客运专线扣件系统(弹条IV型、弹条V型、WJ-7型、WJ-8型扣件)产品检验细则
WJ-7型扣件说明_扣件分析_扣件文件

设置
弹性 பைடு நூலகம்层
尺寸
轨下垫层刚度 板下垫层刚度
轨面高
钢轨高低 调整量
调整方式
轨距
调整量 调整方式 调整级别
WJ-7 型扣件 带铁垫板(厚 16mm) 弹性分开式
主要由铁垫板下摩擦力克服
预埋塑料套管
不小于 100kN W1 型
X2 型
>9 kN 14 mm 螺栓紧固
6 kN 12 mm
约 120 Nm
约 80 Nm
>9 kN
4 kN
300~350 Nm
轨下设置弹性垫层(橡胶垫板或复合胶垫),铁垫板下设
缓冲垫层(绝缘缓冲垫板)
A类
B类
轨下胶垫:169×168×12 橡胶垫板:169×168×14
(复合厚 13.2)
(复合厚 15.2)
绝缘缓冲垫板:486×204×5
30~40kN/mm
20~30kN/mm
>1000 kN/mm A类 211 橡胶垫板 212.2 复合胶垫
8 绝缘电阻
扣件系统按 EN 13146-5 进行测试,两轨间绝缘电阻大于 3 Ω·km, 并满足轨道电路对其绝缘电阻的要求。
恶劣环境条件 扣件系统经 EN 13146-6 所述 300 h 盐雾试验之后,用手工拆卸工具
9
影响
能顺利拆卸。
单股钢轨左右位置调整量:-6~ 单股钢轨左右位置调整量:-5~
钢轨左右位置 +6 mm;
+5 mm;
10
调整量
轨距调整量:-12~+12 mm, 轨距调整量:-10~+10 mm,调
连续无级调整。
整级别为 1 mm。
钢轨高低位置
11 调整量
客运专线扣件系统(弹条IV型、弹条V型、WJ-7型、WJ-8型扣件)产品检验细则
编号:SDS-001:2008客运专线扣件系统(弹条IV型、弹条V型、WJ-7型、WJ-8型扣件)产品检验细则2008-02-20发布2008-02-20实施铁道部批准客运专线扣件系统(弹条IV型、弹条V型、WJ-7型、WJ-8型扣件)产品检验细则1 适用范围本细则规定了弹条IV型扣件、弹条V型扣件、WJ-7型扣件、WJ-8型扣件产品的生产企业质量保证能力检查和产品质量检验的全部内容。
本细则适用于弹条IV型扣件、弹条V型扣件、WJ-7型扣件、WJ-8型扣件产品。
2 检验依据按照科技基【2007】207号:弹条Ⅳ型扣件暂行技术条件弹条V型扣件暂行技术条件WJ-7型扣件暂行技术条件WJ-8型扣件暂行技术条件研线0601 弹条Ⅳ型扣件研线0602 弹条V型扣件研线0603 WJ-7型扣件研线0604 WJ-8型扣件3 检验内容及程序检验内容包括四部分:(1)扣件集成商集成质量保证能力检查。
(2)扣件零部件生产企业质量保证能力检查。
(3)扣件零部件产品质量检验。
(4)扣件系统的产品组装性能检验程序:受理企业申请→扣件集成商集成质量保证能力检查→扣件零部件生产企业质量保证能力检查→扣件零部件产品质量检验→扣件系统的产品组装性能检验。
若集成商集成质量保证能力检查不合格,则不再进行扣件零部件质量保证能力检查。
若扣件零部件质量保证能力检查不合格,则不再进行该扣件零部件产品质量检验。
若任一扣件零部件的产品质量检验不合格,则不再进行相应扣件系统的产品组装性能检验。
4. 扣件系统集成商集成质量保证能力检查4.1 集成商应对联合体配套产品进行产品质量监督及验收,并有相关的规定及实施记录。
