汽车制造与金属加工11-05
中职学校专业目录
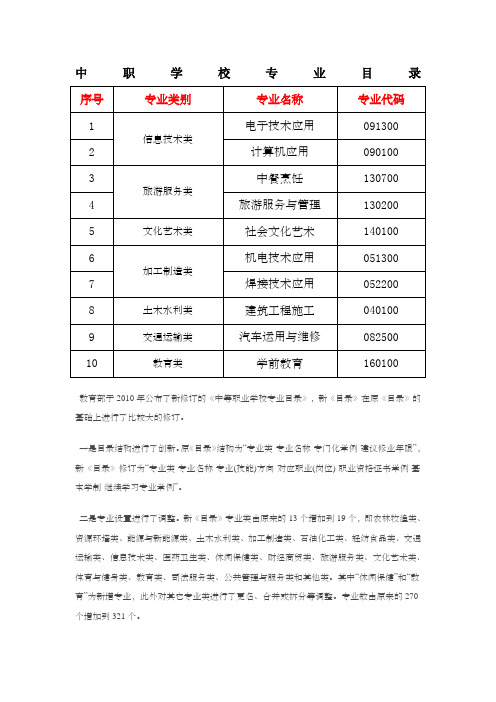
中职学校专业目录教育部于2010年公布了新修订的《中等职业学校专业目录》,新《目录》在原《目录》的基础上进行了比较大的修订。
一是目录结构进行了创新。
原《目录》结构为“专业类-专业名称-专门化举例-建议修业年限”,新《目录》修订为“专业类-专业名称-专业(技能)方向-对应职业(岗位)-职业资格证书举例-基本学制-继续学习专业举例”。
二是专业设置进行了调整。
新《目录》专业类由原来的13个增加到19个,即农林牧渔类、资源环境类、能源与新能源类、土木水利类、加工制造类、石油化工类、轻纺食品类、交通运输类、信息技术类、医药卫生类、休闲保健类、财经商贸类、旅游服务类、文化艺术类、体育与健身类、教育类、司法服务类、公共管理与服务类和其他类。
其中“休闲保健”和“教育”为新增专业,此外对其它专业类进行了更名、合并或拆分等调整。
专业数由原来的270个增加到321个。
三是服务就业,对接职业。
四是服务终身发展,关注继续学习。
职业教育和其他教育一样,根本任务是育人,要坚持以就业为导向,同时要关注继续学习以适应学生终身发展的需要。
新《目录》体现了终身教育的理念,增设了“继续学习专业举例”,对应相关专业,依据教育部本科专业目录和高职专业目录,以及补充高职专业目录,列举了356个高职、198个本科继续学习的专业,为学生今后的继续学习与可持续发展提供参考。
01 农林牧渔类010100设施农业生产技术010200现代农艺技术010300观光农业经营010400循环农业生产与管理010500种子生产与经营010600植物保护010700果蔬花卉生产技术010800茶叶生产与加工010900蚕桑生产与经营011000中草药种植011100棉花加工与检验011200烟草生产与加工011300现代林业技术011400森林资源保护与管理011500园林技术011600园林绿化011700木材加工011800畜禽生产与疾病防治011900特种动物养殖012000畜牧兽医012100宠物养护与经营012200淡水养殖012300海水生态养殖012400航海捕捞012500农产品保鲜与加工012600农产品营销与储运012700农业机械使用与维护012800农村电气技术012900农业与农村用水013000农村环境监测013100农村经济综合管理013200农资连锁经营与管理02 资源环境类020100国土资源调查020200地质调查与找矿020300水文地质与工程地质勘察020400地球物理勘探020500钻探工程技术020600掘进工程技术020700岩土工程勘察与施工020800地质灾害调查与治理施工020900地图制图与地理信息系统021000地质与测量021100水文与水资源勘测021200采矿技术021300矿山机械运行与维修021400矿山机电021500矿井通风与安全021600矿井建设021700煤炭综合利用021800环境监测技术021900环境管理022000环境治理技术022100生态环境保护022200气象服务022300雷电防护技术03 能源与新能源类030100石油钻井030200石油天然气开采030300石油地质录井与测井030400石油与天然气贮运030500火电厂热力设备运行与检修030600火电厂热力设备安装030700火电厂热工仪表安装与检修030800火电厂集控运行030900火电厂水处理及化学监督031100水泵站机电设备安装与运行031200反应堆及核电厂运行031300风电场机电设备运行与维护031400太阳能与沼气技术利用031500发电厂及变电站电气设备031600继电保护及自动装置调试维护031700输配电线路施工与运行031800供用电技术031900电力营销04 土木水利类040100建筑工程施工040200建筑装饰040300古建筑修缮与仿建040400城镇建设040500工程造价040600建筑设备安装040800供热通风与空调施工运行040900建筑表现0411000城市燃气输配与应用041100给排水工程施工与运行041200市政工程施工041300道路与桥梁工程施工041400铁道施工与养护041500水利水电工程施工041600工程测量041700土建工程检测041800工程机械运用与维修05 加工制造类050100钢铁冶炼050200金属压力加工050300工程材料检测技术050400钢铁装备运行与维护050500有色装备运行与维护050600建材装备运行与维护050700有色金属冶炼050800建筑与工程材料050900硅酸盐工艺及工业控制051000选矿技术051100机械制造技术051200机械加工技术051300机电技术应用051400数控技术应用051500模具制造技术051600机电设备安装与维修051700汽车制造与检修051800汽车电子技术应用051900船舶制造与修理052000船舶机械装置安装与维修052100金属热加工052200焊接技术应用052300机电产品检测技术应用052400金属表面处理技术应用052500工业自动化仪表及应用052600医疗设备安装与维护052700电机电器制造与维修052800光电仪器制造与维修052900制冷和空调设备运行与维修053000电气运行与控制053100电气技术应用053200电子电器应用与维修053300电子材料与元器件制造053400微电子技术与器件制造06 