国家标准《铜及铜合金毛细管》(送审稿)
国家标准热管用铜及铜合金无缝管

国家标准《热管用铜及铜合金无缝管》(预审稿)编制说明一、项目来源现行的GB/T 26302-2010《热管用无缝铜及铜合金管》国家标准,2011年11月01日开始实施,距今已经7年多。
原标准修改采用BS EN12449:1999《铜及铜合金一般用途的无缝圆形管》进行修订,适用于集热、传热、热交换的热管元器件中管壳用铜及铜合金无缝管。
随着电子产品向“短、小、薄”的趋势发展,电子器件的集成化程度越来越高,由此导致的高热流密度问题逐渐成为制约电子工业发展的瓶颈。
依靠相变传热的微热管作为一种高效的传热元件,已从化工、冶金等的传统领域,扩大到常见台式电脑和笔记本电脑散热、手机散热、航天热控制等新的应用领域。
目前应用于电子元件散热的微热管主要有烧结式、丝网式、沟槽式等。
热管用铜及铜合金管材近年来用量逐渐增加,很多无缝铜管生产厂家都加入进来,有必要对产品质量水平进行规范管理。
原先GB/T 26032-2010《热管用无缝铜及铜合金管》国家标准自从颁布以来,在实际生产制造过程中,并未得到管材制造厂家以及客户的广泛应用,主要原因是随着市场需求和企业生产能力的变化,所涵盖的产品牌号、规格及其技术要求等方面均发生了变化,该标准已不能满足各方面的使用需求。
修订本标准的目的是为了给热管用铜及铜合金管材厂家的生产和制造提供规范合理、实用性更强的指导性文件,对于规范目前热管用铜及铜合金管材制造及消费市场、提高我国热管产品的质量水平,满足先进装备要求,扩大应用消费市场,促进相关行业技术进步,推动有色金属产品结构调整,提高附价值,提升中国有色金属制造业的水平有着重要的意义。
根据国标委综合[2017]128号《国家标准委关于下达2017年第四批国家标准制修订计划的通知》和有色标委[2018]2号《关于转发2018年第一批有色金属国家标准制(修)订项目计划的通知》,其中序号87(项目编号“20173787-T-610”)《热管用铜及铜合金无缝管》国家标准由浙江耐乐铜业有限公司、佛山市华鸿铜管有限公司、浙江海亮股份有限公司、金龙精密铜管集团股份有限公司、江西耐乐铜业有限公司、江西理工大学、绍兴市质量监督检测研究院、浙江省冶金产品检验站有限公司、国家铜及铜产品质量监督检验中心等机构负责起草。
铜管毛细管标准

胀管深度(mm)
8
10
15
13
17
3.5 现有铜管加工设备弯管能力(最大弯曲角度为 184 度)见表四。表中铜管规格为 1"、1 1/8"和 1
3/8"加工时为半自动弯管,其余均为全自动弯管。
表四
铜管规格φ 1/4" 3/8" 1/2" 5/8" 3/4" 7/8" 1" 1 1/8" 1 3/8"
0.05-0.45
0.05-0.55
3.2 铜管与钢配件之间焊接间隙应为 0.05-0.127mm。
3.3 使用手动胀管器时,直管或铜管弯曲成形后,直线尺寸在 100mm 以下的铜管(不包含弯曲半径),
最大胀管深度见表二。
表二
铜管规格φ 3/8" 1/2" 5/8" 3/4" 7/8" 1" 1 1/8" 1 3/8"
外径 φ3.0 φ3.3 φ4.76
内径公差 外径公差
±0.02
±0.03
A
8±1 或 12±1
B 3±0.5
单位:mm C
3.5±0.15
3.8±0.15
5.26±0.15
附加说明: 本标准 2003 年 2 月 18 日首次发布。
2003-02-18 发布
2003-02-18 实施
