线材成品检验规范
电子线材制程检验规范
德信诚培训网
电子线材制程检验规范
(ISO9001-2015)
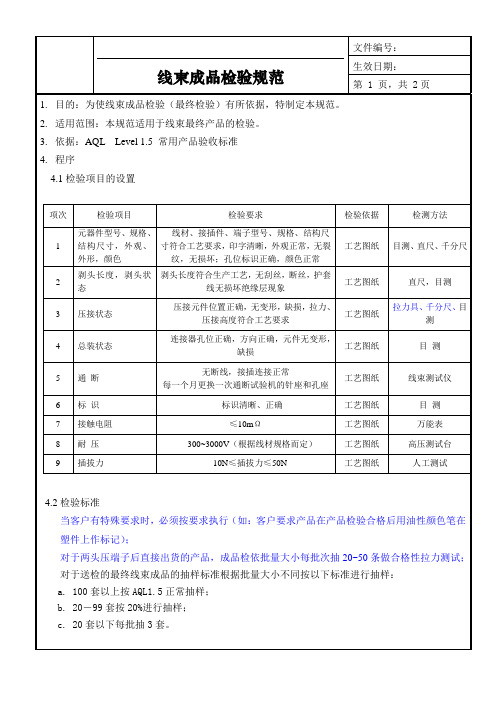
1.0目的
保证产品品质的一致性,对产品生产过程进行全面有效控制。
2.0适用范围
从物料投入至半成品生产直至包装入库前的各工序。
3.0权责
3.1.生产部---生产计划的执行,生产过程品质的保证
3.2.IPQC---监督各生产部规定制程检验工作的执行力度与品质统计控制
4.0作业内容
4.1IPQC对产线上线前物料进行确认;
4.2确认上线的新订单各机种首件;
4.3每两小时对各工序作业品质进行巡回确认
德信诚培训网4.4单项外观不良率超过3%,电性不良率超过1%须立即开立品质异常联络单进行反馈
4.5对于由现场执行的改善措施进行跟踪并及时反馈上司。
5.0缺点定义
5.1严重缺点(CRITICAL)
——对人身安全造成伤害或存在安全隐患的缺陷,或与法律法规有冲突的缺陷。
5.2重要缺点(MAJOR)
——产品的功能不良,不能达到使用效果,或严重影响外观收货标准,及其它可能引起投诉的缺陷;
5.3次要缺点(MINOR)
——生产中造成的轻微不良,但不影响使用功能,不用更换零件稍作加工即可修复使用的缺陷。
线束成品出厂检验规范

检验方法
用直尺或游标卡尺测量
抽样方案
按 GB/T2828.1-2003,一 次正常抽样方案, 特殊检 查水平 S-3,A
目测
按 GB/T2828.1-2003,一 次正常抽样方案, 一般检 查水平Ⅱ,
严重不良(AC=0) 主要不良(AQL=0.4) 次要不良(AQL=1.0)
文件编号: QL/QR0001-2009 QL/QR0001-2009 01
版本:A/1
页次:
共2页 第2页
3
电气性能 导通性能好,无接触不良现象
精密低压测试仪
按 GB/T2828.1-2003,一 次正常抽样方案, 特殊检 查水平 S-3,AC =0 按 GB/T2828.1-2003,一 次正常抽样方案, 特殊检 查水平 S-3,AC =0
4
① 端子与导线拉力 物理性能 ② 端子与塑件拉力 ③ 阴接触件与阳接触件插拔力
拉力器
严重不良:涉及主体结构安全,造成永久性缺陷,严重影响使用功能的产品 主要不良:指产品质量未达到质量评定合格标准,但不涉及产品主体结构安全,经过修整返工处置可达到质量评定合格标准要求,不影响使用功能的产品。 次要不良:不影响使用性及功能﹐外观轻微不良。
编制/日期:
审核/日期:
批准/日期:
浙 江 乾 龍 线 缆 有 限 公 司
线束成品出厂检验规范
文件编号: QL/QR0001-2009 QL/QR0001-2009 0001 版本:A/1 页次: 共2页 第1页
序号 检验项目
尺 寸
标准要求
应符合相应图纸要求 ①线材 线材 印字正确、清晰,表面无损伤。 ②塑件 塑件 无缺料、飞边、变形、是否为图纸指定供 应商塑件。 ③端子 端子 有无到位、脱孔、露铜丝、端子尾部五金 露出塑件外、端子反冲等不良现象 ④线材冲孔颜色 线材冲孔颜色 有无错色、错位等不良现象。 ⑤浸锡 浸锡: 浸锡 ⒈表面浸锡均匀、光亮。 ⒉无大头、连锡现象。 ⒊浸锡到位且绝缘皮不能有烫焦现象。 ⒋锡头不能有分叉、少铜丝现象。
