基于PLC和组态粮仓温度控制系统
基于PLC网络的仓库温湿度测控系统
据 的读 取 、 储 、 控报 警 、 存 监 报表 打 印等 。其 中通信 是
最主要 的工作 , 通信程 序采用 V 6 0软件编 制 。通 信 B. 程序包 括 : 初始化程序 : 化程序 除了设 置初始 化 ① 初始 参数外 , 在计 算机 屏幕 上设 置 图形 控制 界 面。其 还要 内容包 括 : 向窗体添加 主要控 件 , 通用数据声 明部分 的 设定 , 响应工 作设 置 ; 发送 子程序 : ② 其作 用是 形成 符
P C负责所在 仓库现场 温湿度数 据采集 处理 和上 L 传工作 , 并参 照上位 机 下达 的温 湿 度设 定 值完 成各 仓
库温湿 度 的调 节控制工作 。P C的通信 程序 包括通 信 L 设定 程序 , 机发 布的各种命令 的解释及 执行 程序 , 计算
P C温湿度 数据采 集处理 的结果发送 到约定 的存储 单 L 元并 传送给 上位计算 机 , 程序 如图 7所示 。
4
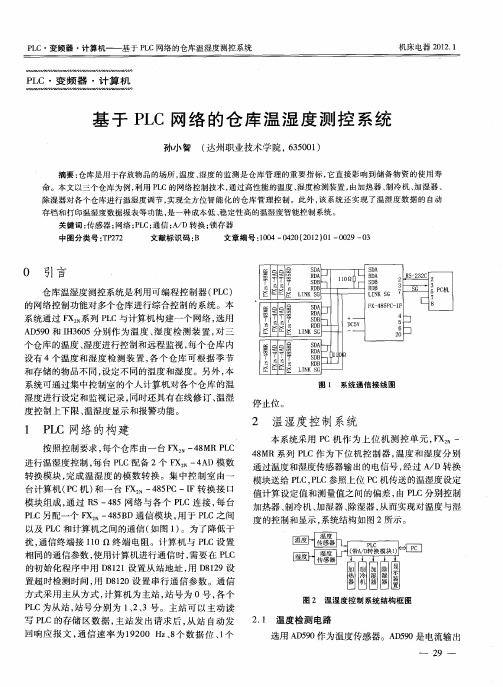
的网络控 制功能对 多个仓库进 行综合 控制 的系统 。本 系统通过 F 系列 P C与计 算机构 建一个 网络 , X L 选用 A 50和 I 3 0 D9 H 6 5分别 作为 温度 、 湿度 检 测装 置 , 三 对
重 萤 盆 9 F4 C L8 X8— 一5 I PF 焉 Dq DV B C I二 5 - 6
溅
图 2 温湿 度控 制系统结构框 图
2 1 温度 检测 电路 .
选用 A 50作为 温度传感 器。A 50是 电流输 出 D9 D9
~
2 — 9
机床 电器 2 1. 021
P C・ L 变频器 ・ 计算机—— 基于 P C网络 的仓库温湿度测控系统 L
型温度传感 器 , 抗干扰能力 很强 , 测温 范围为 一 5 c 其 5 c
基于PLC的温度控制系统设计

基于PLC的温度控制系统设计作者:曹建军李洋胡明张建王红美来源:《中国新技术新产品》2013年第11期摘要:本文从整体上分析和研究了控制系统的硬件配置、电路图的设计、程序设计、控制对象数学模型的建立、人机界面的设计等,并基于西门子可编程控制器和组态软件开发了温度控制系统,实现了控制系统的实时监控、数据的实时采样与处理。
实验证明,此系统具有快、准、稳等优点,在工业温度控制领域能够广泛应用。
关键词:温度控制;可编程控制器;人机界面;组态王中图分类号:V23 文献标识码:B1 概述温度控制在电子、冶金、机械等工业领域应用非常广泛。
特别是随着计算机技术的发展,对温度控制的要求也越来越趋向于智能化、自适应、参数自整控制等方向发展。
可编程控制器是一种应用很广泛的自动控制装置,PLC 不仅具有传统继电器控制系统的控制功能,而且能扩展输入输出模块,特别是可以扩展一些智能控制模块,构成不同的控制系统,将模拟量输入输出控制和现代控制方法融为一体,实现智能控制、闭环控制、多控制功能一体的综合控制。
具有控制能力强、操作灵活方便、可靠性高、适宜长期连续工作的特点,在传统工业的现代化改造中发挥越来越重要的作用,尤其适合温度控制的要求。
2 系统设计及模型建立本论文通过德国西门子公司的S7-200系列PLC控制器,温度传感器将检测到的实际炉温转化为电压信号,经过模拟量输入模块转换成数字量信号并送到PLC中进行PID调节,PID 控制器输出量转化成占空比,通过固态继电器控制炉子加热的通断来实现对炉子温度的控制。
同时利用亚控公司的组态软件“组态王”设计一个人机界面(HMI),通过串行口与可编程控制器通信,对控制系统进行全面监控,从而使用户操作更方便。
总体上包括的技术路线:硬件设计、软件编程、参数整定等。
控制器的设计是基于模型控制设计过程中最重要的一步。
首先要根据受控对象的数学模型和它的各特性以及设计要求,确定控制器的结构以及和受控对象的连接方式。
基于PLC的粮仓通风控制系统设计
基于PLC的粮仓通风控制系统设计摘要我国粮食产量居世界前列粮食储存显得尤为重要。