石油化工类060100化学工艺060200工业分析与检验060300石油炼制060400化工机械与设备060500化工仪表及自动化060600精细化工060700生物化工060800高分子材料加工工艺060900橡胶工艺061000林产化工061100核化学化工061200火炸药技术061300花炮生产与管理07 轻纺食品类070100制浆造纸工艺070200平面媒体印制技术070300塑料成型070400纺织技术及营销070500纺织高分子材料工艺070600丝绸工艺070700染整技术070800针织工艺070900服装制作与生产管理071000皮革工艺071100食品生物工艺071200民族风味食品加工制作071300粮油饲料加工技术071400粮油储运与检验技术071500家具设计与制作08 交通运输类080100铁道运输管理080200电力机车运用与检修080300内燃机车运用与检修080400铁道车辆运用与检修080500电气化铁道供电080600铁道信号080700城市轨道交通运营管理080800城市轨道交通车辆运用与检修080900城市轨道交通供电081000城市轨道交通信号081100船舶驾驶081200轮机管理081300船舶水手与机工081400船舶电气技术081500船舶通信与导航081600外轮理货081700船舶检验081800港口机械运行与维护081900工程潜水082000水路运输管理082100民航运输082200飞机维修082300航空服务082400航空油料管理082500汽车运用与维修082600汽车车身修复082700汽车美容与装潢082800汽车整车与配件营销082900公路运输管理083000公路养护与管理09 信息技术类090100计算机应用090200数字媒体技术应用090300计算机平面设计090400计算机动漫与游戏制作090500计算机网络技术090600网站建设与管理090700网络安防系统安装与维护090800软件与信息服务090900客户信息服务091000计算机速录091100计算机与数码产品维修091200电子与信息技术091300电子技术应用091400数字广播电视技术091500通信技术091600通信运营服务091700通信系统工程安装与维护091800邮政通信管理10 医药卫生类100100护理100200助产100300农村医学100400营养与保健100500康复技术100600眼视光与配镜100700医学检验技术100800医学影像技术100900口腔修复工艺101000医学生物技术101100药剂101200中医护理101300中医101400藏医医疗与藏药101500维医医疗与维药101600蒙医医疗与蒙药101700中医康复保健101800中药101900中药制药102000制药技术102100生物技术制药102200药品食品检验102300医疗器械维修与营销102400制药设备维修102500计划生育与生殖健康咨询102600人口与计划生育管理102700卫生信息管理102800医药卫生财会11 休闲保健类110100美容美体110200美发与形象设计110300健体塑身110400休闲服务12 财经商贸类120100会计120200会计电算化120300统计事务120400金融事务120500保险事务120600信托事务120700商品经营120800专卖品经营120900连锁经营与管理121000市场营销121100电子商务121200国际商务121300商务英语121400商务日语121500商务德语121600商务韩语121700商务俄语121800商务法语121900物流服务与管理122000房地产营销与管理122100客户服务13旅游服务类130100酒店服务与管理130200旅游服务与管理130300旅游外语130400导游服务130500景区服务与管理130600会展服务与管理130700中餐烹饪130800西餐烹饪130900钟表维修14文化艺术类140100社会文化艺术140200广播影视节目制作140300播音与节目主持140400影像与影视技术140500图书信息管理140600出版与发行140700文物保护技术140800音乐140900舞蹈表演141000戏曲表演141100曲艺表演141200戏剧表演141300杂技与魔术表演141400木偶与皮影表演及制作141500乐器修造141600计算机音乐制作141700动漫游戏141800网页美术设计141900数字影像技术142000工艺美术142100美术绘画142200美术设计与制作142300商品画制作与经营142400服装设计与工艺142500服装展示与礼仪142600皮革制品造型设计142700珠宝玉石加工与营销142800民间传统工艺142900民族音乐与舞蹈143000民族乐器修造143100民族美术143200民族服装与服饰143300民族织绣143400民族民居装饰143500民族工艺品制作15体育与健身类150100运动训练150200休闲体育服务与管理150300体育设施管理与经营16教育类160100学前教育17司法服务类170100法律事务170200社区法律服务170300保安18公共管理与服务类180100办公室文员180200文秘180300商务助理180400公关礼仪180500工商行政管理事务180600人力资源管理事务180700物业管理180800产品质量监督检验180900民政服务与管理181000社区公共事务管理181100社会保障事务181200社会福利事业管理181300家政服务与管理181400老年人服务与管理181500现代殡仪技术与管理。
《汽车材料与金属加工》课程标准(2014.12.26修改).

