化肥厂高氨氮废水处理工程实例
高效吹脱法折点氯化处理高氨氮废水案例

高效吹脱法折点氯化处理高氨氮废水案例以某化工生产企业废水为例,介绍高效吹脱法+折点氯化处理高氨氮废水的工程实例。
该工程设计规模为3000m3/d,即125m3/h,进水NH3-N质量浓度高达1200mg/L。
实践表明,采用该工艺处理高氨氮废水效果很好,出水NH3-N质量浓度小于15mg/L,可达污水综合排放标准(GB8978-1996)一级排放标准。
1.废水水质某颜料有限公司是目前中国氧化铁行业生产量最大、销售量最高、出口创汇最多的化工企业,年产氧化铁颜料92000吨,产品有氧化铁红、铁黄、铁黑、铁橙、铁棕、铁绿,以及超细、耐高温等深加工系列产品50多个。
设计处理量为3000m3/d,所排放的废水主要是生产工艺废水和地面冲洗废水,经处理后直接排放,要求达到污水综合排放标准(GB8978-1996)一级排放标准,设计进出水质及排放标准见表1。
2.工艺流程工艺选择废水的主要来源为生产工艺废水和地面冲洗废水,由于生产中大量使用铁屑、硝酸、硫酸而引起的,造成废水pH很低,废水中Fe离子、氨氮质量浓度很高。
对废水水量、性质进行分析,对于其中Fe离子,主要采用调节pH、曝气氧化使其转化成Fe(OH)3和Fe(OH)2,从废水中分离出来;对于高氨氮,由于废水水量大,而COD较低,如采用A-O生物脱氮工艺,须补充大量有机碳,必将造成运行成本增大。
且生化脱氮工艺控制要求高,需建造大规模构筑物,占地面积大。
再者,生化系统的运行调试周期达数月之久,方能进入正常。
为此,经过仔细分析比较,再考虑实际操作运行管理方便,采用了高效吹脱+折点氯化法来处理高氨氮废水。
吹脱法用于脱除水中氨氮,即将气体通入水中,使气液相相互充分接触,使水中溶解的游离氨穿过气液界面,向气相转移,从而达到脱除氨氮的目的。
折点氯化一般应用于饮用水消毒,具有不受盐含量干扰,有机物含量越少氨氮处理效果越好,不产生污泥,处理效率高等优点。
污水处理系统处理工艺流程见图1。
高浓度氨氮废水处理方案
高浓度氨氮废水处理方案1. 引言高浓度氨氮废水是一种常见的工业废水,其中含有较高浓度的氨氮物质。
氨氮的高浓度废水对环境造成严重的污染,需要采取适当的处理方法来降低其对环境的影响。
本文将介绍一种针对高浓度氨氮废水的处理方案。
2. 处理原理高浓度氨氮废水处理方案主要依靠氨氧化反应降解氨氮物质。
氨氧化反应是将氨氮氧化为亚硝酸盐和硝酸盐的过程,从而将高浓度氨氮废水转化为低浓度的氨氮废水。
该反应通常依靠合适的菌群来实现,例如:硝化菌和反硝化菌。
3. 处理步骤高浓度氨氮废水处理方案包括以下几个步骤:3.1 氨氮预处理首先,对高浓度氨氮废水进行预处理。
预处理的目的是去除废水中的杂质和颗粒物,以确保后续处理步骤的顺利进行。
预处理可以采用物理方法(如筛网、沉淀等)和化学方法(如中和、氧化等)。
3.2 硝化反应将预处理后的废水送入硝化反应池进行处理。
硝化反应池中加入适量的硝化菌,并提供合适的环境条件,如适宜的温度、氧气供应等。
硝化菌能够将废水中的氨氮氧化为亚硝酸盐和硝酸盐,从而将废水中的氨氮转化为低浓度的氨氮。
3.3 反硝化反应硝化反应后的废水将进入反硝化反应池进行处理。
