s136模具钢热处理工艺
S136模具钢有什么样的特性?
S136模具钢有什么样的特性?
S136模具钢具有如下的特性:
1、S136 模具钢具有优良的机械加⼯性被推荐⽤于所有的模具,由于其特殊的性质,更适合特殊环境的需求。
因此可以最⼤化的降低模具的⽣产成本。
2、S136 模具钢具有优良的耐腐蚀性因此适⽤于有腐蚀性的PVC、醋酸盐类等注模原料或必须在潮湿的环境下⼯作及存放的模具。
S136 模具钢具有优良的抛旋光性因此适⽤于⾼光滑度的表⾯⽣产光学产品,如照相机、太阳眼镜、化学仪器及塑料制品等。
3、S136 模具钢具有优良的耐磨性因此适⽤于磨耗较⼤的注模材料(包括热固性射出成型模)或要求模具有较长的⼯作时间,如电⼦零件、舍弃式的餐*具、器⽫等。
4、136 模具钢淬⽕时具有优良的稳定性因此制作出来的模具经过长期使⽤后,模⽳表⾯仍然维持原先的光滑状态,并且模具即使在潮湿的环境下操作或存放时也不需要特别的保护。
可以有效的减少模具的后期维修费⽤。
提醒:正确的研磨技术可以使S136 模具钢避免产⽣裂缝,并且能增加⼯具的寿命。
如果材料在低温回⽕状态下研磨,则在研磨期间变得很敏感,只有柔软的且开放晶粒式的砂轮才能使⽤,同时必须有良好的冷却剂。
s136模具钢热处理工艺
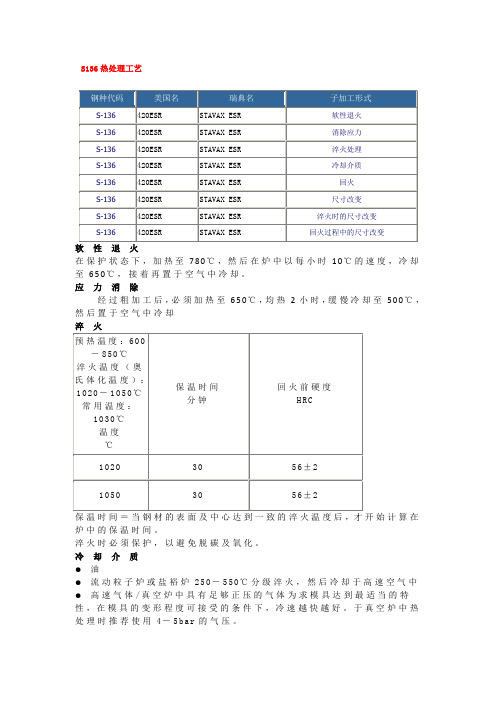
S136热处理工艺在保护状态下,加热至780℃,然后在炉中以每小时10℃的速度,冷却至650℃,接着再置于空气中冷却。
应力消除经过粗加工后,必须加热至650℃,均热2小时,缓慢冷却至500℃,然后置于空气中冷却保温时间=当钢材的表面及中心达到一致的淬火温度后,才开始计算在炉中的保温时间。
淬火时必须保护,以避免脱碳及氧化。
冷却介质●油●流动粒子炉或盐裕炉250-550℃分级淬火,然后冷却于高速空气中●高速气体/真空炉中具有足够正压的气体为求模具达到最适当的特性,在模具的变形程度可接受的条件下,冷速越快越好。
于真空炉中热处理时推荐使用4-5b a r的气压。
钢材冷却至50-70℃应立即回火。
硬度、晶粒大小、残余奥氏体数量于奥氏体化温度的关系图。
回火参照回火曲线图按所需硬度值选择回火温度。
回火两次,每次回火后,必须冷却到室温,最低的回火温度为180℃(适用于小件)。
保温时间至少两小时。
回火曲线图注1:建议250℃回火求韧性,硬度及抗腐蚀性的最好组合。
注2:以上的曲线数据只适宜小型模具。
模具可达的硬度要视模具的尺寸。
注3:应避免选用过高的奥氏体化温度与过低的回火温度<250℃的组合,皮棉模具产生太大的应力。
尺寸变形淬火及回火时的温度,不同种类的炉具及淬冷介质,会影响模具尺寸的改变。
模具的尺寸与几何形状也同样重要。
模具在加工时应预留加工量以弥补热处理后的尺寸变形。
在粗加工与半精加工之间建议预留0.15%作为S TAVA X E S T(S-136)的加工预留指标。
淬火过程的尺寸改变试片100*100*25毫米经正规的热处理程序,在淬火时的尺寸改变。
淬火过程由1020℃起宽度%长度%厚度%油淬最小最大+0.02-0.05+0.02-0.03+0.04-分级淬火最小最大+0.02-0.03±0+0.03-0.04-空冷最小最大-0.02+0.02±0-0.03±0-真空淬火最小最大+0.01-0.02±0+0.01-0.04-回火时的尺寸改变注意:淬火时和回火时的尺寸改变必须加在一起。
