铝合金型材挤压加工全过程
门窗幕墙:国外铝型材加工生产流程
门窗幕墙:国外铝型材加工生产流程【门窗幕墙】铝型材是门窗行业常用的材料,型材加工是铝合金门窗的关键路径。
铝型材铝型材的加工过程主要有铝棒熔铸、型材挤压时效、表面处理三个过程,批量生产整个过程完成加工大约需要3~4天,再运输到加工厂,一般需要7~10天,整个型材加工到货到工厂一般型材厂承诺为15天左右,型材加工是铝合金门窗的关键路径,需时刻关注厂家下单时间。
铝型材具体加工过程如下:铝棒熔铸:铝合金型材分为工业用铝、民用铝两种,不同用途的铝合金合金成分(合金牌号)不同,在型材挤压之前,需要先熔铸与用途相符的合金铝棒。
制作铝合金门窗一般选用的合金牌为6063T5,6063T6(6063T6的硬度比6063T5的硬度高,一般铝合金门窗选用6063T5即可满足要求)。
具体铝棒熔铸过程如下:a.纯铝铝锭收购。
b.合金熔铸,将纯铝铝锭在熔化炉中熔化,然后添加其它合金成分,再浇筑至磨具中冷却成型,形成待挤压的合金铝棒。
型材挤压、时效成化:铝棒成型后,就可送到型材挤压线上了,型材挤压机首先会对铝棒进行加温,到适当温度后,就送入挤压机口进行挤压,通过不同的模具可以挤压出不同断面的型材。
刚刚挤压出来的型材是没有强度的,在定尺断料后,需要送入时效炉进行4~8小时的时效成化,增加强度。
表面处理:型材成型具有一定强度时,即可进行表面处理,四种表面处理方式中粉末喷涂、氟碳喷涂的原理是基本一致的;阳极氧化、电泳的基本原理一致。
在所有的表面处理前,都需要进行前处理,前处理的作用:清除型材表面挤压过程中的灰尘、污垢、油脂、手印等,裸露出纯洁的金属基体。
粉末喷涂、氟碳喷涂:型材与喷枪形成正负两极,在两极中形成静电高压电场,喷出的涂料粒子带电,在电场作用下在型材表面形成均匀漆膜,最后烘烤固化。
粉末喷涂与氟碳喷涂的区别在于粉末喷涂喷出的是粉末颗粒,氟碳喷涂喷出的是一种漆。
漆膜厚度除送检测院进行检测外,有条件的也可使用手持膜厚检测仪进行检测,或用游标卡尺进行粗略检测(以粉末喷涂为例:一般窗型材厚度为1.4mm,加上膜厚0.04~0.12mm,现场型材厚度测量后应在1.44~1.52mm之间)。
铝型材挤压工艺流程

铝型材挤压工艺流程铝型材挤压工艺流程铝型材挤压是一种常见的铝合金加工方法,常用于生产各种规格的铝型材。
以下是一般的铝型材挤压工艺流程。
首先,选择适当的铝合金材料。
铝合金具有优良的力学性能和耐腐蚀性能,适合用于挤压成型。
根据产品要求,选择合适的铝合金材料,并根据其化学成分和性能进行配料。
其次,将铝合金材料加热至挤压温度。
铝合金材料需要加热至一定温度才能进行挤压。
加热温度一般根据铝合金的组成和性能来确定,一般在480℃到520℃之间。
加热过程需要控制加热速度和温度均匀性,以保证挤压后产品的质量。
然后,将熔化的铝合金从加热炉中取出,注入挤压机中。
挤压机是铝型材挤压的核心设备,通过压力将铝合金压入型腔中,使其形成所需形状的型材。
挤压机中含有模具,通过模具的形状来决定最终的产品形状。
在注入挤压机前,需要对挤压机进行检查和调整,确保其正常运行。
接下来,进行铝型材的挤压。
在挤压机的作用下,铝合金在模具中受到压力的挤压,从而形成所需的型材。
挤压过程中需要控制挤压速度和压力,以及模具温度,以保证产品的质量和精度。
挤压过程中一般需要多次挤压,通过不同的模具和挤压头形成不同截面形状的型材。
最后,进行型材的冷却和固化。
