WH70Q钢板材质分析及焊接性能
GHS70级气体保护焊丝用盘条研制及焊接性能研究

第 6期
冯兆龙 , : H T 等 G S 0级气体保护焊丝用盘条研制及 焊接性 能研究
・5 7・
() 6 对气 体元 素 N, 0进 行控 制 , 量 分数 均 低 质 于 00 6 , 的质 量分 数低 于 00 03 。 .0 % H .0 %
t e i o u e ti ert a c lrf rie a ite b i ie,wh c u r n e h te gh a d d ciiy o li g me a. ur spr e tc od f rie, ciua ert nd ltl a n t ih g a a te t e sr n t n u tlt fwed n t1
铬 、 属 钼 、 属锰 、 金 金 纯铁 等 。按 照表 1设 计 的化 学
成 分进 行原 材料 配 比。 在 冶炼 之前 所有 的原材料 要 进行 除锈 、 去水 分 、
去 油污 等工 作 。
在真空感应熔炼炉 内熔炼 , 炉料熔清 , 经过精炼
后 调整 合金 成分 , 后充 人 00 a的氩 气后 加入 然 .2MP 硅 、 等合 金小 料 , 制 浇 注 温 度 在 熔 点 偏 上 3 锰 控 0~ 5 C。在 浇注 过 程 中适 当控 制 浇 注速 度 以保 证 铸 Oq 锭 心部 补缩 及气 体 、 杂质 的上 浮 。
GHS 0级气 体 保 护焊 丝用 盘 条 研 制及 焊 接 性 能 研 究 7
冯兆龙 , 薛旭 斌
( 中国船舶重工集团公司第七二五研究所 , 河南 洛 阳 4 12 ) 70 7
摘
要
为保证低合金高强度钢 ( L ) HS A 焊接结构的安全性 , 研究生产 具有相应 强度并有 优 良的抗 裂性能 和足够
astm a709-50-2成分 标准

ASTM A709-50-2是一种钢材标准,主要用于规定碳钢和合金钢的化学成分、机械性能和物理性质。
这种标准是由美国材料和试验协会(ASTM)制定的,是全球广泛接受和应用的一种钢材标准。
ASTM A709-50-2标准的主要内容包括以下几个方面:1. 化学成分:ASTM A709-50-2标准规定了钢材的化学成分要求。
对于碳钢,其碳含量应在0.50%至0.80%之间;对于合金钢,其碳含量应在0.30%至0.60%之间。
此外,标准还规定了硫、磷、硅、锰、镍、铬、铜等元素的含量范围。
2. 机械性能:ASTM A709-50-2标准规定了钢材的机械性能要求。
这包括抗拉强度、屈服强度、伸长率、冲击韧性等指标。
对于碳钢,其抗拉强度应不小于415兆帕,屈服强度应不小于275兆帕;对于合金钢,其抗拉强度应不小于440兆帕,屈服强度应不小于290兆帕。
3. 物理性质:ASTM A709-50-2标准规定了钢材的物理性质要求。
这包括密度、热膨胀系数、热导率等指标。
对于碳钢,其密度应不小于7.85克/立方厘米,热膨胀系数应不小于12.2×10^-6/℃;对于合金钢,其密度应不小于7.85克/立方厘米,热膨胀系数应不小于12.2×10^-6/℃。
4. 表面质量:ASTM A709-50-2标准规定了钢材的表面质量要求。
这包括表面粗糙度、氧化皮、裂纹、气泡等缺陷的要求。
5. 尺寸和形状:ASTM A709-50-2标准规定了钢材的尺寸和形状要求。
这包括钢材的长度、宽度、厚度、直径等尺寸的要求,以及钢材的形状要求。