反硝化反应池中加入适量的反硝化菌,并提供合适的环境条件。
反硝化菌能够利用亚硝酸盐和硝酸盐来进行呼吸代谢,并将其还原为氮气释放到空气中,从而进一步降低废水中的氨氮浓度。
3.4 氨氮浓度监测在处理过程中,需要定期监测废水中的氨氮浓度。
可以使用适当的检测方法,如纳氏反应、电极法等,来确定氨氮的浓度。
监测结果可以用于调整处理过程中的操作参数,以达到更好的处理效果。
4. 处理效果评估处理高浓度氨氮废水的最终目标是将其转化为低浓度的氨氮废水,从而满足相关的排放标准。
处理效果的评估可以通过监测废水中氨氮的浓度来确定。
另外,还可以对处理后的废水进行其他指标的检测,如悬浮物浓度、pH 值等,以评估处理效果的综合情况。
5. 结论针对高浓度氨氮废水的处理,我们可以采用氨氧化反应的方法,通过硝化和反硝化反应将废水中的氨氮转化为低浓度的氨氮。
吹脱+A/O工艺处理氮肥企业高氨氮废水的工程实践

1 氮肥行业氨氮 废水来源及水质状况
氮肥企业生产废水主要来源于造气 、 脱硫 、 合成
和碳化 等工序 。造 气 工 序 造气 炉 生 产 的半 水 煤 气 , 含有未 燃烧 的煤 屑 、 灰分 及 水 溶 性杂 质 , 洗 涤 箱 、 经 洗气塔 用水 清洗 , 温 后送 人 气 柜 。其 洗 涤废 水 水 降 温高 , 含有 悬浮 物 、 化物 、 、 化 物 、 氮等 污 且 氰 酚 硫 氨 染物 。半水煤 气经脱 硫 工序脱 除硫化 氢并 经压缩 后 送 至后 续工序 , 中脱 硫 塔 清 洗过 程 等 排 出 的废 水 其 中含 有硫 化 物 、 氮 、 量 悬 浮物 。合 成 、 氨 少 碳化 等 工 序的废水 含有 氨氮 。尿 素尿液解 析产 生尿 素解析 废 液 。此 外 , 环水 系统 由于水 与空气 长期接 触 , 会 循 也
河南化 工 H N N C E C LID S R E A H MIA U T Y N
2O 1 7年 1
第2 4卷
表 3 不同 p H值 、 温度下氨氮的离解率
%
污泥负荷 0 1 g H 一 / k LS・ ) 曝气装 .5k N ( gM S d , N 置为可变孔 曝气软管 , 配套 罗茨风机 2台 ( 用 1 1 备 , 93 mn ; Q: .5m / i) 曝气池出水 口处设置硝化液 回流泵 2台( 用 1 , 6 h , 1 备 Q= 0m / )硝化液回流比
维普资讯
第 8期
王 献 平 等 : 脱 + / 工艺 处 理 氮肥 企 业 高 氨 氦 废 水 的 工 程 实践 吹 AO
吹脱+ / A O工艺处理氮肥企业高氨氮废水的工程实践
王献平 陶 , 冶 李 韧 ,
氨氮废水的处理方法及案例介绍
氨氮废水的处理方法氨氮废水主要来源于化肥、焦化、石化、制药、食品等行业废水,由于存在一定的隐患问题,因此人们对于这一废水的处理很重视,传统的处理方法有物理法、化学法、物理化学以及生化法等。
(1)生物法传统的生化法主要用于低浓度氨氮废水处理,它是利用微生物的硝化及反硝化作用使氨氮转变为氮气。
低浓度氨氮废水通常具有比低的特点,有些生产废水甚至不含COD,因此采用生物脱氮的方式处理,需要加入碳源,运行成本很高。
常见工艺有A/O或A2/O)和SBR工艺。