热作模具钢热处理

热作模具钢热处理
热作模具钢的热处理主要包括预热处理、球化退火、淬火和回火等步骤。
1. 预热处理:为了使工件在加热过程中均匀地膨胀和收缩,减少开裂,通常需要将工件预热至700~800℃。
2. 球化退火:通过将工件加热至略高于钢的AC1点,使其完全奥氏体化,然后以缓慢冷却速度(通常是随炉冷却)冷却,可使其组织转变成均匀的球状珠光体,以消除加工应力、提高模具韧性及抗蚀性,适用于以减小零件变形及改善切削加工性能为主要目的退火工艺。
3. 淬火:目的是为了使热作模具钢的钢的显微组织转变为马氏体,并得到高硬度的马氏体组织。
淬火温度通常选择在钢的AC3或略高于AC3的某一温度。
然后将模具缓慢冷却至200℃左右出炉,可使模具表面上的残余奥氏体转变为马氏体,从而提高其硬度及耐磨性。
4. 回火:回火是将淬火后的模具加热到低于AC1的温度,以消除或减少淬火引起的内应力,并使钢的组织趋于稳定。
根据需要,可以选择不同的回火温度和时间。
以上信息仅供参考,如需了解更多信息,建议查阅专业书籍或咨询专业人士。
s136是什么材料

s136是什么材料
S136是一种不锈钢材料,具有优异的耐腐蚀性能和高强度,被广泛应用于航
空航天、化工、石油、电力、医药、食品等领域。
S136材料的主要成分是铬、镍、钼和铁,具有良好的热加工性能和机械性能,适用于制造高要求的模具、塑料模具、压铸模具等。
下面将从S136材料的特性、应用领域和加工工艺等方面进行详细介绍。
首先,S136材料具有优良的耐腐蚀性能,能够在潮湿、酸碱环境中长期使用
而不生锈,因此被广泛应用于化工、石油、医药、食品等领域。
其次,S136材料
具有高强度和硬度,经过热处理后能够达到HRC48-52的硬度,因此适用于制造高
要求的模具、塑料模具、压铸模具等。
此外,S136材料还具有良好的热加工性能,易于加工成各种复杂的形状,因此在航空航天等领域也有广泛的应用。
在实际应用中,S136材料主要用于制造塑料模具、压铸模具、热压模具、注
塑模具等。
在模具制造过程中,首先需要对S136材料进行热处理,以提高其硬度
和耐磨性。
然后,根据模具的设计要求,采用数控加工设备对S136材料进行精密
加工,最终制造出符合要求的模具产品。
在模具使用过程中,还需要定期对S136
材料进行维护和保养,以确保其长期稳定的使用性能。
总之,S136材料是一种优异的不锈钢材料,具有优良的耐腐蚀性能和高强度,被广泛应用于航空航天、化工、石油、医药、食品等领域。
在模具制造领域,
S136材料也发挥着重要的作用,其优异的加工性能和耐磨性能,使其成为制造高
要求模具的理想材料之一。
希望本文能够对S136材料有所了解,并在实际应用中
发挥其优异的性能。
模具钢材料简介1-P20,H13,718,S136

中国牌号:3Cr2Mo 美国牌号:P20 标准: AISI-p20 GS-2311 ASSAB-618
P20钢材适用于制作塑料模和压铸低熔点金属的模具材料。此钢具有良好的可切削性及镜面 研磨性能。
P20钢材已预先硬化处理至285-330HB(30-36HRC),与瑞典618德国GS-2311状态相当,可 直接用于制模加工,并具有尺寸稳定性好的特点,预硬钢材才可满足一般用途需求,模具 寿命可达50W模次。
