神龙汽车公司生产物流管理
7-供应链管理环境下的生产计划与控制

1)决策信息来源——多源信息 2)决策模式——决策群体性、分布性 3)信息反馈机制——递阶、链式反馈与并行、网络反馈 4)计划运行环境——不确定性、动态性
第二节 供应链管理下的企业生产计划与控制
一、概述 有效的供应链计划系统集成企业所有的计划 和决策业务,包括需求预测、库存计划、资 源配置、设备管理、渠道优化、生产作业计 划、物料需求与采购计划等
供应链企业计划工作需要考虑如下几个方面的问题:
(1)供应链企业计划的方法与工具 方法与工具主要有:MRPⅡ,管理JIT,DRP/LRP。
(2)供应链企业计划的优化方法 TOC(Theory of Constraint )理论;线性规划、非线 性及混合规划方法;随机库存理论与网络计划模型。
(3)供应链企业的计划类型 根据供应链企业计划对象和优化状态空间,有全局供 应链计划和局部供应链计划。
供应链企业同步计划通过改进MRPII或在ERP中加入新 的技术来实现。必须使供应链中信息达到同步共享。
同步化计划的提出是为了挑战供应链运行中的各类约 束。一方面要建立不同供应链系统之间的有效通信标 准,另一方面要建立协调机制和冲突管理服务。
实现同步化计划,必须建立透明的合作机制。合作方 式:同时同地、同时异地、异时同地、异时异地。合 作模式:同步、异步、分布式同步、分布式异地
左重右要。控实制施点物和流作业供点应,链提看出板看运板输样后本,和库看存板水平
降运低行到所2需4套要左的人右员。、平设均备库、存物水品平、同面比积降、低环90%,
减境少配了套库等存资资源金需求占,用从。而在确此保基整础个上过,程神运龙行公司
开有始序逐。步扩大JIT采购物资的范围,取得了明显
的经济效益。
企业独立运行生产计划系统时,一般有三个 信息流的闭环,而且都在企业的内部:
神龙腾飞 在今朝

独具 流行色彩 的外观造 型
1996
卓 而 不 群 的优 越 性
。
、
铸铝
,
个 车间 及 神 龙汽车
、
能 吸 引着越来越 多的 消费者
,
辅 助生产与 职能管理 部 门
,
年 是 神 龙公 司 建设 进 入 最 后 决 战 的 年公 司总的 目标是
14000
:
在风 云 变幻 的市场经济大 潮 中 有 限公司 的决策者 们 批量
J
1995
年
,
月
东 风 汽车公 司 7 0 %
4%
雪铁龙 汽车
武 汉 工 厂 尝装车 间 已率 先 启动运行 并 于
200 0
法 国兴 业银行
法 国 巴 黎国 民
,
当年完成 装车
辆 这 是神龙 公司建 设发 展
,
。
银行
、
1%
。
史上 的一 个重要 里程碑 包 括董事
、 、
它标 志着神龙公 司的
,
神龙汽车有 限公 司的组织机 构
:
.
年
月 总
,
部设在武 汉市饨 口 ( 目前设 在 汉 阳郭 茨 口 )
3
,
.