ASTM A709-50-2标准的制定和实施,对于保证钢材的质量,提高钢材的使用性能,降低钢材的使用成本,都具有重要的意义。
同时,这种标准也为钢材的生产、检验、贸易等提供了统一的技术依据和操作指南。
ASTM A709-50-2是一种用于制造高强度低合金钢的标准。
这种钢材主要用于制造压力容器和管道,因为它具有优异的强度和耐腐蚀性。
70MN

谢谢观看
70MN
用于制造弹簧圈等性能 05 相关钢材
目录
02 化学成份 04 密度大辑
70MN是一款优质碳素结构钢。
产品介绍
材料名称:优质碳素结构钢
牌号:70Mn
标准:GB/T 699-1988
特性及适用范围
70mn图片淬透性比70钢好,经热处理后可获得比70钢更好的强度,热处理时有过热敏感性和回火脆性、易产 生淬火裂纹。冷塑性变形能力差,焊接性差。承受大应力,磨损条件下的工作零件,如各种弹簧圈.弹簧垫圈.止 推环.锁紧圈.离合器盘,用于制造耐磨、载荷较大的机械零件,如弹簧圈、弹簧垫圈、止推环、离合器盘、锁紧 圈、盘簧等。
密度大辑
ρ=7.81克/立方厘米,该钢可以冷轧成钢板、钢带和钢丝,制作弹簧。70mnMn也可以制作成如钳工的凿子、 划针等工具。70Mn钢可制作一般截面尺寸为8~15mm左右的小型弹簧如各种小尺寸扁、圆弹簧,底垫弹簧、弹簧 发条。
相关钢材
Q195圆钢、A3圆钢、Q235圆钢、10#圆钢、20#圆钢、35#圆钢、45#圆钢、60#圆钢、80#圆钢、20Mn圆钢、 45Mn圆钢、50Mn圆钢、65Mn圆钢、S50C圆钢、K40圆钢、T8圆钢、T10圆钢、Q345A圆钢、Q345B圆钢、Q345C圆 钢、Q345D圆钢、Q345E圆钢、16MnCR4圆钢、20Cr圆钢、35Cr圆钢
化学成份
碳 C :0.67~0.75 硅 Si:0.17~0.37 锰 Mn:0.90~1.20 硫 S :≤0.035 磷 P :≤0.035 铬 Cr:≤0.25 镍 Ni:≤0.25 铜 Cu:≤0.25
物理性能
力学性能:抗拉强度 σb (MPa):≥785(80) 屈服强度 σs (MPa):≥450(46) 伸长率 δ5 (%):≥8 断面收缩率 ψ (%):≥30 硬度 :未热处理,≤285HB;退火钢,≤229HB 试样尺寸:试样尺寸为25mm 热处理规范及金相组织 热处理规范:正火,790℃。 ●交货状态:以不热处理或热处理(退火、正火或高温回火)状态交货。要求热处理状态交货的应在合同中 注明,未注明者按不热处理交货。
70#钢机械性能

70#钢机械性能70号钢性能与65号钢相近,弹性及强度稍高,70号钢适用于制造截面不大、强度要求不高的、一般机器上的圆、方型螺旋弹簧,如汽车、拖拉机或火车等机械上承受振动的扁形板簧和圆形螺旋弹簧化学成份:碳 C :0.67~0.75硅 Si:0.17~0.37锰 Mn:0.50~0.80硫 S :≤0.035磷 P :≤0.035铬 Cr:≤0.25镍 Ni:≤0.30铜 Cu:≤0.25力学性能编辑播报70号钢力学性能:抗拉强度σb (MPa)≥715,屈服强度σs (MPa)≥420,伸长率δ5 (%)≥9,断面收缩率ψ (%)≥30,硬度HBS:未热处理≤269;退火钢≤229,试样毛坯尺寸:25mm和T7的区别编辑播报T7属于碳素工具钢,而70属于优质碳素结构钢,在用途上是不一样。
在成分上除了碳以外也是不一样,工具钢为了降低冷脆性,热脆性故硫磷元素含量更低。
70号钢的性能类似于65号钢,弹性和强度略高。