挤压完成后,将型材从挤压机中取出,进行冷却和固化。
冷却过程中,型材会逐渐冷却并固化,使其具有良好的力学性能和表面质量。
冷却过程中需要控制冷却速度和温度,以避免产生内应力和尺寸偏差。
以上是一般的铝型材挤压工艺流程。
铝型材挤压工艺具有高效、节能和环保的特点,广泛应用于建筑、交通运输、电子、机械等领域。
随着科技的进步和工艺的改进,铝型材挤压技术将不断发展和创新,为各个行业提供更好的产品和解决方案。
挤压车间工艺操作规程

挤压车间⼯艺操作规程挤压车间⼯艺操作规程本规程规定了6063铝合⾦挤压型材⽣产的⼯艺要求。
挤压⼯艺流程:为关键⼯序控制点即为特殊⼯序⼜是关键⼯序控制点⽣产准备遵守挤压车间安全技术规程和设备使⽤维护规程。
1.按照挤压车间安全技术和设备使⽤维护规程,全⾯检查和润滑设备(如:加热炉、挤压机、冷却设备、牵引设备和冷床等),并经空⾏程运转,证明设备正常后,⽅能进⾏⽣产,在连续⽣产过程上,应认真交接班,仔细了解上班的⽣产、设备、⼯具、⼯艺和质量等情况。
2.各种规格型号的⼯模具(包括新产品的⼯模具),在正式投⼊⽣产前必须经过严格试模,经试模合格后⽅可使⽤,在连续⽣产中应根据氮化层的磨损情况及挤压⼯模具管理制度,对模具进⾏氮化处理。
3.检查所⽤挤压⼯具(模具、模垫、模套)的规格,型号尺⼨和表⾯质量是否符合质量和⼯艺要求。
4.铸棒装加热炉时必须依据随⾏卡规定的合⾦牌号、批号、规格、数量等进⾏认真检查,⽆误⽅能装炉,随⾏卡不得擅⾃更改,装炉时,记清熔次号。
5.为了保证产品质量,装炉前应将铸棒表⾯的油污、灰尘、碎屑及其它杂物清理⼲净,确保表⾯清洁。
6.铸锭的化学成份、低倍组织和表⾯质量应符合GB/T3190-96和YS67-93的规定,铸棒规格及使⽤范围应符合表⼀之规定:表⼀7.电⽓和仪表维修⼈员应认真检查铸棒加热炉、挤压筒加热器、模具加热炉和各种电器仪表是否完好。
8.挤压操纵⼿应认真检查与型材接触的⽯墨垫板,⽯墨辊、冷床的导辊、成品锯与型材接触是否完好,不完好的马上更换,以避免划伤制品表⾯。
⼀、装炉加热:1.铸棒装炉时,按照铸棒长度⼤⼩,可以在连续⽣产过程中装运双层或间断双层,但必须保证铸棒在炉内加热时间符合规定的要求,见表⼆。
2.装炉时,铸棒应摆放在转动链条的中部,防⽌转动时偏移或将链条压翻,装炉后要将炉门关好。
3.装炉后进⾏仪表定温,确保铸棒加热温度和加热时间符合表⼆的要求,并做好记录。
4.当铸棒加热温度达到5500C时,应取⾼倍试样检查是否过烧,过烧的铸棒应扒出作废。
铝合金型材挤压加工全过程
铝合金型材挤压加工全过程1.前期准备工作铝合金型材挤压加工前,需要进行一系列的前期准备工作。
首先是确定挤压机的型号和规格,根据需要加工的型材尺寸和要求选择合适的挤压机。
然后是进行模具设计和制造,模具的设计要根据型材的形状和尺寸要求进行设计,并结合实际生产情况选择合适的模具材料。
最后是准备好铝合金料坯和所需的辅助设备。
2.加热和预加热将准备好的铝合金料坯放入加热炉中进行加热。
加热的目的是将铝合金提高到适宜的温度,使其变得可塑性好,易于挤压成形。
加热过程中需要注意控制加热温度和加热时间,以免过热或加热不均导致铝合金性能下降或产生热裂纹等问题。
在加热之前,还需要对铝合金料坯进行预加热处理。
预加热的目的是去除料坯表面的氧化皮和水分,减少挤压过程中的气孔和气泡产生。
预加热还可以提高铝合金的塑性和延展性,有利于挤压成形。
3.挤压成形预加热后的铝合金料坯送入挤压机进行挤压成形。