公
。
8 亿元 人 民 币 5 建设 期为
, ,
2
亿 法 国法 郎 )
4
4
年
,
各 项建设取 得 了重大 进展
。
,
一座
9
神龙汽车 有限公 司有
比例依次 为 5 % 公司 2
,
家合 资股东
,
投资
现代化轿 车 生产基地 已 初具规模
1
、
第2章-案例1-神龙公司物流系统案例
货畅其流达四海——神龙公司物流系统案例1 案例概述神龙汽车有限公司是中国东风汽车公司和法国PSA集团雪铁龙汽车公司合资,投资百亿元人民币建设的现代化轿车生产企业,生产欧洲20世纪90年代ZX型富康轿车系列。
一期规划生产能力为15万辆整车和20万台发动机;二期规划年产能力为30万辆整车和40万台发动机。
在公司的生产经营大系统中,物流系统占有重要地位。
在吸收东风公司合理有效管理经验的同时,引入雪铁龙公司先进的物流技术,公司内形成了具有神龙特色的物流系统管理模式。
神龙公司目前设有10部2厂,物流系统投资约占全部投资的2%。
武汉工厂是整车厂,包含冲压、焊装、涂装和总装四大工艺车间,厂房及生产线呈流水线布置;襄樊工厂是机加工厂,包含发动机、变速箱、车桥三大总成生产车问,按总成加工工艺布置。
两个工厂的公用动力设施相对集中布置,厂区及车间内部实行人车分道,客货分流,减少物流路线交叉和往复。
神龙富康轿车的总装配线在武汉,但是装配所需的部件和零件则来自襄樊、武汉以及全国各地供应商,包括来自法国的进口件。
例如,装配所需要的发动机、变速箱等是从襄樊运来的,再加上在武汉生产的车身、车厢以及从全国各地,包括从法国购进来的一些进口零部件分别上线进行装配,最后装成一台完整的汽车。
生产出来的神龙轿车又要分销到全国各个城市各个地方。
神龙公司在全国设立了20个商务代表处,构成了全国的分销网络。
像神龙公司这样,一车涉及全国,甚至整个世界,是一种典型的物流系统,而且是一种典型的大物流系统。
1.搭建神龙特色的物流系统2007年11月,神龙公司与整合后的六家供应商中转库签署了服务协议,对中转库管理进行了进一步规范。
这标志着神龙公司在零部件物流管理和控制方面有效延伸至上游供应商,同时,也标志着神龙公司精益物流战略正在向更深层次发展。
物流是企业所需的原材料、零部件和生产的产品及与其相伴的信息和资金的流动过程。
业内人士认为,物流是继降低材料成本和人力成本之后,企业提高自身赢利能力的“第三利润源”。
预批量

包括:整车、动力总成、能力项目。
par des jalons et d’autres réunions. Cette production comprend : le
véhicule, l’Organe et les projets de puissance.
3.2 预批量批次
3.2 La quantité et la fréquence de la PRS
艺更改等在工厂进行的预批量生产的控制,旨在 déroulée dans l’usine pour un nouveau projet, une pièce IL, ou une
验证装配工艺的符合性及装配质量的符合性。 modification produit / process ; elle a pour objectif de valider la
et avant le démarrage serie.
3.1.2 项目预批量:
3.1.2 Pour PRS projet
指项目各项指标达到了预定的目标值,经立标 c’est une production à titre d’essai à une quantité limitée engagée
工业事业 BLOC INDUSTRIEL
在产品验审、工艺过程鉴定合格后,于批量投产 la ligne de production pour une nouvelle pièce, ou une nouvelle
前,在生产线上进行的有限数量的试生产。
matière après l’acceptation et la qualification processus conformes
4.2预批量的申请