《汽车材料与金属加工》课程标准一、前言(一)课程的性质本课程是一门学习有关汽车材料与金属机件的工艺方法的综合性技术科学的课程,是中等职业学校汽车运用与维修专业必修基础课。
开设本课程的目的是使学生懂得有关金属材料和其它工程材料的基本知识,了解常用金属材料的成分、组织、性能之间的关系。
了解铸造、焊接、切削加工的工艺基础知识,为学习其它课程和从事生产技术工作打好必要的基础。
本课程以物理为基础,在学生通过钳工技能训练教学实习后开设。
本课程与《机械识图》、《机械基础》等课程配合,并为学习其它有关课程奠定必要的汽车材料与金属加工方面的基础知识。
(二)设计思路本课程是依据《全国中等职业技术学校汽车类专业教材》的要求,按工作任务模式设计,知识要求与技能要求以运用汽车材料能力为主,来提升学生掌握汽车材料的能力。
本课程的目标定位是掌握汽车材料的牌号、性能、用途及选用原则,具备一定的选材能力,为后续其它专业技能课的学习打下基础。
本课程内容是按照教学大纲的要求,根据学生需要达到的技能档次来确定。
依据学生实际需求,将学生的要求层次分为了解汽车材料与运用汽车材料两个。
按照先了解,再运用的要求进行安排。
课程内容突出对学生材料选用的实际能力的训练,理论知识的选取紧紧围绕汽车材料的牌号、性能、用途与金属零件的加工方法的需要来进行,同时又充分考虑了中等职业教育对理论知识学习的需要,注重对知识、技能的要求。
在课程内容编排上,按照汽车选用的材料构成比及分类分成不同的工作任务,每个工作任务列出了相应知识要求与能力要求。
在授课过程中,老师可运用多媒体教学,结合典型案例进行材料分析,从“知识、技能”二方面进行综合评价,做到边学、边想、边分析,培养独立思考、分析问题的能力,真正达到理论与实践的课堂教学。
在课程的教学内容上运用多种媒体并实现合理配置进行教学。
教学媒体设置有文字主教材、教学视频及多媒体课件。
要求学生自学文字主教材进行预习,通过面授课和教学视频及多媒体课件的学习,按照习题集的作业练习来帮助理解基本理论知识。
汽车典型零件制造技术
7
粗车-半精车一粗磨-精磨超精加工
IT5
0.12-0.l
主要用于 淬火钢,也 可用于未 淬火钢,但 不宜加工 有色金属
Hale Waihona Puke 主要用于8粗车-半精车-精车-精细车 (金刚石车)
IT6~7
0. 025~0.4
要求较高 的有色金
属加工
9
粗车-半精车-粗磨-精磨超精磨(或镜面磨)
IT5以上
0.006~0.025
极高精度
12.5~50
2 粗车一半精车
IT8~IT10
3 粗车一半精车—精车
4
粗车-半精车-精车-滚 压(或抛光)
IT7~IT8 IT7~IT8
3.2~6.3 0.8~1.6 0.025~0.2
适用于淬 火钢以外 的各种金
属
5 粗车一半精车-磨削
IT7~IT8 0.4~0.8
6 粗车一半精车-粗磨-精磨 IT6~IT7 0.1~0.4
工艺尺寸链的特征
尺寸链由一个自然形成的尺寸与若干个直接得到的尺寸所组成。 尺寸链一定是封闭的,且各尺寸按一定的顺序首尾相接。
尺寸链的组成
组成尺寸链的各个尺寸称为尺寸链的环
分为封闭环和组成环 封闭环 在加工(或测量)过程中最后自然形成的环称为封闭环 每个尺寸链必须有且仅能有一个封闭环。 组成环 在加工(或测量)过程中直接得到的环称为组成环。 按其对封闭环的影响,可分为增环和减环
大批大量生产的产品,可采用专用设各和工艺装备,如多刀、多轴机床或自动机 床等,将工序集中,也可将工序分散后组织流水线生产。但对一些结构简单 的产品,如轴承和刚性较差、精度较高的精密零件,则工序应适当分散。
设备与工装选择
机床的选择
《汽车材料与金属加工》课程标准

汽车运用与维修专业《汽车材料与金属加工》课程标准目录一、适用对象 (1)二、课程性质 (1)三、课程目标 (1)四、课程设计思路 (2)五、课程内容与教学要求 (2)六、实施建议 (3)七、课程实施资源 (4)汽车运用与维修专业《汽车材料与金属加工》课程标准一、适用对象中职三年制汽车运用与维修专业。