H13
简介 H13是热作模具钢,执行标准GB/T1299—2000。 统一数字代号T20502;牌号 4Cr5MoSiV1; H13模具钢
[1] 合金工具钢简称合工钢,是在碳工钢的基础上加入合金元素而形成的钢种。其中合工钢 包括:量具刃具用钢、耐பைடு நூலகம்击工具用钢、冷作模具钢、热作模具钢、无磁模具钢、塑料 模具钢。
钢锭 1180~1200 1130~1150 ≥850 坑冷
钢坯 1120~1160 1070~1110 ≥850 砂冷或缓冷
力学性能 圆钢球化退火至硬度≤235HB编辑本段进口P20模具钢 外国牌号:P20 所属国家:美国AISI 钢种类型:预硬化塑料模具钢 中国:3Cr2Mo 德国:1.233 主要特点及用途:在中国广泛应用,出厂硬度HRC30~42,适用于大中型精密模具
热处理 (交货状态:布氏硬度HBW10/3000(小于等于235)) 15度预热 1000度(盐浴)或1010度(炉控气氛)±6度加热 550度±6度回火退火、热加工;
淬火:790度± 保温5~15min空冷
特性 电渣重容钢,该钢具有高的淬透性和抗热裂能力,该钢含有较高含量的碳和钒, 耐磨性好,韧性相对有所减弱,具有良好的耐热性,在较高温度时具有较好的强度和硬 度,高的耐磨性的韧性,优良的综合力学性能和较高的抗回火稳定性。
模具钢的热处理
模具钢的热处理模具钢材是目前增长速度比较快的行业之一,主要原因是社会工业化的发展处于一个高峰期,各种模具钢材性能北欧不断在改进,形成了一定的市场规模。
而模具钢热处理的过程是决定模具钢性能的关键环节。
1.模具钢热处理是把金属材料在固态范围内通过一定的加热,保温和冷却以改变其组织和性能的一种工艺。
由热作模具钢和冷作模具钢的性能差异可以看出不同的模具钢,需要的热处理条件是不一样的。
2.模具钢热处理有几下几种工艺:(1)退火:将金属或合金的材料加热到相变或部分相变温度,保温一段时间,然后缓慢冷却。
(2)正火:将钢加热到完全相变以上的某一温度,保温一定的时间后,在空气中冷却。
(3)淬火:将钢加热到相变或部分相变温度,保温一段时间后,快速冷却。
(4)回火:将经过淬火的钢,重新加热到一定温度(相变温度以下),保温一段时间,然后冷却。
(5)调质处理:将钢件淬火,随之进行高温回火。
(6)表面热处理:改变模具钢表面组织或化学成分,以其改面表面性能的热处理工艺。
表面热处理分为两大类,一类是表面淬火回火热处理,另一类是化学热处理,其硬度检验方法如下:1.表面淬火回火热处理表面淬火回火热处理常用感应加热或火焰加热的方式进行。
主要参数是表面硬度、局部硬度和有效硬化层深度。
硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。
维氏、洛氏和表面洛氏三种硬度值可以方便地进行相互换算,转换成标准、图纸或用户需要的硬度值。
表面淬火时,热作模具钢性能要求要比较耐高温,淬火温度会高些,冷作模具钢通常要求有较高的硬度。
2.化学热处理化学热处理是使工件表面渗入一种或几种化学元素的原子,从而改变工件表面的化学成分、组织和性能的一种处理方式。
经淬火和低温回火后,工件表面具有较高的硬度、耐磨性和接触疲劳强度,而工件的芯部又具有高的强韧性。
