米亚基焊机参数说明
米亚基大电流监测仪MM-315B说明书

MM 315B
1. 特别注意事项
(1) 安全注意事项 请在使用前仔细阅读此“安全注意事项”,以便正确使用本产品。 ■ 为安全使用本产品,并将其对使用者或其他人可能造成的危害或损害防范 于未然,从而编写了该安全注意事项。 ■ 此处所列每条内容皆涉及安全事项,因此请仔细阅读。 ■ 每个符号所代表的内容如下所示
2. 前言 ..................................................................................................................................................... 1 (1) 主体及附属品 ........................................................................................................................ 1 (2) 非附随品 ............................................................................................................................... 1
mm315b按钮及其功能按钮及其功能按钮及其功能按钮及其功能51按钮及其功能按钮及其功能按钮及其功能按钮及其功能mm315b按钮及其功能按钮及其功能按钮及其功能按钮及其功能52mm315b按钮及其功能按钮及其功能按钮及其功能按钮及其功能53mm315b规格规格规格规格61规格规格规格规格检测出根据环形线圈mb50015
危险 错误使用将危及生命或导致重伤。 警告 错误使用将可能危及生命或导致重伤。 注意 错误使用将可能使人受伤或损坏物品。
米亚基直流逆变焊接电源IS-120B-B说明书
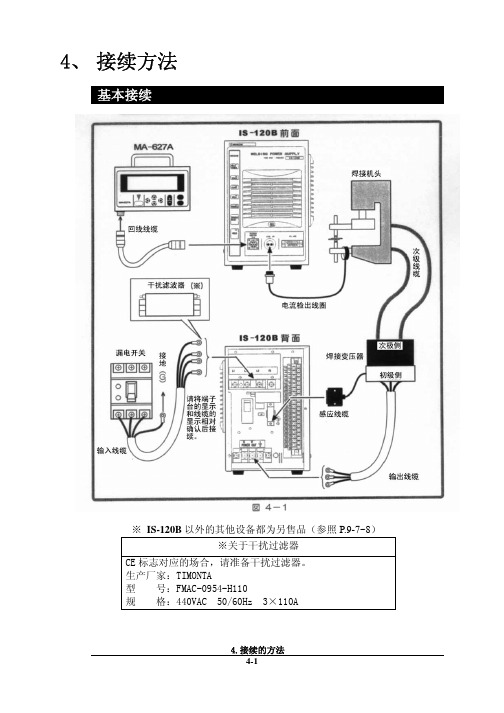
4、 接续方法基本接续※ IS-120B以外的其他设备都为另售品(参照P.9-7~8)※关于干扰过滤器CE标志对应的场合,请准备干扰过滤器。
生产厂家:TIMONTA型 号:FMAC-0954-H110规 格:440VAC 50/60Hz 3×110A接续步骤① 连接变压器请用输出电缆接续背面面板上的[焊接电源输出端子台]和焊接变压器的初级侧。
使用本公司的焊接变压器的场合请将信号电缆接续至[焊接变压器I/O信号]的接续接口上,连接焊接变压器。
使用其他公司的焊接变压器的场合请进行步骤⑤的作业。
② 连接电源用输入线缆(参照P.9-7)将焊接电源接续至背面面板的[焊接电源输入断路器]上。
请将PE端子接地。
③ 在[外部输入输出信号接续端子台]上接续必要的线缆。
请参照P.5-1准备接续用的线缆。
④连接编程操作器将回线线缆接续到正面面板的[编程操作器]接续接口上。
【使用其他公司的变压器的场合,请进行以下的操作】⑤ 连接次级电流检出用的检出线圈将检出线圈接续至正面面板的[检出线圈]接口上。
5、 接 口(1)外部输入输出信号的接续图外部输入输出信号端子台的规格额定电压 AC125V 以上耐电压 1200V 以上安装可能压着端子 最大2个压着端子尺寸 M3或M3.5(宽7.1)鼓励线缆截面积 端子No.1~5 →0.75mm 2以上 端子No.6~31→0.5mm 2以上*RY1~RY3规格型号G6B1114P(OMRON)线圈电压DC24V接点容量AC110V 0.5A(2)外部输入输出信号的说明(3)输入信号的接续方法电磁阀用电源输入为AC100V状态下使用的场合,请将1~5AC线和6~31的信号线分离后配线。
注意在下述①②③的使用场合,请根据用途接续附属的短路线。
在下述④的使用场合,请不要在6、7号接线柱上接续任何东西。
如果接续错误,会引起故障。
① 外部输入信号为接点输入的场合② 外部输入信号为接点输入的场合5. 接 口③ 外部输入信号为正COM输入的场合④ 外部电源供给输入的场合5. 接 口7、 时序图T1:[SCHEDULE]画面的[DELAY-START SET]中所设定的时间T2:约200ms(终了信号在起动信号处于ON状态期间或者200ms期间输出) T3:约80ms(此间不进行下次起动)8、 维护保养电池的更换本装置中使用的锂电池寿命为5年。
米亚基使用说明书

·焊接机构采用风冷和水冷装置,使焊接温度控制在设定范围内,保证了工件的安全,并延长了焊头的使用寿命。
二、技术参数
1、使用电源:AC380V±5% 50HZ 45A
(一)换向器直径:20~120(mm)
3、换向器长度:≤50mm
图3
⑵在图3界面进行参数设置,如设置转位电机速度,手点击触摸屏中转位速度后的方框,在随后跳出的数字选择对话框中选择您所要的数据,按ENTER键这样您所要的数据就将自动储存到系统中。对其他参数的设置方法也是如此。
(应注意的是,在我们改变点焊转子类型时,应及时更改转子槽数该参数,如当前所点焊转子换向器为24槽,接着我们要点焊的转子换向器为40槽等其它数值时,须把将要点焊转子的正确槽数设置进入系统中,再实施点焊。)
米亚基使用说明书
一、功能及特点
BSD-DH换向器自动电焊机是集机械、电脑及电气为一体、专为串激式电机卡线型换向器和钩型换向器点焊作业而设计的专用设备。
特点如下:
·采用混合式步进电机及驱动器,具有噪音低、调速方便、无线变速及频率高适用范围大,焊接准确之特点。
·采用合理的机械式点焊;自动夹紧工件、自动焊接、自动转位,焊接完成自动停止等等。
③要使米亚基焊接控制进入工作(焊接)状态,还需将米亚基面板右下角的焊接开关键WELD打开,使接通指示灯亮起。
④位于面板最下方的中间二个按键COUNT和SQUEEZE不要打开,通常情况下都在“关闭”状态。
2、参数设定
①当完成以上四点后,通常情况下,面板各显示部位全部亮起,最上端亮起的数字显示部(如图)是焊接规范
2、电源的连接机床接电前检查电源电压是否与本机床规定的电源相符(即AC380±5%),本机使用三相四线为输入电源线。请勿误接。接电前请务必接好地线,且接地点阴应小于4Ω
米亚基大电流监测仪MM-315B说明书
