过盈配合及压入力
过盈配合压入力计算公式
10
-8
0.35
17
-15
有润滑 0.05-0.13
0.07 0.08 0.07 0.03-0.06
0.12-0.15
0.05-0.10
0.15-0.25
0.05-0.10
0.17
0.02
200-235 70-80 105-130 90-100 160-180
85 摩擦系数
无润滑 0.05-0.20
泊松系 线膨胀系数a
数
加热 冷却
0.30-0.31 0.24-0.25 0.24-0.26
11 -8.5
11
-9
10
-8
0.25
10
-8
0.28-0.29
常用材料弹性模量、泊松系数和线性膨胀系
材料
碳钢、低合金钢、合金结构钢 灰铸铁HT150、HT200 灰铸铁HT250、HT300
可锻铸铁
非合金球墨铸铁
青铜 钢-钢
材料
摩擦系数
钢-铸钢
钢-结构钢 钢-优质结构钢
钢-青铜
钢-铸铁
铸铁-铸铁
钢-铝
常用材料弹性模量、泊松系数和线性膨胀系数
弹性模量E*103 (N/mm2)
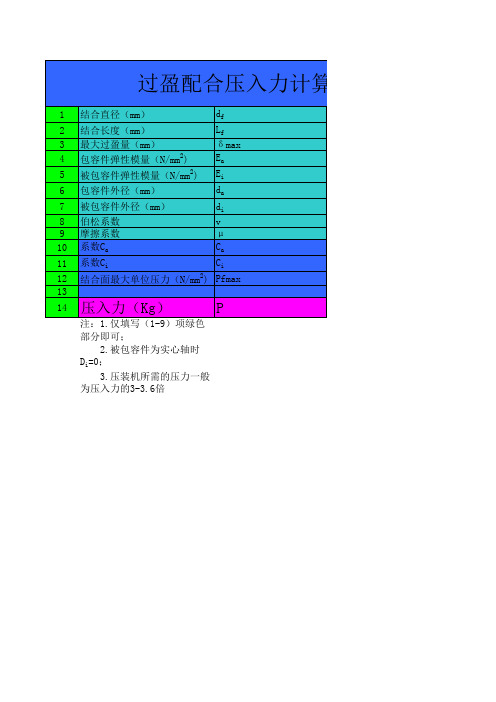
过盈配合压入力计算公式
1 结合直径(mm)
df
2 结合长度(mm) 3 最大过盈量(mm)
Lf δmax
4 包容件弹性模量(N/mm2)
Ea
5 被包容件弹性模量(N/mm2) Ei
6 包容件外径(mm)
da
7 被包容件外径(mm)
di
8 伯松系数
v
9 摩擦系数
μ
10 系数Ca
Ca
11 系数Ci
过盈配合压入力计算
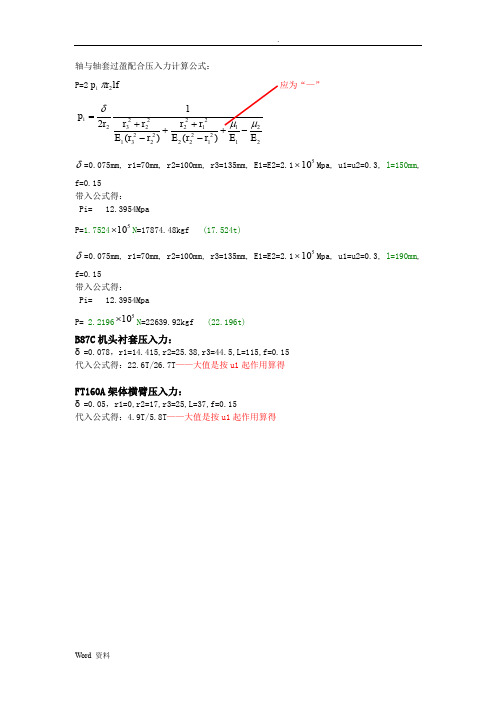
轴与轴套过盈配合压入力计算公式:P=2i p lf r 2π 应为“—”22112122221222223122232)()(12E E r r E r r r r E r r r p i μμδ-+-++-+=δ=0.075mm, r1=70mm, r2=100mm, r3=135mm, E1=E2=2.1⨯510Mpa, u1=u2=0.3, l=150mm ,f=0.15带入公式得:Pi= 12.3954MpaP=1.7524510⨯N =17874.48kgf (17.524t)δ=0.075mm, r1=70mm, r2=100mm, r3=135mm, E1=E2=2.1⨯510Mpa, u1=u2=0.3, l=190mm ,f=0.15带入公式得:Pi= 12.3954MpaP= 2.2196510⨯N =22639.92kgf (22.196t)B87C 机头衬套压入力:δ=0.078,r1=14.415,r2=25.38,r3=44.5,L=115,f=0.15 代入公式得:22.6T/26.7T ——大值是按u1起作用算得FT160A 架体横臂压入力:δ=0.05,r1=0,r2=17,r3=25,L=37,f=0.15代入公式得:4.9T/5.8T ——大值是按u1起作用算得过盈联接1.确定压力p;1)传递轴向力F2)传递转矩T3)承受轴向力F和转矩T的联合作用2.确定最小有效过盈量,选定配合种类;3.计算过盈联接的强度;4.计算所需压入力;(采用压入法装配时)5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时)6.包容见外径胀大量及被包容件内径缩小量。
1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力F,应大于或等于外载荷F。
组件产品过盈配合分析讲解

组件产品过盈配合压制分析
无源培训资料
过盈配合理论压入力的计算公式:
• F=Pfmax∏dfLfμ
• 式中 F——压入力(N) • Pfmax——结合表面承受的最大单位压力(N/m
㎡)