胀管深度(mm) 6.5
10 12.5 14
13
15
20
3.4 使用自动胀管机时,直管或铜管弯曲成形后,直线尺寸在 100mm 以上(含 100mm)的铜管(不包含
弯曲半径),最大胀管深度见表三。
表三
铜管规格φ 1/4" 3/8" 1/2" 5/8" 3/4" 7/8" 1" 1 1/8"
有色金属行业标准《铜及铜合金挤制管》(送审稿).doc

有色金属行业标准《铜及铜合金挤制管》(送审稿)编制说明一、工作简况及编制原则现行的GB/T 1528-1997《铜及铜合金挤制管》国家标准,在2004年国家标准清理评价时被降为有色金属行业标准,并列入2006~2007年有色金属行业标准修订计划中。
该标准自1997年12月1日开始实施以来,历经九多年的运行,随着市场需求和企业生产能力的变化,所涵盖的产品牌号、规格及其技术要求均发生了变化,该标准已不能满足各方面的使用需求。
与之相配套的尺寸偏差国家标准也已修订完毕,因此,本次修订很有必要。
本标准标准由中铝洛阳铜业有限公司负责起草。
标准修订计划任务正式下达后,中铝洛铜随即成立了标准起草小组,进行了任务落实,拟定该标准修订的工作计划、进度和要求。
铜及铜合金挤制管作为一种常规产品,国内外均有订货。
据分析,该类管材可能由于常常是作为再加工的坯料,属于较低端产品;据查,国外也只有德国制定有铜及铜合金挤制管尺寸国家标准,无性能标准规定(欧共体标准中的制造状态M产品,大概即相当于挤制管材,也没有性能规定)。
而铜及铜合金挤制管材的尺寸允许偏差另外制定有标准,不属于本标准的重点,因此,本标准制定时无国外标准可参照。
经过标准编制组及有关人员的共同努力,在原国家标准GB/T 1528-1997《铜及铜合金挤制管》的基础上,结合近几年的实际生产情况,主要增加一些常用产品的牌号、规格,并完善了相应的力学性能。
二、新旧标准对比及其修改依据本标准是在GB/T 1528-1997《铜及铜合金挤制管》国家标准的基础上进行的修改制定。
GB/T 1528-1997《铜及铜合金挤制管》在2004年国家标准清理评价时被降为有色金属行业标准。
本标准与GB/T 1528-1997相比,主要变化如下:1、增加了TP1、H80、H65、H68、HSn62-1、HSi80-3、HMn58-2、HMn57-3-1、QSi3.5-3-1.5、QCr0.5、BFe10-1-1和BFe30-1-1十个牌号的可供规格及力学性能等;2、调整了部分产品的规格范围:纯铜管材的壁厚上限由“30mm”修改为“65mm”;黄铜管材的外径范围由“21~280mm”调整为“20~300mm”;3、增加了管材长度的规定;4、力学性能由拉伸试验、布氏硬度同时提供改为有要求时提供;5、国际上,金属材料做拉伸试验基本上均采用短试样,在国家标准GB/T228-2002《金属材料室温拉伸试验方法》中也推荐采用短试样,并且经过多年的试验验证,已经证明了拉伸试验短试样的试验结果同长试样的试验结果一样稳定。
国家标准热交换器用铜合金无缝管

国家标准《热交换器用铜合金无缝管》(送审稿)编制说明一、简况现行的GB/T8890-2007《热交换器用铜合金无缝管》国家标准,是参照欧盟标准EN 12451:1999《铜及铜合金热交换器用无缝圆形管》进行的修订,至今已经实施12年。
随着电力、船舶、石油化工等工业部门的高速发展,作为热交换器和冷却器用铜管被大量应用于大容量电站和核电站的建设,并随之对所用铜管提出了新的更高要求。