4.2 集成商应对外协产品进行产品质量监督及验收,并有相关的规定及实施记录。
4.3 集成商应有相应的集成工艺文件(含试组装、与轨枕或轨道板接口配合、常规阻力与小阻力扣件配置等),并有实施记录。
4.4 集成商应有现场组装指导及技术服务的作业指导书。
WJ_7型大调量扣件地段轨道动力响应测试及分析_徐伟昌
表 1 测试断面线路条件
断面 编号
1 2 3 4
扣件调高 量 / mm
线路类型 基础条件
55 曲线( R = 995 m) 路基段
65
直线
路基段
52
直线
路基段
0
直线
路基段
列车速度 / ( km / h)
( 1. 上海铁路局工务处,上海 200071; 2. 同济大学道路与交通工程教育部重点实验室,上海 201804)
摘 要: 为了恢复线路平顺状态,某线采用大调量扣件调整轨面高程。通过对大调量扣件地段轨道动力响应测试 结果分析,评价其使用效果。分析结果表明,各评价指标均在安全限值之内; 轮轨水平力、轮重减载率等指标随列 车通过速度增大而增大; 增加扣件调高量对轮轨垂直力、轮轨水平力以及脱轨系数的影响较小,但钢轨轨底横向位 移、轮重减载率有增大趋势; 在曲线段采用大调量扣件会导致钢轨轨头横向位移、轮重减载率和脱轨系数明显增 大,建议在曲线地段扣件调高量不宜过大。 关键词: 高速铁路; 无砟轨道; 大调量扣件; 动力响应; 测试分析 中图分类号: U213. 2 + 44; U213. 5 + 3 文献标识码: A DOI: 10. 13238 / j. issn. 1004 - 2954. 2014. 10. 006
80 80 150、200、250、300 180
2 测试结果分析
各断面通过的有效列车次数如表 3 所示。统计每 趟列车通过的所有轮对中各项指标的最大值,以此作 为该次列车相应指标的幅值。
断面编号 1 2
3
4
表 3 各断面通过有效列车次数
轨道结构类型及扣件系统
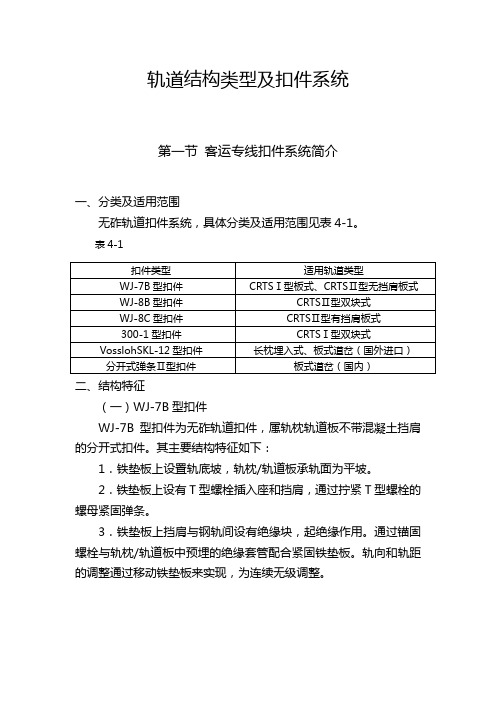
轨道结构类型及扣件系统第一节客运专线扣件系统简介一、分类及适用范围无砟轨道扣件系统,具体分类及适用范围见表4-1。
表4-1二、结构特征(一)WJ-7B型扣件WJ-7B型扣件为无砟轨道扣件,属轨枕轨道板不带混凝土挡肩的分开式扣件。
其主要结构特征如下:1.铁垫板上设置轨底坡,轨枕/轨道板承轨面为平坡。
2.铁垫板上设有T型螺栓插入座和挡肩,通过拧紧T型螺栓的螺母紧固弹条。
3.铁垫板上挡肩与钢轨间设有绝缘块,起绝缘作用。
通过锚固螺栓与轨枕/轨道板中预埋的绝缘套管配合紧固铁垫板。
轨向和轨距的调整通过移动铁垫板来实现,为连续无级调整。
图4.2 WJ-8B 型扣件 4.可垫入调高垫板实现钢轨高低调整。
(二)WJ-8B 、WJ-8C 型扣件WJ-8B 、WJ-8C 型扣件为无砟轨道扣件,属轨枕/轨道板带混凝土挡肩的不分开式扣件。
其主要结构特征如下:1.铁垫板上设挡肩,挡肩与钢轨之间设有绝缘块。
2.通过螺旋道钉与轨枕/轨道板中预埋的套管配合紧固弹条。
3.铁垫板与混凝土挡肩间设置轨距挡板,通过更换轨距挡板实现钢轨左右位置的调整。
可垫入调高垫板实现钢轨高低调整。
(三)300型扣件300型扣件为无砟轨道扣件,属轨枕/轨道板带混凝土挡肩的不分开式扣件。
有300-1a 型和300-1U 型两种,主要结构特征如下:图4.3 300-1a 型扣件 图4.4 300-1U 型扣件图4.1 WJ-7B 型扣件1.通过轨枕螺栓与轨枕/轨道板中预埋的套管配合紧固弹条。