二、课程性质《汽车材料与金属加工》是汽车运用与维修专业的专业基础课。
该课程设计以工作过程为导向,通过对汽车维修行业岗位的职责进行分析,提炼出典型工作任务,通过案例研究、项目教学、知识迁移、计划演练、角色扮演、引导课文等教学方法,以及独立学习、小组学习、双人工作等教学组织形式,培养学生的汽车定损实践能力。
三、课程目标:1.知识目标(1)熟悉汽车金属材料的力学性能;(2)能正确识别汽车上使用的有色金属及合金件;(3)掌握汽车用燃料、润滑材料及工作液使用性能;会正确选用合理选用。
有关燃料、润滑材料及工作液方面的故障。
(4)掌握更换常见油液、润滑材料及工作液的方法和步骤。
2.技能目标(1)了解常见有色金属及合金的性能;了解铝、铜及轴承合金牌号及应用。
(2)了解汽车橡胶件的选择和鉴别。
掌握轮胎的结构和类型。
(3)了解汽车上的塑料件的选配和鉴别。
(4)掌握汽油的使用性能,了解其评价指标。
熟悉各种代用能源的基本知识,了解未来汽车燃料发展的方向。
(5)掌握各种油类的正确选用、分类及规格。
掌握各类油的选用、更换方法及使用注意事项。
3.素质目标(1)终身学习意识及旺盛的学习的热情(2)爱岗敬业等良好的职业道德(3)有创新精神四、课程设计思路在课程的学习过程之中引入了学生课后实训的内容。
旨在学习本课程的同时,通过进行有针对性的仿真实训内容,从而达到加强学生的实操能力的目的。
在教学过程中,本课程通过紧密结合汽车产业发展现状,把汽车材料的运用和发展与实际工作结合起来,做好汽车事故现场勘查的铺垫。
通过汽车材料论知识的学习和掌握,以及对汽车事故的剖析和研究更进一步掌握理论并且加以应用。
3专业目录列表(统稿0317)

3~4年
高职:金属材料与热处理 材料工程技术 本科:材料科学与工程 金属材料工程
05 加工制 工程材料 050300 造类 检测技术
材料化学检测 金属材料物理检测 无机非金属材料物理检 测 节能与环境检测
6-26-01-01建材化学分析工 6-26-01-02材料成分检验工 6-26-01-03材料物理性能检验工 X6-26-01-43合成材料测试员 建材物理检验工 室内环境检测员# 6-07-06-05维修电工 6-06-01-01机修钳工 6-04-02-05焊工 设备巡检工 X6-06-99-01设备点检员
金属矿选矿 非金属矿选矿
3~4年
高职:选矿技术 本科:矿物加工工程
05 加工制 机械制造 051100 造类 技术
通用机械制造 工程机械制造 化工机械制造 冶金机械制造 农业机械制造 轻工机械制造 纺织机械制造 机械产品再制造技术
装配钳工 车工 铣工 数控车工 磨工 组合机床操作工 制齿工 工具钳工
基本学制
继续学习专业举例
05 加工制 建筑与工 050800 造类 程材料
3~4年
高职:高分子材料应用技术 本科:复合材料与工程
硅酸盐工 05 加工制 050900 艺及工业 造类 控制
水泥工艺 玻璃工艺 陶瓷工艺 耐火材料工艺
3~4年
高职:材料工程技术 本科:无机非金属材料工程
05 加工制 051000 选矿技术 造类
05 加工制 汽车电子 051800 造类 技术应用
汽车智能管理系统安装 与维护 汽车电子检测与维修
维修电工 汽车修理工 汽车维修电工
3~4年
高职:汽车电子技术 应用电子技术 本科:电气工程及其自动化 电子科学与技术 高职:机械设计与制造 机械制造与自动化 船舶工程技术 船舶检验 本科:机械设计制造及其自动 化 机械工程及自动化 高职:机械设计与制造 机械制造与自动化 船舶工程技术 船舶检验 本科:机械设计制造及其自动 化 机械工程及自动化 高职:机械设计与制造 金属材料与热处理技术 材料成型与控制技术 本科:金属材料工程 材料成型及控制工程
汽车车身钣金基本工艺

铆钉连接工艺
01
工艺特点
铆钉连接是一种快速、简单的连接方式,适用于厚度较小的钣金件。铆
钉连接的优点是连接牢固、美观,且不需要使用外部材料。