为了满足市场的对热交换器及冷凝器用铜管的要求,应及时修订现行的国家标准。
二、工作概况根据国标委综合[2013]90号和有色标委[2013]32号《关于转发2013年第二批有色金属国家、行业标准制(修)订项目计划的通知》,其中序号27(项目编号“20132118-T-610”)《热交换器用铜合金无缝管》国家标准由中铝洛阳铜业有限责任公司、浙江海亮股份有限公司、江阴新华宏铜业有限公司、无锡隆达铜业有限公司、金龙精密铜管集团股份有限公司、江阴新华宏铜业有限公司、浙江宏磊铜业股份有限公司、江苏萃隆精密铜管股份有限公司、山东亨圆铜业有限公司,完成年限为2016年。
标准制订计划任务正式下达后,立即成立了标准起草小组,并落实起草任务,确定标准的主要起草人,拟定该标准的工作计划。
具体分工为:中铝洛阳铜业有限公司总负责、市场和同行业信息收集及执笔;浙江海亮股份有限公司、江阴新华宏铜业有限公司、无锡隆达铜业有限公司、金龙精密铜管集团股份有限公司、江阴新华宏铜业有限公司、浙江宏磊铜业股份有限公司、江苏萃隆精密铜管股份有限公司、山东亨圆铜业有限公司负责补充市场信息和标准数据的验证。
各企业分工明确,紧密合作,将共同完成标准的修订工作。
经过标准编制组及有关人员的共同努力,通过对国内外现状及发展趋势的分析,并结合国内的实际情况,参照国外先进标准,本次标准修订在国家标准GB/T8890-2007《热交换器用铜合金无缝管》的基础上,根据市场需求和客户的特殊要求,经过广泛征求意见形成了本标准讨论稿。
铜及铜合金波导管国家标准
铜及铜合金波导管国家标准《铜及铜合金波导管》国家标准送审稿编制说明1、标准修订情况简介根据中国有色金属工业标准计量研究所,有色标委(2006)第13号《关于下达2006-2008年有色金属国家标准制、修订计划的通知》的文件精神,编号20061100-T-610《铜及铜合金波导管》的国家标准,由沈阳有色金属加工厂负责整合修订。
波导管在微波传输线中属于第二类,为具有均匀填充介质的传输线,传播横电波(TE)或横磁波(TM),在微波行业又称为色散波传输线,主要形状有矩形和圆形等,主要应用于军工、通信、卫星地面站、微波测量等领域。
它具有频带宽,损耗小,便于连接,并起缓冲作用,是微波电子设备中不可缺少的传输线。
特别是矩形波导管,随着我国通信行业的日渐强大,其应用范围越来越广泛。
沈阳有色金属加工厂从1957年开始研制波导管到60年代大批量生产,已有近五十年的生产历史,并在上个世纪八十年代末期将波导管的产品技术条件完善并制订了GB/T8893和GB/T8894两个波导管国家标准。
其后又经过近二十年的发展,波导管生产系统日臻完善,工艺已成熟稳定。
所以本次修订根据国家标准格局的需要,将圆形波导管标准与方形和矩形波导管标准整合一个《铜及铜合金波导管》标准,便于用户的使用与查找,生产厂家与用户的沟通协调。
2、主要技术指标说明多年来,沈阳有色金属加工厂在生产常规波导管产品时,不断改进生产工艺,提高产品质量,将波导管产品在做细做精的基础上,开发出了许多型号不在原国家标准范围内,但在用户中已有一定需求量、占有一定市场份额的产品,在本次修订时加入到新标准中。
在高功率系统、毫米波系统和一些精密测试设备中,主要采用紫铜矩形波导管,因为其在实际应用中的损耗很小,近似为理想导体。
一般b/a=2,即宽为高的2倍的波导管为标准波导管,因为b=a/2的波导能在保证频带宽度下达到最大通过功率。