• df——结合直径(mm) Lf——结合长度
(mm)
• μ——结合表面磨擦系数(0.07-0.15) • 最大压力Pfmax的计算: Pfmax=&max/df
前盖外径¢2.932(+0.003^-0) 的配合 压制类 组件
以下资料中:D—孔径尺寸 d—轴径尺寸
δ(过盈量大小)=d(轴径实际尺寸)-D(孔 径实际尺寸)
δmax=dmax-Dmin δmin=dmin-Dmax
影响组件压入力的主要因素
• 有效配合长度——Lf
孔深尺寸减去孔口及轴配合端倒角长度 Lf↑ F ↑
前盖外径¢2.92(0^-0.01) 的配合 点胶类组件
B-过渡配合:孔径尺寸公差与 轴径尺寸公差有重 合
例如:压块孔径¢2.92(+0.01^-0.01)
前盖外径¢2.92(+0.01^-0.01) 的配合
影响组件压入力的主要因素
• C-过盈配合:孔的最大尺寸小于 轴的最小尺
寸 δ↑ F ↑ 例如:压块孔径¢2.92(+0.008^+0)
过盈配合压入力与压出力计算

结 0.046 230000 230000 0.31 0.31 16 0 7.65 17 0.16 0.0002 0.0016 Pi--压入力(N) Pe--压出力(N) 压力机选用参数
744 1.9027 0.69 550.1217
结果 35961.59558 46750.07 -----注:压出力为压入力Pi的1.3~1.5倍 116875.2 -----注:压力机规格为压出力Pe 的2.5倍 134856 53942.39
用户输入数据 Dmax--最大过盈量(mm) Ea--包容件材料弹性模量(N/mm ) Ei--被包容件材料弹性模量(N/mm ) νi--被包容件泊松比 νa--包容件泊松比 da--包容件外径(mm) di--被包容件内径,实心轴为0(mm) df--配合直径(mm) Lf--配合长度(mm) μ --配合面摩擦系数 Ri--被包容件配合表面上的粗糙度(mm) Ra--包容件配合表面上的粗糙度(mm) 中间计算过程 δ max--最大过盈量(mm) Ca--包容件的刚性系数 Ci--被包容件的刚性系数 pfmax--结合面承受的最大单位压力(N/mm
过盈配合压入力计算
δ=0.078,r1=14.415,r2=25.38,r3=44.5,L=115,f=0.15
代入公式得:22.6T/26.7T——大值是按u1起作用算得
FT160A架体横臂压入力:
δ=0.05,r1=0,r2=17,r3=25,L=37,f=0.15
代入公式得:4.9T/5.8T——大值是按u1起作用算得
图: 圆柱面过盈联接
显然,上面求出的Δmin只有在采用胀缩法装配不致擦去或压平配合表面微观不平度的峰尖时才是合效的。所以用胀缩法装配时,最小有效过盈量δmin=Δmin但当采用压入法装配时;配合表面的微观峰尖将被擦去或压平一部分(下图),此时接式(7-11)求出的Δmin值即为理论值应再增加被擦去部分2μ,故计算公式为
胀 缩 法
联接零件材料
无润滑时f
有润滑时f
联接零件材料
结合方式,润滑
f
钢—铸钢
0.11
0.08
钢—钢
油压扩孔,压力油为矿物油
0.125
钢—结构钢
0.10
0.07
油压扩孔,压力油为甘油,结合面排油干净
0.18
钢—优质结构钢
0.11
0.08
在电炉中加热包容件至300℃ Nhomakorabea0.14
钢—青铜
0.150.20
0.030.06
C1——被包容件的刚性系数
C2——包容件的刚性系数
d1、d2——分别为被包容件的内径和包容件的外径,mm;
μ1、μ2——分别为被包容件与包容件材料的泊松比。对于钢,μ=0.3;对于铸铁,μ=0.25。
