MSA第三版GRR数据表
MSA-GRR数据自动生成工具(已经解密)

使用本表前请阅读可调储存格的批注,%R&R达到预期要求时立即复制数据, 选择粘贴数值的方式粘贴到新表。 参数规格下限 规格上限 数据结果 测量偏差 规格偏差 小数位
10.15 10.8
10.475 0.13 系数 系数
数
0.02
0.2
2
GR&R=
11.7%
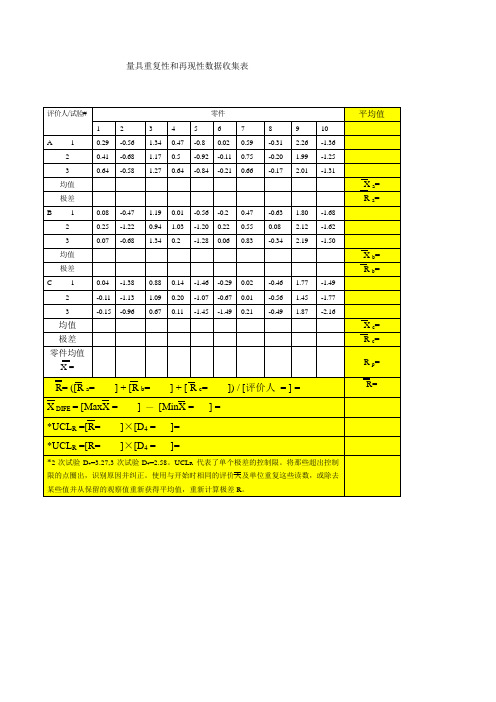
量具重复性和再现性数据表
零件 评价人/试验 1 2. 3. 4. Average均值 5. Range极差 6. B 7. 8 9. Average均值 10. Range极差 11. C 12. 13. 14. Average均值 15. Range极差 16. Part Average Xbar/p零件均值 (Xp) A 1 1. 10.53 2. 10.53 3. 10.54 10.5333 0.0100 1. 10.53 2. 10.55 3. 10.55 10.5433 0.0200 1. 10.54 2. 10.55 3. 10.53 10.5400 0.0200 2 10.55 10.56 10.57 3 10.37 10.38 10.38 4 10.42 10.42 10.42 5 10.45 10.45 10.46 10.4533 0.0100 10.47 10.47 10.45 10.4633 0.0200 10.45 10.45 10.46 10.4533 0.0100 6 10.51 10.53 10.52 7 10.39 10.39 10.39 8 10.44 10.44 10.45 9 10.43 10.43 10.45 10 10.56 10.57 10.57 Average均值 10.465 10.470 10.475 10.470 .011 10.476 10.477 10.475 10.476 .012 10.474 10.476 10.473 10.474 .010
MSA讲义(GRR)

稳定性分析
1)取一个样本并建立相对于可溯源标准的基准值。如果 该样品不可获得,选择一个落在生产测量范围中间的生 产零件 ,指定其为稳定性分析的标准样本。具备预期 测量的最低值,最高值和间位置的标准样本是较理想的。 建议对每个标准样本分别做测量与控制图。 2)定期(天,周)测量标准样本3~5次,样本容量和频率应该 基于对测量系统的了解。因素可以包括重新校准的频次、 要求的修理,测量系统的使用频率,作业条件的好坏。 应在不同的时间读数以代表测量系统的实际使用情况, 以说明在一天中预热、周围环境和其他因素发生的变化。 3)将数据按时间顺序画在Xbar&R或Xbar&S控制图上。
i 1 10
值VT为0.8mm,零件之制程变异为0.70mm. 则Bias=VA-VT=0.75-0.80=-0.05 %Bias=100( Bias /制程变异) =100(0.05/0.70)=7.1%(标准是5%以下)
线性分析
3 GRR_MSA系统分析
样 本 范 围
18
Minitab Sixpack
通过零件
本图显示所有操作员共同绘制10个零件的数据 ,显示了原始数据并强调突出了测量的平均值 。
零件 通过操作员
与上图相似,但零件是按操作员而不是按数 据进行排列,此图可以帮助识别操作员的测 量结果。
操作员 操作员*零件 操作员 零件 关系 操作员
5
进行测量研究
呆在现场进行研究; 注意计划外因素 进行研究 – 指导方针
1. 每个操作员对所有的样本进行一次随机 随机测量 随机
持续进行直到每个操作员对所有的样本完成一次测量 这是试验 1 确保零件进行标记以便于数据采集但对操作员保持“隐蔽”(无法辨别)
2. 重复需要的试验数
每个样本应该由每个操作员测量2 - 3次
操作员与零件 的关系
操作员
均 值
零件
22
Minitab Sixpack
图形输出的问题
变异的组成 百 分 比 %影响 %方差分析 %工艺过程 %公差 超界零件
零件 操作员的极差图 样 本 范 围 操作员 超界操作员
操作员的Xbar图 图 操作员的 样 本 均 值
操作员*零件 操作员 零件 关系
操作员
异变的组成 影响 方差分析 工艺过程 公差
百 分 比
重复性 再现性 零件间
总体Gage R&R
在检验员之间 或检验员与检 验员之间 工艺过程变异的估计直到输 入Historical Sigma
13