请勿将手伸入电极间 焊接时请千万注意,勿将手或手指伸入电极间。 焊接过程中或焊接刚刚结束时,请勿触摸焊接处及电极部。 因为作业焊接部或电极、支架等部位此时呈高温状态。 将导致烫伤,因此请勿触摸。 应使用指定电源 请勿使用说明书中未指定的电源,否则将可能引起火灾或导致触电。
3. 焊接测试机的各部件名称 .................................................................................................................... 1
4. 关于检测 .............................................................................................................................................. 1 (1) 环形线圈的设置 .................................................................................................................... 1 (2) 接通电源 ............................................................................................................................... 2 (3) 确认检测条件 ........................................................................................................................ 3 (4) 检测条件的设置 .................................................................................................................... 4 a. 范围的设置............................................................................................................................ 4 b. 脉冲 NO.的设置 .................................................................................................................... 5 c. NOTE1.脉冲 NO.设置及显示................................................................................................ 6 d. 开始周期的设置 .................................................................................................................... 8 e. 最终周期的设置 .................................................................................................................... 9 (5) 通电角的确认 ...................................................................................................................... 10 (6) 变频器焊接机的检测 ............................................................................................................11 (7) 关于全脉冲储存 .................................................................................................................. 13 (8) 关于半周期单位的显示........................................................................................................ 16 (9) 关于强制检测周期............................................................................................................... 16 (10) 关于超值显示 .................................................................................................................. 16
米亚基使用说明书
7、点焊规格:0 .8~1.1mm可点焊6根;
1.1~1.4mm可点焊4根;
1.4~1.9mm可点焊2根。
8、气源压力:0、4~0、8MPa
9、外形尺寸:1200×1300×2000mm
10、重量:500Kg
三、使用说明
一、功能及特点
BSD-DH换向器自动电焊机是集机械、电脑及电气为一体、专为串激式电机卡线型换向器和钩型换向器点焊作业而设计的专用设备。
特点如下:
·采用混合式步进电机及驱动器,具有噪音低、调速方便、无线变速及频率高适用范围大,焊接准确之特点。
·采用合理的机械式点焊;自动夹紧工件、自动焊接、自动转位,焊接完成自动停止等等。
七、米亚基焊接控制装置的设置
1、接通电源
①在点焊机主电源开关打开的同时,再打开米亚基板左下方的控制电源开关,使面板各显示部亮起。
