选矿厂自动控制方案设计
有色金属矿选矿厂自动化控制系统与应用考核试卷
4. PLC(可编程逻辑控制器)在选矿厂自动化控制系统中的作用是?()
A.数据采集
B.过程控制
C.信号放大
D.电机启动
5.以下哪种通讯协议常用于有色金属矿选矿厂的自动化控制系统中?()
A. TCP/IP
B. MODBUS
C. HTTP
D. SMTP
6.在选矿过程中,下列哪个参数不需要通过自动化控制系统进行实时监控?()
20.以下哪种情况表明选矿自动化控制系统可能存在故障?()
A.系统运行效率提高
B.执行机构的反馈与控制指令一致
C.传感器数据与实际工艺参数不符
D.系统操作界面显示正常
(以下为试卷其他部分内容,因要求只需输出上述内容,故不再继续。)
二、多选题(本题共20小题,每小题1.5分,共30分,在每小题给出的四个选项中,至少有一项是符合题目要求的)
有色金属矿选矿厂自动化控制系统与应用考核试卷
考生姓名:__________答题日期:_______年__月__日得分:_________判卷人:_________
一、单项选择题(本题共20小题,每小题1分,共20分,在每小题给出的四个选项中,只有一项是符合题目要求的)
1.有色金属矿选矿厂自动化控制系统主要包括以下哪几个部分?()
8. MODBUS
9.数据采集卡
10.金属含量
四、判断题
1. ×
2. ×
3. ×
4. √
5. √
6. ×
7. √
8. ×
9. ×
10. ×
五、主观题(参考)
1.自动化控制系统由传感器、控制器、执行机构组成。传感器负责采集数据,控制器处理数据并生成控制信号,执行机构根据控制信号调节工艺参数。
选矿厂自动控制方案设计
选矿厂自动控制方案设计作者:李留斌来源:《城市建设理论研究》2013年第06期摘要:随着有色冶金矿山规模越来越大,劳动力使用成本越来越高,本文针对有色冶金矿山选矿厂提高自动化水平、选矿指标及设备的监测能力,对该自动控制系统提出全面的系统设计,设计采用计算机参与的集散控制系统,同过智能仪表、可编程序控制器与上位机通讯实现数据的采集上传,形成完整的控制系统。
关键词:选矿厂;自动控制;方案;设计中图分类号:S611 文献标识码:A 文章编号:一、概述选矿生产是一个高度复杂包括专门的设备和过程调节及顺控的工艺过程。
由于工艺过程的复杂性,选矿厂的计算机控制系统考虑采用分散控制和集中管理的分布式控制模式,拟采用开放式标准计算机控制系统西门子公司的SIEMENS S7-400;控制系统采用以太网络(通讯)连接整个系统。
各控制站的CPU、监控计算机都在工业以太网中,通讯介质可采用光纤,具有通讯距离远,抗干扰能力强,易于铺设等特点。
各控制站CPU采用中大容量的产品,采用电源、通讯模块的热备冗余,分站内各机架间采用REMOTE I/O方式通讯,可扩展能力强。
我们在这个工程之所以设计采用冗余的以太网络是考虑其本工程控制系统通讯速度的要求(通讯速率10-100Mbps自适应)、以及全厂控制系统的总体布局要求来考虑。
控制系统的设备基本操作有两种方式,即就地手动方式、PLC远方集中方式。
二、控制流程及目标1)破碎车间工段各矿仓料位指示、报警,鄂破电机电流,圆锥破电机电流,液压站油温。
2)选矿主厂房磨矿仓料位指示、报警;粉矿给矿量指示、记录、累积、调节;球磨机功率指示;球磨机负荷量指示;球磨机给水量指示、累积、调节;旋流器给矿压力指示、调节;旋流器给矿流量指示;旋流器给矿浓度指示、调节;旋流器溢流粒度指示;铁精粉量指示、累积;各泵池液位指示、报警、调节。
3)回水泵站给水流量指示、记录、累计;给水压力指示。