70号钢非常适合在通用机器(例如汽车,拖拉机或火车等)上制作圆形和方形螺旋弹簧。
平板弹簧和圆形螺旋弹簧带有振动。
化学成分:碳C:0.67 ~0.75丝绸SI:0.17 ~0.37漫画MN:0.50 ~0.80硫S:≤0.035磷P:≤0.035铬CR:≤0.25Nicken Ni:≤0.30铜铜:≤0.25机械性能第70号钢机械性能:拉伸强度σb(MPA)≥715,符号强度σs(MPA)≥420,ELM扩展δ5(%)≥9,部分收缩)(%)≥30,硬度HBS:解密处理≤269;恒星≤229,样品粗糙尺寸:25mm与T7的差异T7是碳工具钢,70属于高质量的碳结构钢,使用不同。
除碳外,成分也不同。
为了降低寒冷和脆性,热硫含量较低。
HQ70钢焊接工艺设计
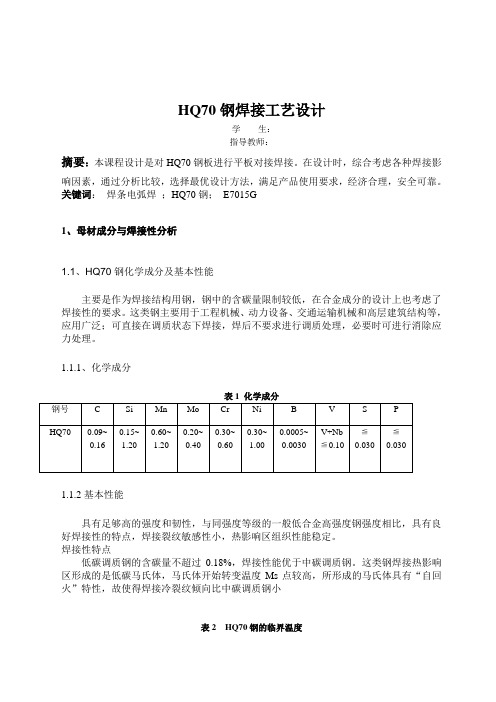
HQ70钢焊接工艺设计学生:指导教师:摘要:本课程设计是对HQ70钢板进行平板对接焊接。
在设计时,综合考虑各种焊接影响因素,通过分析比较,选择最优设计方法,满足产品使用要求,经济合理,安全可靠。
关键词:焊条电弧焊;HQ70钢;E7015G1、母材成分与焊接性分析1.1、HQ70钢化学成分及基本性能主要是作为焊接结构用钢,钢中的含碳量限制较低,在合金成分的设计上也考虑了焊接性的要求。
这类钢主要用于工程机械、动力设备、交通运输机械和高层建筑结构等,应用广泛;可直接在调质状态下焊接,焊后不要求进行调质处理,必要时可进行消除应力处理。
1.1.1、化学成分1.1.2基本性能具有足够高的强度和韧性,与同强度等级的一般低合金高强度钢强度相比,具有良好焊接性的特点,焊接裂纹敏感性小,热影响区组织性能稳定。
焊接性特点低碳调质钢的含碳量不超过0.18%,焊接性能优于中碳调质钢。
这类钢焊接热影响区形成的是低碳马氏体,马氏体开始转变温度Ms点较高,所形成的马氏体具有“自回火”特性,故使得焊接冷裂纹倾向比中碳调质钢小表2 HQ70钢的临界温度表3 力学性能1.1.3、HQ 钢的焊接方法低碳调质钢焊接所面临的问题一是防止裂纹,二是在保证满足高强度要求的同时,提高焊缝金属及焊接热影响区(HAZ )的冲击韧性。
低合金调质钢常用的方法有手工电弧焊、CO 2气体保护焊和混合气体保护焊等。
板厚较薄,接头拘束度较小时,可以采用不预热焊接工艺。
如板厚小于10mm 的HQ70钢,采用低氢型焊条手工电弧焊,CO 2气体保护焊或Ar+ CO 2混合气体保护焊,可以不预热焊接。
1.2 、焊材对HQ70钢板进行焊条电弧焊焊接时采用的是焊材是E7015G 型焊条,其化学成分和工艺性能如下表所示:表4 化学成分/%2、焊条电弧焊设备(1)焊接电源选择焊条电弧焊电源应主要考虑以下因素:①所要求的焊接电流的种类;②弧焊电源的功率;③工作条件和节能要求等。
WH70B高强钢TMCP工艺研究

钢板金 相显示 表面 、 板厚 1 4处 、 / 板厚 12处 /
都有 大量 的 B 整个 厚 度 截 面组 织 以 B+ , F为主 ,
・
第 1 第 5期 7巷 1 。 21 年 1 0 01 0月
宽厚板
WI DE AND HEAVY A TE PI
Vo .1 j 7.NI_ 】5
O t b r 2 l c o e O 1
WH7 B高 强钢 T P工 艺研 究 0 MC
杨新敏 李志 琼
( 阳钢铁有限责 任公 司) 舞
表 3、
表 3 W H7 B 钢 板 T 0 MC P工 艺 设 计
试板整体组织较好, 基本符合设计要求。
3 3 第二 轮试验结 果分 析 .