当传递的载荷一定时,配合长度l越短,所需的径向压力p就越大。当P增大时,所需的过盈量也随之增大。因此,为了避免在载荷一定时需用较大的过盈量而增加装配时的困难,配合长度不宜过短,一般推荐采用 l≈0.9d。但应注意,由于配合面上的应力分布不均匀,当l>0.8d时,即应考虑两端应力集中的影响,并从结构上采取降低应力集中的措施。
过盈配合压配力计算方法

还应指出的是:实践证明,不平度较 小的两表面相配合时贴合的情况较 好,从而可提高联接的紧固性。
3. 过盈联接的强度计算
前已指出,过盈联接的强度包 括两个方面,即联接的强度及联接零 件本身的强度。由于按照上述方法选 出的标准过盈配合已能产生所采的径 向压力,即已能保证联接的强度,所 以下面只讨论联接零件本身的强度问 题。
式中:δmax——所选得的标准配合在 装配前的最大过盈量,μm;
Δ0——装配时为了避免配 合面互相擦伤所需的最小间隙。通常 采用同样公称直径的
间隙配合 H7/g6的最小间隙,μm,或从手册中 查取;
α1、α2——分别为被包 容件及包容件材料的线膨胀系数,查 有关手册;
℃。
t0——装配环境的温度,
6. 包容件外径胀大量及被包 容件内径缩小量(一般只需计算其最 大绝对值)
图:
压入法装配时配合表面擦去 部分示意图
式中:u——装配时留图所示可配合表
面上微观峰尖被擦去部分的高度之 和,取其为 0.4(RZ1+RZ2),μm;
RZ1、RZ2——分别为被包容 件及包容件配合表面上微观不平度的 十点高度,μm,其值随表面粗糙度而 异,见表7—6
表: 加工方法、表面粗糙度及表面微 观不平度十点高度RZ
设配合面上的摩擦系数为f① , 配合尺寸同前,则
因需保证Mf≥T.故得
[7-9]
Mf = π dlpf ·d/2
① 实际上,周向摩擦系数系与轴向摩 擦系数有差异,现为简化.取两者近 似相等.均以f表示。
配合面间摩擦系数的大小与配 合面的状态、材料及润滑情况等因素 有关,应由实验测定。表7-5给出了 几种情况下摩擦系数值,以供计算时 参考。
加工方法
精车或精镗,中等磨 铰,静磨,刮(每
过盈配合压入力计算公式
过盈配合压入力计算公式
过盈配合压入力计算公式主要有两种:公式一适用于轴与孔的过盈配合,公式二适用于轴与轴的过盈配合。
公式一(轴与孔的过盈配合):
F = Fm + Fs + Fc
其中,
Fm为摩擦力,由公式Fm = μ * Fn计算得出,其中μ为摩擦系数,Fn为法向力;
Fs为弹性变形力,由公式Fs = E * δ计算得出,其中E为材料的弹性模量,δ为弹性变形量;
Fc为压入力,由公式Fc = K * δ计算得出,其中K为配合测量中的压入系数,δ为压入量。
公式二(轴与轴的过盈配合):
1
F = Fm + Fs + Fa
其中,
Fm为摩擦力,由公式Fm = μ * Fn计算得出,其中μ为摩擦系数,Fn为法向力;
Fs为弹性变形力,由公式Fs = E * δ计算得出,其中E为材料的弹性模量,δ为弹性变形量;
Fa为紧配力,由公式Fa = P / A计算得出,其中P为紧配载荷,A 为配合的有效面积。
以上是常见的过盈配合压入力计算公式,具体的计算方法需要结合具体的配合参数和材料性质,以及实际情况进行计算。
2。
过盈配合压入力计算公式
1 结合直径(mm)
df
2 结合长度(mm) 3 最大过盈量(mm)
Lf δmax
4 包容件弹性模量(N/mm2)
Ea
5 被包容件弹性模量(N/mm2) Ei
6 包容件外径(mm)
da
7 被包容件外径(mm)
di
8 伯松系数
v
9 摩擦系数
μ
10 系数Ca
Ca
11 系数Ci
Ci
12 结合面最大单位压力(N/mm2) Pfmax
13
14 压入力(Kg)
P
注:1.仅填写(1-9)项绿色 部分即可;
2.被包容件为实心轴时 Di=0;
3.压装机所需的压力一般 为压入力的3-3.6倍
入力计算公式
#DIV/0! #DIV/0!
