常见表面处理符号对照表
表面处理符合对照表
最后镀银12~18μm
镀金
Ep.Au1
D.Au1
电镀金1~3μm
镀硬铬
Ep.Cr5hd
D.yCr5
电镀硬铬5~8μm
镀镍
Ep.Ni8
D.Ni8
电镀镍8~12μm
镀锡
Ep.Sn5
D.Sn5
电镀锡5~8μm
镀锡铅合金
Ep.Sn(60)-Pb8
D.60SnPb8
电镀含锡60%的铅铝合金8~12μm
钢质零件,使用条件为极严酷,由铜、光亮镍、乳白铬组成的多层镀覆电镀层
EP.Cu20Ni25bCrOWJ456-1995
/EP.Cr(45)OWJ456-1995
注:“mc”符号表示微裂纹,“hd”符号表示硬质
镉电镀层
钢质零件,使用条件为中等,彩色钝化处理的无光缎面镉镀层
EP.Cd12St3.c2CWJ457-1995
铜质零件,使用条件为轻度,采用细光缎面镀镍
EP.Ni5St1WJ455-1995
铬电镀层
钢质零件,使用条件为轻度,采用低锡青铜为底层的粗光缎面镀镍
EP.Cu(85)-Sn(15)Ni10St2WJ455-1995
铜质零件,使用条件为轻度,采用细光缎面镀铬
Ep.Cr5St1WJ456-1995
铜质零件,使用条件为轻度,采用无光缎面镀铬
无光缎面化学氧化
Ct.OSt3WJ461-1995
半光亮化学氧化
Ct.OSWJ461-1995
光亮化学氧化
Ct.ObWJ461-1995
黑镍电镀层
钢质零件采用镀锌底层后无光缎面镀黑镍
EP.NibkSt3WJ454-1995
标准五金件表面处理代码表
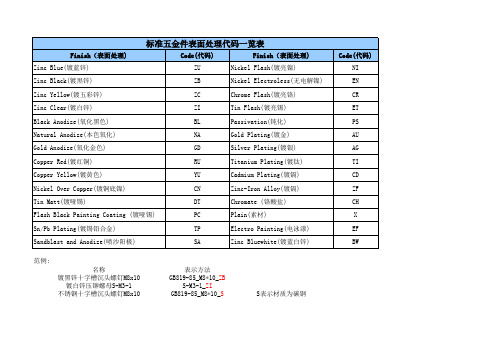
S表示材质为碳钢
Hale Waihona Puke 标准五金件表面处理代码一览表
Finish(表面处理) Zinc Blue(镀蓝锌) Zinc Black(镀黒锌) Zinc Yellow(镀五彩锌) Zinc Clear(镀白锌) Black Anodize(氧化黑色) Natural Anodize(本色氧化) Gold Anodize(氧化金色) Copper Red(镀红铜) Copper Yellow(镀黄色) Nickel Over Copper(镀铜底镍) Tin Matt(镀哑锡) Flash Black Painting Coating (镀哑锡) Sn/Pb Plating(镀锡铅合金) Sandblast and Anodize(喷沙阳极) 范例: 名称 镀黑锌十字槽沉头螺钉M8x10 镀白锌压铆螺母S-M3-1 不锈钢十字槽沉头螺钉M8x10 表示方法 GB819-85_M8*10_ZB S-M3-1_ZI GB819-85_M8*10_S Code(代码) ZU ZB ZC ZI BL NA GD RU YU CN DT PC TP SA Finish(表面处理) Nickel Flash(镀亮镍) Nickel Electroless(无电解镍) Chrome Flash(镀亮铬) Tin Flash(镀亮锡) Passivation(钝化) Gold Plating(镀金) Silver Plating(镀银) Titanium Plating(镀钛) Cadmium Plating(镀镉) Zinc-Iron Alloy(镀镉) Chromate (铬酸盐) Plain(素材) Electro Painting(电泳漆) Zinc Bluewhite(镀蓝白锌) Code(代码) NI EN CR ET PS AU AG TI CD ZF CH X EF BW