2.钢轨与混凝土挡肩间设置轨距挡板,通过更换轨距挡板实现钢轨左右位置的调整。
3.可垫入调高垫板实现钢轨高低调整。
(四)VosslohSKL-12型扣件VosslohSKL-12型扣件为无砟轨道扣件,属轨枕轨道板不带混凝土挡肩的分开式扣件。
其主要结构特征如下:1.肋形基板两端分别设置单独螺孔,用道岔螺栓与轨枕/轨道板连接。
2.肋形基板上设有T 型螺栓插入座和挡肩,通过拧紧T 型螺栓的螺母紧固弹条。
WJ-8型扣件铺设、养护维修

4.3 运营期间检查弹条是否安装到位,并进行复拧。 4.4 应保持扣件系统的清洁。 4.5 使用中如发现扣件部件损坏应及时更换。 4.6 如遇需要卸下螺旋道钉的情况时,应避免泥污进入预埋套管。
沪昆铁路技术培训
WJ-8 型扣件铺设、养护维修
中铁隆昌铁路器材有限公司
QB/L 1008.3-2010
WJ-8 扣件铺设、养护维修
1 扣件组成及说明 WJ-8 型扣件(以下简称扣件)由螺旋道钉、平垫圈、弹条、绝缘轨距块、轨距挡板、轨下
垫板(分橡胶垫板和复合垫板)、铁垫板、铁垫板下弹性垫板和预埋套管组成。此外为了钢轨高 低位置调整的需要,还包括轨下微调垫板和铁垫板下调高垫板。
情况均安装 7 号,根据钢轨左右位置调整情况可调换使用。
1
QB/L 1008.3-2010
1.4 绝缘轨距块 绝缘轨距块分非钢轨接头处用Ⅰ型绝缘轨距块和钢轨接头处用Ⅱ型绝缘轨距块两种,每种 绝缘轨距块又分 7 号、8 号、9 号、10 号和 11 号五种规格。正常情况均安装 9 号。根据钢轨左 右位置调整情况可调换使用。
-4
2
0
0
-3
3
0
0
-2
4
0
0
-1
5
0
0
0
6
0
0
13
QB/L 1008.3-2010
B 通过更换轨下垫板,垫入轨下微调垫板和铁垫板下调高垫板实现 0~+26mm 调整,具体配置表
如下。
钢轨高低
轨板厚度
位置调整量 mm
铁路工务WJ-8型扣件作业标准

铁路工务WJ-8型扣件作业标准铁路工务WJ-8型扣件作业标准1、范围本标准规定了无砟轨道WJ-8型扣件作业条件、作业机(料)具、作业组织、作业流程、质量标准及安全要求。
本标准适用于铁路管内无砟轨道WJ-8型扣件平面、轨距及高程调整作业。
2、规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
TG/GW115-2012高速铁路无砟轨道线路维修规则(试行)3、作业条件天窗点内作业,动道方案已批复并已现场静态复核,有正式施工作业计划,满足无缝线路作业条件,机具设备材料人员准备到位,量具检定合格,配合人员到场(影响其他单位设备时)。
4、主要作业机(料)具防护备品1套、数显式道尺1把、0级小车1套、扭力矩扳手1把、丁字扳手2把、机动扳手1台、无砟轨道起道机1台、小撬棍1根、小紫铜锤1把、小扫帚1把、弦线1副、200mm钢直尺1把、防夹木、石笔、轨温表1块、现场作业记录本;照明灯具、轨距挡板、轨距块、调高垫板、轨下垫板及微调垫片等调整件(可根据具体情况适当调配)。
5、作业组织人员基本配置10人:作业负责人兼道尺检测1人,标识1人,散料1人,换件调整2人,机动扳手使用1人,起道机手1人,驻站防护1人,工地防护1人。
6、作业流程6.1量具校核及作业准备——作业前必须对使用道尺进行校核。