储存方法不得当,会造成发霉、变质等严重损失,由于各神粮食对温度湿度的要求不同,准确控制湿度和温度尤为重要控制,为此本文设计了粮库自动通风系统,能够实时监测粮库的温湿度,并能实时监测粮库的温度和湿度,对粮食的存储起到了非常大的作用。
本设计采用PT100温度传感器以及QFA3160室内湿度传感器进行采集温湿度数据,监测部分采用组态MCGS进行监测,当粮仓储粮温湿度超过一定范围时,可实现通风操作。
关键词:PLC;温度传感器;湿度传感器;组态监控AbstractIt is particularly important for China's grain production to be in the forefront of the world. Improper storage methods will cause serious losses such as mildew and deterioration. Due to the different requirements of temperature and humidity, accurate control of humidity and temperature is particularly important. Therefore, the automatic ventilation system of grain depot is designed in this paper, which can monitor the temperature and humidity of grain depot in real time, and monitor the temperature and humidity of grain depot in real time, which plays a very important role in grain storage.In this design, PT100 temperature sensor and qfa3160 indoor humidity sensor are used to collect temperature and humidity data. Configuration MCGS is used to monitor the monitoring part. When the temperature and humidity of grain storage in the granary exceeds a certain range, ventilation operation can be realized.Key words:PLC; temperature sensor; humidity sensor; configuration monitoring目录摘要 (I)Abstract ........................................................................................................................ I I 第1章绪论 (1)1.1 课题的背景 (1)1.2 课题意义 (1)1.3 国内外研究现状 (1)1.4 本文的研究内容 (2)第2章系统概述 (3)2.1 系统设计主要技术指标与参数 (3)2.2 设计总体方案 (3)2.3 PLC的系统组成 (3)第3章系统的硬件设计 (6)3.1 传感器的选型与设计 (6)3.2 PLC的选型与模块配置 (6)3.3 监控方案的设计 (7)3.4 IO表分配 (7)3.5 设计硬件接线图 (7)第4章系统软件设计 (9)4.1 系统主程序 (9)4.2 程序介绍 (10)第5章监控设计及仿真 (13)5.1 MCGS组态监控 (13)5.2 仿真实现 (14)结论 (20)致谢 (21)参考文献 (22)致谢 (26)附录 (27)第1章绪论1.1 课题的背景温湿度与人类生产和生活密切相关,也是记忆中最常见、最基本的工艺参数。
基于PLC和组态王的温度控制系统设计