标准度量内 或一个检验员
重复性: 重复性 图表视图
重复性由特别的极差图进行检测,表中画出了每个操作员测量每个 零件的差异。如果被测零件的最大值和最小值间的差异未超过UCL, 则视度量标准和操作员为可重复的。
MSA第三版GRR数据表

2.01
-1.31
0.2
均值
0.447
-0.607
1.260
0.537
-0.853
-0.100
0.667
-0.227
2.087
-1.307
0.19
极差
0.35
0.12
0.17
0.17
0.12
0.23
0.16
0.14
0.27
0.11
0.1
B1
0.08
-0.47
1.19
0.01
-0.56
-0.20
=
%AV= 100 [AV/TV]
= 100 [/]
=%
=
2
3
= =
0.7071
0.5231
重复性和再现性(GRR)
GRR=
%GRR= 100 [GRR/TV]
= 100 [/]
=%
=
=
2
0.7071
零件变差(PV)
3
0.5231
%PV= 100 [PV/TV]
= 100 [/]
=%
PV=
4
0.4467
0.39
0.38
0.20
0.10
0.42
0.67
0.3
零件均值
0.169
-0.851
1.099
0.367
-1.064
-0.186
0.454
-0.342
1.940
-1.571
RP=.00
3.5
([ =0.184]+[ =0.513]+[ =0.328])/[#评价人数=3]=
GRR表
岗位培训、口述、作业指导书、控制计划、检验计划、 如何做
标准操作程序 (S.O.P) , 通常口头, 文件化 S.O.P 、 DCC
]) / [评价人 = ] =
R=
X DIFE = [MaxX = *UCLR =[R= *UCLR =[R=
]×[D4 = ]×[D4 =
*2 次试验 D4=3.27,3 次试验 D4=2.58。UCLR 代表了单个极差的控制限。将那些超出控制
限的点圈出,识别原因并纠正。使用与开始时相同的评价人及单位重复这些读数,或除去 某些值并从保留的观察值重新获得平均值,重新计算极差 R。
零件号和名称: 特性: 规范: 量具名称: 量具号: 量具类型: 日期: 完成人:
R = 0.3417
X DIFF =0.4446
R P = 3.511
% 总变差 (TV)
测量单元分析 重复性—设备变差(EV)
EV
= R × K1 = =
0.3417 × 0.20188
0.5908
试验 K1 2 0.8862 3 0.5908
0.880 0.42 1.099
0.150 0.09 0.367
-1.327 0.39 -1.064
-0.483 0.38 -0.186
0.080 0.20 0.454
-0.503 0.10 -0.342
1.697 0.42 1.940
-1.807 0.67 -1.571
X= ([R a= 0.184] + [R b=0.513] + [ R c=0.328 ]) / [#评价人个数= 3] = [MaxX =0.1903] - [MinX= -0.2543] = XDIFF = 0.446 • [R=0.3417]*[D4 =2.5 8 ]= UCLR = 0.8816 •
MSA-GRR数据生成工具(原始表格) - 副本
13.7311
14.5811 14.4911 13.4900 14.4578 14.5522 X-barbar=
14.137
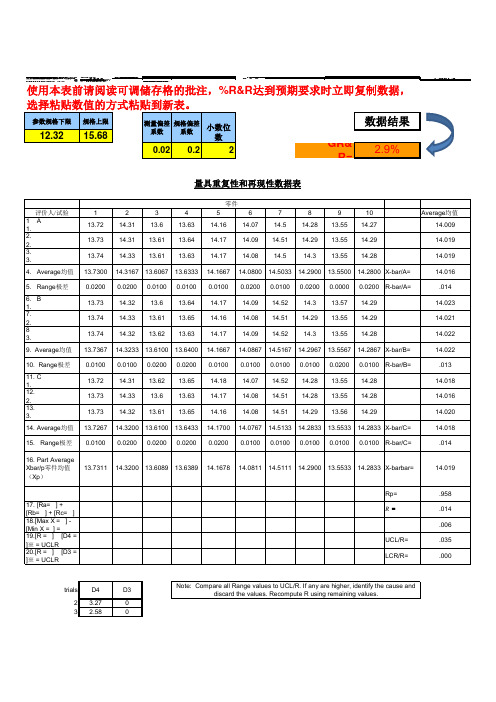
Rp= 17. [Ra= ] + [Rb= ] + [Rc= ] / [ 评价人数量 = 18.[Max X = ] - [Min X = ] = XDIFF 19.[R = ] × [D4 = ]※ = UCLR 20.[R = ] × [D3 = ]※ = UCLR UCL/R= LCR/R= ]= R =
13.7467 13.6800 14.0533 0.0100 13.75 13.76 13.74 0.0200 13.68 13.69 13.67 0.0100 14.06 14.05 14.04
14.5800 14.4933 13.4933 14.4567 14.5567 X-bar/B= 0.0200 14.59 14.58 14.58 0.0100 14.49 14.49 14.48 0.0100 13.5 13.48 13.5 0.0200 14.46 14.46 14.46 0.0100 14.56 14.55 14.55 R-bar/B=
