螺丝拧紧力矩
拧紧力矩的计算方法

拧紧力矩的计算方法1. 螺栓和螺母组成的螺纹副在紧固时,紧固力是通过旋转螺母或螺栓(通常是螺母)而获得的,紧固力与旋转螺母所用的扭矩(拧紧扭矩)成正比,为了保证达到设计所需的紧固力,就要在工艺文件中规定拧紧扭矩,并在实际施工中贯彻实施。
2. 机械设计中拧紧扭矩计算方法 M = KPD 式中: M — 拧紧扭矩,Nm K — 扭矩系数P — 设计期望达到的紧固力,KN D — 螺栓公称螺纹直径,mmK 值表(参考)3. 紧固力P 一般在设计上选取螺栓屈服强度σs 的60~80%,安全系数约为以上。
4. 扭矩系数K 是由内外螺纹之间的摩擦系数和螺栓或螺母支撑面与被紧固零件与紧固件接触的承压面的摩擦系数综合而成。
它与紧固件的表面处理、强度、形位公差、螺纹精度、被紧固零件承压面粗糙度、刚度的许多因素有关,其中表面处理是一个关键的因素。
不同的表面处理,其扭矩系数相差很大,有时相差近一倍。
例如:同螺纹规格,同强度的螺纹副,表面处理为磷化时,扭矩系数约为~,而表面处理为发黑时,扭矩系数可达~。
5. 对于M10~M68的粗牙钢螺栓,当螺纹无润滑时,拧紧力矩粗略计算公式:0.2M PD =6.VDI 2230中的拧紧力矩计算方法22(0.160.58)2: :::::KmA M G K M G Km K D M F P d F P d D μμμμ=⋅+⋅⋅+式中:装配预紧力螺距外螺纹基本中径 螺栓螺纹摩擦系数螺栓头部下面的摩擦直径 螺栓头支承面摩擦系数()()0s 2s 23310 :/4 :=+/2 /6 :=0.50.7 :s s s s s s P A A A d d d d d d d H H σπσσσ=⨯=⨯=-⨯也可以由下表查出螺纹部分危险剖面的计算直径螺纹牙的公称工作高度~螺栓材料的屈服极限F M 计算公式为:p0.20=M F R A ν⋅⋅式中:ν:拧紧过程中屈服点应力的利用因数,一般ν= :屈服强度A 0:螺栓最小横截面积F M 和M A 可从第2部分附录C 中查得,并应根据现有条件使用螺纹摩擦系数的最小值。
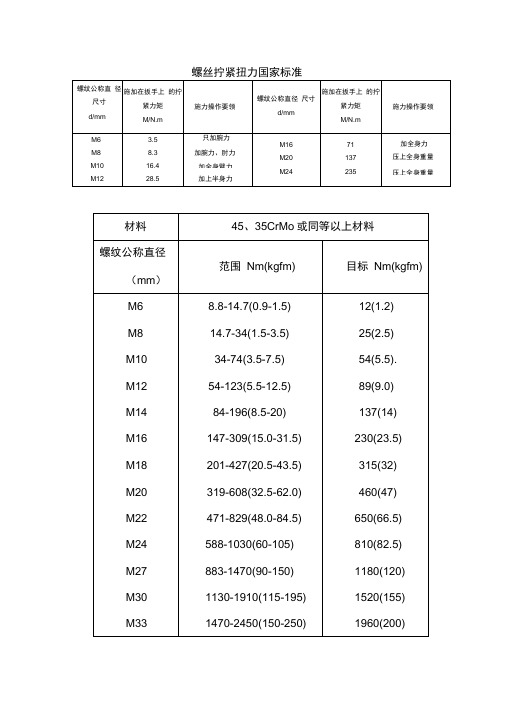
螺丝拧紧扭力国家标准
加上半身力
材料
45、35CrMo或同等以上材料
螺纹公称直径
(mm)
范围Nm(kgfm)
目标Nm(kgfm)
M6
8.8-14.7(0.9-1.5)
12(1.2)
M8
14.0
34-74(3.5-7.5)
54(5.5).