数据线检验标准

附件:可靠性实验标准5.环境可靠性要求及试验方法5.1高温试验:5.1.1试验条件:在温度65±2℃的环境下保持24小时。
5.1.2试验方法:试验箱达到实验条件后,将产品裸露放入试验箱的内架上,试验完成,在常温下恢复2小时。
5.1.3试验后要求:金属部件无锈蚀、变形等可见损伤,注塑部件及线体无变形、发白、脱油,内芯线无外露和断线等情况发生;不干胶标贴不可翘起;使用线材测试仪测试电性能正常;5.2 低温测试:5.2.1试验条件:在温度-20±2℃的环境下保持24小时。
5.2.2试验方法:试验箱达到实验条件后,将产品裸露放入试验箱的内架上,试验完成,在常温下恢复2小时。
5.2.3试验后要求:金属部件无锈蚀、变形等可见损伤,注塑部件及线体无变形、发白、脱油,内芯线无外露和断线等情况发生;不干胶标贴不可翘起;使用线材测试仪测试电性能正常;5.3 恒定湿热测试:5.3.1试验条件:在温度40±2℃,湿度93+2-3%的环境下持续48小时5.3.2试验方法:试验箱达到实验条件后,将产品裸露放入试验箱的内架上,试验完成,在常温下恢复2小时。
5.3.3试验后要求:金属部件无锈蚀、变形等可见损伤,注塑部件及线体无变形、发白、脱油,内芯线无外露和断线等情况发生;不干胶标贴不可翘起;使用线材测试仪测试电性能正常5.4温度冲击:5.4.1试验条件:高温点为+60℃,低温点为-20℃,每个温度点保持60min,循环次数为12次。
中间转换时间≤5min。
5.4.2试验方法:试验箱达到实验条件后,将产品裸露放入试验箱的内架上,试验完成,在常温下恢复2小时。
5.4.3试验后要求:金属部件无锈蚀、变形等可见损伤,注塑部件及线体无变形、发白、脱油,内芯线无外露和断线等情况发生;不干胶标贴不可翘起;使用线材测试仪测试电性能正常5.5 盐雾测试:5.5.1试验条件:在温度93+2-3%,PH=6.5—7.5,环境温度为35℃±2℃,浓度为5%的盐雾中持续24H,5.5.2试验方法:a、表面预处理:用清水将样品表面清洗干净,使其表面无手汗、油污、无临时性的保护层等;b、将产品裸露按正常使用状态放入试验箱的内架上(样品摆放不可相互接触,一个样品的盐溶液不可滴落到另外的样品上),试验完成后,用流动水轻轻洗去样品表面的盐沉积物,然后在常温下恢复2小时。
信号线成品检验规范
★
目视量测, 查规范及材
质证明
目视 ★ 检 量测 ★ ★ ★ 量测 量测 目视
个别如有 必要的则 做吊重实 验
参考进料检 查规范及材 质证明
CORE磁环 PVC料 线材
厂商报告/ 硬度计
★
目视
★颜色无异常。②热缩尺寸OK、外观无 烘套管 未烘紧、喇叭口状及烘伤线材及其它材料,③无 芯线刺破套管现象,④无未烘到位、露芯线不良。 ①DC500V、绝源20MΩ ,导通3Ω 高压持续0.01秒 功能测试 测试无导通高压绝缘、电弧及错位、开路、短路或 项目 摇摆瞬间开路、短路等不良。 ★ ★ 量视 目视 个别产品 以工程图 测试机 之测试条 专用治具 件为准.
