SS304L φ89x3 管状对接焊接工艺评定氩弧焊
304 12mm板状对接氩弧焊 焊接工艺评定-16页文档资料
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其他
注:对每一种母材与焊接材料的组合均需分别填表。
共2页第2页
焊接位置:
对接焊缝的位置2G
立焊的焊接方向:(向上、向下)/
角焊缝位置/
立焊的焊接方向: (向上\向下)/
焊后热处理:
温度范围(℃)/
保温时间范围(h)/
预热:
最小预热温度(℃)/
编制
日期
审核
日期
注:对每一种母材与焊接材料的组合均需分别填表。
预焊接工艺规程(pWPS)
共2页第1页
单位名称:xxx公司
预焊接工艺规程编号:pWPS-005日期xxxx年04月23日所依据焊接工艺评定报告编号:PQR005
焊接方法:GTAW机动化程度(手工、机动、自动):手工
焊接接头:
坡口形式:V
衬垫(材料及规格):/
焊接方法:GTAW保护焊:氩气保护焊
执行标准NB/T47014要求完成日期:xxxx年06月7日
检验项目
检验标准
评定指标
检验项目
检验标准
评定标准
试样数量
外观检查
目测
无裂纹
拉伸
试验
常温
GB/T228
NB/T47014
2
无损检测
射线
JB/T4730
II
超声
/
/
弯曲
试验
侧弯
GB/T2653
NB/T47014
4
渗透
/
/
磁粉
/
/
冲击
试验
SS304L φ88.9x3 管状对接焊接工艺评定(氩弧焊)

SS304L φ88.9x3 管状对接焊接工艺评定(氩弧焊)xx公司焊接工艺评定编号: PQR163-GTAW-Fe8-1-3.05编制:审核:批准:目录一、焊接工艺评定任务书(共 1 页)二、预焊接工艺规程(pWPS)(共 2 页)三、焊接工艺评定报告(共 3 页)四、焊接工艺规程(WPS)(共 2 页)五、附件(共 6 页)焊接工艺评定任务书工程单位: xx 公司委托编号: PQR163 焊接位置: 水平固定 委托日期: 2013年04月24日 接头型式: 管状对接 接头编号: PQR163 机械化程度(手工、半自动、自动) 手工 焊接方法: GTAW 保护焊: 氩气保护焊 执行标准 NB/T47014 要求完成日期: 2013年05月07日 检验项目 检验标准 评定指标 检验项目 检验标准 评定标准 试样数量外观检查 目测 无裂纹 拉伸 试验 常温 GB/T228 NB/T47014 2无损检测射 线 JB/T4730II超 声 / / 弯曲 试验面弯 背弯GB/T2653 NB/T47014 2 渗 透 / / GB/T2653NB/T470142磁 粉 / / 冲击 试验 焊缝 热影响区 / / / 焊缝化学 / / / / / 接头硬度// 铁素体测定 / / / 金相 微 观/ / 腐蚀试验///宏 观//接头型式简图:母材:钢号: SS304L 与 SS304L 相焊 规格: φ88.9×3.05 焊材牌号: ER308(H08Cr21Ni10Si) 规格: 焊丝φ2.0编制 日期 审核 日期注:对每一种母材与焊接材料的组合均需分别填表。