化学热处理工件的表面硬度检测与表面淬火热处理工件的硬度检测相近,都可以用维氏硬度计、表面洛氏硬度计或洛氏硬度计来检测,只是渗氮厚的厚度较薄。
在加工S136钢材时车削工艺的分析
在加工S136钢材时车削工艺的分析作者:全志敏来源:《科学与财富》2014年第12期摘要:在实际生产过程中,S136钢材往往是被选用作为注塑模产品加工的材料,但在常规教学实训中,选用Q235A钢材作为车削实操的材料,两者材质截然不同,如果学生以后到企业工作,还是用在学校时学习的车削工艺来加工S136钢材,往往会造成刀具和材料的浪费,延误生产,直接给企业造成经济损失。
下文介绍在加工S136钢材时,刀具的合理选用、数控加工程序的编制等方面展开阐述。
关键词:工艺分析;钻孔刀夹设计一、引言S136钢材具有优良的耐腐蚀性、耐磨性。
加工成模具后,经过长期使用,模具表面仍然维持原先的光滑状态,在潮湿的环境下操作或存放时,不需要特别的保护且生产成本较低。
S136钢材在机械加工中属于难加工材料,其原因是因为它特有的化学成分(铬含量为13.5%),硬度为48-54HRC;Q235A钢材(也就是经常所说的A3钢材)的硬度为140-179HB (查表互换约为14-18HRC),如果用加工Q235A钢材的车削工艺来加工S136钢材,必定会造成刀具和材料的浪费,影响生产效率。
所以在实际生产中不能生搬硬套教学实训中的知识,一定要对加工材料有具体的了解,重新制定详细的加工方案,才能避免造成不必要的损失。
二、零件图我校拥有数控技术服务公司,对外承接毛坯进行加工,一方面可以让数控专业室的老师锻炼动手能力,另一方面可以为学校和个人创收。
之前学校承接并交由我负责加工的产品——注塑模,材料为S136钢材,件数为48件,用于制作两板模具的动模。
三、工艺分析(一)分析零件图如图所示,注塑模由内孔、锥面、逆圆弧、圆柱面构成,圆柱面的外圆尺寸要求为零件图尺寸标注完整,符合Φ19■■数控加工尺寸标注要求,轮廓描述清楚完整,材料为S136钢材,毛坯尺寸为Φ25*1200mm的棒料,共3条。
(二)加工难点及加工方案由图纸可知,注塑模对圆柱面的外圆尺寸要求及表面粗糙度的要求高。
一胜百S136技术参数
简介STAVAX ESR(S—136)为高级不锈工具钢,其具备以下的特性:●优良的耐腐蚀性●优良的抛光性●优良的耐磨性●优良的机械加工性●淬火时具有优良的稳定性综合上列的优点,使得该钢种具有卓越的生产特性。
由于其优良的耐腐蚀性,在塑胶模具中使用的好处概述如下:●较低的维修费用模具经过长期使用后,模穴表面仍然维持原先的光滑状态。
模具在潮湿的环境下操作或存放时,不需要特别的保护。
●较低的生产成本由于模具冷却水水道不受腐蚀的影响(不象普通模具钢),热传导特性、冷却效率在模具生命期中均保持稳定,确保了模具恒久不变的成形时间。
上述的好处结合STAVAX ESR(S—136)的高耐磨性,提供低维修费和高寿命的模具,达到最佳的经济效益。
同时STAVAX ESR(S—136)经过“电渣重熔法(ESR)”精练,具备纯净而细微的组织。
化学成分碳0.38硅0.9锰0.5铬13.6钒0.3标准规范AISI 420,改良型出厂状态软性退火至约200HB 辨识颜色橙与黑用途STAVAX ESR(S—136)被推荐用于所有的模具,由于其特殊的性质,更适合特殊环境的需求。