而根据要求的不同,在波导尺寸的选择上,有时在大功率时,为了提高功率容量,选b>a/2的高波导;为了减小体积,减轻重量,在小功率的情况下,要求选用b<a/2的扁波导管。
国家标准《铜及铜合金拉制管》(送审稿)编制说明

国家标准《铜及铜合金拉制管》(送审稿)编制说明一、工作简况现行标准主要参照前苏联国标进行的修订,随着中国加入世贸组织,为适应国际市场的竞争需要,提高产品的竞争能力,使产品不断地打入国际市场,必须与国际惯例接轨,以国外先进标准为目标进行标准修订。
根据洛阳铜加工集团有限责任公司的立项申请、国家标准化管理委员会批准,中国有色金属协会以中色协产字(2003)065号文件的形式下达了标准修订任务,其中附件1《2003年有色金属国家标准制(修)订计划项目表》中序号第56项(项目编号20031756-T-610)《铜及铜合金拉制管》国家标准的修订由洛阳铜加工集团有限责任公司、浙江海亮铜业集团有限公司负责起草修订。
标准修订计划任务正式下达后,洛铜集团、海亮集团公司分别成立了标准起草小组,并进行了任务落实,拟定该标准修订的工作计划、进度和要求。
经过标准编制组及有关人员的共同努力,通过对国内外现状及发展趋势的分析,并结合国内的实际情况,参照国外先进的标准,在国家标准GB/T1527—1997《铜及铜合金拉制管》和GB/T8010-1987《气门嘴用HPb63-0.1铅黄铜管》的基础上,根据市场需求和客户的特殊要求对一些指标作了适当调整后,编制了本标准送审稿及其编制说明。
二、编制原则作为大众化的、一般用途的铜及铜合金拉制管,修订标准时应按照国家质量监督检验检疫总局发布的《采用国际标准管理办法》的规定,尽量采用国际标准或国外先进标准。
在标准正式立项前,我们就注意收集了国内外有关铜管方面的信息。
经查阅国内外有关标准后得知,国际标准化组织(ISO)、美国材料与试验学会(ASTM)、日本(JIS)、俄罗斯(ΓOCT)和欧盟(EN)等国家和组织均制订有一般用途的铜及铜合金拉制管(力学性能)标准,如ISO 1635:1974《加工铜及铜合金一般用途的圆管:力学性能》、ASTM B75:1999《无缝铜管》、ASTM B135:2000《无缝黄铜管》、JIS H3300:1997《铜及铜合金无缝管》、ΓOCT617:1990《铜管技术条件》、EN12449:1999《铜及铜合金——一般用途的无缝圆形管》。
国家标准《铜及铜合金散热管》编制说明
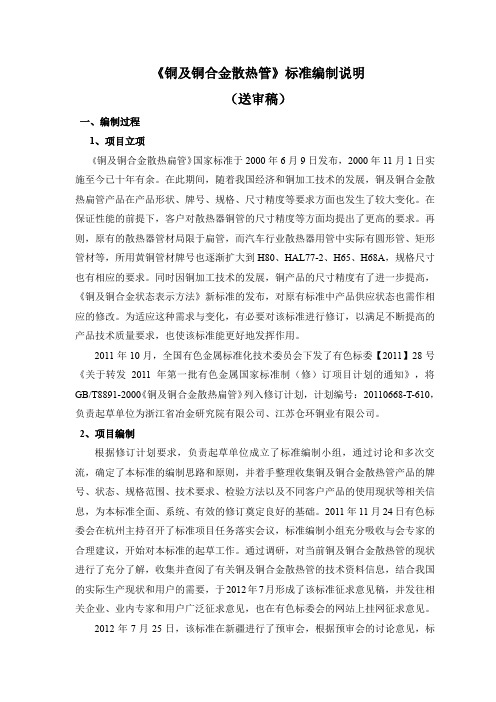
《铜及铜合金散热管》标准编制说明(送审稿)一、编制过程1、项目立项《铜及铜合金散热扁管》国家标准于2000年6月9日发布,2000年11月1日实施至今已十年有余。
在此期间,随着我国经济和铜加工技术的发展,铜及铜合金散热扁管产品在产品形状、牌号、规格、尺寸精度等要求方面也发生了较大变化。
在保证性能的前提下,客户对散热器铜管的尺寸精度等方面均提出了更高的要求。
再则,原有的散热器管材局限于扁管,而汽车行业散热器用管中实际有圆形管、矩形管材等,所用黄铜管材牌号也逐渐扩大到H80、HAL77-2、H65、H68A,规格尺寸也有相应的要求。
同时因铜加工技术的发展,铜产品的尺寸精度有了进一步提高,《铜及铜合金状态表示方法》新标准的发布,对原有标准中产品供应状态也需作相应的修改。
为适应这种需求与变化,有必要对该标准进行修订,以满足不断提高的产品技术质量要求,也使该标准能更好地发挥作用。