4)水源泵站给水流量指示、记录、累计;给水压力指示。
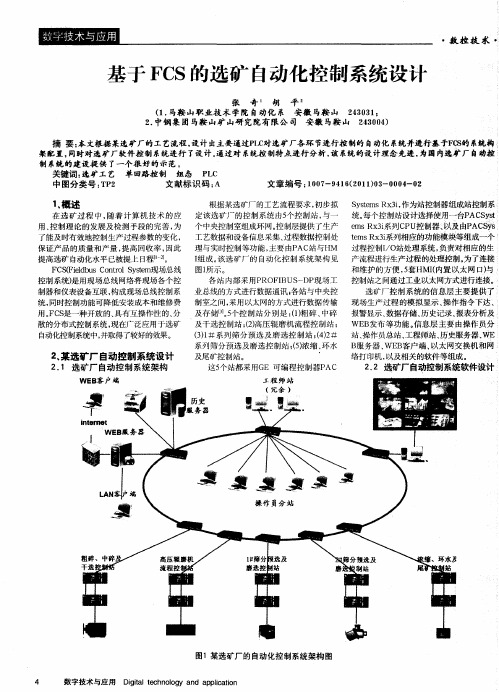
基于FCS的选矿自动化控制系统设计
制器和仪表设备互联 , 构成现场总线控制系 统, 同时控制功能可降低安装成本和维修费 用 。 C 是一 种 开放 的 、 有互 操 作性 的 、 F S 具 分 散的分布式控 制系统, 现在广泛应用于选矿 自动化控制系统 中, 并取得了较好的效果。
业总线的方式进行数据通讯 ; 各站与中央控 选矿厂控制系统的信息层主要提供 了 制室 之 间 , 用 以太 网 的方 式 进行 数据 传 输 现场 生 产 过程 的模 拟 显 示 、 作 指 令 下达 、 采 操 及存 储[ 5 控 制 站 分 别 是 :1粗碎 、 3 个 】 。 () 中碎 报警 显示 、 数据 存 储 、 历史 记录 、 表分 析 及 报
ቤተ መጻሕፍቲ ባይዱ2 2 选矿厂 自动控制系统软件设计 .
图1某选矿厂 的自动化控 制系统 架构 图
4 数字技 术与应用 Dii ltc n lg n p lain gt e h oo y a d a pi t a c o
・
数 控技 术 ・
该选 矿厂 的 减人增 效 的 目标要 求 。
制 系统 的建设 提 供 了一个 很 好 的示 范 。
架配置, 同时对选矿厂软件控制系统进行 了 设计。 通过对 系统控制特点进行分析 , 系统的设计理念先进 , 该 为国内选矿厂自动控
关键 词 : 选矿 工 艺 单回路 控 制 组态 P C L 中 图分类 号 : P T2 文献 标 识 码 : A
n o P S ri ak 2 它对 个 人 用户 d wsX evc P c o e 来说 : 具有 可 靠 的 附件 安 全 检 查 , 供 更 多 提 的 网 络安 全 保 护 , 确保 了 网页 浏 览 更 安全 。 系统组态采用ii软件, Fx 由于ii系列软件 Fx 的C S / 架构 , 系统选用2 Fx 套ii 增强型的无 限点 开发 版软 件 作为 工程 师 冗余 站 。 软 件 此 通过 专业驱 动和 下位 的P C L 连接 , 现和P 实 L C 数据 的 交互 。 时 , 用 6 i ln 软件 的 同 选 套 Ci t e 作为 此系统 的 操 作员 站 , 来实 现对 系 统 的 用 监 控 , 中5 是分 别对 应 于 各控 制 站 , 其 套 另外 1 套是整个系统的总监控【o 4 J 系统 中 的数 据 管理 选 用 G 公司 的i s E Hi t oin 件 来 实 现 历 史 数 据 的 压 缩 归 档 存 ra 软
PID控制系统设计及其选矿应用实践
比例环节的作用是对偏差瞬间做出快速反应 , 偏差一旦产生 ,控制器立 即产生控制作用 ,使控制 量 向减少偏差的方向变化。控制作用的强弱取决于 比例系数 k,k 越大 ,控制越强 ,但过大 的 会
导致 系统 震荡 ,破 坏 系统稳 定 性 。
积分环节 的作用是把偏差 的积累作 为输出 ,在 控制过程 中,只要有偏差存在 ,积分环节 的输 出就 会不断增大 ,直到偏差 e£= ,输 出的 u£才可能 ()0 ()
Dein a d Ap l a in o I Co to y tm eDr sigF ed s n p i t fP D n r l se i Or esn il g c o S n