预焊接工艺规程(pWPS)单位名称: xx公司预焊接工艺规程编号: pWPS-163 日期2013年04月25日所依据焊接工艺评定报告编号: PQR163 焊接方法: GTAW 机动化程度(手工、机动、自动): 手工焊接接头:简图: (接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式: V衬垫(材料及规格): /其他: /母材:类别号Fe-8 组别号Fe-8-1 与类别号Fe-8 组别号Fe-8-1 相焊或标准号GB/T14976-2002 材料代号SS304L 与标准号GB/T14976-2002 材料代号SS304L 相焊对接焊缝焊件母材厚度范围: 3.05mm角焊缝焊件母材厚度范围: /管子直径、壁厚范围:对接焊缝/ 角焊缝/其他/填充金属:焊材类别:FeS-8 /焊材标准:GB/T4241 /填充金属尺寸:φ2.0 /焊材型号:/ /焊材牌号(金属材代号):ER308(H08Cr21Ni10Si) /填充金属类别:/ /其他:对接焊缝焊件焊缝金属厚度范围: 4.5mm 角焊缝焊件焊缝金属厚度范围: /耐蚀堆焊金属化学成分(%):C Si Mn P S Cr Ni Mo V Ti Nb 其他注:对每一种母材与焊接材料的组合均需分别填表。
焊接工艺评定氩弧焊

19℃
母材牌号
20#
环境湿度
<90%
母材规格
φ89×4.0
焊机型号
ZX7-400B
对接型式简图
焊接极性
正、反
焊材牌号
HO8Mn2SiA CHE427
焊条烘烤温度
350℃
保温时间
1h
坡口型式
∨型
组对间隙
1—2
坡口钝边
1.5-2.5
焊接层次
1
2
3
4
5
6
焊接方法
钨极氩弧焊
电弧焊
焊条(丝)直径(mm)
其他
焊接位置:
对接焊缝位置水平固定
方向(向上、向下)向上
技术措施:
焊接速度
摆动或不摆动摆动
摆动方式锯齿
多道焊或单道焊单道多层焊
单丝焊或多丝焊单丝焊其他
预热:
预热温度层间温度
其他
焊缝外观检验:
焊宽:7.5~9.5㎜宽窄差:0.5㎜
余高:1.5~2.0㎜余高差:0.7㎜
咬边:≤0.3×10㎜其它缺陷:无
φ2.0
φ2.5
焊接电流(A)
60-80
70-90
焊接电压(V)
15
22-24
焊接速度
7-9cm/min
7-9cm/min
预热温度(℃)
施工要求
凡参加管道焊接的焊工、必须经过焊工考试合格方可准许参加正式焊接。
管道组装前,应设专人对管子进行清扫,管内不得有石块、泥土等杂物。应将管端100mm内、外涂层、泥垢、油污、锈用电动钢丝刷清除干净,并将坡口打磨至见金属光泽。
审批人
年月日
编制人
年月日
厚度及管径适用范围:
304L超低碳不锈钢焊接标准与工艺(doc 9页)
304L超低碳不锈钢焊接标准与工艺(doc 9页)304L超低碳不锈钢焊接标准及工艺焊接标准:1材料要求:304L是由日本进口的含C〈0.035%超低碳不锈钢(相当于国内00CR18Ni10)管材存放应按规定摆置.所用焊丝,焊条必须有质量证明或材质合格证。
2机具要求:焊接设备使用直流手弧焊机焊工所用焊丝筒,焊条保温桶,不锈钢刨锤,不锈钢丝刷.检测设备:超声波焊缝检测仪焊条直径选用3.2和4.0两种,焊接电流80-110A,110-150A3作业条件焊工必须持有项目材质合格证能满足施焊要求.针对超低碳不锈钢管焊接过程中的焊缝根部氧化,表面缺陷的产生以及焊接变形等问题,为保证工程焊接质量制定了严格的焊接工艺要求;4环境条件施焊前应确认环境符合下列条件在现场预制,现场安装温度在0摄氏度以上方可进行焊接工艺1工序焊接施工程序如下坡口要求焊前应采用等离子下料兼打30°破口对质量要求:组对时内壁错边量应≤0.5mm组对前将坡口两侧20mm范围内油污赃物清理干净(用不锈钢刷)焊接方法:所有焊口采用钨极氩弧焊封底,手工电弧焊盖面.所有接口焊缝采用根部全焊透性焊接.点焊点焊方式为焊口非焊透点焊。
