制程类别统计分析表
来料、制程、成品抽样检验规范【范本模板】
来料/制程/成品抽样检验规范1.目的:规范来料检验、成品检验之抽样水准、抽样方案以统一检验标准,确保来料及成品的质量稳定、良好.2.范围:适用本公司监督检查委外加工厂执行状况及委外加工厂执行IQC进料检验、制程检验、OQC成品出货检验的所有产品。
3.职责:a)IQC、IPQC、OQC负责执行本规定b)品管部负责监督执行并视产品实际情况制定、修改本规定4.内容:4。
1.来料检验1)抽样标准:按MIL-STD—105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①电子料MAJOR:0。
65;MINOR:2。
5②结构料MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每一订单作为一个检查批次6)生产部驻厂质检员对来料抽检的规定为,对3C关键性元器件采取每四批至少抽检一批确认外协加工厂来料检查执行情况,一般性器件采取每七批抽检一批的比例执行。
以上规定了来料检验通用抽样检验标准,部分物料特别规定的除外,参见具体物料检验标准,特殊情况由物料QE决定。
4。
2.制程检验1)抽样标准:按MIL—STD—105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①功能不良MAJOR:0.65;MINOR:2。
5②外观不良MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每四小时生产作为一个批量,低于4小时按照实际生产数量作为送检数量.6)生产部质检员依据每四批至少抽检一批的标准执行。
作业依据参见具体《物料检验标准》及《成品检验标准》,特殊情况由研发工程师决定.4。
3.成品出货检验1)抽样标准:按MIL—STD-105E(等同GB2828-87)Ⅱ级检查水平一次抽样方案进行2)合格质量水准AQL规定:①主机/键盘:CR:0。
4,MAJOR:0。
65;MINOR:2.53)检验严格度:正常检验4)抽样方式:随机抽样5)抽样批量①一般以客户每次的订单数量作为一个批量检验。
产品制程不良率统计表
/
/
/
/
/
/
/
/
累計不良比率 不良率
1200 1000
不良項目 不良數量
翹PIN 1000 31.3% #DIV/0!
電測不良 800 56.3% #DIV/0!
端子變形 600 75.0% #DIV/0!
焊錫不良 400 87.5% #DIV/0!
端子鉚壓變形 230 94.7% #DIV/0!
日期
12-1 12-2 12-3 12-4 12-5 12-6 12-7 12-8 12-9 12-10 12-11 12-12 12-13 12-14 12-15 12-16 12-17 12-18 12-19 12-20 12-21 12-22 12-23 12-24 12-25
生产总数 良品数 不良数 不良率 翹PIN 電測不良 端子變形 不 焊錫不良 良 端子鉚壓變形 现 象 PCB裝歪 來料不良 其它不良
87.5%
94.7%
80.0% 60.0%
400 230 100 50
40.0% 20.0%
20
0.0%
翹PIN
電測不良
端子變形
焊錫不良
端子鉚壓變形
PCB裝歪
來料不良
其它不良
不良項目
不良率
原因分析
改善對策
負責人
預完日
PCB裝歪 100 97.8% #DIV/0!
97.8%
來料不良 50 99.4% #DIV/0!
99.4%
其它不良 20 100.0% #DIV/0!
合計 3200 #DIV/0!