2011年10月,全国有色金属标准化技术委员会下发了有色标委【2011】28号《关于转发2011年第一批有色金属国家标准制(修)订项目计划的通知》,将GB/T8891-2000《铜及铜合金散热扁管》列入修订计划,计划编号:20110668-T-610,负责起草单位为浙江省冶金研究院有限公司、江苏仓环铜业有限公司。
2、项目编制根据修订计划要求,负责起草单位成立了标准编制小组,通过讨论和多次交流,确定了本标准的编制思路和原则,并着手整理收集铜及铜合金散热管产品的牌号、状态、规格范围、技术要求、检验方法以及不同客户产品的使用现状等相关信息,为本标准全面、系统、有效的修订奠定良好的基础。
2011年11月24日有色标委会在杭州主持召开了标准项目任务落实会议,标准编制小组充分吸收与会专家的合理建议,开始对本标准的起草工作。
通过调研,对当前铜及铜合金散热管的现状进行了充分了解,收集并查阅了有关铜及铜合金散热管的技术资料信息,结合我国的实际生产现状和用户的需要,于2012年7月形成了该标准征求意见稿,并发往相关企业、业内专家和用户广泛征求意见,也在有色标委会的网站上挂网征求意见。
有色金属行业标准《铜及铜合金挤制管》
有色金属行业标准《铜及铜合金挤制管》(送审稿)编制说明一、项目来源现行的YS/T 662-2007《铜及铜合金挤制管》有色金属行业标准,自2007年11月开始实施以来,历经近十年的运行,随着市场需求和企业生产能力的变化,所涵盖的产品牌号、规格及其技术要求均发生了变化,该标准已不能满足各方面的使用需求。
同时GB/T 5231-2012《加工铜及铜合金牌号和化学成分》、GB/T 29094-2012《铜及铜合金状态表示方法》标准已发布实施,合金牌号和状态表示方法有何大的变化。
为适应市场的竞争需要,提高产品的竞争能力,须及时修订现行标准。
根据工信厅科[2016]110号和有色标委[2016]31号《关于转发2016年第二批有色金属国家、行业标准制(修)订项目计划的通知》,其中序号113(项目编号“2016-0314T-YS”)《铜及铜合金挤制管》行业标准由中铝洛阳铜业有限公司、浙江海亮股份有限公司负责起草,完成年限为2018年。
2016年底,因中铝洛阳铜业企业改制,新成立中铝洛阳铜加工有限公司,铜及铜合金、铝镁合金的生产、技术工艺、检测等主体全部由中铝洛阳铜加工有限公司负责,因此该标准的编制工作由新公司中铝洛阳铜加工有限公司负责。
二、工作简况标准制订计划任务正式下达后,立即成立了标准编制组,并落实起草任务,确定标准的主要起草人,拟定该标准的工作计划。
具体分工为:中铝洛阳铜加工有限公司总负责、市场和同行业信息收集、资料汇总及执笔;浙江海亮股份有限公司负责补充市场信息和标准数据的验证。
编制组分工明确,紧密合作,共同完成标准的修订工作。
铜及铜合金挤制管作为一种常规产品,国内外均有订货。
据分析,该类管材既有作为成品管直接使用的,也有作为坯料进行再加工的管材;据查,国外也只有德国制定有铜及铜合金挤制管尺寸国家标准,无性能标准规定(欧共体标准中的制造状态M产品,大概即相当于挤制管材,也没有性能规定)。
而铜及铜合金挤制管材的尺寸允许偏差另外制定有标准,不属于本标准的重点,因此,本标准制定时无国外标准可参照。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