基于PLC和组态王的温度控制系统的设计目录第一章系统及工控机的设计与选择1.1 系统整体设计方案1.2 系统硬件各部分选型1.3 传感器Pt100的选型设计1.4 温度变送器选型设计第二章 PLC和HMI基础2.1 可编程控制器基础2.1.1 可编程控制器的产生和应用2.1.2 可编程控制器的组成和工作原理2.1.3 可编程控制器的分类及特点2.2 人机界面基础2.2.1 人机界面的定义2.2.2 人机界面产品的组成及工作原理2.2.3 人机界面产品的特点第三章 PLC控制系统硬件设计3.1 PLC控制系统设计的基本原则和步骤3.1.1 PLC控制系统设计的基本原则3.1.2 PLC控制系统设计的一般步骤3.2 PLC的选型与硬件配置3.2.1 PLC型号的选择3.2.2 S7-200 CPU的选择3.2.3 EM231模拟量输入模块3.2.4 热电式传感器3.3 I/O点分配及电气连接图3.4 PLC控制器的设计3.4.1 控制系统数学模型的建立3.4.2 PID控制及参数整定第四章 PLC控制系统软件设计4.1 PLC程序设计方法4.2 编程软件STEP7--Micro/WIN概述4.2.1 STEP7-Micro/WIN简单介绍4.2.2 梯形图语言特点4.2.3 STEP7-Micro/WIN参数设置(通讯设置)4.3 程序设计4.3.1 设计思路4.3.2 控制程序流程图4.3.3 梯形图程序4.3.4 PID指令向导的运用4.3.5 语句表(STL)程序第五章基于组态王的HMI设计5.1 人机界面(HMI)设计5.1.1 监控主界面5.1.2 实时趋势曲线5.1.3 历史趋势曲线5.1.4 报警窗口5.1.5 设定画面5.2 变量设置5.3 动画连接4第六章系统运行结果及分析6.1 系统运行6.2 运行结果分析6.2.1 温度趋势曲线分析6.2.2 报警信息分析第七章总结参考文献摘要可编程控制器是一种应用很广泛的自动控制装置,它将传统的继电器控制技术、计算机技术和通讯技术融为一体,具有控制能力强、操作灵活方便、可靠性高、适宜长期连续工作的特点,非常适合温度控制的要求。
基于PLC和组态王的温度控制系统设计

基于PLC和组态王的温度控制系统的设计目录第一章系统及工控机的设计与选择1.1 系统整体设计方案1.2 系统硬件各部分选型1.3 传感器Pt100的选型设计1.4 温度变送器选型设计第二章 PLC和HMI基础2.1 可编程控制器基础2.1.1 可编程控制器的产生和应用2.1.2 可编程控制器的组成和工作原理2.1.3 可编程控制器的分类及特点2.2 人机界面基础2.2.1 人机界面的定义2.2.2 人机界面产品的组成及工作原理2.2.3 人机界面产品的特点第三章 PLC控制系统硬件设计3.1 PLC控制系统设计的基本原则和步骤3.1.1 PLC控制系统设计的基本原则3.1.2 PLC控制系统设计的一般步骤3.2 PLC的选型与硬件配置3.2.1 PLC型号的选择3.2.2 S7-200 CPU的选择3.2.3 EM231模拟量输入模块3.2.4 热电式传感器3.3 I/O点分配及电气连接图3.4 PLC控制器的设计3.4.1 控制系统数学模型的建立3.4.2 PID控制及参数整定第四章 PLC控制系统软件设计4.1 PLC程序设计方法4.2 编程软件STEP7--Micro/WIN概述4.2.1 STEP7-Micro/WIN简单介绍4.2.2 梯形图语言特点4.2.3 STEP7-Micro/WIN参数设置(通讯设置)4.3 程序设计4.3.1 设计思路4.3.2 控制程序流程图4.3.3 梯形图程序4.3.4 PID指令向导的运用4.3.5 语句表(STL)程序第五章基于组态王的HMI设计5.1 人机界面(HMI)设计5.1.1 监控主界面5.1.2 实时趋势曲线5.1.3 历史趋势曲线5.1.4 报警窗口5.1.5 设定画面5.2 变量设置5.3 动画连接4第六章系统运行结果及分析6.1 系统运行6.2 运行结果分析6.2.1 温度趋势曲线分析6.2.2 报警信息分析第七章总结参考文献摘要可编程控制器是一种应用很广泛的自动控制装置,它将传统的继电器控制技术、计算机技术和通讯技术融为一体,具有控制能力强、操作灵活方便、可靠性高、适宜长期连续工作的特点,非常适合温度控制的要求。