挤压机以很高的压力将铝合金料坯通过模具孔口挤出,形成型材的截面形状。
在挤压过程中,需要控制挤压速度、温度和压力,以保证挤压成形的质量。
挤压过程中,铝合金料坯会受到挤压力的作用,其形状和截面尺寸会发生变化。
以挤压铝型材为例,通常先进行粗挤压,然后再进行精挤压。
粗挤压时,将料坯通过挤压机挤出,并形成初步的截面形状。
精挤压时,将初步挤出的型材再次送入挤压机进行挤压,形成最终的型材截面形状。
4.后期处理挤压成形后的型材需要进行一些后期处理,以提高其性能和表面质量。
常见的后期处理方法包括:-退火处理:通过加热和保温的方式对挤压成形后的型材进行退火,以消除内应力,提高材料的机械性能。
-拉伸加工:将挤压成形后的型材进行拉伸,以提高其强度和硬度。
-切割和修整:将挤压成形后的型材按照所需的长度进行切割,并进行修整,以获得所需的尺寸和形状。
-表面处理:对型材进行表面处理,如喷漆、阳极氧化、电泳涂装等,以提高其防腐蚀性和美观度。
以上就是铝合金型材挤压加工的全过程。
记录铝合金型材挤压滚弯加工的工艺流程
Aluminum alloy extrusion is like playing with a giant Play-Doh machine for grown-ups! It's a super cool process where we push the aluminum alloy material through a die to create all sorts of shapes and profiles. This is perfect for making the building blocks of construction, snazzy car parts, sleek aerospaceponents, and so much more. And after the extrusion magic happens, we might even throw in some roll bending to really give those aluminum alloy profiles some pizzazz! It's like bending a metal superhero into shape. How fun is that?铝合金挤压就像玩一个巨大的 Play—Doh 机器给成年人!这是一个超酷的过程,我们把铝合金材料推向死地,以创造各种形状和剖面。
这很适合制造建筑构件精致的汽车零件精致的航空航天器在挤压魔法发生后,我们甚至可能扔进一些卷曲弯曲真正给这些铝合金简介一些披萨!这就像把一个金属超级英雄弯曲成形状。
好玩吗?Roll bending aluminum alloy profiles is like putting a magical twist on a piece of metal! It's all about using a special set of rolls to gradually mold the material into the perfect shape. This cool process is often used to create curved or rounded parts for all kinds of super neat applications. But hold on, we