Y An h u’ Z NG Yn xn’ U z o , HA 。 ig i ,WA 。 NG in e。 HE a fn Ja y ,C NG Xio g, , e 。 ( . h n z o n t ueo lp ro e U iz t n o n r l s ucs C S h n z o 1 Z e g h uI si t fMut up s ti i Miea o re G ,Z eg h u t i la o f Re 4 0 0 ,C ia , hn t n l n ier g Ree rh C ne rU iz t n o d sr l 5 0 6 hn ;2 C ia Na i a gn ei sa c e tr o t i i I u t a o E n f la o f n i Mieas h n z o 5 0 6,C ia) n r l,Z e g h u 4 0 0 hn
21 被控对 象及 特 征 . 对 于浮选 机 、浮选 柱 、磁选 柱 、浓 密机 、磁 聚
磁铁矿给料自动控制系统的设计
中图分 类号 : P 7 文献标 识码 : T2 A
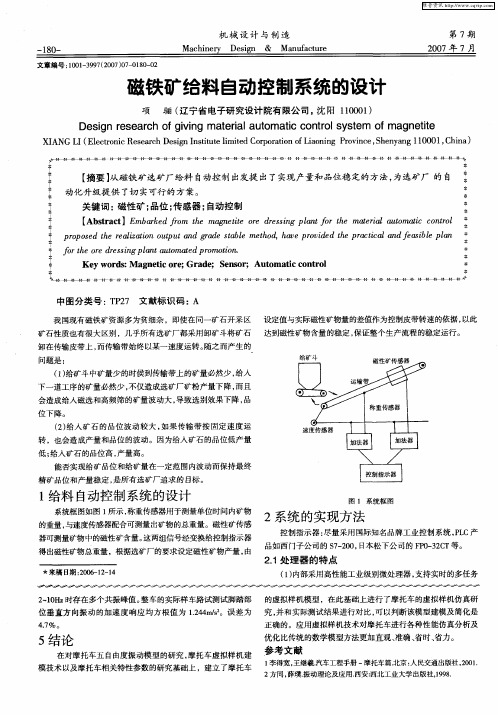
以此 我 国现有磁铁矿资源多为贫细杂 ,即使在 同一矿石开采 区 设定值 与实际磁性矿物量的差值作为控制皮带转速 的依据 , 保证整个生产流程的稳定运行 。 矿石性质也有很大区别 ,几乎所有选矿厂都采用卸矿斗将矿石 达到磁性矿物含量 的稳定 , 卸在传输皮带上 , 而传输带始终以某一速度运转 。 随之而产生 的 问题是 : () 1给矿斗 中矿量少的时侯到传输带上的矿量必然少 , 给入 下一道工序 的矿量必然少 , 不仅造成选矿厂矿粉产量下降 , 而且 会造成给入磁选和高频筛的矿量波动大 , 导致选别效果下降 , 品 位下降。
磁铁矿给料 自动控制系统的设计
项 骊 ( 宁省 电子研 究设 计 院有 限公 司 , 阳 10 0 ) 辽 沈 10 1 De in r s a c fgv n t r l u o t o to y t m fma n t e sg e e r h o iig ma e i t ma i c n r l s e o g e i a a c s t
-r h r des g l t t ae rm t n 厂 eoe rsi pa o td o oi . 0t n na m u p o
Ke r s M a n tco e Gr d ; S n o ; Au o a i o t o y wo d : g e i r ; a e e s r t m tcc n r l
1给料 自动控制 系统 的设计
系统框 图如图 I 所示, 称重传感器用于测量单位时间 内矿物
的重量 , 与速度传感器配合可测量 出矿物 的总重量。磁性矿传感 器可测量矿物中的磁性矿含量 。 这两组信号经变换给控制指示器 得 出磁性矿物总重量 ,根据选矿厂的要求设定磁性矿物产量 , 由
自动控制技术在山东华联矿业选矿厂的应用

摘 要 主要 介 绍 了山 东华联 矿 业选矿 厂 自动控制 系统 的组 成 , 对碎 矿 、 磨 矿 和浮选 作 业的控
制 内容 、 控 制 原理 、 控制 特点 , 并分 析 了该控制 系统的积 极意 义。 关键 词 选矿 厂 工 艺流程 自动控制 参数
近 几年 , 自动化 技 术 在 现代 矿 山企 业 的应 用 使 得 这些 矿 山企业 的生 产效 率显著 提高 。山东华联 矿
Se r i a l No. 5 29 Ma y . 2 01 3
现
代
矿
业
MORDEN MI NI NG
总第5 2 9期 2 0 1 3 年 5月 第 5期
自动 控 制技 术 在 山东华 联 矿 业选 矿厂 的应 用