焊接方法:奥氏体不锈钢焊接工艺如下:一、1、焊接方法可采用焊条电弧焊、熔化极气体保护焊。
氩弧焊等。
2、下料和坡口加工可采用机械加工和等离子弧,不能用火焰切割机。
3、电源采用直流反接。
4、根据材料选用合适的焊接方法和焊条,且对于钛钙型焊条烘干温度150-200度,保温1-2小时,对于碱性焊条烘干温度300度,保温2小时。
二、1、焊前:坡口及其附近必须清理干净,对于有油污不可以用钢丝刷和砂轮清理,用丙酮和或酒精进行清理。
2、坡口加工或下料采用机械加工或炭弧气刨。
3、在搬用、坡口的制备、装配个过程,应避免损伤钢材的表面。
三、焊接工艺:1、应采用快速焊、多道焊;焊接电流不易过大,焊接时尽量采用平焊位置,焊条最好不做摆动或稍做摆动;且焊接过程中,应严格控制层间温度,待上一层焊道冷到60度以下在焊下一道焊道。
304不锈钢手工焊焊接工艺评定
7-B-2反弯合格
8-B-1正弯合格
8-B-2反弯合格
9-B-1正弯合格
9-B-2反弯合格
13-B-1正弯合格
13-B-2反弯合格
15-B-1正弯合格
15-B-2反弯合格
c焊接接头宏观分析:
试样经过酸蚀后,进行宏观分析
结果:未发现宏观缺馅。详见照片
d焊接接头冲击试验结果:(V型缺口
2.生产厂家:上海向春电焊机厂
2.2.屏幕显示液压万能试验机
牌号:WES-300C
生产厂家:济南试验机厂
牌号:WE-100
生产厂家:上海试验机厂
2.3.冲击试验机
型号:JB-30B
制造厂:吴忠试验机厂
2.4.硬度机
牌号:HV-120V
生产厂家:山东
2.5. X射线无损探伤机
5 28
手工焊立对接(3号板A102
1 3.
2 80 26
2 4.0 100 27
3 4.0 110 27
4 4.0 120 27
手工焊仰对接(1号板A102
1 3.
2 85 26
2 4.0 105 27
3 4.0 110 27
4 4.0 130 28
焊接方法
焊接材料焊道焊条/焊丝
(mm
电流
(A
电压
(V
手工焊平对接(15号板A102
1 3.
2 90 27
2 4.0 130 28
3 4.0 135 28
4 4.0 140 29
5 4.0 145 29
手工焊横对接(8号板A102
1 3.
2 95 27
2 4.0 130 28
3 4.0 130 28
不锈钢焊接工艺评定
受控状态文件编号:OF/GYHJ-01发放编号00 版本号: A版焊接工艺评定报告编制:桑叶日期:2012年02月 28 日审核:陈海强日期:2011年02月 28 日批准:陈明华日期:2011年02月 28 日编号:PQR-01 焊接工艺评定书(不锈钢管-手工氩弧焊)目录一、焊接工艺评定任务书(表1)二、焊接工艺指导书(表2)三、焊接工艺评定报告(表3)四、焊接工艺评定施焊记录表(表4)五、焊接工艺评定焊缝外观检查表(表5)六、附件1.试样检测报告2.试样材料质量检验证明书3.焊接材料质量质量证明书一、焊接工艺评定任务书(表1)母材 牌号 0Gr18Ni9 接 头 示 意 图规格 D60×4.0焊 接材 料焊条牌号 规格 焊丝 牌号 ER304 规格 D2.0 焊剂牌号 规格焊接方法 手工氩弧焊其他 技 术 要 求焊缝外观质量√ 射线探伤 √ 其他∕机 械 性 能拉伸(GB228)数 量 2 件 冲击 ∕弯曲 (GB232)项目数量 各 项 指 标面弯 2件 弯曲直径 12 热影响区 ∕ 背弯 2件 支座间距 5.2 焊缝区 ∕ 侧弯 ∕弯曲角度180° 其他∕金相 宏观 ∕ 微观∕ 晶间腐蚀 ∕合 格 标 准外观质量 不允许存在未熔合、裂缝、气孔、夹渣、弧坑、未焊透X 