化妆品生产流程简图及简述模板
化妆品生产流程图
化妆品生产流程图化妆品是现代人日常生活中不可或缺的一部分,我们每天都会使用各种各样的化妆品来美化自己的外貌。
然而,很少有人知道化妆品的生产过程是怎样的。
本文将为您详细介绍化妆品的生产流程,并通过流程图的形式展示出来。
化妆品的生产流程可以分为以下几个主要步骤:原料采购、配方调配、加工生产、包装和质检。
下面我们将逐一介绍这些步骤。
1. 原料采购:化妆品的原料通常包括基础油、活性成分、防腐剂、香料等。
生产厂商需要根据产品的需求,选择合适的原料供应商,并与其签订合同进行采购。
原料的质量和安全性对于化妆品的品质至关重要,因此生产厂商需要对供应商进行严格筛选和审核。
2. 配方调配:在原料采购完成后,生产厂商需要根据产品的配方要求,将各种原料按照一定比例进行混合。
这一步骤需要仔细计量和精确配比,以确保产品的质量和稳定性。
3. 加工生产:配方调配完成后,生产厂商将混合好的原料送入生产线进行加工。
加工的方式根据产品的种类和要求而有所不同,常见的加工方式包括搅拌、混合、加热等。
在加工的过程中,生产厂商需要控制好时间和温度等参数,以确保产品的质量和稳定性。
4. 包装:加工完成的化妆品需要进行包装,以便于销售和使用。
包装的方式也有很多种,常见的包装形式包括瓶装、管装、盒装等。
在包装的过程中,生产厂商需要注意卫生和安全,确保产品不受外界污染。
5. 质检:最后,生产完成的化妆品需要进行质检,以确保产品符合相关的标准和法规要求。
质检的内容包括外观检查、成分分析、安全性评估等。
只有通过质检的产品才能出厂销售。
通过以上的步骤,化妆品的生产流程就完成了。
下面的流程图展示了这个过程:[在这里插入化妆品生产流程图]总结起来,化妆品的生产流程包括原料采购、配方调配、加工生产、包装和质检。
这个过程需要严格控制各个环节,以确保产品的质量和安全性。
只有在生产过程中严格遵守相关的标准和法规要求,才能生产出优质的化妆品,为消费者提供更好的产品体验。
化妆品生产工艺及流程图之欧阳学创编
欧阳学创编
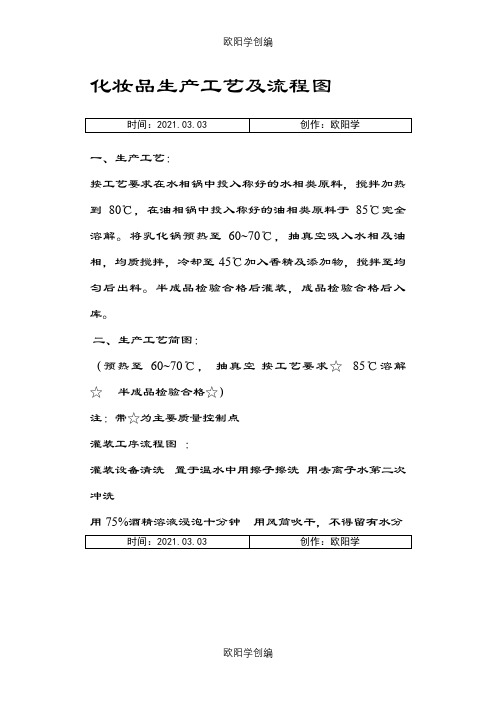
化妆品生产工艺及流程图
一、生产工艺:
按工艺要求在水相锅中投入称好的水相类原料,搅拌加热到80℃,在油相锅中投入称好的油相类原料于85℃完全溶解。
将乳化锅预热至60~70℃,抽真空吸入水相及油相,均质搅拌,冷却至45℃加入香精及添加物,搅拌至均匀后出料。
半成品检验合格后灌装,成品检验合格后入库。
二、生产工艺简图:
(预热至60~70℃,抽真空按工艺要求☆ 85℃溶解☆半成品检验合格☆)
注:带☆为主要质量控制点
灌装工序流程图:
灌装设备清洗置于温水中用擦子擦洗用去离子水第二次冲洗
用75%酒精溶液浸泡十分钟用风筒吹干,不得留有水分
欧阳学创编。
化妆品生产流程简图及简述模板
化妆品生产流程简图及简述
模板(总2页)
本页仅作为文档封面,使用时可以删除
This document is for reference only-rar21year.March
土家硒泥坊 氨基酸蛋白乳液
生产工艺流程简述
1、按照配方单进行称量
2、将A 相【水、丙二醇、甘油聚醚-26、丙烯酸羟乙酯/丙烯酰二甲基牛磺酸钠共聚物、黄原胶、透明质酸钠】加入乳化锅中均质5分钟至无细小颗粒,加热至85℃
3、将B 相【聚二甲基硅氧烷、C20-22醇、C20-22醇磷酸酯、羟苯甲酯、羟苯丙脂、生育酚(维生素E )】加入油锅中加热至85℃