骆 俊
( 中钢 集 团马 鞍 山矿 山研 究院 有 限 公 司)
2 . 1 碎 矿流 程 的 自动 化控 制
功 能在设 备 发 生 故 障 时还 能对 现 场 的 设 备 进 行 保
护, 当某 一设 备 因故 障突然停 止 时 , 联 锁功 能将会 自
现 场所 有 的皮带 机 以及给 矿机都 纳入 了 自动控 制 系统 , 在计 算 机操 作 画面 中可 以实 现所 有设备 的
技 术 开 发 区西 塘 路 6 6 6号 。
1 7 4
工人数 , 提 高现场 设备 效率 , 降低 设备 故 障率 。
曾 小辉
刘江 平等 : 水 力旋流 器在 宜丰新 庄铜 铅锌 矿控 制分 级 中的应 用
2 0 1 3年 5月第 5期
从 表 2可 以看 出 , 增 加控制 分级 后 , 一0 . 0 7 4
业 选矿 厂 的 自动 控 制 系 统覆 盖 破 碎 、 筛分 、 磨矿、 分 级、 浮选 、 浓缩 、 过 滤 等 工艺 环 节 。根据 该 选 矿 厂 的
选矿厂的全流程控制 选矿自动化

选矿厂的全流程控制丹东东方测控技术有限公司谢琼泽张尧东张雄[摘要]:本文针对选矿生产过程中的各个环节进行了系统分析,介绍了选矿厂全流程协调控制的思想。
该方法经过多个现场的实践和验证,取得了使选矿厂精矿产量提高2%以上,金属回收率提高1%以上的应用效果,具有推广价值。
关键字:选矿过程;全流程控制;综合自动化;控制系统0 前言选矿行业中,由于选矿过程控制受现场多个复杂多变的因素影响,难以有比较精确的控制关系和建立准确的数学模型,同时又因为选矿过程滞后时间较长,用反馈控制的话受到滞后影响效果不佳,有时甚至无法控制,因此一般采用单元作业流程控制的方法,即将一个生产过程分为若干个作业控制单元,然后根据单元过程特点采用合适的控制方式,实现单元作业流程的控制。
选矿厂作业一般可以分为物料准备作业、分选作业和脱水作业,不同阶段的生产设备的处理能力不同,因此需要实现选矿厂全流程的协调控制,使生产稳定进行,避免有价金属的流失。
1选矿厂全流程控制系统的基本组成一方面,选矿厂内的生产设备作为控制对象,是一个不可分割的整体;另一方面,不同阶段的生产设备的生产过程区别很大。
为了保证本身安全、经济运行,它们各自都有一些需要控制的运行参数以及相应的调节机构,组成若干相对独立的局部控制系统,例如:磨矿分级的给矿量、给水量、旋流器的给矿浓度、给矿压力以及浮选系统的自动加药、浮选槽液位等控制系统。
全流程控制系统实际上是通过选矿厂各局部控制系统来对各生产过程进行协调的,从而使选矿厂生产设备共同适应负荷的变化,同时保持各个运行参数的稳定。
全流程控制系统相当于局部控制系统的指挥机构,起上位控制的作用;局部控制系统对于全流程控制相当于伺服机构,起下位控制的作用,两者构成分层控制的结构。
通常称全流程控制系统为主控制系统,称局部控制系统为子控制系统。
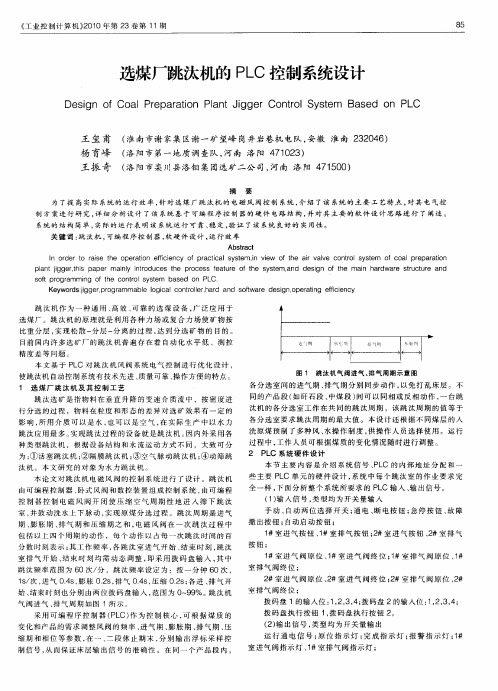
全流程控制系统的组成特点如图1所示。
图1:负荷控制系统的组成特点主控制级通常由两部分组成:指令管理部分和指令控制部分。
选煤厂跳汰机的PLC控制系统设计
王 玺 甫 ( 南市谢 家集 区谢 一矿 望峰 岗井岩巷机 电队 , 淮 安徽 淮 南 2 2 4 ) 3 0 6
杨 育峰
( 阳市第一地质调查队, 洛 河南 洛阳 4 1 2 ) 7 0 3
王振 奇 ( 阳市栾川县洛钼集团选矿二公司, 洛 河南 洛 阳 4 1 0 ) 7 5 0
摘 要