射线探伤JB/T 4730.2-2005射线检测∕机 械 性 能 拉伸 GB228 金 相宏 观 ∕ 弯曲 GB232 冲击 ∕ 硬度 ∕ 微 观∕其他 ∕金 相 ∕∕ 晶间腐蚀 ∕编制桑叶日期2010.04.20二、焊接工艺指导书(表2)焊接接头:简图:(接口形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:V型衬垫(材料及规格):无其他:采用机械加工坡口焊接工艺指导书(续表2)三、焊接工艺评定报告(表3)单位名称:中色十二冶金建设有限公司焊接作业指导书编号:WPS-01 焊接工艺评定报告编号:PQR-01焊接方法:手工氩弧焊机械化程度:手工接头简图:(坡口形式、尺寸、衬底、每种焊接方法或焊接工艺、焊接金属厚度)母材:材料标准:GB/T14976 -2002钢号:0Gr18Ni9类、组别号:Ⅶ-1 类、组别号:Ⅶ-1 相焊厚度:4 mm直径:60 mm其他:焊后处理:热处理温度(℃)保温时间(h)气体:气体种类混合比流量(L/min)保护气氩气99.95% 8-15尾部保护气背部保护气氩气99.95% 4-6填充金属:焊材标准:YB/T 5092-96焊材牌号:ER304焊材规格:Ф2.0焊材金属厚度:其他:电特性:电流种类:逆变式极性:正极钨极尺寸:Ф2.0焊接电流(A):90-120电弧电压(V):12-16其他:焊接位置:对接焊缝位置水平转动方向:(√向上、向下)角焊接位置方向:(向上、向下)技术措施:焊接速度(cm/min):7-14摆动或不摆动:略摆动摆动参数:小摆动多焊道或单焊道(每面):单道焊多丝焊或单丝焊:单丝其他:预热:预热温度(℃)层间温度(℃)其他:编制:桑叶日期:2010.04.28 审核:陈海强日期:2010.04.28 批准:陈明华日期:2010.04.28四、焊接工艺评定施焊记录表(表4)五、焊接工艺评定外观检查表(表5)。
304L不锈钢的钨极氩弧焊工艺
摘 要 :研 究 了 不 同氩 弧 焊 焊 接 工 艺参 数 对 3 4 0 L不 锈 钢 焊 缝 成 形 的 影响 ,对 焊 接 接 头 的 组 织 形 貌 进 行 了分 析 .并 对 焊 接 接 头进 行 了 力 学 性 能试 验 。 结 果表 明 :对 接 焊 时 ,焊 接 电流 为 5 0A 时 的 焊缝 成 形较 好 。焊 缝 组 织 为 柱 状 晶 .热 影 响 区的 组 织较 为 复杂 , 焊缝 的 强度 及
重要 因素 。因此被 广泛 用来 焊接 不锈 钢 [0 4] -。 1 本文 研究 了不 同焊 接工 艺下 的焊 缝成 形 ,并对焊 缝 的组织 形态 进行 了观 察 .同 时对 焊缝 的力 学性 能进
行 了检测
平 板 堆 焊 ,13 = 6A
1 试 验 设 备 及 方 法
试 验 用 焊 机 为 WS 一 0 E 2 0交 直 流 两用 焊 机 。其 具 有 陡降 的 电源外 特性 。采 用直 径 1 的铈钨 极 作 为 mm
电极 ,氩气 流量 为 1 / i ,使 其具 有层 流 的保 护状 0Lm n 态 。试 验 采 用 填 丝 方 式 ,所 用 焊 丝 为 直 径 2m 的 m H C lN 9 i 锈 钢 焊 丝 。 试 验 用 板 材 为 3 4 O r9 iT 不 0 L不 锈
钢 , 尺 寸 为 1 0mm× 0 0 1 0mm× m 及 5 mx 0 2m 0m 20
2 ・ 艺 与新 技 术 ・ 0 工
文 章 编 号 :0 2 0 5 (0 0 — 0 0 0 10 — 2 X2 1)7 0 2— 3 1