对第一 轮 的实 验结 果进 行 分析 , 由于 4 试板 # 除 了屈服强 发稍低 外 , 它各 项性能 指标 、 其 金相组 织 都较 好 , 第 一轮 试 验 的第 4块 的工 艺 基 础上 在 进 行 了适 当 的优化 调整 。 第 二轮 试验 工 艺见表 3 。
50 0x
图 1 第 一轮 试板 板厚 12处金相照片 /
表 3 W H7 B钢 板 第 二 轮 试验 力 学 性能 0
未再结 晶奥氏体转变的等轴细小铁索体晶粒, 还 有变形细长的铁素体 晶粒。同时, 低温区的变形 还促 进 了含 N 、 T 等 微 量合 金 化 元素 钢 中碳 b V、 i
B
: { 壬 l
艺性 能应 符合表 2的规定 。
表 1 化 学成 分 / t w%
C
≤
Mn
WH70高强钢采用高强度焊丝Q550常温下焊接试验
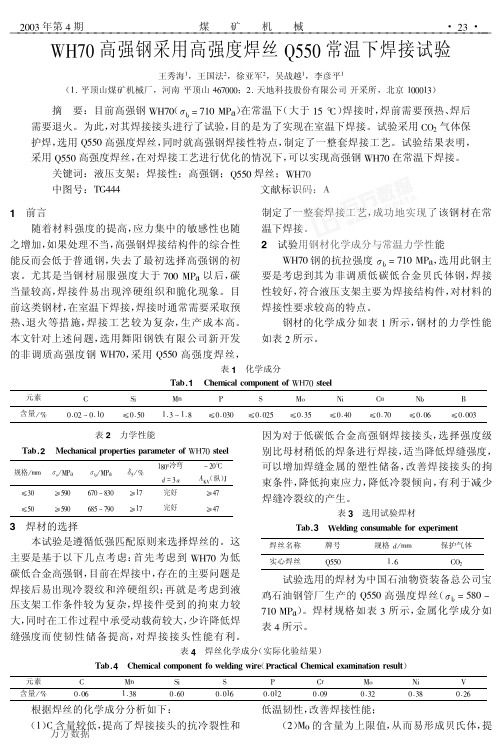
压支架结构件的结构约束力 (而上述两种情况往往 是高强钢焊接中导致延迟裂纹产生的主要因素) , 加 上 %$$ &’( 级高强钢采用 ./* 气体保护焊不预热焊 接在国内液压支架领域尚属首次。因此建议采用 做完液压支架压 "##$ 高强度焊丝焊接液压支架时, 型试验后, 再批量投入生产。
参考文献:
[)] 王国法, 史元伟, 陈忠恕, 等 1 液压支架技术 [&] 煤炭工业 1 北京: 出版社, )000, !1 [*] 王国法 1 高效综采与液压支架技术的发展 1 地下开采现代技术 理论与实现 [&] 煤炭工业出版社, 1 北京: *$$*, 31 [!] ; <=>=5? @A (B C :@BD(E?B?AF GH >?I> JAK@LIA> JA@@BJ @M(B=(A@D EF 9@A(BB=KIF [&] ;NO D=8A?B?AF A@JA C PP< 7 PP: QG8C PR, )03), *43S3)1 [-] [ &] T UGK@LV @A (B C <A@@BJ HGK B?L@ W?W@ (LD W?W@B?L@ H?AA?LIJ X&< C UGLS DGL, )04! C [#] 陈伯蠡 1 焊接工程缺欠分析与对策 [&] 机械工业出版社, 1 北京: )004, )1 [3] 曹继明 1 用 碳 当 量 .YZ 确定 高 强钢 焊 接 预热 温 度 [ 6] 1 焊 接, ()) : )00#, )01 [%] 曾乐 1 焊接工程学 [&] 机械工业出版社, 1 北京: )043, 31 [4] 陈伯蠡 1 焊接冶金原理 [&] 清华大学出版社, 1 北京: )00), )$1 [0] [日] (译) Z [=K?G5(, X T(J=F( 1 华馨 1 用图表法确定钢焊接时预热 ()$) : 温度 [ 6] 1 焊接, )000, !! \ !-1 [)$] 邹茉莲 1 焊接理论及工艺基础 [&] 北京航空航天大学出 1 北京: 版社, )00-, 01 [))] 芮树样, 忻鼎乾 1 焊接工艺学 [ &] 哈尔滨工程大学出 1 哈尔滨: 版社, )004, 0: -31 [)*] 霍立兴 1 焊接结构的断裂行为及评定 [&] 机械工业出版 1 北京: 社, *$$$, 31 作者简介:王秀海 ()03* \ ) , 山东郓城人, 工程师, 从事液压支 架制造技术工作, 现任平顶山煤矿机械厂研究所副所长 1