基于PLC和组态软件的智能温室监控系统设计

基于PLC和组态软件的智能温室监控系统设计针对北方的气候特点,把编辑程序控制器和组态软件加入到控制系统中,对温室的温度、湿度、光、水等参数进行自动化控制,实现温室自动化管理监控。
利用PLC的可靠性、通用性及组态软件的人机互联通讯功能实现对智能温室的控制,提高温室环境的控制效果,根据客户需求将室内温度、光源、水等因素综合进行协调,达到最佳状态。
标签:智能温室PLC 组态软件我国北方很多地区,受到光照、温度、湿度、地理位置等因素的影响,越来越多的农业种植开始广泛使用温室进行种植,智能温室的使用越来越广泛。
一、系统的选择本文主要通过PLC和组态软件对温室监控系统进行设计。
下机位PLC选择的是产自日本三菱公司的FX2N-48MR-001型号,传感器的元件分别为AD590温度传感器、HS1101湿度传感器、MG811 CO2传感器以及GM5516光敏电阻传感器。
这四种传感器的选择作为检测温度、湿度、水浓度的元件,采用日本三菱公司的GX Developer软件对其进行软件的程序设计。
上机位组态软件主要选择使用的是北京亚控科技有限公司生产的组态王软件,该软件可以完成系统监控数据的实时显示、各种参数的设置、手动和自动操作系统的切换、用户管理等多种功能。
二、智能温室系统的控制算法研究1.温室环境的主要特点温室环境是一个环境系统复杂的大的生态系统,难以建立精确地控制模型系统。
因为作物对环境气候的要求不是特别准确,是在一个模糊的界限中,例如作物对于温度的要求不是特别严格,在一天或者一段时间内,作物会生长的很好,所以,对于各种参数并不需要进行精确的控制。
计算机控制的对象主要是温室内部的气候环境,它具有以下特点:非线性系统、分布的参数系统、实时变化系统、时间延迟系统、多变耦合系统。
2.智能温室的控制对象的微分方程公式3.系统设计的总体结构3.1温室控制系统的设计目的温度控制系统是安装室内外的温湿度传感器、光照传感器等对室内外的温室湿度、温度、水浓度、光照强弱度进行采集和监测,并将采集和监测到的信息数据通过安装的控制设备对温室进行保温、通风、阳光照射等行动的操控。
基于PLC的粮食仓库温湿度控制系统设计
中图分类号: T P 2 7 3
文献标识码 : A
文章编号: 1 0 0 6 ~ 8 9 3 7 ( 2 0 1 5 ) 1 7 — 0 0 0 5 一 O 2
1 背景概述
我 国粮食产量和 消费水平一直居世界前列 , 粮食 储存 显得
4 温度、 湿度控制系统软件设计
本 系统触摸屏需实现对设 定值 的输 入及显示 , 并实现对当 前温度 、 湿度数值 的动态实时显示。
6
企 业 技 术 开 发
2 0 1 5 年6 月
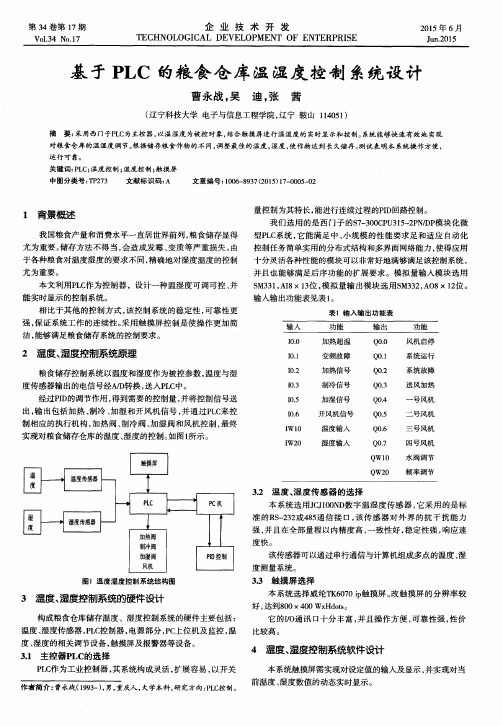
此外 , 增加一个 控制界面 , 可相应完成 自动、 手动控 制 , 系 统通 过人机交互将控制指令发 出送到P L C , 经过温湿度调节 系
制 相应的执行机构 , 加热 阀 、 制 冷阀 、 加湿 阀和 风机控制 , 最终
实现对粮食储存仓库 的温度 、 湿度的控制。 如 图1 所示。
3 . 2 温度、 湿 度传 感 器 的选 择
本 系统选用J C 儿0 0 N D 数字 温湿度传 感器 , 它采 用 的是 标
准的R S 一 2 3 2 或4 8 5 通信 接 口 , 该 传感 器对 外 界 的抗 干扰能 力
表1输入输出功能表
本文利 用P L C 作为控制 器 ,设计 一种温湿度可调 可控 、 并
能实时显示 的控制系统 。 相 比于其他 的控制 方式 , 该 控制 系统 的稳定性 , 可靠性更
强, 保 证系统工作 的连续性 。 采用触摸 屏控制是使 操作更加 简
洁, 能够满足粮 食储存 系统的控制要求 。
统进行相应 的调节 , 从 而达到更好 的控制效果。
基于plc的粮仓粮情监控系统设计

基于plc的粮仓粮情监控系统设计摘要本文提出了一种基于PLC的粮仓粮情监控系统设计方案。
该系统可以实现对粮仓内粮食水分含量、温度等多个关键参数的实时监测,并通过数据传输设备将监测数据上传到监测中心,从而为粮油仓储企业提供科学的仓储管理手段。