can't start the fun without getting everything ready! That means setting up the awesome roll bending machine and getting those aluminumalloy profiles all set to go. The rolls have to be just the right size, and the profiles need to be in the perfect spot. It's like setting the stage for a seriously cool metal makeover!卷曲弯曲的铝合金剖面就像是把神奇的曲折一块金属!其全部内容是使用一套特殊的卷子来逐渐将材料制成完美的形状。
大型铝合金型材的热挤压方法
大型铝合金型材的热挤压方法一、概述铝合金型材的热挤压是制作铝型材的一种主要方法,其工艺流程是将金属坯料在高温下挤压成型材,以获得所需尺寸和形状,同时对材料的结构和性能进行优化调整,以满足使用要求。
本文将介绍10种大型铝合金型材的热挤压方法,并详细讲述其工艺特点、优缺点及应用领域。
二、10种热挤压方法1. 直接挤压法直接挤压法是将铝合金坯料加热至较高温度,使其处于轻熔状态,然后在压机的压力下挤压成型。
该方法适用于系列化、重复生产的大型铝型材,是一种生产效率高、成型精度高、工艺稳定的工艺。
但由于坯料在挤压过程中会产生较大的内应力,容易导致型材的变形、开裂等缺陷。
2. 间接挤压法间接挤压法是将铝合金坯料加热至轻熔状态后,先挤压成一定形状的坯料,再经过模具改变其截面形状、尺寸等,最终在挤压机上完成成型。
该方法的优点是能够减少内应力的产生,提高型材的表面质量和耐腐蚀性,缺点则是生产周期较长,成本较高。
3. 反向挤压法反向挤压法是将铝合金坯料先挤压成一定形状,然后将其反转后再在另一端继续挤压成型。
该方法适用于制作T形、L形、U形等具有不对称截面的型材,可获得均匀的毛细管组织及良好的表面质量。
4. 侧向挤压法侧向挤压法是将铝合金坯料按一定角度倾斜后,通过侧向挤压成型,适用于制作具有斜面、斜缘等特殊形状的型材。
5. 串联挤压法串联挤压法是将两个不同截面形状的模具头与挤压筒连接起来,分别在不同的挤压工位将坯料挤压成两个不同形状的部件,再通过装配使其成为一个完整的型材。
该方法适用于制作复杂截面、大尺寸的铝型材。
6. 板材挤压法板材挤压法是将板材加热后,在挤压机中通过辊式挤压成型,该方法适用于制作厚壁型材,具有成型精度高、产品密度均匀、机械性能优良等优点。
7. 双挤压法双挤压法是将两个不同截面形状的模具头安装在同一挤压机内,同时对坯料进行两次挤压成型。
该方法适用于制作较复杂的型材,如圆形、方形、六边形等复杂几何形状的铝型材。
铝材制造工艺流程

木纹转印工艺流程: 挑选型材→铺平底部转印纸→摆放型材→铺上边转印纸→抽真空进炉仓热渗透→设定时间→出仓
隔热深加工工艺流程: 1. 穿条隔热: 复合前准备→机械开齿→人工穿条→辊压复合→平台检验;2. 注胶隔热: 加热准备→注胶→切桥→平台检验
电泳涂漆表面处理工艺流程: 水洗(两次)→银白料→水洗→纯水洗→热纯水洗→高纯水洗→电泳涂装→水洗回收1→水洗回收2→沥干→固化→卸架→检验→
包装 水洗(两次)→着色料→水洗(两次)→纯水洗→热纯水洗→高纯水洗→电泳涂装→水洗回收1→水洗回收2→沥干→固化→卸架