pa tj g rhs a e il it d c ste po e sfaue o h ytm,n e in o h i h rwae srcue a d ln i e, i g t p p rmany nr u e h rc s e tr fte s se a d d sg fte man ad r t tr n o u
《 业 控制 计 算 机 》 0 0年 第 2 工 21 3卷 第 1 1期
选煤厂跳汰机的 P C控制系统设计 L
De i f Co l r p rt n Pln ige sgn o a P e a a i a tJg rCo t lSy t m Ba e n PL o nr se o s d o C
跳 汰 机作 为 一 种 通 用 、 效 、 靠 的 选 煤 设 备 , 泛 应 用 于 高 可 广 选 煤 厂 。跳 汰 机 的原 理 就 是 利 用 各 种 力 场 或 复 合 力 场 使 矿 物 按
比重 分 层 , 现 松 散 一 层 一 离 的 过 程 , 到 分 选 矿 物 的 目的 。 实 分 分 达
同 的产 品段 ( 如矸 石段 、 中煤 段 ) 可 以 同相 或 反 相 动 作 , 台跳 间 一
汰 机 的各 分 选 室 工 作 在 共 同 的跳 汰周 期 ,该跳 汰周 期 的值 等 于 各分 选 室 要 求 跳 汰 周期 的最 大 值 。本 设 计 还根 据 不 同煤 层 的人 洗 原 煤 预 制 了多 种 风 、 操 作 制 度 , 操 作 人 员 选 择 使 用 。运 行 水 供
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
选矿厂自动控制方案设计
选矿工艺是通过分离矿物和废石区分出矿区和石区的过程,因此选矿厂的自动控制方案设计对于整个选矿过程至关重要。
本文将从分析选矿过程中存在的问题出发,探讨几个常见的选矿厂自动控制方案设计,确保其充分利用先进技术和设备,提高选矿厂的生产效率和品质。
1.选矿厂自动监控系统
在选矿工艺中,对矿石进行采样和检测是非常重要的。
选矿厂自动监控系统可以准确地测量矿石的物理和化学特性,识别出矿石中不同种类的矿物,实现在线检测和自动控制,减少人工干预和监控的时间和成本。
自动监控系统还可以减少人为疏忽而导致的错误,并及时修正其错误。
2.自动喂矿装置
自动喂矿装置可以准确地控制矿石的喂入速度和数量,并及时地调整。
自动喂矿装置可以避免人工喂矿所导致的偏差,同时确保选矿厂的正常生产。
喂料设备还可以确保设备不受过多的负荷,延长设备寿命,并提高生产率。
整个喂矿过程可以完全自动化,不需要人为干预。
3.自动分选装置
分选过程是选矿过程中最重要的部分。
选矿厂自动控制方案设计中的自动分选装置可以有效地避免了矿石中的乱石和钢
铁材料对设备的损害,并确保矿石中的宝贵矿物被准确地分离出来。
自动分选装置可以根据矿石的特性对其进行分类处理,并在最短的时间内将其分离出来。
分选过程可以完全自动化,减少人为干预和操作的时间和成本。
4.自动化冶炼装置
在选矿厂自动化控制方案设计中,自动化冶炼装置是一个非常重要的部分。
自动化冶炼装置可以准确地控制矿物冶炼的温度、时间和气氛,以保证产品质量。
自动化装置可以在不需要人工干预的情况下有效地操作,实现自动化控制。
自动化冶炼装置将大大提高生产效率,并减少原料的浪费。
总的来说,选矿厂自动控制方案设计对于整个选矿过程至关重要。
通过以上控制方案设计,选矿厂将会变得更加高效、精确和安全。
自动化控制还可以减少人为干预,并优化选矿厂的生产过程。
在实践中,选矿厂应该根据自己的特殊情况和需要,选择适宜的自动控制方案设计,以提高其生产效率和品质。