M12
54-123(5.5-12.5)
螺丝拧紧扭力国家标准
螺纹公称直 径尺寸
d/mm
施加在扳手上 的拧紧力矩
M/N.m
施力操作要领
螺纹公称直径 尺寸
d/mm
施加在扳手上 的拧紧力矩
M/N.m
施力操作要领
M6
3.5
只加腕力
M16
71
加全身力
M8
8.3
加腕力、肘力
加全身臂力
M20
137
压上全身重量
M10
16.4
M24
235
压上全身重量
M12
89(9.0)
M14
84-196(8.5-20)
137(14)
M16
147-309(15.0-31.5)
230(23.5)
M18
201-427(20.5-43.5)
315(32)
M20
319-608(32.5-62.0)
460(47)
M22
471-829(48.0-84.5)
650(66.5)
M24
螺丝拧紧扭力国家标准螺纹公称直径尺寸dmm施加在扳手上的拧紧力矩mnm施力操作要领螺纹公称直径尺寸dmm施加在扳手上的拧紧力矩mnm施力操作要领m6m8m10m123583164285只加腕力加腕力肘力加全身臂力加上半身力m16m20m2471137235加全身力压上全身重量压上全身重量材料4535crmo或同等以上材料螺纹公称直径mm范围nmkgfm目标nmkgfmm6m8m10m12m14m16m18m20m22m24m27m30m33m36m3988147091514734153534743575541235512584196852014730915031520142720543531960832562047182948084558810306010588314709015011301910115195147024501502501860304019031022603630230370121225255455
拧紧力矩的计算方法
拧紧力矩的计算方法-CAL-FENGHAI.-(YICAI)-Company One1拧紧力矩的计算方法1. 螺栓和螺母组成的螺纹副在紧固时,紧固力是通过旋转螺母或螺栓(通常是螺母)而获得的,紧固力与旋转螺母所用的扭矩(拧紧扭矩)成正比,为了保证达到设计所需的紧固力,就要在工艺文件中规定拧紧扭矩,并在实际施工中贯彻实施。
2. 机械设计中拧紧扭矩计算方法 M = KPD 式中: M — 拧紧扭矩,Nm K — 扭矩系数P — 设计期望达到的紧固力,KN D — 螺栓公称螺纹直径,mm3. 紧固力P 一般在设计上选取螺栓屈服强度σs 的60~80%,安全系数约为以上。
4. 扭矩系数K 是由内外螺纹之间的摩擦系数和螺栓或螺母支撑面与被紧固零件与紧固件接触的承压面的摩擦系数综合而成。
它与紧固件的表面处理、强度、形位公差、螺纹精度、被紧固零件承压面粗糙度、刚度的许多因素有关,其中表面处理是一个关键的因素。
不同的表面处理,其扭矩系数相差很大,有时相差近一倍。
例如:同螺纹规格,同强度的螺纹副,表面处理为磷化时,扭矩系数约为~,而表面处理为发黑时,扭矩系数可达~。