其缺点是处理过程对温度和工业废水中某些组分的干扰非常敏感,需要的反应器体积比较大,而且反硝化过程中会产生N2O,易转化为其它影响臭氧层的氮氧化物,反硝化把NH4+这种有价值的物质转化成N2逸入空气,造成浪费。
在A/O工艺中,为了促使反硝化反应顺利进行,一般要求C/N大于3。
(2)蒸汽汽提法蒸汽汽提法是用蒸汽将废水中的游离氨转变为氨气逸出,其处理机理与吹脱法基本相同,也是一个气液传质过程,即在高pH值时,使废水与蒸汽密切接触,从而降低废水中氨浓度的过程。
传质过程的推动力是气相中氨的分压与废水中氨的浓度对应的平衡分压之间的差值。
蒸汽汽提法由于采用的工作介质是蒸汽,氨自废水进入蒸汽中,然后在塔顶精馏成为浓氨水回收,因此无需增加后处理工序。
蒸汽汽提所需蒸汽体积要比空气吹脱法中所需空气体积小得多,因此设备体积较小,占地面积较少。
汽提法比较适用于处理1000mg/L以上的高浓度氨氮废水,对氨氮的去除率可达99%以上,效率高,技术成熟度好。
但是,常规的汽提废水脱氨技术蒸汽消耗量大,处理废水单耗比较高。
蒸汽汽提废水脱氨技术的普及推广应用需要在节能降耗方面加大研究开发的力度。
(3)离子交换法离子交换法适用于氨离子浓度在10~100mg/L的废水。
其原理是选用阳离子交换树脂,将水中的铵离子与树脂上的钠离子交换,从而达到去除铵的目的。
沸石具有从含钠、镁和钙等离子的溶液中有选择地去除氨离子的特点,因而选其作为交换树脂也叫有选择性的离子交换法,穿透的树脂要用2%的氯化钠溶液再生,再生液经过去氨处理后再循环使用,达一定的循环率后排放。
高氨氮废水处理2大案例
高氨氮废水处理2大案例高氨氮废水属于目前污水处理中比较难处理的高浓度废水,下面我们通过两个案例来介绍一下高盐、高氨氮废水的具体处理方法。
1.高盐、高氨氮有机废水处理某化工厂生产二苯甲酮、苯并三氮唑、对硝基苯胺等产品,生产废水量约50t/d。
废水中COD浓度很高,成分复杂,并含有对微生物具有毒性、且不易降解的有机污染物,如硝基苯、苯甲酰氯苯、对硝基氯苯等,B/C小于0.1。
尤其是废水中氨氮与盐分的含量很高,分别为3280mg/L和11000mg/L。
该废水无法直接采用生化处理的方法。
针对废水的水质水量特点,生化处理前设置了预处理工艺。
该厂三股工艺废水的水质水量见表1.1。
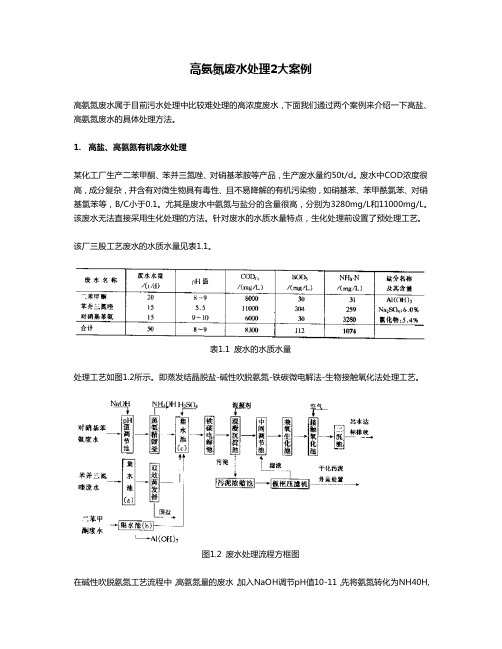
表1.1 废水的水质水量处理工艺如图1.2所示。
即蒸发结晶脱盐-碱性吹脱氨氮-铁碳微电解法-生物接触氧化法处理工艺。
图1.2废水处理流程方框图在碱性吹脱氨氮工艺流程中,高氨氮量的废水,加入NaOH调节pH值10-11,先将氨氮转化为NH40H,然后再通过汽提法回收废水中的NH40H。
氨氮去除率可达到90%以上,处理出水中的氨氮浓度可降至200mg/L以下。
回收得到的氨水可回用至对硝基苯胺产品的生产工序中。
处理结果见表1.3。
表1.3中的数据表明,碱性吹脱法具有较高的脱氮效果,处理后废水中的氨氮浓度一般在200mg/L 左右。
废水中的剩余氨氮,则在A/O法生物处理过程中加以去除。
由于A/0法生物脱氮工艺脱氮效果一般在70%左右,而生化进水中的氨氮浓度一般在140mg/L左右,尚难保证氨氮的达标排放,有待完善与改进。