100.0% 100.0%
1000 800 800 600 400 200 0 31.3% 56.3% 600 75.0%
制程不良统计、分析
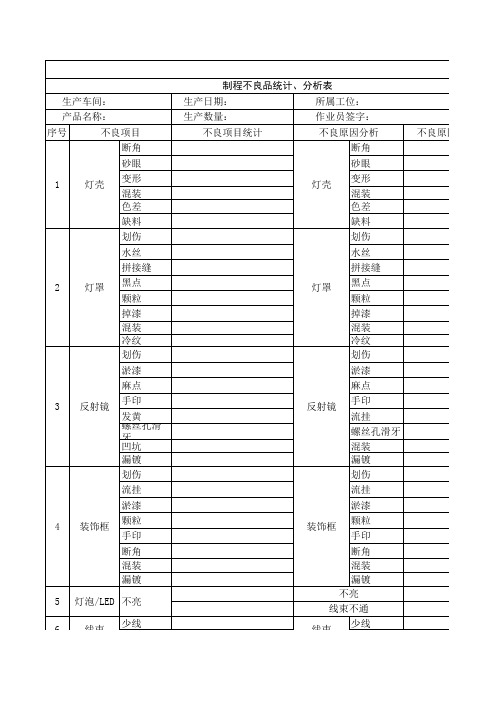
不良原因分析统计
”字标识;
改的上报品管部。
不良原因分析统计6Biblioteka 线束装反线束
装反
调节螺丝自身铆接漏气
调节螺丝与灯壳配合处漏气
后盖与灯壳配合处漏气
7
灯具气密
灯具漏气
线束与灯壳配合处漏气 线束里面线塞漏气 灯壳胶水漏气 灯壳砂眼
8
灯具调光
调光不良
银碗转不动
注:“不良项目”由生产班组所属工位人员进行统计,以“正”字标识; “不良原因”由品保部检验员和车间班组长共同分析原因,由检验员完成填写,同样以“正”字标识; 此表单由品管部检验员收集,并于每月3日前,将超过4%的不良品或者认为需要进行质量整改的上报品管部。
制程不良品统计、分析表 生产车间: 产品名称: 序号 不良项目 断角 砂眼 1 灯壳 变形 混装 色差 缺料 划伤 水丝 拼接缝 2 灯罩 黑点 颗粒 掉漆 混装 冷纹 划伤 淤漆 麻点 3 反射镜 手印 发黄 螺丝孔滑牙 凹坑 漏镀 划伤 流挂 淤漆 4 装饰框 颗粒 手印 断角 混装 漏镀 5 6 灯泡/LED 不亮 线束 少线 装饰框 反射镜 灯罩 灯壳 生产日期: 生产数量: 不良项目统计 所属工位: 作业员签字: 不良原因分析 断角 砂眼 变形 混装 色差 缺料 划伤 水丝 拼接缝 黑点 颗粒 掉漆 混装 冷纹 划伤 淤漆 麻点 手印 流挂 螺丝孔滑牙 混装 漏镀 划伤 流挂 淤漆 颗粒 手印 断角 混装 漏镀 不亮 线束不通 少线 线束
制程不良率统计分析表
0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.08% 0.07% 0.19%
32
100.00%
26 80.00% 65.33% 57.336%0.00%
40.00%
22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67%
0
0
0
0
0
0
0
0
0
未入 多件 掉件 极性反 偏位 撞件 来料不良脚铜铂翘 溢胶 立片
20.00%
0.00% 线路断
检查人 完成日期
/
/
2
1
8
1
1
2
2
00 ///
掉件
极性反
偏位
撞件
来料不良
脚铜铂翘
溢胶
立片
线路断
注: 1:本表为产品生产的履历表;2:红色为旧件.