6 6 0.1 200 200 6 6.1 0.3 0.12
-60.80413
#DIV/0!
常用材料弹性模量、泊松系数和
0.12-0.15
0.05-0.10
0.15-0.25
0.05-0.10
0.17
0.02
材料
碳钢、低合金钢、合金结构钢 灰铸铁HT150、HT200 灰铸铁HT250、HT300
可锻铸铁
非合金球墨铸铁
青铜 钢-钢
材料
摩擦系数
钢-铸钢
钢-结构钢 钢-优质结构钢
钢-青铜
钢-铸铁
铸铁-铸铁
钢-铝
常用材料弹性模量、泊松系数和线性膨胀系数
弹性模量E*103 (N/mm2)
200-235 70-80 105-130 90-100 160-180
85 摩擦系数
无润滑 0.07-0.16
过盈配合压入力计算excel表格
过盈配合压入力计算excel表格
过盈配合是机械零件配合中的一种,通常用于轴与孔的配合。
在进行过盈配合时,通常需要计算压入力,以确保零件能够正确安装。
在Excel表格中计算过盈配合的压入力可以通过以下步骤进行:
1. 首先,在Excel表格中创建一个工作表,将需要用到的参数
列出来。
包括轴的直径、孔的直径、配合的过盈量等。
2. 接下来,可以使用公式来计算过盈配合的压入力。
其中,过
盈量可以根据标准数值或者设计要求来确定。
压入力通常可以通过
以下公式来计算:
压入力= π μ δ L.
其中,π代表圆周率(3.14),μ代表摩擦系数,δ代表
过盈量,L代表轴的长度。
3. 在Excel表格中输入这些公式,将对应的参数和公式进行关联,以便自动计算压入力。
4. 最后,根据实际情况填入轴的直径、孔的直径、过盈量等参数,Excel表格会自动计算出相应的压入力。
需要注意的是,在进行过盈配合压入力计算时,要确保所使用
的公式和参数是符合实际情况和标准规定的。
另外,还需要考虑到
材料的弹性模量等因素对压入力的影响,以确保计算结果的准确性。
通过以上步骤,你可以在Excel表格中进行过盈配合压入力的
计算,以便更好地进行零件的安装设计和选择。
过盈配合压入力计算
轴与轴套过盈配合压入力计算公式:P=2i p lf r 2π 应为“—”22112122221222223122232)()(12E E r r E r r r r E r r r p i μμδ-+-++-+=δ=0.075mm, r1=70mm, r2=100mm, r3=135mm, E1=E2=2.1⨯510Mpa, u1=u2=0.3, l=150mm ,f=0.15带入公式得:Pi= 12.3954MpaP=1.7524510⨯N =17874.48kgf (17.524t)δ=0.075mm, r1=70mm, r2=100mm, r3=135mm, E1=E2=2.1⨯510Mpa, u1=u2=0.3, l=190mm ,f=0.15带入公式得:Pi= 12.3954MpaP= 2.2196510⨯N =22639.92kgf (22.196t)B87C 机头衬套压入力:δ=0.078,r1=14.415,r2=25.38,r3=44.5,L=115,f=0.15 代入公式得:22.6T/26.7T ——大值是按u1起作用算得FT160A 架体横臂压入力:δ=0.05,r1=0,r2=17,r3=25,L=37,f=0.15代入公式得:4.9T/5.8T ——大值是按u1起作用算得过盈联接1.确定压力p;1)传递轴向力F2)传递转矩T3)承受轴向力F和转矩T的联合作用2.确定最小有效过盈量,选定配合种类;3.计算过盈联接的强度;4.计算所需压入力;(采用压入法装配时)5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时)6.包容见外径胀大量及被包容件内径缩小量。
1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力F,应大于或等于外载荷F。