海洋工程用EQ70钢焊接预热温度研究

表3 C AR 0的化学成分 ( ON C 8 质量分数)
C Si Mn P S
地确定E 7钢焊接 工艺提 供技术参考 。 Q0
1 Q 0 .E 7 钢
本次研究 所用 的EQ7 钢 是 由 日本住友 金属 工业株 0 式会社生产的 ,板厚为6 mm。E 0 0 Q7 钢的化学成分 和力 学性能见表 1 和表 2 。
参数 见表 5 。 表5 斜Y 形坡 口焊接裂纹试验焊接参数
焊 条 直 径
/ mm
常温
74 6
80 2
1 7
19 0
选用 的焊 条扩散 氢量 为4 /0 g mL 10 ,预 热温度 可以
按下式进行计算 :
T 4 0 —3 2 =1 4 PW — 9 H h
焊接 电 流
洋工程 用E 0 Q7 钢焊接 预热 温度 进行 研 究。结果 表明 ,
C 01 .2 Cr
07 .4
表1 Q7 钢的化学成分 ( 量分数) E O 质
Si O. 08 Cu
0.4 2
( %)
Ni 07 .4 Ce q
05 .5
Mn 0. 5 8 Nb
台和钻井设 备 ,保 证远 离陆地的操 作人 员的生存条件和 安全 ,对设计 和焊 接制 造要求非常苛刻 。为了减轻 海洋 工程结构的 质量 ,同时 又增加结构整体 的安全性 ,采用 材料的强度级 别也越 来越高 ,材料厚 度也 不断增加 。为
E 0 Q7
78 9
89 2
2 0
2 3 2 1 27 2 0 2 4 2 3
式 中 尸 —— 冷裂敏感指数 ; w
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
WH70D
1、WH70D钢板简介
WH70D钢板属于低焊接裂纹敏感性高强度钢板,W表示舞钢;H表示公斤级;70表示公斤级数值,通常被叫做高强板。
2、WH70钢板级别分类
WH70钢板分为B、C、D、E四个等级,B级别表示冲击温度为常温,C级别表示冲击温度为0°或-10°,D级别表示冲击温度为-20°或-30°,E级别表示冲击温度为-40°或-50°,可根据需求选择不同的钢板级别。
3、WH70D钢板执行标准:WH70钢板为舞钢特有牌号,生产执行舞钢推荐技术标准WTB019-2008。
本标准规定了焊接结构用高强韧性钢板的尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志及质量证明书。
本标准适用于厚度为8-60mm、屈服强度级别550MPa的钢板。
4、WH70D钢板交货状态:正火,淬火+回火,正火+回火
8、WH70D钢板冶炼方法:电炉+炉外精炼
9、WH70D钢板应用范围
工程机械、矿山机械、煤矿机械如液压支架、吊车伸长臂、起重机伸长臂、挖掘机支撑臂等WH70E钢板属于低焊接裂纹敏感性高强度钢板,通常被叫做低合金高强板,常用于工程机械、矿山机械、煤矿机械如液压支架、吊车伸长臂、起重机伸长臂、挖掘机支撑臂等。