文章首先进行系统设计的前期准备工作,进而详细描述了该系统的整体结构以及硬件与软件的设计方案。
最后,通过实验测试证明了该系统的可行性和实用性。
关键词:PLC;粮仓;粮情监控;数据传输AbstractThis paper proposes a design scheme of grain storage monitoring system based on PLC. The system can realize thereal-time monitoring of key parameters such as moisturecontent and temperature of grain in the granary, and uploadthe monitoring data to the monitoring center through data transmission equipment, so as to provide scientific warehousing management methods for grain and oil storage enterprises. The article first carries out the preparatory work of system design, and then describes in detail theoverall structure of the system and the design scheme of hardware and software. Finally, the feasibility andpracticality of the system are proved by experimental tests.Keywords: PLC; granary; grain monitoring; data transmission一、前言随着我国粮油食品工业的快速发展,粮油储存企业对仓储管理的要求也越来越高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要目前,PLC技术和组态技术在各行各业得到了广泛应用,并且发展非常快。
与传统的继电器相比,PLC技术在粮仓温度控制系统中的应用可以有效解决使用过程中生产粮食发霉、可靠性低等缺点。
粮食在存储期间,由于环境、气候和通风等因素的变化,粮仓内温度会发生异常,这极易发生粮食的腐烂或发生虫害,因此,在粮仓对温度控制极为重要。
本文主要采用三菱FX-2N PLC技术对系统控制部分进行编程并运用组态王软件对其运行模拟。
第一章介绍了粮仓温度技术现状以及研究目的和意义;第二章是系统的总体设计任务,硬件设计方案和软件设计方案;第三章主要是对系统的硬件设计进行分析,包括系统元件的选型和硬件电路的实现;第四章是控制部分,编写PLC控制粮仓温度的相关功能程序;第五章是运用组态软件进行模拟运行;第六章是对全文的总结。
关键词:粮仓;PLC控制;自动化;组态王ABSTRACTAt present, PLC technique and configuration technology has been widely applied in all walks of life, and developing very fast. Compared with the traditional relay, PLC technology in the granary temperature control system can effectively solve the moldy, low reliability of grain production in the use process. The food in the storage period, due to changes in the environment, climate and ventilation and other factors, the granary temperature be abnormal, it prone to food