国家标准《铜及铜合金毛细管》(送审稿)编制说明一、项目来源根据国标委综合〔2017〕128号文件《国家标准委关于下达2017年第4批国家标准制修订计划的通知》和有色标委[2018]2号文件《关于转发2018年第一批有色金属国家标准制(修订)项目的通知》,其中项目编号20173797-T-610《铜及铜合金毛细管》国家标准由金龙铜管集团无锡金龙川村精管有限公司、苏州富瑞铜合金科技有限公司、浙江耐乐铜业有限公司、山东兴鲁有色金属集团有限公司、山东中佳电子科技有限公司、浙江海亮股份有限公司、青岛宏泰铜业有限公司、江西耐乐铜业有限公司、青岛宏泰金属制品有限公司、常熟中佳新材料有限公司负责起草,完成年限为2019年12月。
现行的GB/T 1531-2009《铜及铜合金毛细管》国家标准,2009年4月15日发布,2010年2月1日实施,距今已经9年多。
本标准修改结合ASTM B360-2009《限流用拉制硬态铜毛细管》和EN12450-2012《铜及铜合金无缝圆形毛细管》进行修订。
随着铜及铜合金毛细管生产技术和制冷技术的发展,有色金属加工业快速发展,对铜及铜合金毛细管提出了更高、更新的发展,为适应国际和国内市场的竞争需要,持续提高产品的竞争能力,对现行国家标准进行修订。
二、工作概况和编制依据标准制订计划任务正式下达后,立即成立了标准编制组,并落实起草任务,确定标准的主要起草人,拟定该标准的工作计划。
具体分工为:金龙铜管集团无锡金龙川村精管有限公司总负责、市场和同行业信息收集、资料汇总及执笔;苏州富瑞铜合金科技有限公司、浙江耐乐铜业有限公司、山东兴鲁有色金属集团有限公司、山东中佳电子科技有限公司、浙江海亮股份有限公司、青岛宏泰铜业有限公司、江西耐乐铜业有限公司、青岛宏泰金属制品有限公司、常熟中佳新材料有限公司负责补充市场信息和标准数据的验证。
各企业分工明确,紧密合作,共同完成标准的修订工作。
我国现用铜及铜合金毛细管GB/T1531-2009《铜及铜合金毛细管》,为适用于家用空调、冰箱(冰柜)、中小型中央空调及制冷设备用无缝铜管的产品标准。
标准编制组确定后,收集了国内外有关铜及铜合金毛细管方面的信息。
经查阅国内外有关标准,美国材料与试验学会(ASTM)和欧盟(EN)等国家和组织制订铜及铜合金毛细管的标准,ASTM B360-2009《限流用拉制硬态铜毛细管》和EN12450-2012《铜及铜合金无缝圆形毛细管》。
标准水平基本相当,技术内容又有差异。
通过分析、对比,就综合指标而言,GB/T 1531《铜及铜合金毛细管》范围更广,测试和试验方法明确,结合铜及铜合金毛细管市场应用,本次修订对应用范围进行了拓展,适用性更强。
经过标准编制组及有关人员的共同努力,通过对国内外现状及发展趋势的分析,并结合国内的实际情况及国外先进标准,本次标准修订在原国家标准GB/T 1531-2009《铜及铜合金毛细管》的基础上,根据市场需求和客户的特殊要求,经过广泛征求意见于2018年6月底形成了本标准《讨论稿》及《编制说明》。
2018年7月在哈尔滨召开了标准讨论工作会,对本标准《讨论稿》进行讨论,根据标准工作会议精神及专家们提出的意见,对《讨论稿》进行修改和完善,并向参与起草单位征集了主要技术要求的测试数据,使本标准更趋于完善,于2019年3月形成本标准《预审稿》及《编制说明》,提交株洲标准工作会。
2019年3月在株洲召开了标准工作会,根据标准工作会议精神及专家们提出的意见,对《预审稿》进行修改和完善,会后起草单位对照修改意见进行修改,并向参与起草单位再次征集了主要技术要求的测试数据。
并于2019年X月形成本标准《征求意见稿》及《编制说明》,发往X家单位征求意见,回函单位数X家,回函并有建议或意见的X家,回函没有意见的X家,标准修订起草小组立即根据重新收集的数据,,对标准进行完善,于2019年7月初形成标准《送审稿》及《送审稿编制说明》。