Responsable de la revue des véhicules de nouveau projet à la sortie de la ligne avec les services concernés et obtenir la conclusion PRS à travers du jalon ou d’autres réunions pour la diffuser ensuite aux services concernés. Organisent et font avancer la PRS et règlent les problèmes qualités rencontrés au cours de la PRS en lien avec les sevices de métiers concernés; 4.2 demandeur de la PRS
轿车KD生产分析及优化

,我 们 以 高 效 率 的
就 是 为 什 么 要 让 生 产 适 应 市 场 销 售
过 多 的 存 货 马 上 就 会 堆 积 如 山
,这
看 不 到 了
.如 果 产 品 不 被 市 场 接 受
,
出 去 」 的 现 象 在 高 速 增 长 时 期 已 经
「 只 要 你 制 造 出 产 品
,它 就 卖 得
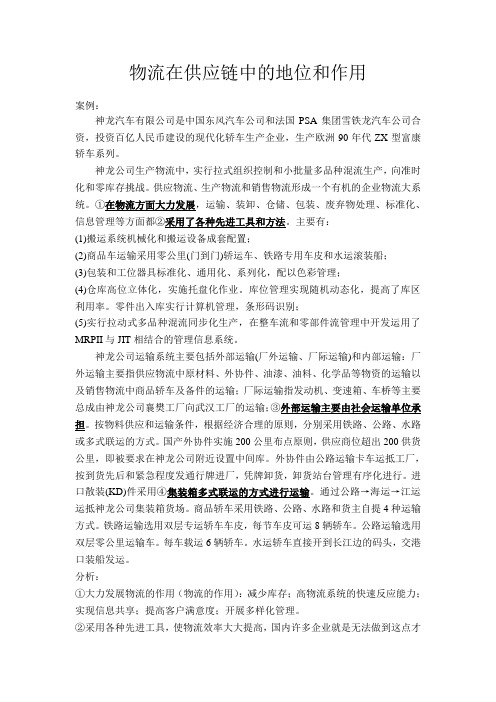
那么, 看板管理可以应用在 KD 生产的哪 些环节呢? 请看以下的生产流程示意图( 图 3) :
图3
除投入口( 供应流) 和产出口( 销售流) 无法 实现看板管理外, 在车间内部及上下游车间之 间是可以运用看板管理的。这就是发挥看板在 生产流中的作用, 尤其是对零件流的优化。其具 体表现有:
生产指令优化。在某些工序中, 没有自动 传送装置, 无法实现强迫性生产节拍, 这在焊装 车间和冲压车间尤为突出。为了防止盲目过量 生产, 或是没有生产急需的零件而造成短缺, 就 可以利用生产看板作为下游工序牵引上游工序
( 收稿 日期: 1998—01—21)
摘 自
!日 ∀金 森 真 一
#管 理 革 命 的 物 流 革 新
∃
低 库 存 水 平
.
因 此 而 减 少 其 数 量
,并 尽 可 能 降
前 提
,制 订 了 许 多 措 施 来 合 并 仓 库
运 输 和 配 送 以 及 快 速 的 货 物 搬 运 为
趋 势 的 原 因
2 利用看板管理, 部分优化 KD 生产管理
看板管理是实施准时生产制的主要工具, 用以降低库存, 提高柔性, 属于拉动式管理。而 KD 生产主体上是推动式生产, 因此不可以完 全套用看板管理的所有方法, 也不可能实现其 所有的功能。其原因如下:
神龙公司(标志雪铁龙)aqmpp培训资料.ppt

谁做
Qui?
主机厂ATP:AAQO汇总所有识别出的风险并整 理ATP报告,在初始化检查中作为输入文件。
供应商ATP:由技术负责人汇总并整理ATP报告, 在初始化检查中作为输入文件并提交给主机厂的项 目组成员,有疑问可同主机厂的AAQO交流。
职责:负责编制ATP报告、评价INITI的有效 性、推进Q3P活动、参与工艺过程鉴定、负 责安全件FNR的资格认证
• AP : 项目采购员
职责:组织主/供双方的各种交流活动、负责 出现产品更改是的商务谈判和合同更改、办 理因FNR原因导致的让步申请
• CDP: 项目经办(零件设计人)
职责:负责产品定义和更改的管理、对 FNRQ3P各阶段提交物进行评审、负责FNR 产品和工艺开发风险的识别、评估和确认
阶段2
需求的表达和 供应商的选择
通过产品和过程 的控制实现质量
保证
爬产 : DML 供应商/主机厂
阶段3
现生产产品的 质量控制
预选 供应商 供应商 预咨询
供应商 供应商 咨询 报价分析
供应商 技术预分析
主机厂 技术预分析
供应商实施 产品过程控制
遵守互动原则 和交流计划
产品鉴定
过程鉴定
由供应商对其提供的每个 产品的质量实施控制
FNR : 供应商
• 项目负责人
• 项目的质量负责人
• 项目销售或采购负责人 • 项目设计负责人 • 技术来源方的产品及质量人员
关键术语(熟悉)
• Q3P : Qualification • SRU :唯一代表性阶段零