表1.3 碱性吹脱法的去除氨氮的效果该工艺的处理出水除氨氮外,所有指标均低于国家规定的排放标准。
表1.4是环保部门验收监测的结果。
表1.4 验收监测数据2.低氨氮有机废水处理某肉类联合加工厂,全年可宰杀加工90万头生猪。
生产鲜冻猪肉、分割肉小包装产品和熟肉制品以及冷藏,油脂、血粉加工等综合利用产品。
日废水排放量2430t。
氨氮废水处理

氨氮废水处理随着化肥、石油化工等行业的迅速发展壮大,由此而产生的高氨氮废水也成为行业发展制约因素之一。
过量氨氮排入水体将导致水体富营养化,降低水体观赏价值,并且被氧化生成的硝酸盐和亚硝酸盐还会影响水生生物甚至人类的健康。
因此,废水脱氮处理受到人们的广泛关注。
一、氨氮检测的污水预处理方法水样带色或浑浊以及含其它一些干扰物质,影响氨氮的测定。
为此,在分析时需作适当的预处理。
对较清洁的水,可采用絮凝沉淀法;对污染严重的水或工业污水,则用蒸馏法消除干扰。
水样的采集与保存水样采集在聚乙烯瓶或玻璃瓶内,并应尽快分析,必要时可加硫酸将水样酸化至pH小于2,于2~5℃下存放。
酸化样品应注意防止吸收空气中的氨而玷污。
一、絮凝沉淀法实验原理:加适量的硫酸锌于水样中,并加氢氧化钠使呈碱性,生成氢氧化锌沉淀,再经过滤除去颜色和浑浊等。
实验设备: 100ml具塞比色管。
试剂10%硫酸锌溶液;称取10g硫酸锌溶于水,稀释至100ml。
25%氢氧化钠溶液:称取25g氢氧化钠溶于水,稀释至100ml,贮于聚乙烯瓶中。
硫酸,密度1.84。
实验步骤:用量桶量取100ml水样,倒入200ml烧杯中,加入1ml%的硫酸锌溶液和0.1~0.2ml25%氢氧化钠溶液,调节pH至10.5左右,混匀,放置使沉淀,用经无氨水充分洗涤过的中速滤纸过滤,弃去初滤液20ml。
二、蒸馏法实验原理:调节水样的pH使在6.0~7.0的范围,加入适量氧化镁使呈微碱性,蒸馏释放出的氨被吸收于硫酸或硼酸溶液中。
采用纳氏比色法,以硼酸溶液微吸收液。
实验设备: 带氮球的定氮蒸馏装置:500ml凯氏烧瓶、氮球、直形冷凝管和导管试剂水样稀释及试剂配置均用无氨水。
1)无氨水的制备蒸馏法:每升蒸馏水中加入0.1ml盐酸,在全玻璃蒸馏器中重蒸馏,弃去50ml初馏液,接取其余馏出液于具塞磨口的玻璃瓶中,密塞保存。
2)1mol/L盐酸溶液3)1mol/L氢氧化钠溶液4)轻质氧化镁(MgO):将氧化镁在500℃下加热,以除去碳酸盐。
某粉体材料厂高盐氨氮废水处理工程实例
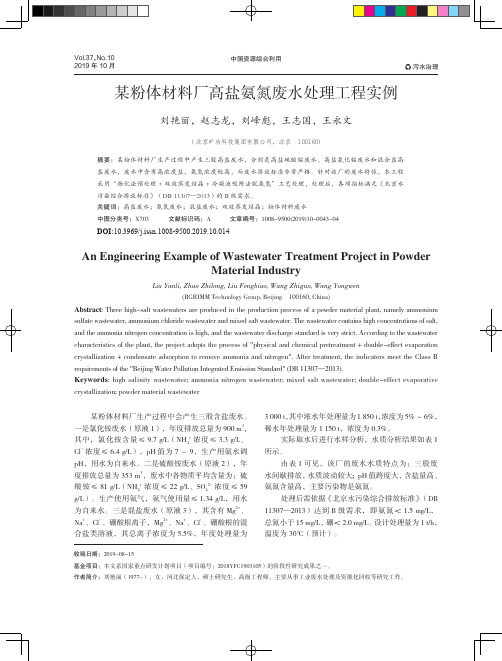
图1 废水处理工艺流程
1.1 预处理系统
图2 双效蒸发原理- 44 -
1.5 h。
根据经验,双效蒸发系统冷凝水中的氨氮含量
左右,其氨氮含量远超过北京市地方
排放标准,经过脱氨工艺技术对比,笔者发现,生化图3 冷凝水除氨氮系统工艺流程
主要设备设计参数
预处理系统主要设备及构筑物规格参数如表2
双效蒸发结晶系统
双效蒸发结晶系统主要设备及构筑物规格参数冷凝水氨氮处理系统
氨氮处理系统设备配置如表
表2 预处理系统主要设备及构筑物参数编号名称材质规格尺寸
1混盐废水储罐玻璃钢
2硫酸铵废水储罐玻璃钢