5. 对于M10~M68的粗牙钢螺栓,当螺纹无润滑时,拧紧力矩粗略计算公式: 0.2M PD =6.VDI 2230中的拧紧力矩计算方法22(0.160.58)2: :::::KmA M G K M G Km K D M F P d F P d D μμμμ=⋅+⋅⋅+式中:装配预紧力螺距外螺纹基本中径 螺栓螺纹摩擦系数螺栓头部下面的摩擦直径 螺栓头支承面摩擦系数()()0s 2s 23310 :/4 :=+/2 /6 :=0.50.7 :s s s s s s P A A A d d d d d d d H H σπσσσ=⨯=⨯=-⨯也可以由下表查出螺纹部分危险剖面的计算直径螺纹牙的公称工作高度~螺栓材料的屈服极限F M 计算公式为:p0.20=M F R A ν⋅⋅式中:ν:拧紧过程中屈服点应力的利用因数,一般ν= :屈服强度A 0:螺栓最小横截面积F M 和M A 可从第2部分附录C 中查得,并应根据现有条件使用螺纹摩擦系数的最小值。
各种螺栓扭矩标准
各种螺栓扭矩标准以下是M6~M24螺钉或螺母的拧紧力矩(操作者参考):螺纹公称直径为M6至M12的尺寸,施加在扳手上的寸拧紧力矩分别为3.5、8.3、16.4和28.5M/螺纹公称直径为M16至M24的尺寸,施加在扳手上的拧紧力矩分别为71、137和235M/N.m。
施力操作要领为加全身力、压上全身重量、压上全身重量。
螺栓的强度级分别为4.6、5.6、6.8、8.8、10.9和12.9.对于不同强度级的螺栓,其公称直径和屈服强度也不同。
例如,4.6级螺栓的公称直径为M6至M24,屈服强度为240N/mm2.而12.9级螺栓的公称直径为M6至M36,屈服强度为1080N/mm2.在拧紧螺栓时,需要根据螺栓的公称直径和强度级来确定拧紧力矩的大小。
例如,螺栓公称直径为8mm的4.6级螺栓,拧紧力矩为22N/m。
而公称直径为36mm的12.9级螺栓,则需要拧紧力矩为1098~1464N/m。
总之,拧紧螺钉或螺母时,需要根据螺纹公称直径、螺栓强度级和屈服强度来确定施加的拧紧力矩大小,以确保螺栓的紧固效果。
在机械制造和建筑领域中,螺栓是一种常见的紧固件。
为确保螺栓的紧固效果,需要根据螺栓公称直径和拧紧力矩来选择合适的螺栓。
下表列出了常见螺栓公称直径和对应的拧紧力矩:螺栓公称直径(mm) | 拧紧力矩(N.m) |M6.| 10.|M8.| 24.|M10.| 49.|M12.| 86.|M14.| 140.|M16.| 215.|M18.| 309.|M20.| 424.|M22.| 570.|M24.| 737.|M27.| 1070.|M30.| 1430.|M33.| 1820.|M36.| 2250.|M39.| 2720.|M42.| 3240.|M48.| 4620.|M52.| 5520.|M56.| 6560.|M56X4.| 6760.| M64.| 9360.|M64X4.| 9560.| M72.| .|M76X4.| .|M80.| .|M90.| .|M100.| .|此外,不同国家和地区对螺栓的标准也有所不同。
螺栓拧紧力矩执行标准
螺栓拧紧力矩的执行标准因不同的螺栓规格和材料而异。
螺栓拧紧力矩的执行标准一般包括:
1.螺栓规格:不同规格的螺栓有不同的拧紧力矩范围。
例如,M6-M39
的螺栓的扭紧力矩范围在Q/STB 12.521.5-2000标准中进行了规定。