4、将B 相抽入A 相中均质5分钟,恒温30min ,
6、搅拌降温至65℃后,加入C 相【三乙醇胺】,搅拌10min 后继续降温
7、降温至38℃后,可加入D 相【β-葡聚糖、甜菜碱、水解大豆蛋白、双(羟甲基)咪唑烷基脲、蚕丝胶蛋白、温泉水、苏氨酸、丝氨酸、谷氨酸、脯氨酸、甘氨酸】,搅拌10min 。
8、出料,封口,称重,送入半成品室静置,待检。
9、微检合格后灌装、包装。
10、检验合格后入库。
关键控制点:在整个生产中,配制乳化工序为关键控制工序点。
土家硒泥坊 氨基酸蛋白乳液
生产工艺流程简述
整个配制乳化工序为关键控制工序。
化妆品的生产工艺

类别:化妆品工业•作者:•关键词:水剂类,化妆品•【内容】•1化妆水类化妆品旳生产工艺(1)通用生产工艺流程化妆水旳生产工艺流程如图1所示, 其生产过程包括溶解混合、调整、过滤及装瓶等。
图1化妆水旳生产工艺流程(2)生产设备生产化妆水旳设备最佳在不锈钢设备内进行。
由于化妆水旳黏度低, 较易混合, 因此多种形式旳搅拌桨均可采用。
此外某些种类旳化妆水乙醇含量较高, 应采用防火防爆措施。
溶解锅最佳带有加热装置, 以适应不一样产品旳配制规定。
制造化妆水等液体状化妆品时, 过滤是十分重要旳一种环节。
陈化期间, 溶液内所含少许不溶物质会沉淀下来, 可采用过滤旳措施使溶液透明清晰。
过滤机旳种类和式样诸多, 包括板框式过滤机、中空纤维过滤器、高分子或陶瓷滤芯过滤器、超滤膜、纳滤装置等, 可以根据沉淀物旳大小来选择。
(3)通用操作环节在不锈钢容器中加入精制水, 并依次加入保湿剂、紫外线吸取剂、杀菌剂、收敛剂及其他水溶性成分, 搅拌使其充足溶解。
必要时要加热协助溶解。
在另一不锈钢容器中加入溶剂和表面活性剂(增溶剂), 再加入润肤剂、防腐剂、香料及其他油溶性成分,搅拌使其溶解均匀。
将溶剂相和水相物质在室温下混合, 搅拌使其充足混合均匀, 然后加入色素调色或者酸碱调整pH值, 得到半成品。
半成品在密封容器内静止贮存陈化1~2周。
用过滤装置过滤除去杂质和不溶物等, 即得澄清透明旳化妆水。
滤渣过多则阐明增溶和溶解过程不完全, 应重新考虑配方及工艺。
用不影响构成旳助滤剂如硅藻土、漂土、粉状石棉等可完全除去不溶物。
上述过程中, 香精香料一般是加在乙醇溶液中, 若配方中乙醇旳含量较少, 且加有某些增溶剂时, 可将香料先加入增溶剂中混合均匀, 在最终缓缓地加入制品中, 不停地搅拌直至成为均匀透明旳溶液, 然后通过陈化和过滤后, 即可灌装。
为了加速溶解, 水溶液可以加热, 但温度切勿太高, 以免有些成分变色或变质。
有关贮存陈化问题, 不一样旳产品, 不一样旳配方以及所用原料旳性能不一样, 所需陈化时间旳长短也不一样, 陈化期从一天到两个星期不等。
乳液工艺简介及流程图

产品生产工艺简述和简图
产品名称:乳液
一、生产工艺简述:
(一)准确称量配方中各种原料,用干净并消毒好的器皿盛放;
(二)将A相原料(水、丙二醇、卡波姆、透明质酸钠加入水锅中,搅拌升温至85~90℃,搅拌15-20分钟至溶解完全后,待用;(搅拌速度:20-25HZ)
(三)将B相原料(甲基葡糖倍半硬脂酸酯、PEG-20 甲基葡糖倍半硬脂酸酯、辛酸/癸酸甘油酯、角鲨烷、甘油硬脂酸酯、C12-15 醇苯甲酸酯、环五聚二甲基硅氧烷(和)环己硅氧烷、苯氧乙醇、羟苯甲酯)加入油锅中,搅拌升温至80~85℃,保温搅拌15-20分钟至溶解完全后,待用;(搅拌速度:20-25HZ)