东莞丰汇五金塑胶有限公司
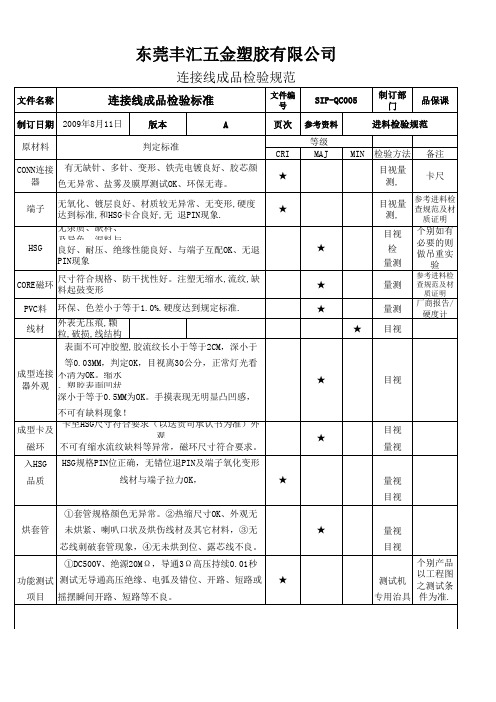
连接线成品检验规范
文件名称
连接线成品检验标准
版本 判定标准 A
文件编号
SIP-QC005
参考资料
制订部门
品保课
制订日期 2009年8月11日 原材料
页次 CRI ★
进料检验规范 MIN 检验方法 目视量测, 备注 卡尺
参考进料检
等级 MAJ
CONN连接 有无缺针、多针、变形、铁壳电镀良好、胶芯颜 器 色无异常、盐雾及膜厚测试OK、环保无毒。 端子 无氧化、镀层良好、材质较无异常、无变形,硬度 达到标准,和HSG卡合良好,无 退PIN现象. 无杂质、缺料、及异色、混料与端子配套、卡合 HSG 良好、耐压、绝缘性能良好、与端子互配OK、无退 PIN现象 尺寸符合规格、防干扰性好。注塑无缩水,流纹,缺 料起鼓变形 环保、色差小于等于1.0%.硬度达到规定标准. 外表无压痕,颗粒,破损,线结构排序无误. 表面不可冲胶塑,胶流纹长小于等于2CM,深小于 等0.03MM,判定OK,目视离30公分,正常灯光看 成型连接 不清为OK。缩水、塑胶表面凹状面积小于等于3MM 器外观 深小于等于0.5MM为OK。手摸表现无明显凸凹感, 不可有缺料现象! 成型卡及 卡至HSG尺寸符合要求(以送贵司承认书为准)外观 磁环 入HSG 品质 不可有缩水流纹缺料等异常,磁环尺寸符合要求。 HSG规格PIN位正确,无错位退PIN及端子氧化变形 线材与端子拉力OK,
邦福线材检验规范
德信诚培训网
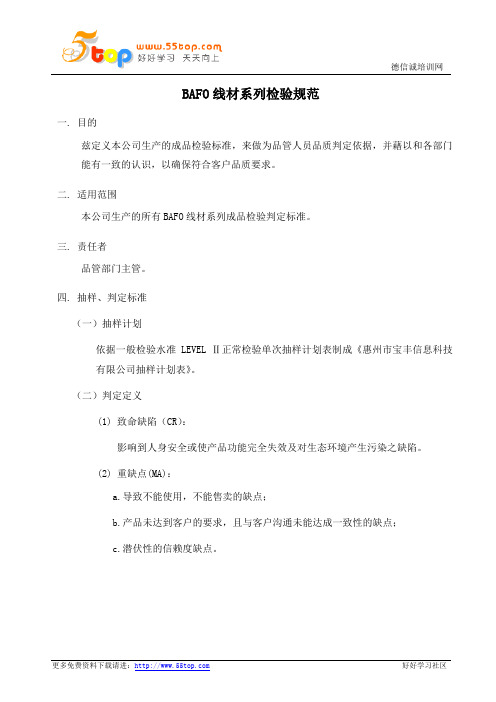
更多免费资料下载请进: 好好学习社区 BAFO 线材系列检验规范
一. 目的
兹定义本公司生产的成品检验标准,来做为品管人员品质判定依据,并藉以和各部门能有一致的认识,以确保符合客户品质要求。
二. 适用范围
本公司生产的所有BAFO 线材系列成品检验判定标准。
三. 责任者
品管部门主管。
四. 抽样、判定标准
(一)抽样计划
依据一般检验水准LEVEL Ⅱ正常检验单次抽样计划表制成《惠州市宝丰信息科技有限公司抽样计划表》。
(二)判定定义
(1) 致命缺陷(CR ):
影响到人身安全或使产品功能完全失效及对生态环境产生污染之缺陷。
(2) 重缺点(MA):
a.导致不能使用,不能售卖的缺点;
b.产品未达到客户的要求,且与客户沟通未能达成一致性的缺点;
c.潜伏性的信赖度缺点。
线束产品合格检验规范
4.3 接收标准
本公司对线束最终成品检验中各缺陷等级接收标准为:
a.CR缺陷, AQL=0。
b.MA缺陷,AQL=0.65
c.MI缺陷,AQL=1.0
4.4不合格品处理
对判定为不合格的产品作以下处理:
4.4.1报废:如不合格品有严重的缺陷,品质部开出产品监视跟进单交技术部等相关部门进行评
审后作报废处理。
4.4.2返工或返修:由品质部开出产品监视跟进单,交相关部门评审后进行返工或返修。
4.4.3让步接收:当产品个别指标低于检验标准,而又不影响产品的基本性能时,由品质部开出
产品监视跟进单,技术部根据检测结果认定可行,则应进行工艺验证,确认无误后方可同意特别采用,品质部复核后报请总经理批准后方可放行出货,但必须作好记录。
5.引用标准:相关线束加工工艺图纸。