表面处理标准对照表
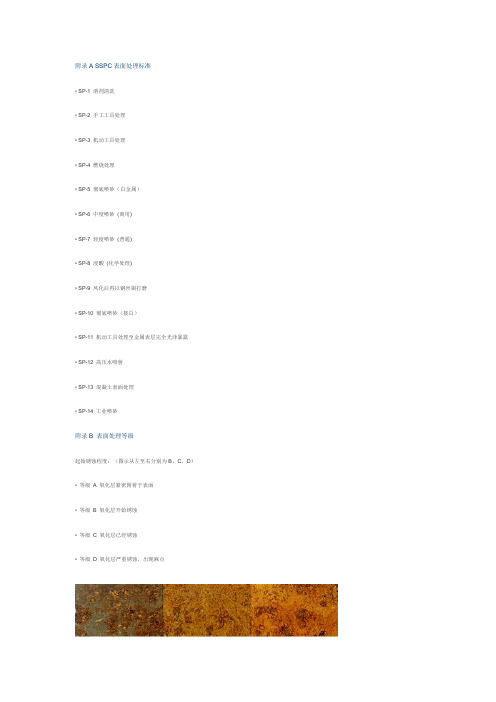
附录A SSPC表面处理标准• SP-1 溶剂清洗• SP-2 手工工具处理• SP-3 机动工具处理• SP-4 燃烧处理• SP-5 彻底喷砂(白金属)• SP-6 中度喷砂(商用)• SP-7 轻度喷砂(普通)• SP-8 浸酸(化学处理)• SP-9 风化后再以钢丝刷打磨• SP-10 彻底喷砂(接白)• SP-11 机动工具处理至金属表层完全光泽暴露• SP-12 高压水喷射• SP-13 混凝土表面处理• SP-14 工业喷砂附录B 表面处理等级起始锈蚀程度:(图示从左至右分别为B、C、D)• 等级A 氧化层紧密附着于表面• 等级B 氧化层开始锈蚀• 等级C 氧化层已经锈蚀• 等级D 氧化层严重锈蚀,出现麻点轻度喷砂:商用喷砂:近白喷砂:白金属喷砂:附录C 国际通用表面处理标准对比钢结构油漆委员会Steel Structure Painting Council (SSPC)国家防腐工程师协会National Association of Corrosion Engineers (NACE) 英国标准ISO 8501-1 / BSI BS 7079瑞典标准Swedish Standard国标GB-3092 / GB-8923-88关于表面处理等级1994年10月,NACE和SSPC发布了用于磨料清理的联合表面处理标准(这些标准大约相当于由最初的瑞典标准发展而来的ISO标准ISO8501-1SO-公布于1988年:NACE NO.I/SSPC-SP5“金属出白级喷砂” 相当于—Sa3“喷砂至可见清洁金属”NACE NO.2/SSPC-SP10“金属近于出白级喷砂” 相当于—Sa21/2“非常彻底的喷砂清理”NACE NO.3/SSPC-SP6“工业级喷砂” 相当于—Sa2“彻底的喷砂清理”NACE NO.4/SSPC-SP7“刷除锈级喷砂” 相当于—Sa1“轻喷砂清理”SSPC-SP1“溶剂清理” SSPC-SP2“手动工具清理” SSPC-SP11 “动力工具清理至裸钢”SSPC-SP8“酸洗” SSPC-SP3“动力工具清理” SSPC-SP11R “动力工具清理维修保养”一、金属(1) 新表面A.钢铁1.喷砂处理实践证明,无论是在施工现场还是在装配车间,喷砂处理都是除去锻痕的最有效方法。
常见表面处理符号对照表

镀镉Ep.Cd5.c2CD.Cd5.DC 电度镉5~8μm,彩色钝化镀锌Ep.Zn8.c2CD.Zn8.DC电度锌8~12μm,彩色钝化化学镀镍Ap.Ni5H.Ni5化学镀镍5~8μm 不锈钢钝化Ct.pH.D 化学钝化铜钝化Ct.pH.D化学钝化Ep.Ag5D.Ag5电镀银5~8μmEp.Ag8bD.L3Ag8电镀光亮银5~8μm Ep.Cu5Ag12D.Cu5Ag12电度铜5~8μm,银12~18μm
Ep.Ni12Cu5Ag12 D.Ni12Cu5Ag12 电度镍12~18μm,再镀铜5~8μm最后镀银5~8μ m镀金Ep.Au1D.Au1电镀金1~3μm 镀硬铬Ep.Cr5hdD.yCr5电镀硬铬5~8μm镀镍Ep.Ni8D.Ni8电镀镍8~12μm镀锡Ep.Sn5D.Sn5电镀锡5~8μm 镀锡铅合金Ep.Sn(60)-Pb8D.60SnPb8电镀含锡60%的铅铝合金8~12μm 铬酸阳极化