(四)开启真空、搅拌,保持真空-0.03Mpa,将水锅中A相原料、油锅中B相原料抽入乳化锅,抽完后加入C相原料(三乙醇胺)高速均质5-8分钟,真空状态下保温搅拌10-15分钟后降温。
(均质速度:45-50HZ,搅拌速度:20-30HZ)
(五)降温至45℃以下,加入D相原料(香精)搅拌30-35分钟后出料、静置;(搅拌速度:15-20HZ)
(六)检验合格后,灌装,包装,喷码;
(七)检验合格后,入库。
二、生产工艺简图:。
彩妆工艺流程
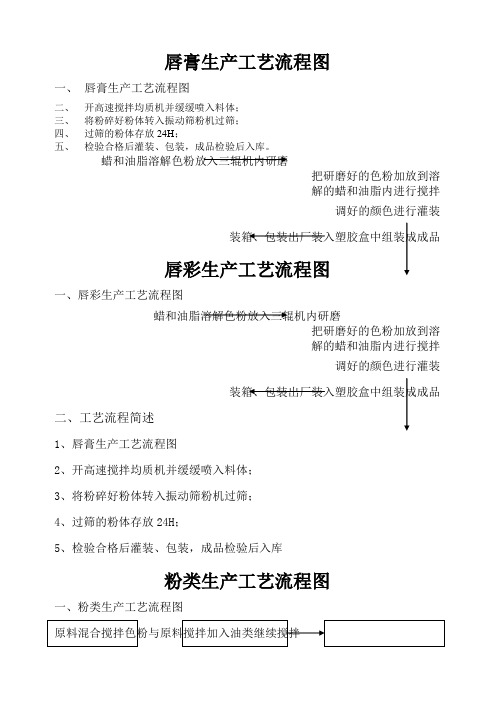
唇膏生产工艺流程图一、唇膏生产工艺流程图二、开高速搅拌均质机并缓缓喷入料体;三、将粉碎好粉体转入振动筛粉机过筛;四、过筛的粉体存放24H;五、检验合格后灌装、包装,成品检验后入库。
蜡和油脂溶解色粉放入三辊机内研磨把研磨好的色粉加放到溶解的蜡和油脂内进行搅拌调好的颜色进行灌装装箱、包装出厂装入塑胶盒中组装成成品唇彩生产工艺流程图一、唇彩生产工艺流程图蜡和油脂溶解色粉放入三辊机内研磨把研磨好的色粉加放到溶解的蜡和油脂内进行搅拌调好的颜色进行灌装装箱、包装出厂装入塑胶盒中组装成成品二、工艺流程简述1、唇膏生产工艺流程图2、开高速搅拌均质机并缓缓喷入料体;3、将粉碎好粉体转入振动筛粉机过筛;4、过筛的粉体存放24H;5、检验合格后灌装、包装,成品检验后入库粉类生产工艺流程图一、粉类生产工艺流程图散粉生产工艺流程图六、生产工艺简述1.逐项称取A项组分,加入高速搅粉均质机;2.逐项称取B项组分,加入加热锅加热至熔化为止;3.开高速搅粉均质机并缓缓喷入B组分;4.将混合好的粉体转入粉碎机粉碎;5.将粉碎好粉体转入振动筛粉机过筛;6.过筛的粉体存放24H;7.检验合格后灌装、包装,成品检验后入库。
生产工艺简图七、润唇膏A加热*去离子水B相原料香精溶解入袋包装迅速冷却合格*真空脱泡冷却成型分装入托(模型)出料*检测*17℃封口不合格外包装返工成品二、操作步骤1.将去离子水和A相原料加入搅拌锅中加热升温(设定93℃),搅拌直至物料溶解完全,恒温20分钟。
2.通冷却水降温,待温度降到78℃时,加入B相原料,搅拌至反应完全。
3.继续降温,待温度达到60℃时,加入香精、防腐剂,搅拌至反应完全。
4.取样送检验室检测,若相关指标符合标准要求则出料,否则返工。
5.半成品出料即分装入托(模型),迅速冷却至17℃时即成型。
6.入袋包装后,真空脱泡后封口。
7.外包装后即为成品。
三、标注“*”为关键质量控制点1.温度注意控制在93℃,物料要搅拌溶解完全;2.降温至60℃时加入香精、防腐剂;3.降温至55℃时出料;4.半成品需检测合格后才可以灌装;5.分装后需迅速冷却至17℃时成型;6.入袋包装后需真空脱泡。
化妆品生产工艺操作流程
化妆品生产工艺操作流程1.原料准备:-制定生产配方:根据产品的种类和功能,确定化妆品的原始配方,包括活性成分、辅料和添加剂等。
-原料采购:根据生产配方,采购所需的原辅料,并进行质量检验和验收,确保原料符合质量标准和产品要求。
2.加工调配:-杀菌消毒:对水、容器和设备进行杀菌消毒,确保生产操作的无菌条件。
-原料称量:按照生产配方,精确称量所需的原辅料,并将其添加到混合容器中。
-配料溶解:将原辅料加入到溶剂中,并进行搅拌和溶解,直至得到均匀的溶液。
-混合搅拌:将溶解的原辅料与其他成分进行混合和搅拌,确保各组分均匀分布。
