for issuing the Purchase Order.This may be the main Engineering, Procurementand Construction (EPC) Contractor acting as anagent for the Owner.负责发出采购定单的一方。
它可以是作为业主代表的工程设计、采购和施工(EPC)承包商。
2.0 APPLICABLE CODES, STANDARDS, AND REFERENCES适用的规范、标准和参考文件。
低温罐焊接方案

目录1.0工程概况 (1)2.0工程特点 (1)3.0编制依据 (2)4.0焊接工艺选择 (2)4.1焊接方法的选择 (2)4.2、焊接材料的选择 (3)4.3焊接工艺评定 (4)5.0焊接施工的管理 (5)5.1焊材管理 (5)5.2焊工管理 (6)5.3焊接施工环境管理 (7)5.4焊接技术措施 (7)5.4.1原则要求 (7)5.4.2罐底焊接 (8)5.4.3罐壁的焊接 (10)5.4.4、罐顶板焊接 (11)5.4.5开孔接管及补强圈焊接 (12)5.4.6产品试板 (12)5.4.7焊缝检测 (13)5.4.8焊道返工管理 (14)6.0质量管理与质量保证措施 (15)6.1质量保证体系 (15)6.2质量保证措施 (17)6.2.1焊工资格控制 (17)6.2.2焊工奖惩 (17)6.2.3焊接工艺控制: (17)6.2.4工序质量控制 (18)6.2.5施焊环境及防雨措施 (18)6.2.6质量控制点的控制 (19)7.0施工安全措施 (21)8.0文明施工技术措施 (22)1.0工程概况扬子低温丙烯贮罐为双层金属结构保冷贮罐,外罐直径36.3米,内罐直径34.9米,外罐壁高23.15米,材质为16MnR,罐壁由10圈板组成,除底圈为10mm外,其余均为8mm,罐壁焊缝为对接接头,罐底为边缘板加中幅板结构,材质为16MnR,板厚均为6mm,中幅板为搭接,边缘板为带垫板的对接接头,中幅板与边缘板之间为搭接接头。
外罐顶材质为16MnR,厚度分别为6mm、8mm,均为搭接接头。
外罐罐壁顶部设有承压环,承压环材质为A516-60,厚度为22mm,其自身为对接接头,和罐壁板为削薄坡口后对接,与罐顶板为搭接。
罐壁加强圈为L65*6角钢,材质为16MnR,内罐壁高21.8米,材质为A537 CL2,由8圈壁板对接而成,厚度分别为:13.3、11.6、9.9、8.2、6.5、6.4、6.4、6.4mm。
储罐焊接施工方案
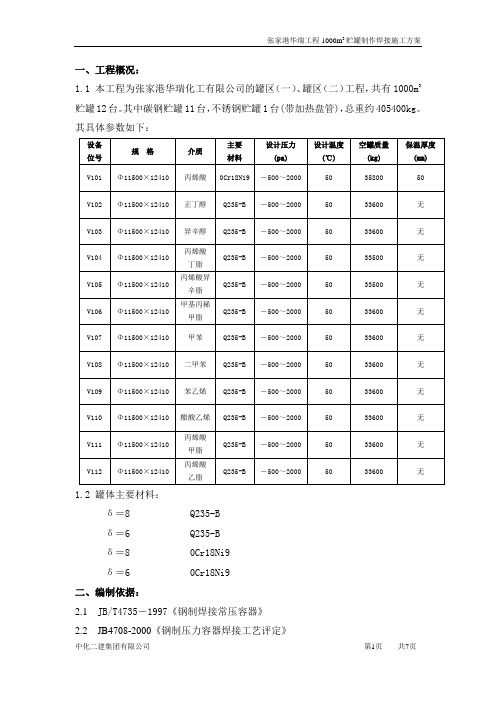
一、工程概况:1.1 本工程为张家港华瑞化工有限公司的罐区(一)、罐区(二)工程,共有1000m3贮罐12台。
其中碳钢贮罐11台,不锈钢贮罐1台(带加热盘管),总重约405400kg。
其具体参数如下:1.2 罐体主要材料:δ=8 Q235-Bδ=6 Q235-Bδ=8 0Cr18Ni9δ=6 0Cr18Ni9二、编制依据:2.1 JB/T4735-1997《钢制焊接常压容器》2.2 JB4708-2000《钢制压力容器焊接工艺评定》2.3 JB/T4709-2000《钢制压力容器焊接规程》2.4 JB4730-94《压力容器无损检测》2.5 GB50236-98《现场设备、工业管道焊接工程施工及验收规范》2.6 HGJ223-87《炼油化工施工安全规程》2.7 张家港华瑞化工有限公司提供的施工图纸三、焊接准备:3.1 人员准备a) 焊工应有锅炉压力容器焊工考试合格证。
b) 焊接检验和无损检测人员应具有相应的相应等级的资格证书。
3.2 焊接机械a)电焊机、烘干箱和焊条保温桶应保证完好。
b) 焊机电流电压表配备并可调节。
电流表、电压表必须经检定合格并在检定周期内。
3.3 焊接材料及管理:a)焊接材料和焊接母材必须具有质量证明书。