2.材料强度:对于不同强度等级的材料,拧紧力矩的范围也会有所
不同。
例如,4.8级、8.8级、9.8级、10.9级、12.9级螺丝的扭力标准不同,其中4.8级螺丝的扭力标准为30N·m,而8.8级、9.8级、10.9级和12.9级螺丝的扭力标准分别为40N·m、48N·m、56N·m和65N·m。
拧螺丝时需要注意以下几点:
1.在装配过程中,不得碰伤螺栓的螺纹部分,以免影响拧紧力矩的
准确性。
2.螺栓的头部及螺母端面的垫片应与被紧固的零件平面均匀接触,
不应倾斜,也不允许用锤敲击使两平面接触,螺杆应无弯曲变形。
3.被连接件应均匀受压,相互紧密贴合,连接牢固。
4.螺栓、螺母紧固时严禁使用不合适的扳手。
5.螺栓、螺母装配时应用手拧入大于2-3个螺距,然后再用扳手或
电动工具拧紧。
6.螺栓、螺母装配时注意保护被连接件的漆膜、镀层及螺栓、螺母
头部不能损坏。
7.螺母拧紧后,螺栓头部应露出螺母端面2-3个螺距,螺母和垫圈
均以反面面向被连接体。
8.螺栓紧固后应做油漆标记,标记位一般用红色油漆点在螺栓与螺
母的接触处,颜色可根据使用场所不同而更改,但颜色必须明显区分。
m4螺钉的拧紧力矩
M4螺钉的拧紧力矩引言螺钉是一种常见的紧固件,被广泛应用于各种机械领域和工程中。
螺钉的拧紧力矩是指在拧紧过程中所施加的扭矩大小,它的正确选择对于螺钉的可靠性和紧固效果至关重要。
本文将对M4螺钉的拧紧力矩进行探讨,包括力矩计算方法、影响力矩的因素以及正确的力矩选择等。
M4螺钉的拧紧力矩计算方法1. 理论计算方法要计算M4螺钉的拧紧力矩,首先需要了解其力矩计算公式。
螺钉的拧紧力矩等于螺距乘以力臂长度。
对于M4螺钉而言:拧紧力矩 = 螺距× 力臂长度其中,螺距是螺纹的间距,常见的M4螺钉螺距为0.7mm;力臂长度是施加力的垂直距离,通常由螺钉的外形决定。
2. 实际应用中的计算方法在实际应用中,我们通常采用力矩扳手来准确施加拧紧力矩。
由于M4螺钉的拧紧力矩较小,一般使用手动力矩扳手即可满足要求。
根据螺钉的拧紧标准,我们可以选择相应的力矩扳手,并通过扳手上的刻度来进行调整。
影响M4螺钉拧紧力矩的因素1. 材料特性螺钉的材料特性对其拧紧力矩有着重要影响。
不同材料的螺钉由于其强度、硬度等特性的不同,所需的拧紧力矩也会有所差异。
因此,在选择力矩扳手时,需要考虑螺钉的材料,并根据相关标准确定合适的力矩范围。
2. 螺纹接触面积螺钉与被固件接触的面积也是影响拧紧力矩的重要因素之一。
接触面积越大,螺钉所需的拧紧力矩也会相应增加。
因此,在安装螺钉时,要注意保持螺钉与被固件的良好接触,并根据需要施加适当的力矩。
3. 润滑情况润滑情况是影响拧紧力矩的另一个关键因素。
润滑剂的使用可以降低螺钉与被固件之间的摩擦阻力,从而减小所需的拧紧力矩。
在一些情况下,根据相关要求,我们可以选择使用一定的润滑剂来减少拧紧力矩。
4. 扭矩测试工具的准确性在实际应用中,选择准确的扭矩测试工具也是确保拧紧力矩准确的关键。
扭矩测试工具的准确度直接关系到螺钉拧紧力矩的精度。
因此,在进行螺钉拧紧时,要选择合适的扭矩测试工具,并进行定期的校准和检验,以确保其准确性。
螺栓拧紧力矩国家标准
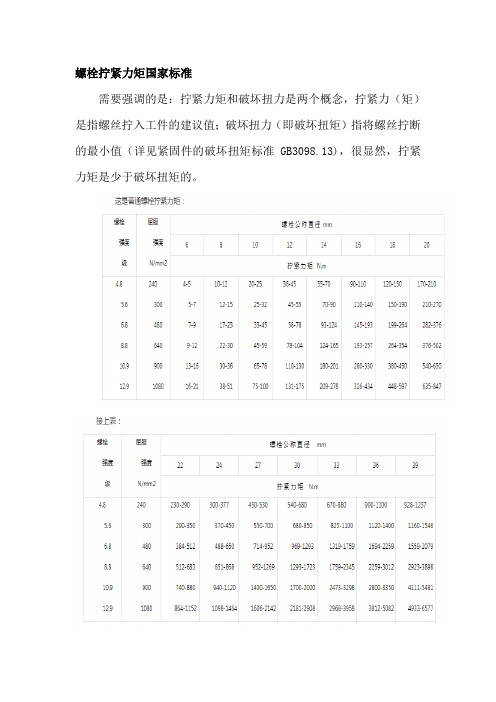