3氯化铵废水储罐玻璃钢
4氯化镁反应池玻璃钢
5废水沉淀池玻璃钢
6中间水池玻璃钢
7氢氧化钠投加装置玻璃钢
8絮凝剂投加装置玻璃钢
表3 蒸发结晶系统主要设备及构筑物参数名称规格
预热器加热面积5 m2;壳程316L;管材TA2
一效加热器加热面积:26 m2;壳程316L;管材TA2一效结晶器材质TA2
二效加热器加热面积26 m2;壳程316L;管材TA2二效结晶器材质TA2
高效冷凝器换热面积:48 m2;壳程:316L;管材:TA2冷却结晶器材质2205;夹套304不锈钢
循环冷却水储罐容量1 m3
出料泵流量1.0 m3/h、扬程30 m、材质TA2
序号。
0158.某化肥厂氨氮废水处理实例
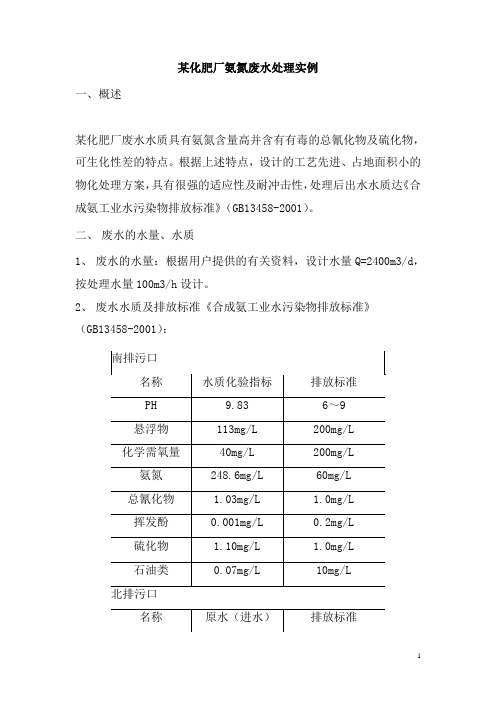
某化肥厂氨氮废水处理实例一、概述某化肥厂废水水质具有氨氮含量高并含有有毒的总氰化物及硫化物,可生化性差的特点。
根据上述特点,设计的工艺先进、占地面积小的物化处理方案,具有很强的适应性及耐冲击性,处理后出水水质达《合成氨工业水污染物排放标准》(GB13458-2001)。
二、废水的水量、水质1、废水的水量:根据用户提供的有关资料,设计水量Q=2400m3/d,按处理水量100m3/h设计。
2、废水水质及排放标准《合成氨工业水污染物排放标准》(GB13458-2001):三、设计依据本工程设计方案的编制,主要技术依据如下:1、用户提供的水量、水质等有关资料。
2、《合成氨工业水污染物排放标准》(GB13458-2001)3、《污水综合排放标准》(GB8978-1996);4、室外排放设计规范(GBJ14-1996);5、《水处理设备制造技术条件》(JB2932-86);6、环境噪声标准(GB5096-93);7、给水排水工程和废水处理工程建设有关技术规范;8、我厂所完成同类工程所取得的实际经验和实际工程参数;9、通用电器设备配电设计规范(GB50055-93)。
四、设计范围及原则1、本工程设计范围为废水处理系统入口至处理后水排放出口为止,包括工艺设计、设备设计,提供资料图及电器控制设计。
2、处理设备采用成熟、可靠、稳定的处理工艺,出水水质达到排放标准《合成氨工业水污染物排放标准》(GB13458-2001)。
3、设备的构件需经济合理,投资省,占地少,运行费用低。
4、在设计中充分、考虑了二次污染的防治,合理解决了污泥、噪声及臭气的控制。
5、在工艺设计时,有较大的灵活性,可调性,以适应水量、水质的周期变化。
五、设备施工范围a)处理设施设备部分将由我厂负责提供,包括其内部的附件。
b)废水处理土建设施业主负责施工。
c)处理设备的总电源将由业主接至设备配电箱。
d)总配电箱至各电器将由我厂负责。
e)处理设备的全套配件由我厂提供。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
化肥厂高氨氮废水处理工程实例
摘要:作为一个农业大国,化肥工业已经成为我国的基础产业。
化肥厂既是用水大户,也是污水排放大户,化肥废水排放量占到工业废水排放总量的10%左右。
化肥废水含有较高浓度的氨氮,不经处理直接排放会引起水体污染,造成水体富营养化。