核准:
審核:
32 26
制作:
0.0% /31
8/31
0 0 /
制程不良統計表
不良項目
少锡 偏位 浮高 漏焊 反片 损件 包焊 有异物 稀薄 模糊 连焊 缺件 锡洞 焊剂 内脏 引脚变形 支架反向
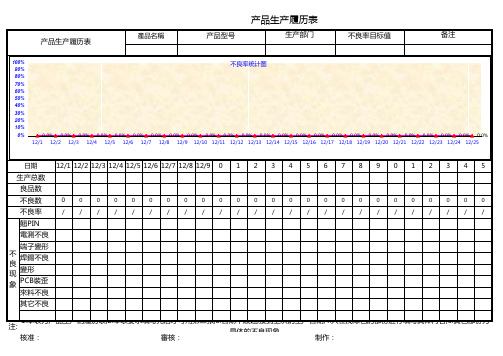
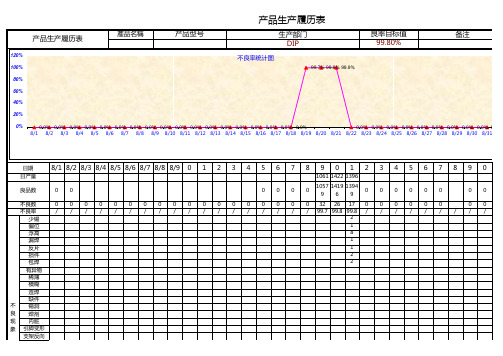
产品生产履历表
产品生产履历表
120% 100%
產品名稱
产品型号
生产部门 DIP
不良率统计图
99.7% 99.8% 99.9%
良率目标值 99.80%
备注
80%
60%
40%
20%
0%
0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0%
QC统计分析工具EXCEL制作方法

5)单击“下一步”按钮,将弹出“图表向导-4步骤之4-图表位置”对话框,如下图所示。 在该对话框中可以设置图表是作为新工作表插入还是作为其中的对象插入。
6)当用户完成所有的图表设置操作后,单击“完成”按键,图表将插入到工作表中,如下图 所示。
6-1W贴片合格率 6-2W贴片合格率 100% 95% 90% 85% 80% ET600W ET600 E200 P851 P780 I726 P706 I720 V707 E303 E206 V770 E216
2)选中数据表,单击“插入”/“图表”命令,或直接单击“常用”工具栏中的“图表向导”按 钮,弹出“图表向导-4步骤之1-图表类型”对话框(如图所示),选择你所需要的一种图表类型 (折线图)。
3)其它操作步骤与制作柱形图一样,完成如下图:
贴片合格率 100% 98% 96% 94% 92% 07-01 07-02 07-03 07-04 07-05 6-1W 6-2W 95.01% 93.99% 95.34% 93.91% 94.44% 94.61% 94.88% 测试直通率 装配直通率 包装产线检验合格率 批量直通率
60 55 硬度 50 45 40 800 825 850 淬火温度 875 900
用Excel表制作步骤如下: 1)以下表为数据为例:
2)选中数据表,单击“插入”/“图表”命令,或直接单击“常用”工具栏中的“图表向导”按 钮,弹出“图表向导-4步骤之1-图表类型”对话框(如图所示),选择你所需要的一种图表类型 (XY散点图)。
3)其它操作步骤与制作柱形图一样,完成如下图:
60 55 硬度 50 45 40 800 825 850 淬火温度 875 900
六、排列图
(6)柏拉图也称排列图,就是将一定时期所收集来的不良数、缺点或故障的发生的频 次、件数等数据,依项目别、原因别等加以分门别类,计算出各项目所占的百分比,并 按其所占比率大小的顺序,以柱形和曲线的方式进行排列出来的图形。
管制图与制程能力分析

管制圖與製程能力分析一、管制圖管制圖是指根据统计学原理,通过收集和分析过程数据,以便及时监控和改进过程稳定性的方法。
管制圖可以帮助我们判断过程是否稳定、是否受特殊因素影响,并且能够帮助我们分析过程能力是否符合要求。
下面我们就来介绍一下管制圖的基本原理和应用。
1. 管制界限管制界限是在管制圖上设定的两条中心线,即上管制界限和下管制界限,是用来判断和监控过程是否稳定的参考线。
通常,管制界限是根据数据的变异性和过程能力要求来确定的,一般而言,上管制界限和下管制界限是基于过程的平均值和标准差计算得出的。
2. 管制统计量在管制圖上,通常有两个重要的统计量,分别是过程平均值和过程变异性。
通过对这两个统计量的监控,我们可以了解过程是否处于稳定状态。
3. 常用的管制圖类型常用的管制圖类型有许多种,如平均数控制图(X管制图)、极差控制图(R 管制图)、标准差控制图(S 管制图)、范围与中位数控制图(MR 管制图)等。
这些不同类型的管制圖适用于不同类型的数据,可以帮助我们监控和改进不同的过程。
二、製程能力分析製程能力分析是指通过统计方法来评估製程是否满足客户的需求和要求。
製程能力分析可以帮助我们确定製程的稳定性和一致性,以便进行相应的改进措施。