②如果要在米亚基面板上操作,就必须将点焊机面板下方的“调试”/自动选择按钮置于“调试”位置,“冷却”开关置于“开”的位置。否则,无法进入设置。
③要使米亚基焊接控制进入工作(焊接)状态,还需将米亚基面板右下角的焊接开关键WELD打开,使接通指示灯亮起。
(应注意的是,在我们改变点焊转子类型时,应及时更改转子槽数该参数,如当前所点焊转子换向器为24槽,接着我们要点焊的转子换向器为40槽等其它数值时,须把将要点焊转子的正确槽数设置进入系统中,再实施点焊。)
⑶点焊模式的选择,在图3中点击下一页进入图4画面
图4
点击字体后的方框既选中方框内将现实字句的模式。
五、工作过程
将转子插入工作夹→按“启动”按钮→工件自动夹紧→电极下降热压焊接→电极上升→工件自动分度→电极下降热压焊接第二换向片→如此循环→整个工件焊接完毕→松开工件→取下工件。
Omega Migatronic焊接机系列说明说明书

OMEGAMIGATRONIC A/S Aggersundvej 33DK-9690 Fjerritslev, Denmark Tel: +45 96 500 The Omega range is targeted at all welding environments- manual and manufacturing industriesSuper simplethree-phase MIG/MAG and MMA inverter welding machines for high performance welding – perfect for mild steel.THE OMEGA RANGE2EASE OF OPERATIONThe Omega range is available with three different control panels: Basic, Classic and Advanced. Basic and Classic are manual control panels by means of which you can operate the machine almost like a step-regulatedwelding machine, but they have all the advantages of an infinitely variable inverter. The Advanced control panel is synergic and features more than 70 versatile welding programs.FROM MIG/MAG TO MMA OR GOUGINGWith the Advanced control panel, the Omega is easy to change over from synergic MIG/MAG programs to MMA welding. Gouging is a standard feature in the Omega 550 with Advanced panel.POWERARC FOR THICK-WALLED PLATESThe program package for Omega 400 and Omega 550 with Advanced panel also includes PowerArc™ programs.OMEGA BOOST OR AUTOTRANSFORMERThe Omega 300 is available withelectronic Boost Converter (autotrans-former) for welding on all mono-phase and three-phase mains voltages. The Omega 400 and Omega 550 are available with a conventional autotransformer.REVERSED POLARITYAll Omega versions feature reversed polarity for welding with innershield wire (without gas).The MWF 27 wire feed unit is turn-able and detachable and equipped with four-roll wire feed system. Made of weather-proof reinforced aluminium, the wire feed unit is ideal for heavy-duty applications, and its control panel makes it easy to operate the welding machine on the welding site.The incorporated cooling system keeps the operating temperature in the torch low, irrespective of current load. This ensures trouble-free wire feeding and long life of wearing parts. The Omega 550S features double cooling and if combined with the FKS type of the MIG-A Twisttorch with a double cooling chamber, optimal comfort is provided under all operating conditions.Classic panel for manual control of the welding machine – including the advantages of the infinitely variable inverterBasic panel for manual setting of welding jobsAdvanced panel featuring e.g. PowerArc™ and DUO