Et.A(Cr)D.GY铬酸阳极化 Et.A(S).CsD.Y.GF硫酸阳极化,铬酸盐封闭Et.A(S).BWsD.Y 硫酸阳极化,热水封闭Et.A(S).Cl(BK)D.Y.ZH硫酸阳极化,着黑色
Et.A(S).Cl(RD)D.Y.Z(红色)硫酸阳极化,着红色硫酸硬质阳极化Et.A(S)40hdD.YY40硫酸硬质阳极化40~60μm铝合金化学导电氧化 Ct.OcdH.DY(H.Z) 化学导电氧化(转化处理)鳞化Ct.MnPhH.L锰基磷化发蓝 Ct.O H.L 化学氧化。
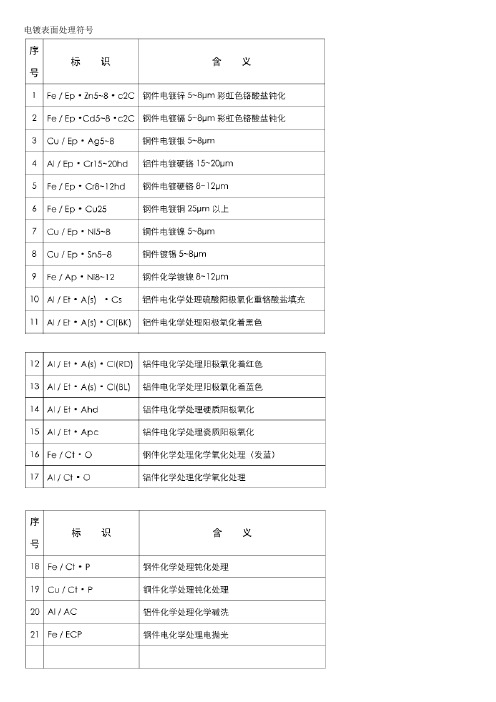
常用表面处理标识符号及含义 2P
序号
标识
含义
1
Fe / Ep·Zn5~8·c2C
钢件电镀锌5~8μm彩虹色铬酸盐钝化
2
Fe / Ep·Cd5~8·c2C
钢件电镀镉5~8μm彩虹色铬酸盐钝化
3
Cu / Ep·Ag5~8
铜件电镀银5~8μm
4
Al / Ep·Cr15~20hd
铝件电镀硬铬15~20μm
5
Fe / Ep·Cr8~12hd
17
Al / Ct·O
铝件化学处理化学氧化处理
18
Fe / Ct·P
钢件化学处理钝化处理
19
Cu / Ct·P
铜件化学处理钝化处理
20
Al / AC
铝件化学处理化学碱洗
21
Fe / ECP
钢件电化学处理电抛光
铝件电化学处理阳极氧化着黑色
12
Al / Et·A(s)·Cl(RD)
铝件电化学处理阳极氧化着红色
13
Al / Et·A
14
Al / Et·Ahd
铝件电化学处理硬质阳极氧化
15
Al / Et·Apc
铝件电化学处理瓷质阳极氧化
16
Fe / Ct·O
钢件化学处理化学氧化处理(发蓝)
钢件电镀硬铬8~12μm
6
Fe / Ep·Cu25
钢件电镀铜25μm以上
7
Cu / Ep·Ni5~8
铜件电镀镍5~8μm
8
Cu / Ep·Sn5~8
铜件镀锡5~8μm
9
Fe / Ap·Ni8~12
钢件化学镀镍8~12μm
10
Al / Et·A(s)·Cs
表面处理符号标识

Al/Ct•O
铝件化学处理化学氧化处理
序
号
标识
含
义
18
Fe/Ct•P
钢件化学处理钝化处理
19
Cu/Ct•P
铜件化学处理钝化处理
20
Al/AC电化学处理电抛光
钢件电镀硬铬8~12pm
6
Fe/Ep•Cu25
钢件电镀铜25pm以上
7
Cu/Ep•Ni5~8
铜件电镀镍5~8pm
8
Cu/Ep•Sn 5~8
铜件镀锡5~8pm
9
Fe/Ap•Ni8~12
钢件化学镀镍8~12pm
10
Al/Et•A(s)•Cs
铝件电化学处理硫酸阳极氧化重铬酸盐填充
11
Al/Et•A(s)•CI(BK)
铝件电化学处理阳极氧化着黑色
12
Al/Et•A(s)•CI(RD)
铝件电化学处理阳极氧化着红色
13
Al/Et•A(s)•Cl(BL)
铝件电化学处理阳极氧化着蓝色
14
Al/Et•Ahd
铝件电化学处理硬质阳极氧化
15
Al/Et•Apc
铝件电化学处理瓷质阳极氧化
16
Fe/Ct•O
钢件化学处理化学氧化处理(发蓝)
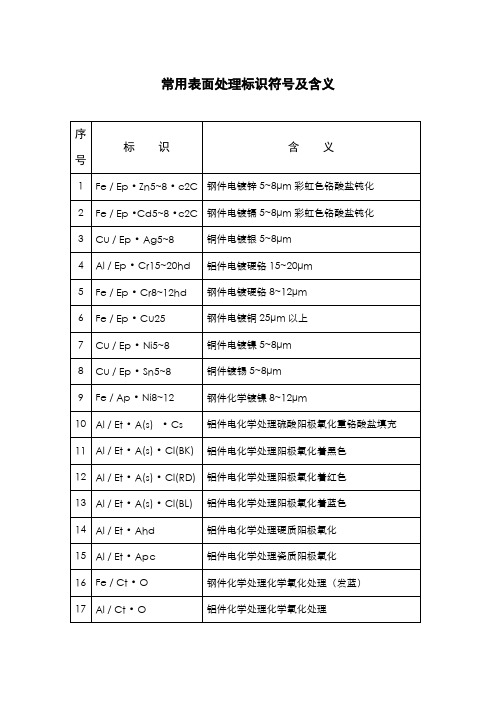
常用表面处理标识符号及含义
序
号
标识
含义
1
Fe/Ep•Zn5~8•c2C
钢件电镀锌5~8pm彩虹色铬酸盐钝化
2
Fe/Ep•Cd5~8-c2C
钢件电镀镉5~8pm彩虹色铬酸盐钝化
3
Cu/Ep•Ag5~8
铜件电镀银5~8pm
4
Al/Ep•Cr15~20hd
铝件电镀硬铬15~20pm
技术部培训八表面处理及焊接符号