02 03
工艺流程
首先将铆钉插入钣金件中,然后用铆钉枪将铆钉头部击打变形,使之与 钣金件紧密贴合。在铆钉连接过程中,需要注意铆钉的长度和枪头的压 力,以确保连接的牢固性和稳定性。
04
车身钣金件连接工艺
螺栓连接工艺
工艺特点
螺栓连接是一种常见的连接方式,适用于各种厚度的钣金 件。螺栓连接的优点是易于安装、拆卸,且具有较好的抗 震性能。
工艺流程
首先在钣金件上打孔,然后将螺栓拧入,最后用螺母拧紧 。在拧紧螺栓时,需要控制预紧力,以保证连接的牢固性 和稳定性。
注意事项
在螺栓连接过程中,需要注意孔位的精度和螺栓的长度, 以确保连接的可靠性。同时,还需要对螺栓进行定期维护 和更换,以避免出现松动和损坏的情况。
02
车身钣金件材料与特性
钢材的种类和特性
低碳钢
具有较好的塑性和焊接性能,主要用于车身结构件和覆盖件。
高强度钢
具有较高的强度和硬度,用于提高车身的抗碰撞能力。
不锈钢
具有较好的耐腐蚀性和美观性,用于车身装饰件和加强件。
铝合金的种类和特性
铸造铝合金
具有较好的铸造性和耐腐蚀性,用于 车身结构件和覆盖件。
实施精益生产
03
通过消除浪费、降低成本、提高生产效率和质量,实现高效生
产。
生产流程再造实施方法
深入分析现有生产流程
通过对现有生产流程进行深入分析,找出瓶颈 和影响效率的环节。
设计新的生产流程
根据分析结果,设计新的生产流程,优化工艺 流程和操作步骤。
职业工种分类目录

职业工种分类目录修工、电力变压器检修工、电力设备安装调试工、电力设备试验工电力设备维修人员包括锅炉本体设备检修工、汽轮机本体设备检修工、发电厂电动机检修工、电力变压器检修工、电力设备安装调试工、电力设备试验工等。
他们的主要职责是对电力设备进行维修、检修、安装、调试和试验等工作,确保电力设备的正常运行。
这些人员需要具备一定的电力知识和技能,能够熟练操作各种电力设备和工具。
消防人员包括灭火员、防火员、建(构)筑物消防员、楼宇智能化设备安装及管理师等。
他们是保障公共安全的重要力量,主要职责是进行火灾扑救、灭火和救援等工作,确保人民生命财产安全。
这些人员需要具备一定的消防知识和技能,能够熟练操作各种消防设备和工具。
中餐烹饪人员主要包括中式烹调师、中式面点师及其他中餐烹饪人员,而西餐烹饪人员则包括西式烹调师、西式面点师及其他西餐烹饪人员。
这些人员需要具备丰富的烹饪经验和技能,能够根据客人的需求和口味,制作出美味可口的中西餐食品。
金属轧制人员包括轧制原料工、金属轧制工、铸轧工、金属挤压工及其他金属轧制人员。
他们的主要职责是对金属材料进行加工和处理,生产出各种规格的金属制品。
这些人员需要具备一定的金属加工知识和技能,能够熟练操作各种金属加工设备和工具。
工艺美术专业人员包括会展策划师、广告设计人员、陈列展览设计人员、室内装饰设计员等。
他们的主要职责是根据客户的需求和要求,设计和制作各种展览、广告和装饰品。
这些人员需要具备一定的艺术和设计知识和技能,能够熟练使用各种设计软件和工具。
铸铁管人员包括XXX、铸管精整工及其他铸铁管人员。
他们的主要职责是对铸铁管进行生产和加工,生产出各种规格和型号的铸铁管。
这些人员需要具备一定的铸造和加工知识和技能,能够熟练操作各种铸造和加工设备和工具。
特种加工设备操作人员包括电切削工及其他特种加工设备操作人员。
他们的主要职责是对各种特种材料进行加工和处理,生产出各种规格和型号的特种制品。
6-3-2:工程技术领域专业技术职称与职业(工种)职业技能评价对应表(试行)
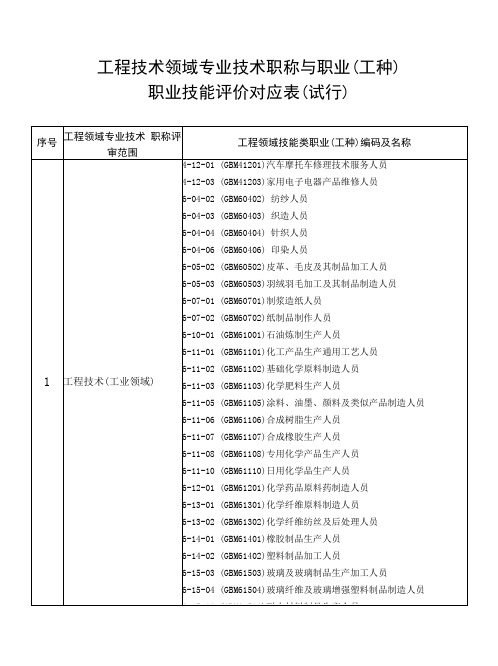