使用本表前请阅读可调储存格的批注,%R&R达到预期要求时立即复制数据, 选择粘贴数值的方式粘贴到新表。 参数规格下限 规格上限 数据结果 测量偏差 规格偏差 小数位
12.32 15.68
14 0.672 系数 系数
数
0.02
0.2
2
GR&R=
2.4%
量具重复性和再现性数据表
零件 评价人/试验 1 2. 3. 4. Average均值 5. Range极差 6. B 7. 8 9. Average均值 10. Range极差 11. C 12. 13. 14. Average均值 15. Range极差 16. Part Average Xbar/p零件均值 (Xp) A 1 1. 14.58 2. 14.59 3. 14.58 14.5833 0.0100 1. 14.59 2. 14.6 3. 14.59 14.5933 0.0100 1. 14.59 2. 14.59 3. 14.59 14.5900 0.0000 2 13.74 13.76 13.74 3 13.67 13.68 13.68 4 14.04 14.04 14.05 5 13.72 13.74 13.73 13.7300 0.0200 13.74 13.74 13.73 13.7367 0.0100 13.73 13.72 13.73 13.7267 0.0100 6 14.57 14.59 14.58 7 14.48 14.5 14.5 8 13.48 13.49 13.48 9 14.45 14.46 14.46 10 14.54 14.56 14.54 Average均值 14.127 14.141 14.134 14.134 .015 14.136 14.143 14.138 14.139 .013 14.141 14.137 14.134 14.137 .012
测量系统分析(MSA)”第三版”
测量系统分析(MSA)”第三版”四\测量系统分析(MSA)”第三版”(一)手册概貌1.MSA含义MSA是英文名称Measurement Systems Anelysis 的缩写,中译名为测量系统分析。
有时为了简略,常用MSA来代之。
2.本手册性质和目的本手册性质属指南性的,故对测量系统所述及的术语和评定测量系统质量的方法均作了介绍,特别是适用于工业界的评定测量系统质量多种方法作了详情介绍。
其目的为评定测量系统(主要是关注对每个零件能重复读数的)质量提供指南,是为工业界正确使用测量系统提供方法。
3.本手册的版本说明▲本手册是由北美三大汽车公司联合编写而成,原是供执行QS9000质量标准的供货商使用,现应用围已扩展到执行ISO/TS16949技术规的供应商也可使用。
▲当然其容也随着时间的推演而不断扩充,因此其版本也不断更新,现已从1990年10月第一版经过1995年2月的第二版演变为2002年3月第三版。
▲随着版本的变换,对使用者的知识要求和使用工具也有变化。
初版时很明确说明“本手册是应用了统计学方法来阐述测量系统的分析,但非统计学领域的人同样可以使用。
”但第三版对测量系统分析方法的叙述,使不具备一些统计学方法的基本知识者很难理解,同时强调了计算机软件的使用。
4.本手册的主要容:1)详情的术语解释2)强调了测量系统变异性对决策(产品、过程、新过程接受、过程设定/控制)的影响3)提出了对测量过程要进行策划和量具来源选择的流程4)明确提出了测量系统分析方法的分类:▲简单测量系统分析方法▲复杂测量系统分析方法▲其它测量系统分析方法5.为了便于使用,对简单测量系统分析的多种方法作了详细介绍。
(二)测量系统分析的起因1.由测量系统对被测特性赋值而得到的测量数据,过去一直用于产品控制,近来已用于过程控制,用来确定二个或多个变量之间是否存在重要关系的研究。
随着应用围的扩大和次数的增加,发现从同一测量系统获得的测量数据,其使用围不能无限扩大,也就是说,不同的使用围对提供测量数据的测量系统的质量有一定要求。
MSA手册第三版

第六版
第六版
MSA
44
第五章
灵敏度
第六版
MSA
45
灵敏度
• 灵敏度:最小的输入产生可探测出的输出信号,
是在测量特性变化时测量系统的响应。
--由量具设计(分辨率)、固有质量(OEM)、使用中 的维修及仪器和标准的操作条件确定。 --总是以一个测量单位报告。
第六版
MSA
46
灵敏度