校核时,作业负责人对使用的道尺与小车检测轨距值进行对比;在道尺与小车同点同项目检查结果误差小于1mm的前提下(否则须更换道尺或重新测量)以精测数据为准,用笔在道尺上标注误差值;道尺检查时将检查结果统一减除误差进行作业。
——应掌握作业前、中、后轨温。
——应调试机动扳手扭力矩,满足扭力矩要求。
6.2高程标识将基本轨高程动道量用石笔在对应钢轨轨头位置标注。
基本轨按照表1进行选择。
表1基本轨选择按照标识数据逐枕配发匹配高程材料。
扣件系统基础知识
每套WJ8型扣件系统包含零部件:
零件名称
数量ቤተ መጻሕፍቲ ባይዱ
D1预埋套管
2件
弹性垫板
1件
铁垫板
1件
平垫圈和螺旋道钉
2套
轨距挡板
2件
轨下垫板
1件
弹条
2件
绝缘块
2件
WJ8型扣件(预埋套管)
预埋套管 材 料:PA66GF35 部 门:塑料二组
WJ8型扣件(弹性垫板)
弹性垫板 材 料:CPU 部 门:塑料四组
WJ8型扣件(铁垫板)
铁垫板 材 料:QT450-10 部 门:铸造
WJ8型扣件(螺旋道钉)
螺旋道钉和平垫圈
部 门:晋亿成型
WJ8型扣件(轨距挡板)
轨距挡板 材 料:PA66GF35 部 门:塑料二组
WJ8型扣件(轨下垫板)
轨下垫板 材 料:SSR 部 门:橡胶
WJ8型扣件(弹条)
弹条 材 料:60Si2MnA 部 门:弹条
WJ7型扣件(绝缘缓冲垫板)
绝缘缓冲垫板 材 料:橡胶 部 门:橡胶科
WJ7型扣件(铁垫板)
铁垫板 材 料:QT450-10 部 门:铸造
WJ7型扣件(平垫块)
平垫块 材 料:QT450-10 部 门:铸造
WJ7型扣件(T型组合件)
T型组合件
T型螺栓、螺母、 平垫圈 部 门:晋亿
WJ7型扣件(锚固螺栓)
弹条V型扣件(轨距挡板)
G5轨距挡板 材 料:PA66GF35 部 门:塑料二组
弹条V型扣件(弹条)
W2/X3弹条 材 料:60Si2MnA 部 门:弹条科
弹条V型扣件(橡胶垫板)
RP5/CRP5橡胶垫板 材 料:SSR 部 门:橡胶科
WJ-7+型扣件零部件制造验收条件
WJ-7型扣件零部件制造验收暂行技术条件二○○七年四月前 言本技术条件根据《客运专线扣件系统暂行技术条件》的要求,并结合我国高速铁路前期科研成果及工程实践而编制。
螺母技术条件按GB 41的规定执行,重型弹簧垫圈技术条件按GB 7244的规定执行,平垫圈技术条件按TB/T 1495.5的规定执行。
这三种产品均应进行防腐处理,处理层在正常运输和安装中不应出现脱落现象。
本技术条件由以下十一个部分组成:第1部分:T型螺栓制造验收技术条件第2部分:弹条制造验收技术条件第3部分:绝缘块制造验收技术条件第4部分:铁垫板制造验收技术条件第5部分:橡胶垫板制造验收技术条件第6部分:复合垫板制造验收技术条件第7部分:锚固螺栓制造验收技术条件第8部分:平垫块制造验收技术条件第9部分:预埋套管制造验收技术条件第10部分:绝缘缓冲垫板和铁垫板下调高垫板制造验收技术条件第11部分:轨下调高垫板制造验收技术条件第5部分和第6部分部分参照UIC相应的标准。
没有既有的部颁标准被取代第2部分的附录A、第5部分的附录A、附录B和附录C以及第10部分的附录A均为规范性附录。