三、修订原则、主要技术指标确定依据:3.1、本标准对GB/T1531-2009标准的主要修订内容:——扩大了直管长度范围及其要求,长度由原来“50mm~6000mm”扩大为“30mm~6000mm”;——按照新国标修改了铜合金牌号和状态的表示方法;——增加了管材类型,“变径加工”管材的技术要求及规范;——增加了管材牌号T2、TP2、TP1维氏硬度标准;——修订了高精级管材外径、内径及其允许偏差,整合了高精级和普通级管材外径、内径及其允许偏差表;——将定尺墩台(限位)管材墩台外径范围及其允许偏差(外径+0.3~0.5)±0.4mm 修改为(外径+0.5~1.0)±0.3mm;——增加了管材扩口试验要求;——将管材涡流探伤执行标准GB/T 5248修改为YS/T 999;——将管材内表面残渣、内表面油分测试所选用试剂S-316修改为H-997、四氯化碳、四氯乙烯、甲醇和丙酮混合物等;——将管材内表面油分测试设备OCMA-300修改为OCMA-305,同时对测试方法进行修订;3.2、修订原则本标准本着提升产品质量、节能降耗、绿色环保的编制原则,以提升我国铜及铜合金毛细管制造水平为目标,按照GB/T1.1-2009《标准化工作导则第1部分:标准的结构和编写》给出的规则进行修订起草。
同时参照美国材料与试验学会(ASTM)和欧盟(EN)等国家和组织制订铜及铜合金毛细管的标准(ASTM B360-2009《限流用拉制硬态铜毛细管》和EN12450-2012《铜及铜合金无缝圆形毛细管》)和我国的实际生产情况进行的修订。
3.3、主要技术指标确定依据3.3.1标准立项名称及适用范围3.3.1.1本标准立项名称为“铜及铜合金毛细管”,英文名称“Capillary tube of copper and copper alloys”,在标准征求意见的过程中未提出其他建议,仍确定为此项标准的名称。
3.3.1.2适用范围在标准征求意见的过程中未提出其他建议,本次修订保持不变。
3.3.2规范性引用文件:在株洲标准工作会议中通过专家一致意见,完善并增加了“GB/T 8170 数值修约规则与极限数值的表示和判定”、“GB/T 26303.1 铜及铜合金加工材料外形尺寸检验方法第1部分:管材”规范性引用文件,将原“GB/T 228.1金属材料拉伸试验第一部分:室温试验方法”修改为“GB/T 34505 铜及铜合金材料室温拉伸试验方法”。
3.3.3 术语和定义3.3.3.1 由于“毛细管”原术语定义包含了质量要求,改写了毛细管定义;3.3.3.2 增加了油分、水分和变径加工术语定义;3.3.4要求3.3.4.1产品分类产品分类是对毛细管产品的牌号、状态和规格进行规定,同时规定了产品标记方法。
相关情况分别说明如下:3.3.4.1.1结合目前市场及参与起草单位,毛细管牌号主要有:TP2、H65、H68,但由于GB/T 1531-2009规定的还有T2、TP1、H95、H90、H85、H80、H70、H63、H62、QSn 4-0.3、QSn 6.5-0.1等多个牌号,本次未作修改。
根据参加株洲标准工作会意见,增加了BFe10-1-1牌号。
3.3.4.1.2产品状态按照GB/T 29094国标表示方法进行了修改。
3.3.4.1.3产品种类为直管和盘管两种,长度范围由原来“50mm~6000mm”扩大到“30mm~6000mm”,外径、内径范围未作修改。