-配方调节:根据需要,对混合溶液进行调整,以获得最终的产品配方。
-加热冷却:根据需要,对混合溶液进行加热或冷却处理,以达到固化或稳定的效果。
3.包装灌装:-包装设备调试:检查和调试包装设备,确保运行正常,并进行清洁和消毒。
-填充灌装:将混合好的产品溶液注入到包装材料中,并通过自动或手动灌装设备进行灌装操作。
-封口封装:通过封口机械或热封装置,对包装材料进行密封,确保产品的密封性和保存期限。
-产品检查:对包装好的产品进行外观检查和质量检验,确保产品的质量符合标准。
-包装成箱:将包装好的产品放入包装箱中,并进行装箱和标记,以便存储和运输。
4.质量控制:-原辅料检验:对采购的原辅料进行质量检验,包括理化指标和微生物指标等。
-生产过程控制:监控和记录生产过程中的各项参数,如温度、时间和pH值等,以确保产品质量的稳定性。
-成品检验:对生产好的产品进行全面的质量检测,包括外观、理化指标、微生物指标和安全性等,确保产品符合法规和标准要求。
-抽样检验:定期抽取样品进行分析和检测,以评估产品的合格率和稳定性。
5.清洗消毒:-设备清洗:对生产设备和容器进行清洗和消毒,以保证下一批生产的卫生和安全。
-场地卫生:对生产场地进行清洁卫生管理,包括地面清洁、工作台清洁和空气消毒等。
6.包装储存:-储存管理:将包装好的产品按照种类和规格进行分类和储存,保持储存环境的干燥和防潮,并定期检查产品的质量和数量。
膏霜乳液类化妆品工艺流程图

膏霜乳液类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
教育资料
染发类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
教育资料
洗发类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中混合工序为关键工艺控制点。
教育资料
香水类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中陈化和过滤工序均为关键工艺控制点。
教育资料
美容类化妆品(唇膏)工艺流程图
说明:加*处为关键工艺控制点,本图中混合及熔浇铸型工序均为关键工艺控制点。
教育资料
美容类化妆品(粉饼)工艺流程图
说明:加*处为关键工艺控制点,本图中研磨及压制成型工序均为关键工艺控制点。
教育资料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产工艺流程简述
1、按照配方单进行称量
2、将A相【水、丙二醇、甘油聚醚-26、丙烯酸羟乙酯/丙烯酰二甲基牛磺酸钠共聚物、黄原胶、透明质酸钠】加入乳化锅中均质5分钟至无细小颗粒,加热至85℃
3、将B相【聚二甲基硅氧烷、C20-22醇、C20-22醇磷酸酯、羟苯甲酯、羟苯丙脂、生育酚(维生素E)】加入油锅中加热至85℃
4、将B相抽入A相中均质5分钟,恒温30min,
6、搅拌降温至65℃后,加入C相【三乙醇胺】,搅拌10min后继续降温
7、降温至38℃后,可加入D相【β-葡聚糖、甜菜碱、水解大豆蛋白、双(羟甲基)咪唑烷基脲、蚕丝胶蛋白、温泉水、苏氨酸、丝氨酸、谷氨酸、脯氨酸、甘氨酸】,搅拌10min。
8、出料,封口,称重,送入半成品室静置,待检。
9、微检合格后灌装、包装。
10、检验合格后入库。
关键控制点:在整个生产中,配制乳化工序为关键控制工序点。
生产工艺流程简述
整个配制乳化工序为关键控制工序。