本技术条件由 铁道部科学技术司 提出本技术条件由 XXXXXXXXXXXXXXXX 批准本技术条件由 XXXXXXXXXXXXXXXX 归口本技术条件负责起草单位:铁道科学研究院参加起草单位:安徽省巢湖铸造厂有限责任公司、隆昌工务器材厂、郑铁利达实业开发总公司、天津天拓铁路橡胶制品有限公司、河北辛集腾跃实业有限公司、武威橡胶制品厂、株洲时代新材料科技有限公司、浙江天台祥和实业有限公司本技术条件主要起草人:方杭玮、肖俊恒、赵汝康、毛昆朋、葛晶、许绍辉目 录第1部分T型螺栓制造验收技术条件 (1)第2部分弹条制造验收技术条件 (5)第3部分绝缘块制造验收技术条件 (14)第4部分铁垫板制造验收技术条件 (20)第5部分橡胶垫板制造验收技术条件 (24)第6部分复合垫板制造验收技术条件 (37)第7部分锚固螺栓制造验收技术条件 (43)第8部分平垫块制造验收技术条件 (47)第9部分预埋套管制造验收技术条件 (50)第10部分绝缘缓冲垫板和铁垫板下调高垫板制造验收技术条件 (55)第11部分轨下调高垫板制造验收技术条件 (62)第1部分T型螺栓制造验收技术条件1范围本技术条件规定了T型螺栓的技术要求、试验方法、检验规则、使用寿命以及标志和包装。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:SDS-001:2008
客运专线扣件系统
(弹条IV型、弹条V型、WJ-7型、WJ-8型扣件)
产品检验细则
2008-02-20发布2008-02-20实施
铁道部批准
客运专线扣件系统
(弹条IV型、弹条V型、WJ-7型、WJ-8型扣件)
产品检验细则
1 适用范围
本细则规定了弹条IV型扣件、弹条V型扣件、WJ-7型扣件、WJ-8型扣件产品的生产企业质量保证能力检查和产品质量检验的全部内容。
本细则适用于弹条IV型扣件、弹条V型扣件、WJ-7型扣件、WJ-8型扣件产品。
2 检验依据
按照科技基【2007】207号:弹条Ⅳ型扣件暂行技术条件
弹条V型扣件暂行技术条件
WJ-7型扣件暂行技术条件
WJ-8型扣件暂行技术条件
研线0601 弹条Ⅳ型扣件
研线0602 弹条V型扣件
研线0603 WJ-7型扣件
研线0604 WJ-8型扣件
3 检验内容及程序
检验内容包括四部分:(1)扣件集成商集成质量保证能力检查。
(2)扣件零部件生产企业质量保证能力检查。
(3)扣件零部件产品质量检验。
(4)扣件系统的产品组装性能检验
程序:受理企业申请→扣件集成商集成质量保证能力检查→扣件零部件生产企业质量保证能力检查→扣件零部件产品质量检验→扣件系统的产品组装性能检验。
若集成商集成质量保证能力检查不合格,则不再进行扣件零部件质量保证能力检查。
若扣件零部件质量保证能力检查不合格,则不再进行该扣件零部件产品质量检验。
若任一扣件零部件的产品质量检验不合格,则不再进行相应扣件系统的产品组装性能检验。
4. 扣件系统集成商集成质量保证能力检查
4.1 集成商应对联合体配套产品进行产品质量监督及验收,并有相关的规定及实施记录。
4.2 集成商应对外协产品进行产品质量监督及验收,并有相关的规定及实施记录。
4.3 集成商应有相应的集成工艺文件(含试组装、与轨枕或轨道板接口配合、常规阻力与小阻力扣件配置等),并有实施记录。
4.4 集成商应有现场组装指导及技术服务的作业指导书。
4.5 集成商应制定长期使用、跟踪的措施。
5. 扣件零部件企业质量保证能力检查
5.1 弹条IV型、弹条V型、WJ-7型、WJ-8型扣件各零部件按产品类别分为七类,详见表1。
5.2 各类扣件零部件企业质量保证能力检查详见附件1-1~附件1-7。