技术部培训八:表面处理及焊接符号的标注一、镀锌表面处理:Fe/Zn 8 clA,蓝白色。
二、镀铬表面处理:Fe/EP·DCr2三、QPQ处理代表钢号:A3 20、45、T10、20Cr、40Cr等表面QPQ盐浴复合处理硬度至(500~700)HV,渗层(0.4~0。
6)mm.注:此表面处理,是渗氮工序与氧化工序的复合,可大幅度提高表面的耐磨性、抗蚀性,处理后零件几乎不变形,无公害,节能。
经过QPQ处理后,中碳钢的耐磨性达到常规淬火的30倍,低碳钢渗碳淬火的14倍,中碳钢的抗蚀性比镀硬铬高20倍以上,比不锈钢的抗蚀性更高。
预先热处理:低碳钢、低碳合金钢需正火处理,中碳钢、中碳合金钢需调质处理。
四、喷塑表面喷塑,厚度(0。
1~0.15)mm。
五、喷漆:暂无相关零件做过此处理,等试样后再定(高附加值的产品才考虑)六、焊接⏹焊接种类1.V形焊缝:2.I形焊缝:3.单边V形焊缝:4.三面焊缝:5.周围焊缝:6.角焊缝:7.点焊缝:⏹焊接符号以上焊缝符号可参考《机械制图手册》第307页~324页.由麻波将上述对应的符号画在制图样板中供整理图样用。
⏹简化标注请重点关注第321页的内容,在不会引起误解的情况下,可以简化焊缝的标注:1.同一图样中全部焊缝的焊接方法完全相同时,焊接方法的代号可省略不注,但必须在技术要求内注明“全部焊缝均采用…焊"等字样。
2.大部分焊接方法相同时,在技术要求内注明“除图中注明的焊接方法外,其余焊缝均采用…焊”等字样.3.标注交错对称焊缝的尺寸时,允许在基准线上只标注一次。
4.为了使图样清晰或当标注位置受到限制时可采用简化代号(或符号)代替通用的符号标注焊缝,但必须在该图的下方或标题栏附近说明这些简化代号的意义.5.在不致引起误解的情况下,当箭头线指向焊缝,而非箭头侧又无焊缝要求时,可省略非箭头侧的基准线(虚线)。
表面处理符号标识
12
Al / Et·A(s)·Cl(RD)
铝件电化学处理阳极氧化着红色
13
Al / Et·A(s)·Cl(BL)
铝件电化学处理阳极氧化着蓝色
14
Al / Et·Ahd
铝件电化学处理硬质阳极氧化
15
Al / Et·Apc
铝件电化学处理瓷质阳极氧化
16
Fe / Ct·O
钢件化学处理化学氧化处理(发蓝)
17
Al / Ct·O
铝件化学处理化学氧化处理
18
Fe / Ct·P
钢件化学处理钝化处理
19
Cu / Ct·P
铜件化学处理钝化处理
20
Al / AC
铝件化学处理化学碱洗
21
Fe / ECP
钢件电化学处理电抛光
常用表面处理标识符号及含义
序号
标识
含义
1
Fe / Ep·Zn5~8·c2C
钢件电镀锌5~8μm彩虹色铬酸盐钝化
2
Fe / Ep·Cd5~8·c2C
钢件 Ep·Ag5~8
铜件电镀银5~8μm
4
Al / Ep·Cr15~20hd
铝件电镀硬铬15~20μm
5
Fe / Ep·Cr8~12hd
钢件电镀硬铬8~12μm
6
Fe / Ep·Cu25
钢件电镀铜25μm以上
7
Cu / Ep·Ni5~8
铜件电镀镍5~8μm
8
Cu / Ep·Sn5~8
铜件镀锡5~8μm
9
Fe / Ap·Ni8~12
钢件化学镀镍8~12μm
10
Al / Et·A(s)·Cs
表面处理英德对照