Plus™. DUO Plus provides a TIG-like weld appearance and better control of the weld pool. The panel con-tains programs for MIG brazing and welding using flux-cored or solid wires in mild and stainless steels and aluminium.The welding machines may be shownwith optional equipment.The Omega range includes three sizes of power sources: 300 A, 400 A and 550 A. The Omega 300 is available as an air-cooled C version (compact). The Omega 400 and 550 are available as air-cooled or water-cooled in C or S version with separate MWF 27 wire feed unit and replaceable interconnecting cables with quick-release fittings. IGC (Intelligent Gas Control) is an optional feature in all models, ensuring large-scale gas savings and optimal gas shielding in all current ranges.PowerArc ensures full penetration in fillet welds and butt welds and increased welding speed using mild and stainless steels.SUPER-SIMPLE MIG/MAG INVERTERS RANGING FROM 300 A TO 550 A3Welding in mild steel.A program reader is incorpo-rated in the Omega machines for easy software update via the SD card; the welding machines are designed to meet new requirements for materials and shielding gases.Omega 300 C Classic air-cooled and Omega 550 C Advanced water-cooled- both on trolleys.Omega 400 S-W with relief arm.SOFTWARE UPDATESAt you can download software for update of the Omega machines via the SD card.MIG-A TWIST ® - THE NEW GENERATION OF TORCHESThe ergonomic MIG-A Twist torch has a turnable swan neck for easy access to hard-to-reach locations. Control unit for adjustment of welding current at the torch handle is available as optional equipment.THE OMEGA RANGE4Dealer’s stamp:52173038Wire feed speed, m/min.1,5-27,0Wire spool diameter, mm 300Duty cycle 100%/40°C, A/%420 / 100Duty cycle 60%/40°C, A/%500 / 50Torch connection EURO Protection class IP23NormIEC60974-5, IEC60974-10 CL. A Dimensions (H x W x L), mm 470x210x690Weight, kg13We reserve the right to make changes.READ MORE AT • IGC ® Intelligent Gas ControlEXAMPLES OF EQUIPMENT:• IGC ® Intelligent Gas Control • Relief arm for S version • Current control unit• Push Pull kit (Omega 400/550)• Wheels and lifting bracket for MWF 27 (Omega 400S/550S)• Trolley for C version• Efficient cooling with or without flow control • Boost Converter (Omega 300)• Autotransformer 230-500 V (Omega 400/550)• CEE mains plug• Protective frame (Omega 300)•Gouging torch (Omega 550)OMEGA DATA。
米亚基使用说明书
按图1进入对话框进入图2画面
图2
按图2参数设置对话框进入图3参数设置画面
图3
⑵在图3界面进行参数设置,如设置转位电机速度,手点击触摸屏中转位速度后的方框,在随后跳出的数字选择对话框中选择您所要的数据,按ENTER键这样您所要的数据就将自动储存到系统中。对其他参数的设置方法也是如此。
⑤
%DEG
HIGH LOW CIND
ANGLE
板上的第四显示部(见右图)
按COND显示通电角见空设定数据,
ANGLE
按HIGH显示上限见空设定数据,
按LOW显示下限见空设定数据,数据的设定与前面相同。
⑥见右图,数据、计数的计定显示部,用于MODE DATA NO.