工程技术领域专业技术职称与职业(工种) 职业技能评价对应表(试行)6-16-02 (GBM61602) 石油和天然气开采与储运人员6-17-08 (GBM61708) 半导体材料制备人员6-17-10 (GBM61710) 硬质合金生产人员6-18-03 (GBM61803) 机械表面处理加工人员6-18-04 (GBM61804) 工装工具制造加工人员6-19-01 (GBM61901) 五金制品制作装配人员6-20-01 (GBM62001) 通用基础件装配制造人员6-20-03 (GBM62003) 金属加工机械制造人员6-20-04 (GBM62004) 材料搬运设备制造人员6-20-05 (GBM62005) 泵、压缩机、阀门及类似机械制造人员6-20-06 (GBM62006) 烘炉、水处理、衡器等设备制造人员6-21-04 (GBM62104) 电子专用设备装配调试人员6-22-01 (GBM62201) 汽车零部件、饰件生产加工人员6-22-02 (GBM62202) 汽车整车制造人员6-24-01 (GBM62401) 电机制造人员6-24-02 (GBM62402) 输配电及控制设备制造人员6-24-03 (GBM62403) 电线电缆、光纤光缆及电工器材制造人员6-24-05 (GBM62405) 家用电力器具制造人员6-24-07 (GBM62407) 照明器具制造人员6-25-01 (GBM62501) 电子元件制造人员6-25-02 (GBM62502) 电子器件制造人员6-25-04 (GBM62504) 电子设备装配调试人员6-27-01 (GBM62701) 废料和碎屑加工处理人员6-30-05 (GBM63005) 通用工程机械操作人员6-31-01 (GBM63101) 机械设备修理人员6-31-03 (GBM63003) 检验试验人员山东省人力资源和社会保障厅办公室2020年n月18日印发校核人:刘海鹏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《汽车制造工艺学》实验指导书马跃林编写适用专业:汽车专陕西理工学院机械工程学院2011年 5 月前言本课程以机械制造为主要研究对象,介绍了金属切削理论、机械制造工艺理论、机床传动系统及结构和夹具设计等有关知识,同时吸收新技术、新工艺,反映机械制造领域的最新进展。
为满足教学目的和教学基本要求,使学生掌握切削基本条件的选择、加工设备的调整计算和加工误差的控制,本课程宜作4学时实验(机自专业专科、热能专业专科)。
实验名称见下表:序号实验名称性质学时1 用生产法测量机床刚度必作 22 车刀几何角度测量选作23 统计分析法的应用 2实验一:用生产法测量机床刚度实验学时:2h 实验类型:验证实验要求:必修 一、实验目的通过实验使学生了解、巩固所学的刚度理论,使学生熟悉金属切削机床刚度的测定方法,并获得机床刚度影响零件精度的具体概念。
二、实验原理、方法和手段用生产法测定机床刚度的实质是:在加工加工余量不均匀的毛坯时,工艺系统会随着加工余量的变化而产生相应的弹性变形,引起工件的尺寸变动。
于是根据毛坯余量和工件尺寸的变动量,就可以计算工艺系统(或机床)的刚度。
本实验采用车削偏心毛坯来测量车床刚度,偏心环夹持心轴结构(如 图一)。
工件图5.1 心轴结构当加工偏心毛坯时,在毛坯一转内切削深度作有规律的变化(即由t 最小到t 最大,再由t 最大到t 最小),这就引起了切削力的相应变化,工艺系统也产生了相应的弹性变形(位移),使得加工后试件的径向尺寸有了变化(不是圆形)。
这就是所谓的误差复映规律。
工件在车床上车削时,系统的弹性位移大小决定于机床、刀具和工件的刚度,即:工件刀具机床系统K K K K 1111++=因为车刀在径向的刚度比起机床和工件在同方向的刚度要大得多,所以在计算时可以不考虑车刀的变形,即1−→−刀具K假如试件(毛坯)的刚度远远超过机床的刚度(依靠增大毛坯的直径来达到),则试样的变形在计算时亦可以不计,即1−→−工件K于是:机床系统K K 11=因此,当利用上述生产法来测定机床刚度时,可以采用刚度公式:yF K y =机床根据切削力的公式可知,径向切削力FY 可以通过切向切削力FZ 来表示:Z y F F ⋅=λFZ FZ Y X ap Z f ap C F ⋅⋅=在本实验给定的条件下75.0100f ap F Z ⋅=所以 75.0100f ap F y ⋅⋅⋅=λ 式中:ZYF F =λ,在刀具材料为YT15,γ=80,α=100,Kr=750,Kr'=150,r=1~2mm(刀尖圆弧半径)时,λ=0.3。