6.相关记录
详见批次检验报告
编制:审核:批准:。
同轴电缆成品检验规范

同轴电缆成品检验规范目录序号文件编号文件名称页数1、**/**-301 物理发泡聚氯乙烯绝缘同轴电缆检验标准 22、**/** -302 电线电缆入库检验指导书 33、**/** -303 电线电缆出货检验指导书 24、**/** -304 客户抱怨及退货处理办法 25、**/** -305 品质评分 26、 **/** -310 1007检验标准 17、 **/** -311 1015检验标准 18、 **/** -312 RV-90检验标准 19、 **/** -313 1061检验标准 110、 **/** -314 1095检验标准 111、 **/** -315 1571检验标准 112、 **/** -316 1569检验标准 113、 **/** -317 1617检验标准 114、 **/** -318 1618检验标准 115、**/** -319 2468检验标准 116、**/** -320 1185检验标准 117、**/** -321 1533检验标准 118、**/** -322 2547检验标准 119、**/** -323 20288检验标准 120、**/** -324 CXTW检验标准 121、**/** -325 XTW检验标准 122、**/** -326 SPT-1检验标准 123、 **/** -327 SPT-2检验标准 124、 **/** -328 SPT-1W检验标准 125、 **/** -329 SPT-2W检验标准 126、 **/** -330 SVT检验标准 127、 **/** -331 SJT检验标准1.目的本规程规定了SYWV(Y)-75系列物理发泡聚氯乙烯绝缘同轴电缆成品检验的项目要求,方法及评定规则。
2.本规程适用于同轴电缆成品检验。
3.引用标准:GY/T135-1998 有线电视系统物理发泡聚乙烯绝缘同轴电缆。
HF/CX1301-2001 不合格品控制程序1.目的提供入库成品检验之抽样标准及检验方法,以保证入库产品之质量。
线材检验规范
上制作: 核准:一、目旳:明确线材来料品质验收原则, 规范检查动作, 使检查、鉴定原则抵达一致性。
二、合用范围:合用于我司所有线材来料检查。
三、检查条件:1.照明条件: 日光灯600~800LUX;2.目光与被测物距离: 30~45CM;3.灯光与被测物距离: 100CM以內;4.检查角度: 以垂直正视为准±45度;5.检查员视力:双眼视力(包括戴上眼镜)1.0以上, 且视觉正常, 不可有色盲, 斜视、散光等;四、参照原则:根据MIL-STD-105EⅡ级单次正常抽样原则CR=(正常抽样Ac/Re:0/1);MA=0.65;MI=1.5根据MIL-STD-105EⅡ级单次S-.特殊抽样原则.AQL:2.5抽样五、检查仪器和设备: 卡尺、卷尺、烙铁、千分尺、拉力器、万用表、耐压仪、游标卡尺、绝缘电阻测试仪。
七、检查内容:(1)包装检查: 外包装箱应规范、整洁, 并具有产品标识, 应无破损、污物等不良现象。
产品标签清晰, 内容应注明物料名称、规格型号、数量、生产日期、产品厂家等标识。
(2)外观检查:线材表面清洁, 无破损、污脏、缺芯、变形及其他机械损坏, 颜色一致, 并具有3C、额定温度、额定电压标识。