●耐腐蚀、锈蚀对使用有腐蚀性的PVC、醋酸盐类等注模原料或必须在潮湿的环境下工作及存放的模具。
●耐磨性在使用磨耗较大的注模材料(包含热固性射出成型模)或要求模具有较长的工作时间,如电子零件、舍弃式的餐刀具、器皿等。
●高光滑度的表面生产光学产品,如照相机、太阳眼镜、化学仪器及塑胶制品等。
模具种类建议硬度,HRC注塑模1 热塑性塑胶2热固性塑胶45—5245—52 压缩往复式模具50—52 PVC,PET等等的吹气模45—52挤压、抽伸模45—52特性物理性质如表示,钢材淬火、回火至50HRC在室温及高温的数据。
温度℃20 200 400密度 kg/m37800 7750 7700弹性系数N/mm2200 000 190 000 180 000 热膨胀系数1/℃—11.2×10-6 11.6×10-6 热传导系数W/m ︒C16 20 24比热J/Kg︒C460 ——*基于热传导系数的测量实验是异常困难的,数值的最大偏差约为±15︒%室温抗拉强度抗拉强度为近似值,只供参考。
正规热处理淬火回火工艺时间流程表23
温
预冷90秒
度
1030保温℃
℃
50分钟升温到1030℃
保温厚度X1.2+30
850保温℃
60分钟升 650保温℃ 温到850
℃
厚度*0.8+30
60分钟 冷却3h出炉 90分钟升温到650℃
D2,CR12mov
H13大件要求 48~52采用570 度回火
三:热处理变形--高合金模具钢的缩水性比较强,理论上比例是千分之二到千分之三.。一般标准材料在高温回火后缩水不会超过千分之三。低温回火就会出现缩水大,有 四:小件模具进行二次回火,大件模具需要做去应力+三次回火(回火过程中还的进行等温)。
D2,CR12mov H13 s136 热处理工艺 量校正进炉回火
45#钢淬火采用850度淬火一般硬度要求在30~35HRC或者36~40 回后,先检查模具外观是否有碰伤,和未加工的工序(螺丝孔攻牙),是否有加工直角存在,存在风险及时和客户沟通。清理螺丝孔内部的残留铁 类.分炉.选定合理的淬火工艺进行淬火。
二:淬火颜色----淬火分三中方式。1.真空油淬炉---淬火后颜色为暗淡黄色.无氧化,经过高温回火表面有轻微的氧化层,暗黄色。2真空气淬炉---淬火后颜色为银白色, 炉---淬火后暗黑色,有氧化点,高温回火暗灰色有氧化点。
时间h
要求58~62采用200度回火, H13 S136小件要求48~52采用250度回火
46~48采 用585度 回火
回火工艺
油冷 检查变形量校正进炉回火
S136大件要求 48~52采用520 度回火
46~48采 用535度 回火
45#钢淬火采用850度淬火一般硬度要求在25~32HRC之间 回火温度约在500~550度之间
S136模具钢
-0.03
—
真空淬火 最小 最大
+0.01 -0.02
±0 +0.01
-0.04 —
回火时的尺寸改变
尺寸改变%
残余奥氏体
回火温度
注 1:建议 250℃回火以求韧性、硬度及抗 腐蚀性的最好组合。 注 2:以上的曲线数据只适宜小型模具。模 具可达的硬度要视模具的尺寸。 注 3:应避免选用过高的奥氏体化温度与过 低的回火温度<250℃的组合,避免模具产 生太大的应力。
硬度
抗拉强度, Rm N/mm2
屈服强度,Rp0.2 N/mm2