1. 製程能力指标製程能力指标是对製程能力的度量,一般用于评估製程的稳定性和一致性。
常用的製程能力指标有以下几种:Cp指数、Cpk指数、Pp指数和Ppk指数。
这些指数可以根据数据的分布特征来计算,用于评估製程的长期和短期能力。
2. 製程能力评估通过製程能力评估,我们可以判断製程是否满足要求,并进行相应的改进。
一般而言,当製程能力指标大于1时,说明製程能够满足客户的需求,而当製程能力指标小于1时,说明製程存在一定的问题,需要进行改进。
3. 製程改进当发现製程能力不足时,我们就需要进行相应的製程改进。
常用的製程改进方法有许多种,如采用统计方法来减少过程的变异性、改善生产设备和工艺等。
SPC统计分析

SPC统计分析!!2008-08-19 15:14SPC目录• 1 什么是SPC• 2 SPC起源与发展• 3 3σ原理简介• 4 SPC技术原理• 5 SPC控制图及计算• 6 SPC控制图(管制图)的实施•7 SPC控制图(管制图)异常的判断及处理•8 制程能力指数(参数)CPK•9 SPC的发展特点•10 SPC对企业带来的好处什么是SPCSPC即英文“Statistical Process Control”之缩写,意为“统计制程控制” SPC或称统计过程控制。
SPC主要是指应用统计分析技术对生产过程进行实时监控,科学的区分出生产过程中产品质量的随机波动与异常波动,从而对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定,从而达到提高和控制质量的目的。
在生产过程中,产品的加工尺寸的波动是不可避免的。
它是由人、机器、材料、方法和环境等基本因素的波动影响所致。
波动分为两种:正常波动和异常波动。
正常波动是偶然性原因(不可避免因素)造成的。
它对产品质量影响较小,在技术上难以消除,在经济上也不值得消除。
异常波动是由系统原因(异常因素)造成的。
它对产品质量影响很大,但能够采取措施避免和消除。
过程控制的目的就是消除、避免异常波动,使过程处于正常波动状态。
SPC起源与发展1. 1924年修华特博士在贝尔实验室发明了品质控制图。
2. 1939年修华特博士与戴明博士合写了《品质观点的统计方法》。
3.二战后美英将品质控制图方法引进制造业,并应用于生产过程。
4. 1950年,戴明到日本演讲,介绍了SQC的技术与观念。
5. SQC是在发生问题后才去解决问题,是一种浪费,所以发展出了SPC。
6.美国汽车制造商福特、通用汽车公司等对SPC很重视,所以SPC得以广泛应用。
7. ISO9000(2000)体系亦注重过程控制和统计技术的应用(如8.1,8.2.3)。
3σ原理简介当过程仅仅俺有正常变异时,过程的质量特性是呈现正态分布的,其分布状态如下:休哈特建议用界限±3σ来控制过程,就是说,在10000个产品中不超过27个不合格品出现,就认为改生产过程是正常的,若达到27个以上,就认为过程失控。
利用Excel表格制作品质图表(QC7+MSA+SPC)

%GR&R Excel版本制作完成!
2. 交叉法与EXCEL的结合运用
首先回顾以下交叉法的评估方法:
随机选取50个产品(最好包含10个左右不良 样品)并编号。
温馨提示:右图为组数的参考值
步骤4:计算组距(全距/组数K )
數據數 50~100 100~250 250以上
組數 6~10 7~12 10~20
步骤5:计算上下组列
用CONCATENATE函数合并上下界 数值文本,计算如下:
步骤6:计算组列间的个数
步骤7:制作图表
运算结果如下
键入 COUNTIF和 SUN函数运 算满足条件
75
38.00
37.00
75
总计
数量 期望数量
76
74
150
76
74
150
由上表可以看出需要根据测量的数据计算出:
A=0&B=0 A=0&B=1 A=1&B=0
同理得 B&C A&C
B=0&C=0 B=0&C=1 B=1&C=0
A=0&C=0
+ A=0&C=1
A=1&C=0
A=1&B=1
B=1&C=1
PV Rp * K3 例如:样板数目为10时,取值为0.3146 经过=I7*G29运算可得出PV值