当加工偏心毛坯时,切削深度在a p 最小到a p 最大之间变化,而机床部件的弹性位移亦相应于切削深度在y最小到y最大之间变化。
在一次走刀中,切削条件和进给量f 不变,则C f =⋅⋅75.0100λ为常数。
根据误差复映规律,有:)(最小最大机床最小最大p p a a K CY Y -=- 令 Y最大-Y最小=△工件————加工后工件的径向跳动a p 最大-a p 最小=△毛坯————加工前毛坯的径向跳动代入上式得: ελ75.0100f C K ⋅⋅=∆∆⋅=工件毛坯机床毛坯工件∆∆=ε————称为误差复映系数用生产法测定机床刚度不能直接测出机床各部件的位移量,而只能测出三个不同位置工件的径向振摆量,并对这三个振摆量进行运算,算出在此三处的机床刚度K 机床头、K 机床中、K 机床尾,其中:⎪⎪⎪⎪⎩⎪⎪⎪⎪⎨⎧+=++=+=刀架尾架机床尾刀架尾架头架机床中刀架头架机床头)(K K K K K K K K K K 111111411111 联立上述三个方程式就能解出机床三个部件的刚度K 头架、K 刀架、K 尾架。
四、实验条件1、CW6140车床一台;2、特殊心轴一套(带工件);3、百分表及表座一套(量程为10mm ,带磁力表座);4、750外圆车刀一把。
5、记录用纸(自带)。
五、实验步骤1、用油石研磨车刀;2、安装车刀,使刀尖高度与顶尖中心重合,刀具悬伸长度取20~30毫米;3、将试件安装在特殊心轴上,或将试件在心轴上松开后,沿着前次实验所在位置顺时针旋转600再夹紧;4、在特殊心轴前后顶尖孔中涂上润滑脂后,装在机床的前后顶尖上;5、用百分表测出工件的偏摆量,并标出试件最高点和最低点的位置;6、熟悉机床操作系统,选取转速和进给量,进行必要的润滑;7、开始车削后调整切削深度使p m i n a =0.2-0.3mm ,即按最高点进刀深度p m a x a =6.2-6.3mm;8、自右至左切削三个试件;9、加工完毕,在机床上用百分表分别测量三个试件的径向跳动量; 10、清理机床、试件和工具。
六、思考题1.加工前后工件直径的最大、最小位置是否重合?如果不,试分析其原因。
2.从加工的角度考虑,如何才能提高工件的加工尺寸精度?七、实验报告1、实验名称、实验用仪器设备的名称、型号和规格;2、测定时所用刀具切削用量参数及测定读数记录;3、计算三个位置的机床系统刚度(按极限误差值计算);4、计算机床三大部件刚度K头架、K刀架、K尾架,计算工序能力系数C P。
5、综合分析实验结果与机床三大部件刚度的理论要求是否一致,确定工序加工能力等级,分析工序加工能力强弱。
八、其它说明1、安装心轴前,松开尾架座,移动尾架座使两个死顶尖之间的距离略大于夹具心轴的距离,然后紧固。
应注意尽量缩短尾架套筒的悬伸长度;2、转动尾架手轮,使心轴在死顶尖间转动时松紧适度;3、测量试件最高点和最低点附近的部位,以便测得试件的最大径向跳动量,在试件转到不需测量的部位时,注意提起表头,以免磨损;4、由于心轴较重,装拆时须注意安全;5、计算结果刚度值若为负值,直接取正即可。
实验二:车刀几何角度测量实验学时:2学时实验类型:验证实验要求:选作一、实验目的1. 熟悉车刀切削部分的构成要素,掌握车刀静态角度的参考平面、参考系及车刀静态角度的定义:2. 了解车刀量角台的结构,学会使用量角台测量车刀静态角度;3. 绘制车刀静态角度图,并标注出测量得到的各角度数值。
4. 巩固和加深对刀具几何角度定义的理解。
二、实验内容测量车刀的正交参考系、法平面及假定工作平面内的几何角度,并分别画图标注。
三、实验原理、方法和手段车刀的静态角度可以用车刀量角台进行测量,其测量的基本原理是:按照车刀静态角度的定义,在刀刃选定点上,用量角台的指针平面(或侧面或底面),与构成被测角度的面或线紧密贴合(或相平行、或相垂直),把要测量的角度测量出来。