因此,加强化肥工业氨氮废水处理,实现高效的脱氮效率具有非常重要的意义。
唐山市玉田化肥厂污水处理站采用缺氧/好氧(A/O)工艺处理厂区高氨氮化工废水,经过调试运行得出,A/O工艺氨氮去除率高,出水效果非常好。
关键字:氨氮A/O 化肥厂
1、工程概况
唐山玉田化肥厂,造气岗位生产的半水煤气采用湿法脱硫后,经联合式氮氢气压缩机压缩至2.1MPa送往全低变换,精脱硫、变压吸咐脱碳、二氧化碳气体送往尿素,净化气体精脱硫送联合式氮氢气压缩机四入压缩至12.5MPa去醇化系统,醇化后送压缩机六级压缩22MPa(26MPa)送烃化及合成氨系统。
尿素采用气提法工艺。
处理水量设计为:100m3/h(本工程系统设计为24小时运行)
2、水质
2.1原水水质
PH值:6-9悬浮物(mg/L):400CODcr(mg/L):500氨氮(以N计mg/L):150
2.2出水水质:
PH值:6-9悬浮物(mg/L):≤50CODcr(mg/L):≤70氨氮(以N计mg/L):≤20
3、废水处理工艺的选择
目前脱氮技术可分为物理化学脱氮和生物脱氮两种。
物理化学法采用较多的是吹脱脱氮法,它是利用氨氮在pH值较高的情况下,易于从水中逸出的特性,用大量空气将其吹脱。
生物脱氮法是在有氧的条件下,利用亚硝化菌的作用,将水中的氨氮转化成
亚硝酸氮,再利用硝酸菌的作用转化为硝酸氮;而在厌氧的条件下,硝酸氮和亚硝酸氮由于反硝化菌的作用,被还原为气态氮,从而从水中脱离的过程。
由于氨吹脱法效率不高,而且本工程氨氮废水不是太高,因此,考虑采用“A/O”工艺比较经济。
3.1工艺流程及说明
3.2、废水处理构筑物设计及设备选择
1)调节池
停留时间:7h
附属设备:
潜水推流搅拌机:数量:2台,功率2.2kw/台
一级提升泵:Q=50m3/h H=15m N=4kw 数量:3台(二用一备)
初沉池
数量:1座(钢砼)
水力表面负荷:1.1m3/(m2·h)
附属设备:
中心传动刮泥机:数量:1台直径:10m 功率:0.37kW
A/O池
A池:数量:1座停留时间:16.3h 污泥龄:27d
附属设备:
潜水推流搅拌机:数量:4台功率:7.5kW
加碱装置数量:1套加药量:0.56m3/h
加碳源装置数量:1套加药量:38L/h
O池:数量:1座停留时间:37.3h 污泥回流比:100%混合液浓度:4g/L
附属设备:
鼓风机:风量:38.44m3/min 风压:6m 功率:55kW 数量:3台(2用1备)
内循环泵:水量:300m3/h 扬程:21m 功率:30kW 数量:3台(2用1备)
二沉池
数量:1座
表面负荷:0.9m3/(m2·h)
附属设备:
中心传动刮泥机
数量:1台直径:12m 功率:0.75kW
中间水池
数量:1座
停留时间:1h
附属设备:
二级提升泵:数量:3台(2用1备)流量:50m3/h 扬程:38m 功率:11kW
砂滤器
数量:2台
尺寸:φ2600×4500mm(环氧沥青防腐)
7)出水池/污泥池
初沉池污泥由于含有大量无机物,不宜回流至生化系统,因此将污泥池分为两格,前一格为污泥回流储存污泥,满池后溢流至后一格,初沉、二沉污泥共同在其中进行浓缩。
浓缩后污泥同螺杆泵抽出,送至污泥脱水机。