1.退火---Annealing Ausgluehend2.淬火---Quenching Abschrecken3.回火---Tempering Temperierende4.调质---Quenching and tempering ( Hardening and tempering)Abschrecken und Temperierende =5.渗氮---Nitriding Nitrier6.碳氮共渗---Carbonitriding Kohlenstoffe und Nitrier1. 镀锌---Zinc coated Zink ueberzogen2. 镀镍---Nickel coated Nickel ueberzogen3. 镀铬---hard chrome Hartem Chromgelb4. 氧化--- Oxide Coatings Oxid Mantelstoffe阳极氧化--- Anodize Eloxieren发黑--- Black oxide Schwarz Oxid1.oberflache hart coatiert, 表面镀硬?2.natur eloxiert 本色氧化?3.oberflache bruniert 表面发黑?4.chemisch vernickelt 化学镀镍?Kanten angefast 倒角Kanten der Zahnflanken ggf. Durch Bürsten brechen 如有必要可以用刷子去除齿外形上的边角Kanten gratfrei Edges free from fins 边缘无飞边Kante muß scharf bleiben 边缘必须保持尖锐Kante leicht gerundet 边角稍微打圆Kanten gebrochen 锐边倒钝Kante durch abschl eifen an Gußkörper anpassen. 磨去除铸钢体方楞边角Keine 无没有Keine formachräge禁止倾斜Kegel mit wasserlöslicher …Schnorbus Einschleifbutter …2F““ einschleifen 以水溶性缠绕粘贴物“Kennzeichnung 标记Kennzeichnung mit Schlagzahlen 用标记的数字来辨认Kennzeichnungsfeld x mm versenkt 标记区域X毫米下沉Kennzeichung 标签Kern härte核心硬化Konizität锥度Konus wird nach Zeichnung Nr. X fertiggedreht 圆锥体按图号:X 精车Korrosionsschutz 抗腐蚀手段Korrosionsbeständiger Edelstahlguß 耐腐蚀不锈钢铸件Kratzer 划伤Knurl 滚花Kurzz 缩写Kupplung 连接器Kugel 球形LLackieren 喷漆Lage der Beschriftungen 作记号的位置Langloch fertigen 深孔完成Länge长度Lasergraviert 激光Lapping 抛光/研磨Laser bean machining 雷射加工Lathe cutting 车床车削Laufrad 飞轮Layout 布置图Lieferant: 供应商Lieferanten Kurzzeichen gravieren (keine Schlagbuchstaben verwenden) 铭刻供应商的简略标记(不能用钢印字母)Lieferanten Kurzzeichen dauerhaft herstellen, z.B. mitSchlagbuchstaben oder Gravur 持久的供应商简略标记例如打字母钢印或铭刻Lieferantenvorschlag Rohling: XXX向供应商建议的原材料:XXX教你如何用WORD文档(2012-06-27 192246)转载▼标签:杂谈1. 问:WORD 里边怎样设置每页不同的页眉?如何使不同的章节显示的页眉不同?答:分节,每节可以设置不同的页眉。