6 扣件零部件产品类别及抽样
6.1 产品类别及抽样方案
采用一次抽样检验:各扣件零部件产品抽样基数详见表2。
样品应在经生产企业检验合格的近期产品中随机抽取。
6.2 抽样地点
在生产企业或用户成品库抽样。
6.3 抽样要求
6.3.1 抽封样工作至少有2名检验人员参加。
6.3.2 抽样时应核查样品的生产企业标志和出厂合格证明书。
6.3.3 抽取的样品,应立即作好标记、封存,所有标记必须清晰。
6.3.4 对所抽样品不允许更换、调整和再加工。
6.3.5 抽样完毕后立即填写“铁道部工业产品抽样登记表”一式四份。
各方按规定格式填写,签字并加盖公章。
6.3.6 所抽样品一般应由抽样人员带至检验地点。
对不便携带的样品应由被检验企业在规定的时间内寄、送至抽样人员指定的检验地点。
样品的包装按要求办理。
6.3.7 样品送至检验地点后,经抽样人员对样品进行确认,由检验单位样品管理员对样品进行编号和资料登记,并标注“待检”状态标识,存放于样品室。
7.扣件系统的产品组装性能检验
每个扣件系统随机抽取可供三组各项试验用的试件进行组装性能试验,疲劳试验时每根轨枕上抽取一组扣件进行扣压力、钢轨纵向阻力和节点静刚度变化及钢轨轨头动态横移量测试。
检验内容及检验方法见附件4-1和附件4-4。
8 检验条件
8.1 检验环境条件
检验在常温条件下进行,当检验项目有特殊规定时应作相应的调整。
8.2 检验用仪器仪表及设备
检验用仪器仪表及设备要求见附件2-1~附件2-4。
9 检验程序及内容、方法
9.1 检验开始前,检验单位必须作好下列工作:
a.检验负责人从样品管理员处领取被检样品,对样品标记、状态进行认真检查、确认,出库后,样品管理员应标注样品“在检”状态标识。
b.检验负责人对检验场所的环境条件进行检查、调整、确认并做好记录。
c.检验负责人对仪器设备状态、性能、联接方式、计量检定证书进行检查、调试、确认并做好记录。
d.检验负责人对试样的安装/安放状态进行检查。
9.2 项目检验顺序
扣件零部件:外观尺寸→物理、力学性能。
9.3 检验操作程序
9.3.1 检验工作应由经过培训、持有检验员证的检验人员进行,并至少有二人
参加。
9.3.2 检验操作严格按本细则所依据的产品标准及试验方法进行。
9.4 检验内容及方法详见附件2-1~附件2-4。
9.5 检验结束后的处理
9.5.1 检验结束后,对被检样品的状况、仪器设备状态进行认真检查,并做好
记录。
9.5.2 检验后的样品应由试验室作废弃物统一处理。
10 检验结果的判定
10.1 扣件系统集成商集成质量保证能力检查判定:4.1~4.5均满足要求,则判定扣件系统集成商质量保证能力检查合格。
10.2 扣件零部件企业质量保证能力检查判定:受检产品满足附件1-1~附件1-7的要求(即关键项合格,且总分≥80分),则判定该产品质量保证能力检查合格。
10.3 扣件零部件产品质量检验判定:被检验样品每一检验项目均满足判定要求(即满足附件3-1~附件3-4的判定要求),则判定产品质量检验合格;如有1项或者1项以上的检验项目不能满足判定要求,则判定产品质量检验不合格。
10.4 扣件系统的产品组装性能检验判定:
每个检验项目的每组试件检验均合格,则判定该扣件系统组装性能合格。
10.5 综合判定:当受检企业产品10.1、10.2、10.3、10.4均合格时,综合判定 该扣件系统检验通过。