50HRC 1780 1460
45HRC 1420 1280
耐腐蚀性
STAVAX ESR(S— 136)能抵抗水、水蒸 气,弱有机酸,稀释的硝酸盐、碳酸盐等。 经由 STAVAX ESR(S— 136)制成的模 具。若在潮湿的环境中操作,或在正常状态 下使用腐蚀性的塑胶材料,均不会生锈或被 污染。STAVAX ESR(S— 136)在低温回 火及抛光至镜面状态的时候,特别能显示出 优良的耐腐蚀性。
焊接方法 工作温度
焊条 焊后硬度
预硬状态
退火状态
TIG 钨极氩弧焊 MMA 手工电弧焊
200— 250℃
200— 250℃
STAVAX ESR (S-136) 氩弧焊条
STAVAX ESR (S-136)焊条
54— 56HRC
54— 56HRC
焊接后热处理
模具必须回火,采用较低于原先热处
理时的回火温度约 10— 20℃ 保护状态下将模具加热至 780℃,均 热后在炉中以每小时 10℃的速度至 650℃,然后冷却于空气中。
190 000 11.2×10-6
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S136热处理工艺
在保护状态下,加热至780℃,然后在炉中以每小时10℃的速度,冷却至650℃,接着再置于空气中冷却。
应力消除
经过粗加工后,必须加热至650℃,均热2小时,缓慢冷却至500℃,然后置于空气中冷却
保温时间=当钢材的表面及中心达到一致的淬火温度后,才开始计算在炉中的保温时间。
淬火时必须保护,以避免脱碳及氧化。
冷却介质
●油
●流动粒子炉或盐裕炉250-550℃分级淬火,然后冷却于高速空气中●高速气体/真空炉中具有足够正压的气体为求模具达到最适当的特性,在模具的变形程度可接受的条件下,冷速越快越好。
于真空炉中热处理时推荐使用4-5b a r的气压。
钢材冷却至50-70℃应立即回火。
硬度、晶粒大小、残余奥氏体数量于奥氏体化温度的关系图。
回火
参照回火曲线图按所需硬度值选择回火温度。
回火两次,每次回火后,必须冷却到室温,最低的回火温度为180℃(适用于小件)。
保温时间至少两小时。
回火曲线图
注1:建议250℃回火求韧性,硬度及抗腐蚀性的最好组合。
注2:以上的曲线数据只适宜小型模具。
模具可达的硬度要视模具的尺寸。
注3:应避免选用过高的奥氏体化温度与过低的回火温度<250℃的组合,皮棉模具产生太大的应力。
尺寸变形
淬火及回火时的温度,不同种类的炉具及淬冷介质,会影响模具尺寸的改变。
模具的尺寸与几何形状也同样重要。
模具在加工时应预留加工量以弥补热处理后的尺寸变形。
在粗加工与半精加工之间建议预留0.15%作为S TAVA X E S T(S-136)的加工预留指标。
淬火过程的尺寸改变
试片100*100*25毫米经正规的热处理程序,在淬火时的尺寸改变。
淬火过程
由1020℃起
宽度%长度%厚度%
油淬最小
最大+0.02
-0.05
+0.02
-0.03
+0.04
-
分级淬火最小
最大+0.02
-0.03
±0
+0.03
-0.04
-
空冷最小
最大-0.02
+0.02
±0
-0.03
±0
-
真空淬火最小
最大+0.01
-0.02
±0
+0.01
-0.04
-
回火时的尺寸改变
注意:淬火时和回火时的尺寸改变必须加在一起。