粉末喷涂表面处理工艺流程: 1. 前处理:→坯料接收,质量检查 →上排→预洗→脱脂→水洗→水洗→铬化→水洗→水洗→淋干(沥干加风机吹)→烘干→下
7系 Al-Mg-Si -Cu相合金
主要特点:含铝99.00%以上,导电性、耐腐蚀性、焊接性好,强度低、不可热处理使之强化。
应用范围:科学试验、化学工业及特殊用途。
常用牌号 1050A 1060 1100
状态 H112
H112,0 H112,0
壁厚B:抗拉强度Q ≥60 ≥60,60-95 ≥75,75-105
应用范围:飞机上使用的导油无缝管(3003),易拉罐(3004)。
常用牌号 3A21 3003
状态 0,H112 H112
壁厚B:抗拉强度Q ≤185 ≥95
注释 H112状态同上,释略。
主要特点:以硅为主要合金元素的铝合金,不常用。部分4系可热处理强化,但也有部分不可热处理强化。
主要特点:以镁为主要合金元素的铝合金。耐腐蚀性、焊接性能好,疲劳强度好,不可热处理强化,只能冷加工 提高强度。
铝合金及型材的生产原理-挤压
挤压挤压:就是对放在容器(挤压筒)中的锭坯一端施加压力,使之通过模孔以实现成形的一种压力加工方法。
挤压机的主要部件及辅助机构:模座、供锭机构、挤压垫与压余分离及传送机构、坯锭热切断和热剥皮装置、制品牵引机构。
挤压机的技术特征:挤压力、穿孔力、挤压杆的行程与速度、挤压筒的尺寸等。
挤压机的额定能力(最大挤压力)等于工作缸的总面积与工作液体的额定比压的乘积。
在铝及铝合金半成品中,挤压是主要的成型工艺之一,挤压产品占全部半成品的1/3,尤其是生产建筑型材。
挤压方法的基本特点是:(1)具有有利于金属塑性变形的应力状态,即强烈的三向压缩应力状态。
(2)变形金属与工具间存在着较大的外摩擦力,使变形很不均匀。
(3)对生产许多高合金化的铝合金,可获得挤压效应。
(挤压效应是指某些铝合金挤压制品与其它加工制品如轧制、拉伸和锻造等经相同的热处理后,前者的强度比后者高,而塑性比后者低。
这一效应是挤压制品所特有的特征。
)挤压的三个阶段:1.填充挤压阶段———充填、挤压上升。
2.平流挤压阶段———金属流动平稳而不交错,挤压力随锭坯长度的减少而直线下降。
3.紊流挤压阶段———锭坯外层金属及两个难变形区(靠近挤压垫及模子角落处的金属也向模孔流动,形成“挤压缩尾”。
挤压力又开始上升,此时应结束挤压操作。
)一、铝合金挤压成形的几个主要变形参数计算1.挤压系数λ(挤压比):金属变形量的大小λ=F筒/F制F筒、F制——分别为挤压筒和挤压制品的断面积。
2.填充系数在生产中,把挤压筒断面积F筒与铸锭断面积之比K叫做填充系数或墩粗系数,即K= F筒/F锭一般取K=1.02-1.12要考虑铝棒加热的膨胀性,例:20度铝棒加热到520度,其直径是原来的1.0125倍,即直径增大1.25%。
挤压管材时,K值过大,可能增加制品低倍组织和表面上的缺陷,铸锭的对中性差,影响管材的内表面质量和增大管材的壁厚差。
挤压大截面型材时,K值可增至1.5-1.6,有利于提高制品的力学性能,特别是横向性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝合金型材挤压加工全过程
铝合金挤压过程实际是从产品设计开始的,因为产品的设计是基于给定的使用要求,使用要求决定了产品的许多最终参数。
如产品的机械加工性能、表面处理性能以及使用环境要求,这些性能和要求实际就决定了被挤压铝合金种类的选择。