螺栓拧紧力矩国家标准
需要强调的是:拧紧力矩和破坏扭力是两个概念,拧紧力(矩)是指螺丝拧入工件的建议值;破坏扭力(即破坏扭矩)指将螺丝拧断的最小值(详见紧固件的破坏扭矩标准GB3098.13),很显然,拧紧力矩是少于破坏扭矩的。
公制螺栓扭紧力矩 Q/STB 12.521.5-2000
范围:本标准适用于机械性能10.9级,规格从M6-M39的螺栓的扭紧力矩,对于使用尼龙垫圈、密封垫圈、其它非金属垫圈的螺栓,本标准不适用。
在专业的螺栓紧固装配中,一般都配有标准扳手,不同的直径规格的螺栓使用不同长度的扳手。
扳手长度为螺栓直径的15倍左右,在这个基础上使用专业的力学工具可以体现准确的拧紧力矩,达到量化的预紧力,对於一些关键件和重要件尤为重要。
一旦使用大规格长扳手拧紧小规格的螺栓,往往会造成拉过紧,破坏零件本身使
整个连接构件失效。
在拧紧螺母时,两个或者多个零件被压紧,零件自身被压缩,就像弹簧的压缩变形一样,在螺母和螺栓与装配件之间的接触表面零件自身会产生很大的力,这个力会使得螺栓发生拉仲变形,经计算该应力是简单的轴向拉力的1.3倍,螺栓产生的拉应力超过材料的强度极限时,螺栓就被拉断了。
仅仅按操作者的经验进行螺栓的紧固,对於批量生产的产品是非常不科学的。
对於长扳手拧紧小螺栓时,更应该注意预紧力的大小,避免发生过度预紧的现象。
螺丝扭力对照表 国标
螺丝扭力对照表国标
螺丝扭力对照表是在机械制造和装配过程中常用的一种工程参考表格,用于指
导螺栓或螺母的拧紧力矩选择。
根据国家相关标准规定的要求,对不同直径和材质的螺栓或螺母,有相应的扭矩要求,以确保螺栓连接的可靠性和稳定性。
适当的扭矩可以避免螺栓松动或过紧,同时也有助于延长螺栓的使用寿命和提高整体装配质量。
螺丝扭力对照表说明
下面是一份简单的螺丝扭力对照表示例,仅供参考:
螺丝直径(mm)螺丝材质最大扭力(N·m)
4 铁 5
4 不锈钢 6
6 铁10
6 不锈钢12
8 铁20
8 不锈钢25
表中列出了不同直径的螺丝在不同材质条件下的最大扭力要求,这些数值是根
据国家标准制定的,具有权威性和规范性。
如何使用螺丝扭力对照表
在实际生产和装配过程中,使用螺丝扭力对照表可以帮助操作人员正确选择扭
力工具和操作力矩,以确保螺栓连接的质量。
操作人员应按照所用螺丝直径和材质在对照表中找到相应的最大扭力数值,然后根据工具的调校精度和精确度进行拧紧。
同时,在使用扭力工具时,要注意保持操作规范,避免超过或低于标准扭力数值,以免影响螺栓连接的性能和使用寿命。
如果装配过程中存在特殊情况或要求,建议向专业人员咨询或根据具体情况进行调整。
螺丝扭力对照表是工程领域中重要的参考工具之一,在实际应用中能够有效提
高装配质量、降低因螺栓连接不当而导致的问题发生率。
操作人员应加强对扭矩概念的理解和对对照表的正确应用,以确保扭矩拧紧作业的准确性和效率。
以上是关于螺丝扭力对照表的简要介绍,希望对相关行业和领域的从业人员有
所帮助,更多详细内容请参考国家相关标准和规范。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目前,有些机手和修理工虽然领取了驾驶证或初级修理工等级证书,但对机械的构造原理及维修知识仍然了解得很粗浅。