显示总动作次数,打点数目、生产数目、设定焊接
九、出厂参数参考
1、触摸屏参数表一
转位电机转位速度
转子槽数
2、米亚基焊接控制阶升装置参数如下表
序号
阶升1
阶升2
阶升3
阶升4
阶升5
阶升6
阶升7
阶升8
阶升9
计数
1
1
2
3
5
7
9
12
0
阶升率
100
95
92
90
88
85
84
83
100
十、随机附件
1、附机清单
工具
型号
数量
米亚基使用说明书
1份
产品说明书
1份
2、保用原则
变压器匝数比
04
电流上升率设定异常
采用电流阶升工作状态时,请确保
最大电流设定值≥电流设定值×阶升率
100
05
米亚基焊机常识
焊接的基础知识一、精密电阻点焊使用金属材料制作零件的场合,有许多时候都需要将材料切断成规定的尺寸,再将其连接起来。
连接材料的方法有利用铆钉进行机械连接和利用焊接进行冶金连接以及利用超声波进行物理连接。
电阻点焊是利用冶金的方法将金属材料高效率地经济地连接起来的一种方法。
因此在产业界被广泛地使用。
我们将精密小型工件的电阻焊接称之为精密电阻点焊。
米亚基公司源源不断地开发出各种超小型、可高密度安装化的新型精密电阻点焊机,取代了以往的锡焊、铆接等金属连接工艺。
精密电阻点焊机是最适合用于小型的、性能要求高的电子部品,以及精密机械工业中的小型部品的组装。
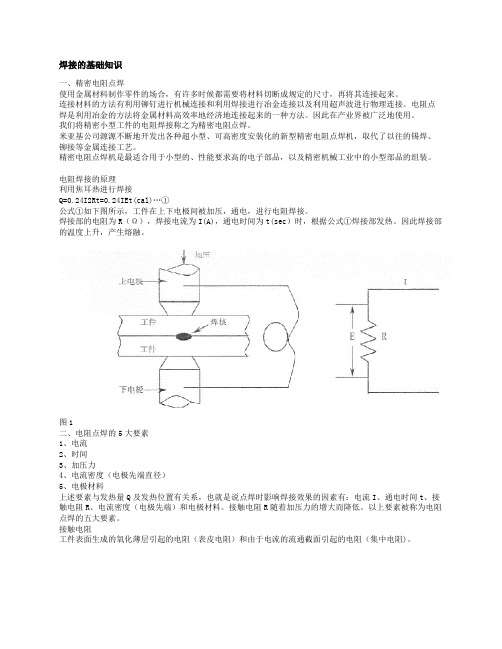
电阻焊接的原理利用焦耳热进行焊接Q=0.24I2Rt=0.24IEt(cal)…①公式①如下图所示,工件在上下电极间被加压,通电,进行电阻焊接。
焊接部的电阻为R(Ω),焊接电流为I(A),通电时间为t(sec)时,根据公式①焊接部发热。
因此焊接部的温度上升,产生熔融。
图1二、电阻点焊的5大要素1、电流2、时间3、加压力4、电流密度(电极先端直径)5、电极材料上述要素与发热量Q及发热位置有关系,也就是说点焊时影响焊接效果的因素有:电流I、通电时间t、接触电阻R、电流密度(电极先端)和电极材料。
接触电阻R随着加压力的增大而降低。
以上要素被称为电阻点焊的五大要素。
接触电阻工件表面生成的氧化薄层引起的电阻(表皮电阻)和由于电流的流通截面引起的电阻(集中电阻)。
图2上图中,R2,R4……材料自身的电阻;R3……上下工件之间的电阻;R1,R5,……电极与工件之间的电阻。
接触电阻是指R1、R3、R5。
三、电极的作用1.导通大电流。
2.施加压力。
3.提高焊接点的冷却效果。
4.稳定电流密度。
电极具有以上的作用,这里解释一下与品质管理有关的电流密度。
电流密度是指单位横截面中的电流值。
如果将电流密度一直保持稳定,就能防止焊接不良。
由于要导通大电流(电极作用1),电极顶端会发热;又由于要加压会使电极顶端变宽,电流密度变小,因此,随着焊接次数的增多,焊核会变小(焊接不良)因此在焊接品质管理中电极的管理(进行一定次数的焊接后更换或修磨电极)就变得非常的重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DG6焊机参数可修改范围,如图所示:
于是定电流焊机方式,所以焊接电压VOLT和功率POWE对焊接无影
第一段焊
接电流注:请勿设置第二段焊接时间及焊接电流,
接,所以请保持COOI和WE2时间为0ms
由于该焊接
不要随意更改其参数;
请勿更改
HOLD 100
士
保持时间焊接电流结束后保持时间s
段电流焊第一段电流上升时间斜度UP SLOPE 15 士5ms
焊接停止控制WELD STOP:于是时间控制焊接电流通断,所以第一第一段焊
接停止控段控制TN
制
焊接时间WELD TIME上限HI,下限LOW根据需要设置
焊接深度判断COM:上限HI,下限LOW根据需要设置。
WORK DETECTDELAY TIME 保持默认值。
注:由于是一段焊接,请勿对第二段焊接WE2参数进行修改。
除以上各个画面参数外,其余未作说明画面的参数请保持默认值,要随意修改。