焊 接技 术
第4 0卷 第 7 2 1 年 氩 弧 焊 工 艺 0L
赵 雪勃 ,曹梅 青 。
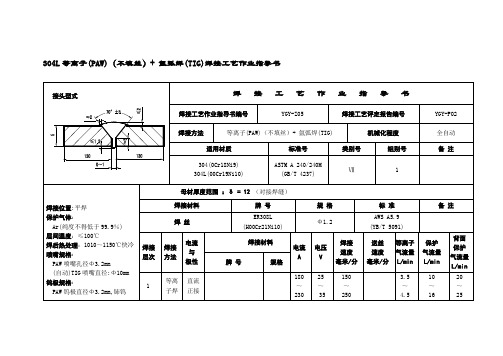
304L等离子(PAW)(不填丝)+ 氩弧焊(TIG)焊接工艺作业指导书
焊接 层次
1
焊接材料 焊丝
焊接 方法
电流 与
极性
等离 直流 子焊 正接
牌号 ER308L (H00Cr21Ni10)
焊接材料
牌号
规格
电流 A
180 ~ 230
规格 Φ1.2
电压 V
焊接 速度 毫米/分
25
150
~
~
35 250
标准
备注
AWS A5.9 (YB/T 5091)
送丝 速度 毫米/分
等离子 气流量 L/min
①检查焊机、焊枪、钨极、外保护气托罩(杆)、焊丝、焊剂、 ②起弧和熄弧必须在引、收弧板上进行,起弧和熄弧处应在不
冷却水等,只有在各个系统正常的情况下才能焊接。
大于引、收弧板外边缘的 50mm 处。
②核对工艺流通卡与待焊钢管的标识和内容,检查材质、规格、 ③焊接电流若大于喷嘴允许的最大电流以及钨极与喷嘴的不同
304L(00Cr19Ni10)
(GB/T 4237)
Ⅶ
1
母材厚度范围 :δ = 12 (对接焊缝)
焊接位置:平焊 保护气体:
Ar(纯度不得低于 99.9%) 层间温度:≤100℃ 焊后热处理:1010~1150℃快冷 喷嘴规格:
PAW 喷嘴孔径Φ3.2mm (自动)TIG 喷嘴直径:Φ10mm 钨极规格: PAW 钨极直径Φ3.2mm,铈钨
(00Cr19Ni10)的母材,只能选用 ER308L(H00Cr21Ni10)的
规定进行处理,并认真填写相关记录。焊缝应与母材圆滑过度,
焊丝。
不得有裂纹、气孔、咬边、未焊透、焊瘤、内凹等缺陷。
6.焊管在焊接后调运前,审核
批准
酒精、丙酮完全发挥后才允许焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
气体混合比流量(L/min)保护气体: Ar / 9~12尾部保护气: // /背面保护气: Ar / 6~9
填充金属:焊材类别: FeS-8 : GB/T4241焊材标准焊材牌号: ER308(H08Cr21Ni10Si) 2.0焊材规格:φ焊缝金属厚度: 4.0mm其他:
电特性:
电流种类:直流极性: GTAW正接钨极尺寸:φ2.0
焊接速度(范围): GTAW:5~9cm/min
钨极类型及直径:铈钨φ2.0喷嘴直径(mm):φ12
焊接电流种类(喷射弧、短路弧等): _______/_______焊丝送进速度(cm/min): /
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/焊层
焊接方法
填充金属
焊接电流
电弧电压(V)
焊前清理和层间清理:砂轮机背面清根方法: /
单道焊或多道焊(每面):单道焊单丝焊或多丝焊:单丝焊
导电嘴至工作距离(mm): 3~5锤击:不锤击
其他:
编制.
日期
审核
日期
批准
日期
焊接工艺评定报告
共3页第1页
xx石化工程有限公司单位名称:
焊接工艺评定报告编号: PQR02预焊接工艺规程编号: pWPS-02
xx石化工程有限公司
焊接工艺评定
编号:PQR02-GTAW-Fe8-1-3.05
编制:
审核:
批准:
一、焊接工艺评定任务书(共1页)
二、预焊接工艺规程(pWPS)(共2页)
三、焊接工艺评定报告(共3页)
四、焊接工艺规程(WPS)(共2页)
)页7共(件附、五.