车刀量角台的结构如图2-1所示。
圆形底盘2的周边,刻有从0°起向顺、逆时针两个方向各100°的刻度。
其上的工作台5可以绕小轴7转动,转动的角度,由固连于工作台5上的工作台,指针6指示出来。
工作台5上的定位块4和导条3因定在图2-1 车刀量角台1—支脚2—底盘3—导条4—定位块5—工作台6—工作台指针7—小轴8—螺钉轴9—大指针10—销轴11—螺钉12—大刻度盘13—滑体14—小指针15—小刻度值16—小螺钉17—旋钮18—弯板19—大螺帽20—立柱一起,能在工作台5的滑槽内平行滑动。
立柱20固定安装在底盘2上,它是一根矩形螺纹丝杠,旋转丝杆上的大螺帽19,可以使滑体13沿立柱(丝杠)20的键槽上、下滑动。
滑体13上用小螺钉16固定装上一个小刻度盘15,在小刻度盘15的外面,用旋钮17将弯板18的一端锁紧在滑体13上。
当松开旋钮17时,弯板18以旋钮17为轴,可以向顺、逆时针两个方向转动,其转动的角度用固连于弯板18上的小指针14在小刻度盘15上指示出来。
在弯板18的另一端,用两个螺钉11固定装上一个扇形大刻度盘12,其上4用特制的螺钉轴8装上一个大指针9。
大指针9可以绕螺钉轴8向顺、逆时针两个方向转动,并在大刻度盘12上指示出转动的角度。
两个销轴10可以限制大指针9的极限位置。
当工作台指针6、大指针9和小指针14都处在0°时,大指针9的前面a和侧面b垂直于工作台5的平面,而大指针9的底面c平行于工作台5的平面。
测量车刀角度时,就是根据被测角度的需要,转动工作台5,同时调整放在工作台5上的车刀位置,再旋转大螺帽19,使滑体13带动大指针9上升或下降而处于适当的位置,然向用大指针9的前面a (或侧面b、或底面c),与构成被测角度的面或线紧密贴合,从大刻度盘12 上读出大指针9指示的被测角度数值。
三、实验方法(1) 校准车刀量角台的原始位置用车刀量角台测量车刀静态角度之前,必须先把车刀量角台的大指针、小指针和工作台指针全部调整到零位,然后把车刀按图2-1所示平放在工作台上,我们称这种状态下的车刀量角台位置为测量车刀静态角度的原始位置。
(2) 主偏角Kr的测量.从图2-1所示的原始位置起,按顺时针方向转动工作台(工作台平面相当于Pr),让主刀刃和大指针前面a紧密贴合,如图2-2所示,则工作台指针在底盘上所指示的刻度数值,就是主偏角kr的数值。
(3) 刃倾角λs的测量测完主偏角kr之后,使大指针底面c和主刀刃紧密贴合(大指针前面a相当于Ps),如图2-3所示,则大指针在大刻度盘上所指示的刻度数值,就是刃倾角λs的数值。
指针在0°左边为+λs,指针在0°右边为–λs。
(4) 副偏角kr的测量参照测是主偏角kr的方法,按逆时针方向转动工作台,使副刀刃和大指针前面a紧密贴合,如图2-4所示,则工作台指针在底盘上所指示的刻度数值,就是副偏角kr的数值。
图2-2 用车刀量角台测量车刀主偏角图2-3 用车刀量角台测量车刀刃倾角图2-4 用车刀量角台测量车刀副偏角的测量(5) 前面γ的测量,必须在测量完主偏角kr的数值之后才能进行。
前角γ从图2-1所示的原始位置起,按逆时针方向转动工作台,使工作台指针指到底盘上ψr=90°—Kr的刻度数值处(或者从图2-2所示测完主偏角kr的位置起,按逆时针方向使工作台转动90°),这时,主刀刃在基面上的投影恰好垂直于大指针前面a(相当于P),然后让大指针底面c落在通过主刀刃上选定点的前刀面上(紧密贴合),如图2-5所示,则大指针在大刻度盘上所指示的刻度数值,就是正交平面前角γ的数值。
指针在0°右边时为+γ0,指针在0°左边时为–γ。
(6) 后角α的测量在测完前角γ之后,向右平行移动车刀(这时定位块可能要移到车刀的左边,但仍要保证车刀侧面与定位块侧面靠紧),使大指针侧面b和通过主刀刃上选定点的后刀面紧密贴合,如图2-6所示,则大指针在大刻度盘上所指示的刻度数值,就是正交平面后面α0的数值。
指针在0°的数值。
指针在0°左边为+α0,指针在0°右边为—α。