污泥回流泵:流量:100m3/h 扬程:15m 功率:7.5kW数量:3台(2用1备)
污泥螺杆泵:流量:10m3/h 扬程:0.6MPa 功率:7.5kW数量:2台(1用1备)
4、运行费用
4.1、电费
污水站水处理部分合计用电量约为4759.4kwh/d, 每度电按0.6元/度计,则
4759.4×0.6=2855.64元/天。
4.2人工费
本污水处理站稳定运行后,设5人管理运行,月工资为1500元/月,则:
1500x5÷30=250元/天。
4.3药剂费氢氧化钠药剂费:192kg/dx10%x4元/kg=76.8元。
碳酸钠药剂费:508kg/dx10%x2元/kg=101.6元。
共计178.4元/d
4.4运行费
运行费用主要包括:用电费、人工费、药剂费(不含折旧费)。
则:
运行费为2855.64+250+178.4=3284.04元/天,折合单位废水为1.37元/吨水。
污水调试
5.1、准备工作
根据本工程设计水质指标,需投加三种药剂,药剂明细、浓度及预计用量见下表。
生化处理段需接种污泥,拟购买脱水污泥85吨左右(含水率在80%),A池投加25t,O池投加60t。
药剂明细表
注:甲醇取自企业生产过程中产生的废液。
5.2调试过程
(1)污泥的培养
将就近污水处理厂的污泥菌种投入到好氧池和厌氧池中,大约投加60吨左右(好氧池),25吨左右(厌氧池),投加菌种时曝气系统开始进行运行,并进行闷曝(即在不进水和不排水的条件下,连续不断的曝气),期间注意观察污泥的性状,以及溶氧的控制,保持在2—4mg/L间(好氧池),1mg/L以下(厌氧池)。
直到出现模糊状具有絮凝性的污泥。
需注意污水中各营养物质平衡比例。
(2)、污泥的驯化
当生化池出现污泥绒絮后,待污泥数量增加一定浓度,并当处理效果稳定(BOD去除率达80%)和污泥性能良好时,再增加工业污水的比例。
污泥驯化阶段,当池中污泥浓度达到设计值,氨氮浓度去除率达到80%-90%时,BOD去除率达到80%-90%时,开始向系统注入工厂的工业原水,每次宜增加设计水量的10%~20%,待生化系统稳定,达到预期的污泥浓度,氨氮浓度,BOD浓度时,再次提高进水量(约1周左右),直到满负荷。
在培养与驯化期间,应保证良好的微生物生长繁殖条件,如温度(15~35度),DO(厌氧池在0.5mg/L左右,好氧池在2-4mg/L左右),pH(6.5~7.5),营养比等。
培养周期决定于水质及培养条件。
调试时间约2个月(3月25日—6月1日)左右,根据每天的取样测试分析,最终出水水质平均为:CODcr40-50mg/L 氨氮为4-6mg/L SS为10-15mg/L.。
总结
根据该工程的调试及运行情况看,高氨氮废水采用A/O工艺去除效果非常好,完全优于出水水质标准,并且运行费用低。
参考文献:
钱易,唐考炎.环境保护与可持续发展【M】.北京:高等教育出版社,2000.
李敏,张丽雅,唐善宏等.氨氮回收复合分离流程的应用【J】.小氮肥,2002(7):21-23.
李雯,氨氮废水的深度水解【J】.化工环保,2004,24(3):230-231
孙锦宜.含氮废水处理技术和应用【M】.北京:化学工业出版社,2003.
小合成氨厂工艺技术与设计手册【M】.北京:化学工业出版社.。