维修时用扳手使劲拧转紧固件,或用手捶用力敲击紧固件的现象经常发生。
结果,安装后的柴油机在工作中故障频繁,有的甚至造成严重事故。
现将柴油机上重要紧固件安装注意事项叙述如下,以便引起广大机手和修理人员重视。
1.气缸盖螺母。
拧紧气缸盖螺母时,应分数次逐步拧紧到规定的力矩,并按先中间、后两边、对角交叉的原则进行。
拆缸时也应按规定顺序逐步拧松。
若气缸盖螺母拧紧得不均匀或不平衡,会引起缸盖平面翘曲变形。
若螺母拧得过紧,螺栓会拉伸变形,机体和螺纹也会受到损坏。
若螺母拧得不够紧,会造成气缸漏气、漏水、漏油,气缸内的高温气体也会烧坏气缸垫。
2.飞轮螺母。
如195型柴油机的飞轮与曲轴是通过锥面和平键相连接的。
安装时,飞轮螺母必须拧紧,并用止推垫圈折边锁紧。
如果飞轮螺母拧得不紧,柴油机工作时,会产生敲击声,严重时会损坏曲轴锥面,剪裂键槽,扭断曲轴,造成严重事故。
另外还要注意止推垫圈的角只能扳折一次。
3.连杆螺栓。
用优质钢材加工的连杆螺栓在工作中承受很大冲击力,不能用普通螺栓代替。
拧紧时扭力要均匀,两根连杆螺栓要轮流分几次逐步拧紧到规定力矩,最后用镀锌铁丝锁紧。
若连杆螺栓扭紧力矩过大,会使螺栓拉伸变形甚至折断,引起捣缸事故;若连杆螺栓拧紧力矩过小,轴瓦间隙增大,工作时产生敲击声和冲击载荷,甚至发生烧瓦抱轴及连杆螺栓折断事故。
4.主轴承螺栓。
应保证主轴承的安装精度,且不松动。
拧紧主轴承螺栓时(对于采用全支承的四缸机曲轴),5道主轴承应按照先中间,后2、4道,再1、5道的顺序,分2~3次均匀拧紧到规定的力矩。
每拧紧一道还应检查一次曲轴转动是否正常。
主轴承螺栓拧紧力矩过大或过小所产生的危害,与连杆螺栓拧紧力矩过大或过小所产生的危害基本相同。
5.平衡块螺栓。
平衡块螺栓安装时应按顺序,分几次逐步拧紧到规定力矩。
平衡块应按原位装复,否则会失去平衡作用。
6.摇臂座螺母。
对于摇臂座螺母,在使用过程中要结合保养经常定期检查。
如果摇臂座螺母松动,会使气门间隙增大,气门开启延后,关闭提前,气门开启延续时间缩短,引起柴油机供气不足,排气不净,功率下降,油耗增加。
7.喷油嘴锁紧螺母。
在安装喷油器时,其锁紧螺母应拧紧到规定的力矩。
同时,最好反复拧紧几次,不要一次拧紧。
若喷油嘴锁紧螺母拧得过紧,会引起锁紧螺母变形,还易使针阀卡死;若拧得过松,会引起喷油器漏油,喷油压力下降,雾化不良,油耗增加。
8.出油阀紧座。
安装喷油泵的出油阀紧座时,也要按规定扭矩进行。
若出油阀紧座拧得过紧,会使柱塞套筒变形,柱塞在套筒中发生阻滞现象,并引起柱塞偶件早期磨损,密封性能下降,功率不足;若出油阀紧座过松,会引起喷油泵漏油,不能建立油压,供油时间滞后,供油量减少,严重影响发动机工作性能。
9.喷油器压板螺母。
在柴油机气缸盖上安装喷油器总成时,除了注意清除喷油器总成安装座内积炭等脏物、喷油器总成压板别装反、钢垫厚度要适当且不能漏装外,还要注意喷
油器总成压板螺母的紧固力矩。
若压板螺母紧固力矩过大,会造成喷油器阀体变形,导致喷油嘴卡死,柴油机无法工作;若拧紧力矩过小,喷油器会漏气,造成气缸压力不足,柴油机启动困难,高温气体还会冲出烧坏喷油嘴。