b) 焊接材料选择:Q235-B 选用焊条型号:E4303 牌号:J4220Cr18Ni9 选用焊条型号:E0-19-10-16牌号:A102c) 焊接材料应保持干燥,焊接材料的保管、烘干、发放应设专人管理。
d) 使用前应进行烘干,并去掉油污,其烘干温度如下:e) 现场领用焊条必须用保温桶存放,焊条保温桶在现场应插上电源,保持100℃~150℃,防止受潮。
f) 不锈钢A102焊条必须单独存放,单独烘干,不得于碳钢焊条混放和烘烤。
g) 焊条烘干发放应有记录。
3.4 焊接工艺及方法:a) 焊接采用焊条电弧焊。
b) 焊接应有成熟的焊接工艺评定。
c) 根据焊接工艺评定编制焊接工艺卡。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
罐体焊接技术规范
一T形接头角焊缝试件制备和检验
一、本适用于验证罐壁板与罐底边缘板之间角焊缝的焊接工艺能否满足使用性能要求,确保油罐长期安全运行。
二、试板应采用与油罐底圈壁板及罐底边缘板同材质、同厚度的钢板制成,其形状及尺寸见附图1.1。
三、试板的焊接工艺及焊脚应与油罐相同。
角焊缝焊完一侧后,应自然冷却至室温,再焊接另一侧。
四、应采用机械方法由试板上切取试件。
试件宽度应为32mm,试件数量应为2件。
五、弯曲试验应在万能试验机上进行,弯模尺寸应按附图1.2制备。
六、试件的板厚T应夹紧于导向十字头。
缓慢加载,当载荷下降时应停止加载,观察有无裂纹产生。
当出现裂纹时,应记录开始产生裂纹的变形角度α。
当无裂纹时应继续加载,直至变形角度α达到60°(附图1.3)。
变形角度α不应小于15°。
当不符合要求时,应调整焊接工艺或焊缝形状重新评定。
二油罐基础沉降观测方法
一、新建罐区,每台罐充水前,均应进行一次观测。
二、坚实地基基础,预计沉降量很小时,第一台罐可快速充水到罐高的1/2,进行沉降观测,并应与充水前观测到的数据进行对照,计算出实际的不均匀沉降量。
当未超过允许的不均匀沉降量时,可继续充水到罐高的3/4,进行观测,当仍未超过允许的不均匀沉降量,可继续充水到最高操作液位,分别在充水后和
保持48h后进行观测,当沉降量无明显变化,即可放水;当沉降量有明显变化,则应保持最高操作液位,进行每天的定期观测,直至沉降稳定为止。
当第一台罐基础沉降量符合要求,且其它油罐基础构造和施工方法和第一台罐完全相同,对其它油罐的充水试验,可取消充水到罐高的1/2和3/4时的两次观测。
三、软地基基础,预计沉降量超过300mm或可能发生滑移失效时,应以0.6m/d的速度向罐内充水,当水位高度达到3m时,停止充水,每天定期进行沉降观测并绘制时间燉沉降量的曲线图,当日沉降量减少时,可继续充水,但应减少日充水高度,以保证在荷载增加时,日沉降量仍保持下降趋势。
当罐内水位接近最高操作液位时,应在每天清晨作一次观测后再充水,并在当天傍晚再作一次观测,当发现沉降量增加,应立即把当天充入的水放掉,并以较小的日充水量重复上述的沉降观测,直到沉降量无明显变化,沉降稳定为止。
三交工验收表格
油罐交工验收证明书附表3.1
焊缝射线探伤报告附表3.2—1
审核:检验:
焊缝射线探伤记录附表3.2—2
审核:评片:探伤:
审核:探伤:
审核:探伤:
焊缝渗透探伤报告附表3.5
审核:探伤:
油罐罐体几何尺寸检查记录附表3.6
固定顶、内浮顶的油罐强度及严密性试验报告附表3.7
浮顶油罐强度及严密性试验报告附表3.8
焊缝返修记录附表3.9
施工技术负责人:记录:
油罐基础检查记录附表3.10 油罐编号日期
油罐容积油罐直径
基础中心标高偏差(mm) :
同心圆编号测
点
编
号
计算标高
(mm)
测点标高
(mm)
相邻两点
高差
(mm)
任意两点
最大高差
(mm)
测点标高误差
(mm)
施工技术负责人:检查:测量:
基础沉降观测记录附表3.1l 工程名称:油罐编号:
施工技术负责人:检查:记录:。