decay or pests, therefore, in the granary of temperature control is very important.This paper mainly uses FX-2N PLC technology to Mitsubishi programming for the system control part and the use of Kingview software for the operation simulation. The first chapter introduces the present situation of the granary temperature technology as well as the purpose and significance of the study; the second chapter is the overall design of system, hardware and software design scheme; the third chapter is mainly on the hardware design of the system are analyzed, the selection and hardware circuit includes the system components; the fourth chapter is the control section, preparation of PLC function program control temperature; the fifth chapter is to simulate the operation by using configuration software; the sixth chapter is the summary.Key words: Granary;PLC control;Automation;King-view目录第一章绪论 (1)1.1 粮仓温度控制系统现状 (1)1.2 粮仓温、湿度控制系统研究的目的和意义 (1)1.3 可编程逻辑控制器的介绍 (2)第二章系统总体设计方案 (4)2.1 工作任务分析 (4)2.2 系统硬件方案设计 (4)2.3 系统软件方案设计 (4)2.4 系统需求分析及设计思路 (5)2.4.1 系统需求分析 (5)2.4.2 系统设计思路 (5)第三章系统硬件设计 (7)3.1 PLC的选型 (7)3.2 谷物冷却机的选择 (7)3.2.1 谷物冷却机的结构及工作原理 (7)3.3 传感器的选择 (9)3.4系统硬件设计电路与实现 (10)3.4.1 系统硬件结构图 (10)3.4.2 PLC外部接线图 (10)第四章系统程序设计 (12)4.1 控制系统的基本原则与步骤 (12)4.2 梯形图设计 (14)4.2.1 初始化程序 (14)4.2.3 粮仓温度控制主程序 (15)4.2.4 闪烁报警程序 (17)4.2.5 计数显示程序 (17)4.2.6 数据传送控制 (18)第五章基于组态王的粮仓温度控制系统监控程序设计 (19)5.1 组态软件介绍 (19)5.1.1 概述 (19)5.1.2 组态软件的功能及特点 (19)5.2 主控界面的程序设计 (19)5.3 监控主界面 (22)5.4 实时趋势曲线 (22)5.5 历史趋势曲线 (23)5.6 报警窗口 (23)5.7 主页画面的制作 (24)第六章总结 (25)参考文献 (26)附录 (27)致谢 (30)第一章绪论1.1 粮仓温度控制系统现状网络通信技术的发展,使监控系统广泛应用于工农业生产等领域,因此,粮情检测技术粮情检测属监控系统范畴,近年来,由于计算机技术、超大规模集成电路技术和的研究在软、硬件等方面都有了一定的进展。
近年来,随着PLC和组态功能的日益强大和计算机的广泛应用,粮情检测的准确性、稳定性要求越来越高。
寻找最佳配置和最好的性价比成为粮情监测研究的热点国外在粮情监控技术上已达到了很成熟的地步,高科技数字式传感器广泛应用于粮情检测系统。