• 了解测量系统的能力,以提供过程变差的信息 • 当测量系统不能探测过程变差时,不宜作测量系 统分析 • 当测量系统不能探测特殊原因变差时,不宜用作 过程控制
测量系统分析
Measurement Systems Analysis
版权所有
第 6版
版 权 所 有 , 未 经 书 面 许 可 , 不 得 以 任 何 方 式 复 制。 MSA 1
第六版
内容提要
• • • • • • • • • • 测量系统分析(MSA)概述 MSA 和 QS-9000/TS16949的关系 MSA 3rd 新的变化 测量系统的统计特性 灵敏度 & APQP 偏倚、线形、稳定性 进行量具的重复性和再现性分析(GR&R) 计数型测量系统研究 MSA 技术总结 附件
第六版
MSA
18
测量仪器如何影响测量结果
• • • • • • 测量仪器的精度必须小于规范值 测量仪器的种类,如尺,卡尺 测量仪器的准确度和精密度 偏倚和线性 重复性和再现性 稳定性
第六版 MSA 19
材料、方法、人员如何影响测量结果
• 材料: • 方法(程序): • 人员:
第六版
MSA
20
测量值并不总是精确的
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.7071 0.5231 0.4467 0.4030 0.3742 0.3534 0.3375 0.3249 0.3146
%PV = 100 [PV/TV] = 100 [ = % / ]
GRR2 PV 2
(____ 2 ____ 2 )
ndc = 1.41 PV
GRR
)
= 1.41 ( =
2 3 (AV)
0.8862 0.5908
再现性-评价人变差(AV) AV = = =
( X DIFF K 2 ) 2 ( EV 2 /(nr )) (____ ____) 2 (____ 2 /(__ __))
2 3 0.5231
%AV = 100 [AV/TV] = 100 [ = % / ]
(0.4446 0.523) 2 (0.20188 /(10 3))
2
K2
= 100 [ 0.22963 / 1.14610 ] 3 0.5231 = 20.04 %
0.22963 n = 零件数 r =实验次数
0.7071
重复性和再现性(GRR) GRR = = =
EV 2 AV 2
零件变差(PV) PV = RP K 3 = 1.10456 ×
%PV = 100 [PV/TV] = 100 [ 1.1045 / 1.14610 ] = 96.38 %
= 1.10456 总变差(TV) TV = =
GRR2 PV 2
(0.30575 1.10456 )
2
ndc = 1.41 PV
0.880 0.150 0.42 0.09
X c -0.25
Rc 0.3
X
零件 均值
0.169
-0.851
1.099 0.367
-1.064
-0.186
0.454
-0.342
1.940
-1.571
RP=
.00 3.5 0.34
([ Ra =0.184]+[ Rb =0.513]+[ Rc =0.328])/[# 评价人数=3]= [Max X =0.1903]-[Min X =-0.2543]= X DIFF 0.4446 · [ R =0.3417]*[D4=2.58]=UCLR=0.8816
2
日期: 完成人:
R
X DIFF 0.4446
% (EV)
试验次数
RP 3.511
总变差 (TV)
K1
%EV = 100 [EV/TV] = 100[ 0.20188 / 1.14610 ] = 17.62 %
2 3
0.8862 0.5908
再现性-评价人变差(AV) AV = = =
( X DIFF K 2 ) 2 ( EV 2 /(nr ))
1.260 0.537 0.17 1.19 0.94 1.34 0.17 0.01 1.03 0.20
X a 0.19
Ra
0.1 0.0 0.1 0.0
1.157 0.413 0.40 0.88 1.09 0.67 1.02 0.14 0.20 0.11
X b 0.06 Rb
0.5 -0.2 -0.2 -0.2
评 价 人/实 验# A 1 2 3 均值 极差 B 1 2 3 均值 极差 C 1 2 3 均值 极差