焊接工艺评定任务书
xx石化工程有限公司工程单位:
焊接速度(cm/min)
线能量
( kJ/cm)
牌号
直径
极性
电流(A)
打底焊
GTAW
ER308 (H08Cr21Ni10Si)
φ2.0
正接
85~95
22~26
9 6~
盖面焊
GTAW
ER308 (H08Cr21Ni10Si)
φ2.0
正接
80~90
22~26
8~5
技术措施:
摆动焊或不摆动焊:微摆动摆动参数: /
焊接方法: GTAW机动化程度(手工、机动、自动):手工
焊接接头: V坡口形式:
/衬垫(材料及规格):
/其他:
简图: (接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
母材:
类别号Fe-8组别号Fe-8-1与类别号Fe-8组别号Fe-8-1相焊或
标准号GB/T14976-2002材料代号SS304L与标准号GB/T14976-2002材料代号SS304L相焊
焊接电流(A): GTAW:80~95
电弧电压(V): 22~26
焊接电弧种类: /
其他: ____________________/_________________________
焊接位置:对接焊缝位置:向上方向(向上、向下)方向(向上、向下)角焊缝位置:
技术措施:
焊接速度(cm/min): GTAW: 5~9cm/min摆动或不摆动:微摆动摆动参数: /多道焊或单道焊(每面):单道焊多丝焊或单丝焊:单丝焊: ______________________________________________其他
焊接方法: GTAW机动化程度(手工、机动、自动):手工
接头简图: (坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)
母材:材料标准GB/T14976-2002材料代号SS304L
与类、组别号: Fe-8-1相焊类、组别号: Fe-8-1厚度: 3.05mm /直径:其他:
焊后热处理:保温温度(℃): /保温时间(h): /
对接焊缝焊件母材厚度范围: 3.05mm
角焊缝焊件母材厚度范围: /
管子直径、壁厚范围:对接焊缝/角焊缝/
其他/
填充金属:
FeS-8 /焊材类别:
/ GB/T4241焊材标准:
/ 2.0φ填充金属尺寸:
/ /
焊材型号:
/ ER308(H08Cr21Ni10Si)焊材牌号(金属材代号):
/
/
填充金属类别:
/
/
/
宏观/
/
接头型式简图:
母材:钢号:SS304L与SS304L相焊规格:φ88.9×3.05
焊材牌号:ER308(H08Cr21Ni10Si)规格:焊丝φ2.0
编制
日期
审核
日期
注:对每一种母材与焊接材料的组合均需分别填表。.
预焊接工艺规程(pWPS)
共2页第1页
xx石化工程有限公司单位名称:
预焊接工艺规程编号: pWPS-02日期2013年04月25日所依据焊接工艺评定报告编号: PQR02
其他:
:对接焊缝焊件焊缝金属厚度范围: 4.5mm角焊缝焊件焊缝金属厚度范围/
(%):耐蚀堆焊金属化学成分
C
Si
Mn
P
Cr S
Ni
Mo
V
Ti
Nb
其他
注:对每一种母材与焊接材料的组合均需分别填表。.
共2页第2页
焊接位置:对接焊缝的位置水平固定向上立焊的焊接方向: (向上、向下)
角焊缝位置/
)立焊的焊接方向: (向上\向下/
委托编号: PQR02焊接位置:水平固定
委托日期:2013年04月24日接头型式:管状对接
接头编号: PQR02机械化程度(手工、半自动、自动)手工
焊接方法:GTAW保护焊:氩气保护焊
执行标准NB/T47014要求完成日期: 2013年05月07日
检验项目检验标准
评定指标
检验项目
检验标准
评定标准
试样数量
:
预热) : (预热温度℃// ) :℃(道间温度: __________________/_________________
其他.
共3页第2页
拉伸试验试验报告编号: M13-188
试样编号
试样宽度(mm)
试样厚度(mm)
横截面积2)
(mm
最大载荷抗拉强度(MPa) (KN)
目测外观检查
无裂纹
拉伸试验
常温
GB/T228
NB/T47014
2
无损检测
JB/T4730
线射
II
/声超
/
弯曲试验
面弯背弯
GB/T2653
NB/T47014
2
/渗透
/
GB/T2653
NB/T47014
2
/粉磁
/
冲击试验
焊缝热影响区
/
/
/
/焊缝化学
/
/
/
/
/接头硬度
/
铁素体测定
/
/
/
金相
/微观
/
腐蚀试验
焊后热处理:
温度范围(℃) /保温时间范围(h) /
预热:最小预热温度(℃) / )最大道间温度(℃/ /保持预热时间加热方式/
气体:
气体种类混合比流量(L/min)保护气Ar / 9~12
尾部保护气/ / /背面保护气Ar / 6~9
电特性:
电流种类:直流极性: GTAW正接
焊接电流范围(A): GTAW: 80~95电弧电压(V): 22~26