Progressive du Produit et 件
神龙公司物流系统
案例1-1神龙公司物流系统神龙公司是东风公司和法国雪铁龙汽车公司合资兴建的大型轿车生产企业。
1992年5月18日,神龙公司在武汉市成立。
神龙公司下设生产装备部、产品工程部、制造工程部、质量管理部、采购部、市场营销部、财务部、组织系统部、人事部、公共关系部等十个职能部门和武汉、襄樊两个工厂,现有职工4789人。
截至1999年底,完成投资100.58亿元,四大生产工艺、八个生产分厂全部建成投产,目前已经形成了年产15万辆整车和20万台发动机的生产能力。
神龙富康轿车的总装配线在武汉,但是装配所需的部件和零件则来自襄樊、武汉以及全国各地供应商,包括来自法国的进口件。
例如,装配所需要的发动机、变速箱等市从襄樊运来的,再加上在武汉生产的车身、车厢、以及从全国各地,包括从法国购进来的一些进口零部件分别上线进行装配,最后装成一台完整的汽车。
生产出来的神龙轿车又要分销到全国各个城市各个地方。
神龙公司在全国设立了20个商务代表处,构成了全国的分销网络。
像神龙公司这样,一车涉及全国,甚至整个世界,是一种典型的物流系统,而且是一种典型的大物流系统。
思考题:对神龙公司的物流系统进行分析。
分析:首先,从职能上看,它是由大范围的购进物流系统、企业内部的生产物流系统以及末端产品在全国范围内的分销物流系统构成的。
这每一个系统可以称为神龙公司大物流系统的子系统。
每个子系统往下又可以分成更小的系统。
例如,购进子系统又可以分为襄樊购进子系统、武汉购进子系统、国内其他地区购进子系统以及法国购进子系统等,每个子系统再往下又可以按功能分成更小的子系统。
例如,包装、装卸、运输、储存、加工子系统等。
这些功能子系统还可以按时间、作业班组等往下再分……这样分到什么时候为止呢?一直可以分到最基本的单元(作业班组、人、车、机械、工序)为止。
这样构成一个既相互独立又相互联系的有机结合体,这个结合体就是一个物流系统。
案例2-1韩国三星公司合理化运输韩国三星公司从1989~1993年实施了物流运输工作合理化革新的第一个五年计划。
物流在供应链中的地位和作用(免)
物流在供应链中的地位和作用案例:神龙汽车有限公司是中国东风汽车公司和法国PSA集团雪铁龙汽车公司合资,投资百亿人民币建设的现代化轿车生产企业,生产欧洲90年代ZX型富康轿车系列。
神龙公司生产物流中,实行拉式组织控制和小批量多品种混流生产,向准时化和零库存挑战。
供应物流、生产物流和销售物流形成一个有机的企业物流大系统。
①在物流方面大力发展,运输、装卸、仓储、包装、废弃物处理、标准化、信息管理等方面都②采用了各种先进工具和方法。
主要有:(1)搬运系统机械化和搬运设备成套配置;(2)商品车运输采用零公里(门到门)轿运车、铁路专用车皮和水运滚装船;(3)包装和工位器具标准化、通用化、系列化,配以色彩管理;(4)仓库高位立体化,实施托盘化作业。
库位管理实现随机动态化,提高了库区利用率。
零件出入库实行计算机管理,条形码识别;(5)实行拉动式多品种混流同步化生产,在整车流和零部件流管理中开发运用了MRPII与JIT相结合的管理信息系统。
神龙公司运输系统主要包括外部运输(厂外运输、厂际运输)和内部运输:厂外运输主要指供应物流中原材料、外协件、油漆、油料、化学品等物资的运输以及销售物流中商品轿车及备件的运输;厂际运输指发动机、变速箱、车桥等主要总成由神龙公司襄樊工厂向武汉工厂的运输;③外部运输主要由社会运输单位承担。
按物料供应和运输条件,根据经济合理的原则,分别采用铁路、公路、水路或多式联运的方式。
国产外协件实施200公里布点原则,供应商位超出200供货公里,即被要求在神龙公司附近设置中间库。
外协件由公路运输卡车运抵工厂,按到货先后和紧急程度发通行牌进厂,凭牌卸货,卸货站台管理有序化进行。
进口散装(KD)件采用④集装箱多式联运的方式进行运输。
通过公路→海运→江运运抵神龙公司集装箱货场。
商品轿车采用铁路、公路、水路和货主自提4种运输方式。
铁路运输选用双层专运轿车车皮,每节车皮可运8辆轿车。
公路运输选用双层零公里运输车。