零件 均值 1 0.29 0.41 0.64 0.447 0.35 0.08 0.25 0.07 0.133 0.18 0.04 -0.11 0.15 0.073 0.19 2 -0.56 -0.68 -0.58 -0.607 0.12 -0.47 -1.22 -0.68 -0.790 0.75 -1.38 -1.13 -0.96 -1.157 0.42 3 1.34 1.17 1.27 4 0.47 0.50 0.64 5 -0.80 -0.92 -0.84 -0.853 0.12 -0.56 -1.20 -1.28 -1.013 0.72 -1.46 -1.07 -1.45 -1.327 0.39 6 0.02 -0.11 -0.21 -0.100 0.23 -0.20 0.22 0.06 0.027 0.42 -0.29 -0.67 -0.49 -0.483 0.38 7 0.59 0.75 0.66 0.667 0.16 0.47 0.55 0.83 0.617 0.36 0.02 0.01 0.21 0.080 0.20 8 -0.31 -0.2 -0.17 -0.227 0.14 -0.63 0.08 -0.34 -0.297 0.71 -0.46 -0.56 -0.49 -0.503 0.10 9 2.26 1.99 2.01 2.087 0.27 1.80 2.12 2.19 2.037 0.39 1.77 1.45 1.87 1.697 0.42 10 -1.36 -1.25 -1.31 -1.307 0.11 -1.68 -1.62 -1.50 -1.600 0.18 -1.49 -1.77 -2.16 -1.807 0.67 0.1 0.1 0.2
(0.20188 0.22963 )
2 2
%GRR = 100 [GRR/TV]
K3
= 100 [ 0.30575 / 1.14610 ] = 26.68 %
0.30575
2 3 4 5 6 7 8
2
0.7071 0.5231 0.4467 0.4030 0.3742 0.3534 0.3375 0.3249 0.3146
R
· 当实验次数为 2 次时 D4=3.27,为 3 次时 D4=2.58。 UCLR 表示 R 的界限。圈出那些超出界限的值,了解原因并纠正。 用与原来相同评价人和仪器对同一个零件重复原来的测量, 或者剔除这些值并由其余观测值再次平均并计算 R 和 UCLR 值。 图:完成的 GR&R 数据收集表
GRR
9 10
= 1.41 ( 1.10456 / 0.30575 ) = 5.094---5
= 1.14610
表中所用的有关理论和常数的资料参见 MSA 参考手册第三版 图:量具 GR&R 参考手册,第三版。
量具重复性和再现性报告
零件号和名称: 特性: 规范: 量具名称: 量具编号: 量具类型: 0.3417 测量单元分析 重复性-设备变差(EV) EV = R K1 = = 0.3417 × 0.5908 0.20188 (AV) %AV = 100 [AV/TV]
量具重复性和再现性报告
零件号和名称: 特性: 规范: 从数据表: 量具名称: 量具编号: 量具类型: 日期: 执行人:
R
测量单位分析 (EV)
X DIFF
%
RP
总变差 (TV)
重复性-设备变差(EV) EV = R K1 = = ×
试验次数
K1
%EV = 100 [EV/TV] = 100[ = % / ]
n=
r=
K2
0.7071
重复性和再现性(GRR) GRR = = = 零件变差(PV) PV = RP K 3 = = 总变差(TV) TV = = = ×
EV 2 AV 2
(____ 2 ____ 2 )
2 3 4 5 6 7 8 9 10
K3
%GRR = 100 [GRR/TV] = 100 [ = % / ]
R
X DIFF [Max X =
* UCLR =[ R =
] - [Min X = ] × [ D4 =
X DIFF
2 次试验对于 D4=3.27,3 次试验 D4=2.58。 UCLR 表示单个极差的控制限。圈出那些超过控制限的点。识 别原因并纠正。使用与开始时相同的评价人和单位重复这些读数,或者放弃某些值,从保留的观察值重新 平均,重新计算 R 和控制限。 注:
量具重复性和再现性数据收集表 评价人/ 试验 A 1 2 3 均值 极差 B 1 2 3 均值 极差 C 1 2 3 均值 极差 零件 均值 1 2 3 4 5 6 7 8 9 10
Xa
Ra
Xb
Rb
Xc Rc
X Rp
评价人数 ]= ]=
零件均值
R
a
Rb Rc / #