一二八厂常用表面处理术语对照表
有机溶剂除油
SD
利用有机溶剂的溶解作用清除之间表面油脂的方法
23
化学除油
CD
在含碱德溶液中借皂化和乳化作用清除制件表面油脂的方法
24
电解除油
ED
在碱性溶液中零件为阳极或阴极,铁板(镍板或镀镍钢板)为对电极,在直流电的作用下将零件表面的油脂清除的方法
25
化学酸洗
CP
在含酸的溶液中除去金属制件表面的锈蚀和氧化物的方法
26
化学碱洗
AC
在含酸的溶液中除去金属制件表面的锈蚀和氧化物的方法
27
电化学抛光
ECP
在电流作用下,以金属制件为阳极,使其在一定组成的溶液中处理,最后获得光亮表面的方法
28
化学抛光
CHP
使金属制件在一定组成的溶液中进行短时间的处理,而获得光亮表面的方法
29
机械抛光
MP
借助于高速旋转的粘有抛光膏的抛光轮以消除制件表面的细微不平,而获得光亮表面得机械加工方法
磷化
Ct·Ph
在含有磷酸盐的溶液中,使金属制件表面形成磷化膜的处理过程
20
钢铁化学氧化
Fe/Ct·O
又称钢铁发蓝(钢铁材料的化学氧化过程为发蓝),老的表示方法D·YCr
序号
中文描述
表示方法
备注
21
化学钝化
Ct·P
在无外电流作用下,金属与电解质溶液相互作用,使金属制件表面上形成钝化膜的过程,老的表示方法H·Y
30
喷砂
SB
使制件表面受到喷射砂粒的冲击,而进行清理或粗化的方法
31
喷丸
SHB
使制件表面受到喷射颗粒的冲击,而进行清理或粗化的方法
注:镀种后所标数字为镀层厚度示例
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镀镉Ep.Cd5.c2CD.Cd5.DC 电度镉5~8μm,彩色钝化镀锌Ep.Zn8.c2CD.Zn8.DC电度锌8~12μm,彩色钝化化学镀镍Ap.Ni5H.Ni5化学镀镍5~8μm 不锈钢钝化Ct.pH.D 化学钝化铜钝化Ct.pH.D化学钝化Ep.Ag5D.Ag5电镀银5~8μmEp.Ag8bD.L3Ag8电镀光亮银5~8μm Ep.Cu5Ag12D.Cu5Ag12电度铜5~8μm,银12~18μm
Ep.Ni12Cu5Ag12 D.Ni12Cu5Ag12 电度镍12~18μm,再镀铜5~8μm最后镀银5~8μ m镀金Ep.Au1D.Au1电镀金1~3μm 镀硬铬Ep.Cr5hdD.yCr5电镀硬铬5~8μm镀镍Ep.Ni8D.Ni8电镀镍8~12μm镀锡Ep.Sn5D.Sn5电镀锡5~8μm 镀锡铅合金Ep.Sn(60)-Pb8D.60SnPb8电镀含锡60%的铅铝合金8~12μm 铬酸阳极化
Et.A(Cr)D.GY铬酸阳极化 Et.A(S).CsD.Y.GF硫酸阳极化,铬酸盐封闭Et.A(S).BWsD.Y 硫酸阳极化,热水封闭Et.A(S).Cl(BK)D.Y.ZH硫酸阳极化,着黑色
Et.A(S).Cl(RD)D.Y.Z(红色)硫酸阳极化,着红色硫酸硬质阳极化Et.A(S)40hdD.YY40硫酸硬质阳极化40~60μm铝合金化学导电氧化 Ct.OcdH.DY(H.Z) 化学导电氧化(转化处理)鳞化Ct.MnPhH.L锰基磷化发蓝 Ct.O H.L 化学氧化。