连接端子不可有锈蚀、氧化现象;连接方式若为焊接式其焊点应饱满、光泽, 连接方式若为压接式其压接片完损、线芯不可折断及外露。
线芯无氧化、发黑现象, 线芯若浸锡应均匀, 多股时应不可散开。
(3)尺寸:尺寸用卡尺或卷尺检测。
用卡尺测量线材外护套尺寸、线芯绝缘层尺寸、线芯直径、连接端子尺寸、线头长度等, 用卷尺测量线材总长度。
试配:连接端子其对应旳端子进行试配。
(4)特性:a.线材通断(定义);用万用表蜂鸣档对其两端进行测试, 或用测试工装测试, 或与整机连机测试, 测试过程中用手按上、下、左、右各成45°轻摇线材之线与头连接处, 上下、左右各5次循环, 测试不能出现INT(接触不良)现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
擦伤线径 线材表面因腐蚀性物品擦过而擦伤线皮
线材污脏
线材表面有油墨、颜色无法擦干净 线材表面有灰尘、沾有异物可擦干净
芯线规格不 芯线规格、颜色及排位不符合工程图
线芯部尾
符
要求
精选范本
★
目视
★ 目视、量测
★ 目视、量测
★
★ 目视、量测
★
目视、测量
★ 目视、测量
★
目视、测量
★ 目视、测量
★
目视、测量
★ ★ ★ ★ ★
★ 目视、量测
★ 目视、量测
★ 目视、卡尺比对
★
★
★ 目视、卡尺比对
★ ★
★
目视 目视
★ 目视、量测
★ 目视、量测
★ 目视、量测
错模
.
合模有分裂不吻合
汽泡
成型表面气泡大于 0.5*1mm
刮伤
成型后产品正面被利器刮伤 0.2*2mm 成型后产品背面被利器刮伤 0.2*5mm
LOGO 歪斜 成型 LOGO 偏斜 0.5mm 或方向反
检查部
缺点名称
缺点说明
缺点判定
检验设备
精选范本
位
各部位 尺寸
尺寸过长 尺寸过短
.
产品各部位尺寸长于工程图要求 产品各部位尺寸短于工程图要求
CR MA MI
★
卷尺、游标卡
★
钢尺测量
4.2 电气测试:
检查部 位
缺点名称 缺点说明
缺点判定 CR MA MI
短路
短路
两相距之回路互相导
★
断路
断路
各个回路内不能导通
.
东莞市好发电器配件有限公司
文 件 名 称: 成品/出货检验规范 文 件 编 号: HF-WI-QC-005
版本
作
业
标
准 第 A0 版
核准
书
精选范本
审核 拟定
发行日期
.
年月日
精选范本
.
制订
版本/
品保
A0
部门
版次
东莞市好发电子配件有限公司
文件 编号
HF-WI-QC-00 5
页次
成品/出货检验规范
制订 日期
成型外模背面温度不不够,出现雾状 正面 ф10mm
成型外模因胶料过热面分解产生变 黄
塑胶沾到丙酮水、环已酮
成型不完整,可以看到铜丝、铜箔、铁 壳
溢料
成型时,冲胶伤线材 2mm
毛边
毛边高度大于 0.3mm,以不刮手为准
压伤线 产品成型压烂线≧5*0.2mm
精选范本
★
★
目视、卡尺比对 ★
★
目视、量测
★ 目视、量测
★
高压 高压通不过 不符合工程图高压设定值要求
★
INT
间接不良 产品测试处于不稳定状态
4.3 检验项目:外观
检查部位 缺点名称
缺点说明
★ 缺点判定
精选范本
仪器测试 仪器测试 仪器测试及高
压机 仪器测试
检验设备及方
.