而同一中铝合金挤压出来的铝型材性能则取决于产品的设计形状。
而产品的形状决定了挤压模具的形状。
设计的问题一旦解决了,则实际的挤压过程就是从挤压用铝铸棒开始,铝铸棒在挤压前必须加热使其软化,加热好的铝铸棒放入挤压机的盛锭筒内,然后由大功率的油压缸推动挤压杆,挤压杆的前端有挤压垫,这样被加热变软的铝合金在挤压垫的强大压力作用下从模具精密成型孔挤出成型。
这就是模具的作用:生产所需要产品的形状。
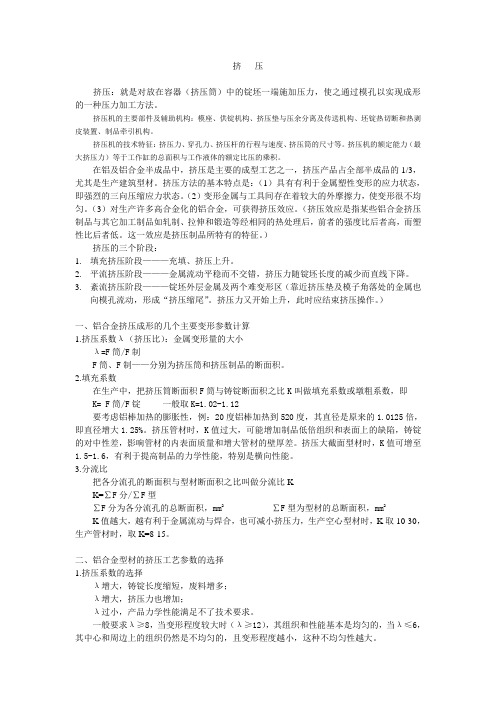
该图为:典型卧式液压挤压机简图挤压方向为由左向右
这就是对现在使用最为广泛的直接挤压的简单描述,间接挤压是一个相似过程,但是也有些非常重要的不同处,在直接挤压过程,模具是不动的,由挤压杆压力推动铝合金通过模具孔。
在间接挤压过程。
模具被安装在中空的挤压杆上,使模具向不动的铝棒坯进行挤压,迫使铝合金通过模具向中空的挤压杆挤出。
其实挤压过程类似于挤牙膏,当压力作用于牙膏封闭端时,圆柱状的牙膏就从圆形的开口处被挤出来。
如果开口是扁平的,则挤压出来的牙膏就是带状了。
当然复杂的形状也能在相同形状的的开口处被挤出来。
例如,蛋糕师使用特殊形状的管子挤压冰淇淋来做各种修饰花边,他们所做的其实就是挤压成型。
虽然你不能用牙膏或冰淇淋生产很多很有用的产品,你也不能用手指就将铝合金挤压成铝管。
但是你能依靠大功率的液压机将铝合金从一定形状的模孔处挤压出来生产种类繁多、很有用的几乎任何形状的产品。
下图(左)挤压开始时第一根型材刚刚被挤出一段,(右)为铝型材生产过程中。
铝棒
铝棒就是挤压过程的坯料,挤压用铝棒可以是实心也可以是空心的,通常是圆柱体,长度由挤压盛锭筒决定。
铝棒通常是通过铸造成型,也有的锻造或粉末锻压成型。
通常是由调好合金成分的铝合金棒材锯切而成。
铝合金通常由不止一种金属元素组成,挤压铝合金是由微量(通常不超过5%)元素(如:铜、镁、硅、锰或锌)组成,这些合金元素提高了纯铝的性能和影响了挤压过程。
各个厂家的铝棒长度都不一致,是由于铝型材最终所需长度、挤压比、出料长度以及挤压余量来决定。
标准的长度一般从26英寸(660mm)到72英寸(1830mm).外径范围从3英寸(76mm)到33英寸(838mm)6英寸(155 mm) to 9英寸(228 mm)
直接挤压生产过程
铝棒[billet] 加热炉[heating furnance] 挤压机和模具[extrusion press with die][锯切]saw 拉直[strecher] 时效炉[aging overn]
该图图示了挤压一根铝型材的基本步骤
当最终产品的形状确定好,选择好了合适的铝合金,挤压模具制造已经完成,就开始了实际挤压过程的准备工作就完成了。
然后预热铝棒和挤压工具,在挤压过程中,铝棒本来是固态的,但是在加热炉中已经变软。
铝合金熔点约为660℃。
挤压加工过程典型的的加热温度一般大于375℃,并取决于金属的挤压状况,可高达500℃。
实际的挤压过程始于当挤压杆开始对盛锭内的铝棒进行施加压力时。
不同的液压机所设计的的挤压力大小从100吨到15,000吨,几乎什么压力都有。
这个挤压力就决定了挤压机能生产的挤压产品大小。
挤压产品规格由产品的最大的横截面尺寸来表示的,有时也指产品的外接圆直径。
当挤压刚刚开始,铝棒受到模具的反作用力而变短、变粗,直到铝棒的膨胀受到盛锭筒筒壁制约,然后,当压力继续增加,柔软