3.3.4.1.4产品标记方法:按照GB/T1.1-2009的规定,产品标记按照产品名称、标准编号、牌号、状态、规格的顺序表示,标准中给出了产品的典型标记示例。
3.3.4.2化学成分管材的化学成分应符合GB/T 5231中的规定。
3.3.4.3尺寸及其允许偏差根据实际生产情况及标准的规范性,合并了高精级和普通级管材外径、内径及其允许偏差表。
直管定尺长度增加了30~50mm 尺寸范围及对应允许偏差。
定尺墩台(限位)管材(如图1所示)结合实际生产情况完善了墩台外径公差,由原“(OD+0.3~0.8)±0.4mm ”修改为“(外径+0.5~1.0)±0.3mm ”图1 定尺墩台(限位)管材说明:D 1—外径; d 1—内径; b —墩台宽度; c —墩台高度。
Φ d 1结合市场需求,增加了“变径加工”管材类型,并进行要求及规范;变径加工管材(如图2所示),为保证变径加工后变径端质量及工艺可行度,通常变径量不超过公称尺寸的2倍,变径端只保证外径或内径其中一项要求。
变径加工后,变径端平均壁厚t ≥0.4mm,壁厚任意极差≤0.2mm,长度允许偏差执行表3,其余允许偏差执行表5。
图2 变径加工管材说明:D2—外径(非变径加工部分);d2—内径(非变径加工部分);D3—变径加工外径;d2—变径加工内径;h—变径加工长度;t—壁厚。
本次增加的“变径加工”管材类型选取了TP2材质的外径4.5mm、内径3.0mm、扩口外径7.0mm、扩口长度7.0mm样品200个,为保证扩口外径、长度、壁厚极差数据准确性,编制小组对数据整理、分析和研究,具体分析:扩口外径如下表5a,扩口长度如下表5b,扩口壁厚如下表5c表5a 实测TP2材质的扩口外径尺寸频数和频率分布表实测TP2材质的扩口外径尺寸频数直方图表5b 实测TP2材质的扩口长度尺寸频数和频率分布表实测TP2材质的扩口长度尺寸频数直方图表5c 实测TP2材质的扩口壁厚尺寸频数和频率分布表实测TP2材质的扩口壁厚尺寸频数直方图有统计表可知,扩口外径、扩口长度、扩口壁厚全部在规定允许偏差范围内,尺寸偏差技术要求制定合理,该产品工艺成熟。
增加了轻拉(H55)、拉拔硬(H80)状态管材的圆度应表6的规定。
3.3.4.4力学性能此次修订对力学性能测量值进行实测数据收集和统计,分别对TP2 H80、O60两种状态,数据进行整理、分析和研究,具体分析如7a、7b、7c,分别对H68、H65(H80状态)数据进行整理、分析和研究,具体分析如7d、7e表7a 实测TP2材质H80状态抗拉强度频数和频率分布表实测TP2材质H80状态抗拉强度频数直方图表7b 实测TP2材质O60状态抗拉强度频数和频率分布表实测TP2材质O60状态抗拉强度频数直方图表7c 实测TP2材质O60状态断后伸长率频数和频率分布表实测TP2材质O60状态断后伸长率频数直方图表7d 实测H68材质H80状态抗拉强度频数和频率分布表实测H68材质H80状态抗拉强度频数直方图表7e 实测H65材质H80状态抗拉强度频数和频率分布表实测H65材质H80状态抗拉强度频数直方图由以上图表可知,实测抗拉强度、断后伸长率数据100%合格,TP2材料H80状态抗拉强度数据在420-470Mpa之间,O60状态抗拉强度数据在220-260Mpa之间,O60状态断后伸长率数据在41%-48%之间;H68材料H80状态抗拉强度数据在500-560Mpa 之间,H65材料H80状态抗拉强度数据在510-590Mpa之间。