这种传感器采用了半导体集成电路与微控制器最新技术,在一个管芯上集成了半导体温度检测芯片、数据信号转换芯片、计算机接口芯片,转换、温度补偿等功能。
由于数字温度传感器直接传出数字量,从而解决了温度信号长距离传输问题及传输过程中因干扰和衰减而导致的精度降低等问题。
目前,国内出现了丰富的数字传感器配套产品,如远程控制模块、中继器、接插器、分线器等,技术也比较成熟。
数字传感技术、通信技术、计算机成为当今信息技术的的三大基础,计算机监控技术已成人们关注的热点。
1.2粮仓温、湿度控制系统研究的目的和意义科学储粮是粮食生产的一个重要环节,若管理不当,粮食发霉或生虫会造成极大浪费。
粮库管理中最重要的问题是监测粮堆中的温度变化。
粮库一般由几十个甚至上百个由水泥或钢板构成的圆型仓组成,仓高为3-4m。
现在,我国在粮仓建设上己实现规范化,但是监测手段一直未能实现同步现代化。
我国许多储备粮库每年都因测控设备的不完善而导致部分粮食霉变,许多大型储备粮库的测控设备仍需高价进口,因此国家准备在未来的几年内对全国所有的粮库进行翻新和改造工作,要求规范粮库管理,实现粮库管理现代化。
粮食储藏是国家为防备战争,灾荒或其它突发性事变而采取的有效措施,因此粮食的储藏有重要意义。
影响粮食安全储存的主要参数是粮食的温度和湿度。
这两者之间又是相互关联的。
粮食在正常储藏过程中,含水量一般在12%以下是安全的,不会发生温度突变,一旦粮库进水,结露是粮食的含水量达到20%以上时,由于粮粒受潮胚芽萌发,新陈代谢加快而产生呼吸热是局部粮食温度突然升1第一章绪论高,必然引起粮食霉变,可能造成无法挽回的损失因此设计出一种经济适用的粮仓温湿度智能检测系统是非常有必要的。
PLC和组态自诞生以来给全世界人类的生活和工作起到了剧烈的作用,利用PLC和组态进行温湿度检测、处理和显示具有实时性好、成本低、稳定性高等优点。
通过该系统的设计,这样他们的就业面会更加宽广,也可以满足当今社会对PLC和组态开发人才的大量需求.。
1.3 可编程逻辑控制器的介绍可编程控制器(Programmable Controller)简称PLC,是一种工业自动控制通用装置,核心是微处理器。
它的作用是以软件来代替硬件设备实现逻辑控制。
随着这种技术的不断发展,在通用性、可靠性等方面都有了很大的提高,如今,可编程控制器在自动化领域应用十分广泛。
可编程控制器是一种数字运算操作电子系统,专为在工业环境应用而设计的,它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
可编程控制器及其有关外部设备,都按易于与工业控制系统联成一个整体,易于扩充其功能的原则设计的。
可编程控制器具有以下特点:①可靠性高,抗干扰能力强;传统的继电器控制系统中大量应用的时间继电器、中间继电器,存在触点接触不良隐患,故障频出。
可编程控制器用软件代替这部分中间继电器和时间继电器,剩下的只有与输入和输出相关的少量硬件,不仅接线数只有继电器控制系统的1/10~1/100,而且因触点接触不良造成的故障大大减少了。
高可靠性是评价电气控制设备性能的重要指标。
PLC采用的是大规模集成电路技术,严格的生产工艺制造,内部电路经过先进抗干扰技术处理,可靠性很高。
例如三菱公司生产的F系列PLC平均无故障时间高达30万小时。
一些使用冗余CPU的PLC的平均无故障工作时间则更长。
从PLC的机外电路来说,使用PLC 构成控制系统,和同等规模的继电接触器系统相比,电气接线及开关接点已减少到数百甚至数千分之一,故障也就大大降低。
此外,PLC内有硬件故障自我检测功能,出现故障时可及时发出警报信息。
②硬件配套齐全,功能完善,适用性强;2红河学院本科毕业论文(设计)今天的PLC,已经标准化、系列化、模块化,具有大、中、小各种规模的系列化产品,并且配备有各种硬件装置为用户提供更多选择,使在用户进行系统配置时更加的灵活方便,组成功能各异、规模不同的系统。
PLC的安装、接线也很方便,输入端和输出端明显区分。
具有较强的带负载能力,可直接驱动一般的电磁阀和交流接触器,在工业控制生产中被广泛应用。
现代PLC不仅有逻辑处理功能,大多还具有完善的数据运算能力,可用于各种数字控制领域。