的(仍然是固体)金属没有地方可流,开始从模具的成型孔被挤压到模具的另一端出来,这就形成了型材。
大约有10%的铝棒(包括铝棒表皮)被剩余在盛锭筒内,挤压产品从模具处切下来,剩余在盛锭筒的金属也被清理回收利用。
当产品离开模具后,后面的工序是,热的挤压产品被淬火,机械处理和时效。
当加热的铝通过盛锭筒从模具挤出来时.铝棒的中心的金属流动要快于边缘。
如插图中的黑色带纹所示,边缘的金属被留在后面当作残余被回收利用。
挤压速度取决于被挤压的合金和模具出料孔形状,用硬合金挤来挤复杂形状材料,可能慢到每分钟1-2英尺。
而用软合金挤压简单形状材料可达到每分钟180英尺,甚至更快。
挤压产品长度取决于铝棒和模具出料孔,一次不间断的挤压可挤压出长达200英尺的产品。
最新的成型挤压,当挤压出来的产品离开挤压机时被放置在滑出台上(相当于输送带),根据合金的不同,挤压出来的产品冷却方式:分为自然冷却,空气或水冷却淬火。
这是确保产品时效后金相性能关键的一步。
然后挤压产品被转移到冷床上。
拉直
挤压产品淬火(冷却)后,然后用拉伸机或矫直机来进行调直和矫正扭拧(拉伸也被分类为挤压后的冷加工)。
最后由输送装置将产品输向锯切机。
锯切
典型的成品锯切是将产品锯切为特定的商用长度。
圆盘锯是当今使用最为广泛的,如同旋臂锯机垂直将挤压出来的长料锯开。
也有锯从型材上方切下来(如电动斜切锯)。
也有用锯台的,锯台是带有圆盘锯片由下往上升起将产品锯切的,然后锯片再回到台面底部进行下一循环。
典型的成品圆盘锯,直径一般为16-20英寸,带有100多个硬质合金齿。
大尺寸的锯片用于大直径的挤压机。
自润滑锯切机装备有向锯齿输送润滑剂的系统,这样可以保证最佳的锯切效率和锯口表面。
自动装置压料装置将型材固定好以便锯切,而锯切碎屑被收集起来回收利用。
时效:
一些挤压产品需要通过时效以达到起最佳强度,因此也叫时效硬化。
自然时效在室温下进行。
人工时效则在时效炉内进行。
学术而言是叫析出强化相热处理。
当型材从挤压机挤出,型材成半固态状态。
但是很快当其冷却或淬火(无论空冷或水冷)时很快成为固体。
非热处理强化铝合金(如加入镁或锰的铝合金)通过自然时效和冷加工获得强度。
可热处理强化铝合金(如加铜、锌、镁+硅的铝合金)通过影响合金金相结构的热处理可获得更好的强度和硬度。
另外,时效是使强化相粒子均匀析出,以获得最大的屈服强度、硬度以及特殊合金的弹性。
捆包
无论是时效炉还是室温时效,充分时效完后,型材被转移到表面处理或深加工车间或捆包准备运输给客户。
铝型材可以用各种方法捆包/
大多数挤压车间是根据包装需求来包装的。
型材应被码垛堆放以防止表面损坏、扭曲和其他伤害。
客户有时也有他们自己的包装要求。
特定的挤压产品也特定的包装方法以便储存和运输。
挤压机组成部件
前后车臂[front and rear platens]被张力柱[tie rods]和螺丝[nuts]保持平行。
下图为一台带四个张力柱的挤压机。
挤压机也可只有两根或三根张力柱。
活塞[ram piston/cylinder]推动挤压杆[ram stem]往前,然后将铝棒推入盛锭筒[container],然后通模具[die](固定于模架处[tool carrier])最终挤压成型材。
下图标签标明了该过程的所有部件。
下图为:模具[die]、模垫[backer]、模具支撑垫[bolster]的横截面图
(注:可编辑下载,若有不当之处,请指正,谢谢!)。