CR MA MI
法
PLUG 头不符 PLUG 头规格错误
★
测量、目视
电镀不良 PLUG 头电镀层脱落起斑点
目视 目视 目视
PLUG 头内冲
PIN 孔以及 PLUG 头缝隙内冲胶
★
胶
目视
PLUG 绝缘环 PLUG 绝缘环损伤>0.2*1.0mm 伤
★
软尺测量
外模不符 外模成型模具不符合制作要求
头
部
胶料用错 胶料材质、颜色不符合制作要求
(
磁
成型后铁壳浮出胶面 0.4mm 以上 铁壳浮高
环
成型后铁过浮出胶面 0.8mm 以上
★
目视
PLUG 头氧化 PLUG 头表层氧化生锈 ф≧0.5mm
★
卡尺、目视
PLUG 头刮伤 PLUG 头表面刮伤见底色
★
目视
PLUG
PLUG 头撞伤
PLUG 头受外力影响导致撞变形
★
变形
目视
PIN 不良 正极弹片变形或下陷
★
头
PLUG 沾有异 PLUG 头表面沾到锡点或其它杂物
物
PLUG 头内有金属片、异物影响电性 ★
★
错位 绝缘
错位 绝缘不良
两个或两个以上独立回路头尾相互 ★
错接形式不导通
不符合工程图导通阻抗值设定值的 ★ 要求
高压
高压通不过 不符合工程图高压设定值的要求
★
检验设备 仪器测试 仪器测试 仪器测试 仪器测试 仪器测试
绝缘
绝缘不良
两个或两个以上独立回头尾相互错接 ★
形成不导通
导通阻抗 导通阻抗不良 不符合工程图导通阻抗设定值要求
★
目视 目视 目视 目视 目视 目视
★
目视、测量
.
芯线紧绷
组装胶芯后,芯线长短不一,长度相差 ≧3mm
芯线烘伤 外被、色线套管表面被烘焦、烘伤
芯线刮伤 芯线被皮被利器刮伤见铜丝
芯线沾锡不 芯线尾部沾锡有锡珠、开叉未沾到位
良
沾锡缩胶 芯线沾锡后缩胶皮>1mm
套管不符 套管规格不符合工程图要求
套管未烘好 套管未对齐烘
3.4 成品测试时,用握距离插头 5-15 公分处,必要时作上下左右 45°摇摆各一次;
3.5 品管检验时参照 MTL-STD-105E 表Ⅱ级抽样计划表(或依客户要求):
AQL 值:
CR: 0
MA: 0.4
MI: 1.0
3.6QA 检验报告对尺寸检验(记录 5 组或依客户要求) 4.检验项目:
4.1 尺寸
线材不符 线材规格不符合图纸要求
线材刮伤
线材表面被利器刮伤≦0.2*5mm 未见芯线 线材表面被利器刮伤≦0.2*10mm 未见芯线
线材本体有压痕≦3mm 能自然恢复
线材压伤 线材本体有压痕≦5mm 不能自然恢
线
复
线材变形 线材无法自然伸直、起皱打转、弯曲
材
线材印字不 线材无印字,与样板不符
良
线材表面印字模糊、完全看不清
缩水 进料口大
外模正面缩水凹陷>0.3*5mm 较明显
外模背面缩水凹陷>0.3*5mm 较明显 成型后进料点凹陷或料头残留> 1mm
外模变形 成型后外模翘曲、歪头看上较明显
亮面
雾面 烧胶 光泽 缺料
成型外模正面喷脱模剂过多,出现光 滑 ф5mm
成型外模背面喷脱模剂过多,出现光 滑 ф10mm
成型外模正面温度不不够,出现雾状 正面 ф5mm
)
外
成型裂缝≦0.2*10mm 外模裂缝
模
成型裂缝>0.2*10mm
流纹
成型外模正面流纹现象≧0.5*5mm
精选范本
★
目视
★
目视
★ ★
★ ★ ★
目视 目视 目视、卡尺比对 目视、卡尺比对
.
成型外模背面流纹现象≧0.8*10mm
杂质、混料
塑胶料混入其它类物,成型后浮于外 模正面 0.5mm 较明显
塑胶料混入其它异物,成型后浮于外 模背面 0.8mm 较明细
2017/09/10
1.目的:
确保在入库或出货前均能正确检验,确保其品质符合客户要求 2.范围:
凡本厂生产的成品均能适用.
3.检验环境及方法: 3.1 距离及角度:物体距眼 30-40cm 成 45°角,以不反光条件下为基准;
3.2 光亮度:60W 日光灯照明下距物体 100 公分处 3.3 测量方法:以手拿测量工具使物体与量具成水平或垂直状态;
套
套管脱落 套管未烘紧致脱落
管
套管烘伤 套管热烘时间过久面烘伤
套管破裂 被铜丝刺破见芯线或露铜丝
套管异色 套管高温或水煮后发白
端子压着过 包胶位压着过低,伤胶皮