成品检验规程
成品检验规程1

产品质量检验制度一、成品检验依据标准GB6783-2013,进行检验。
二、理化及微生物指标:品种项目食用明胶水分,%≤14.0 凝冻强度(6.67%),Bloomg ≥50 灰分,% ≤ 2.0透射比% 波长nm 450 ≥30 620≥50水不溶物,% ≤0.2二氧化硫mg/kg ≤30过氧化物mg/kg ≤10总砷(As)mg/kg ≤ 1.0铬(Cr)mg/kg ≤ 2.0铅(Pd)mg/kg ≤ 1.5菌落总数,GFU/g ≤10000沙门氏菌不得检出大肠菌群,MPN/100g ≤ 3三、感官要求:1、色泽:淡黄色至黄色。
2、状态:固体状(如颗粒、片状、粉末等).3、气味:无不适气味。
四、取样方法:从同一批号产品中,在检验外包装之后,按下表规定挑出一定件数,进行取样。
每批产品的包装件数应抽样件数1~5件全检6~50件5件51~100件10件101~500件15件501~1000件20件五、留样规定:从抽出的每一件包装内,在不同的部位,取出等量的不少于500g 的胶样混合后取出1000g胶样,分成大致相等的两份,分盛于两个洁净、干燥、密封的磨口产品名称、品种、批号、取样日期、取样人等。
一份交质检部门检验,一份保留备查。
六、试验方法:1、水分测定原理:取约1g 明胶,在105℃烘干至恒重,根据质量的减少计算明胶的含水量。
3、试剂和材料除非另有规定,本方法中所用试剂均为分析纯。
3.1 盐酸:优级纯。
3.2 氢氧化钠(NaOH):优级纯。
3.3 盐酸溶液(6mol/L): 量取50ml 盐酸,加水稀释至100ml 。
3.4 氢氧化钠溶液(6mol/L ): 称取24g 氢氧化钠,加水溶解并稀释至100ml 。
3.5 海砂:取用水洗去泥土的海砂或河砂,先用盐酸(3.3)煮沸0.5h ,用水洗至中性,再用氢氧化钠溶液(3.4)煮沸0.5h ,用水洗至中性,经105℃干燥备用。
4 仪器和设备4.1 扁形铝制或玻璃制称量瓶。
成品检验规程
成品检验规程1. 引言此检验规程旨在规范和指导成品检验工作,保证产品质量和安全性。
本规程适用于公司所有成品的检验流程。
2. 检验标准2.1 检验标准应基于国家法规、行业标准以及公司制定的质量要求。
在制定检验标准时,应确保标准明确、准确,并与相关部门共同确认。
2.2 检验标准应包括但不限于以下内容:- 外观检查- 尺寸和尺寸公差检验- 材料成分和性能检验- 功能性能检验- 可靠性检验3. 检验设备和工具3.1 公司应配备适当的检验设备和工具,以确保检验工作的准确性和可靠性。
检验设备和工具应经过定期校准,确保其测量结果的准确性。
3.2 检验设备和工具的使用和维护应符合相关操作规程和操作要求。
对于关键检验设备,应制定相应的使用操作规范并进行培训。
4. 检验流程4.1 检验工作应由专门的检验人员负责,他们应具备相关的专业知识和技能,并接受过相应的培训。
4.2 检验流程应包括以下步骤:- 检验准备:检验人员应对检验设备和工具进行校准和准备,确保其正常运行并符合要求。
- 取样检验:根据抽样计划进行取样,并对取样品进行检验。
- 检验记录:在检验过程中,应及时记录检验结果、日期、批次等信息,确保数据的可追溯性和准确性。
- 异常处理:对于不合格的成品,应及时进行处理,包括整改或退货等措施。
- 检验报告:完成检验后,应编制检验报告并保存相关记录。
5. 检验频率和抽样方法5.1 检验频率应根据产品的特性、需求和所处环境的要求确定。
对于关键产品,应增加检验频率以确保其质量可控。
5.2 抽样方法应根据国家法规和行业标准来确定,以确保所抽样本具有代表性和可靠性。
6. 附录6.1 附录应包括所使用的检验标准、检验设备和工具列表,抽样计划,以及其他相关文件和记录。
以上是成品检验规程的内容,旨在确保成品质量和安全性,提高公司的竞争力和客户满意度。
成品检验规程

4.根据检验结果,将合格品、不合格品、返工返修品分别放入相应区域。
检验项目:
1.核对材料与图纸是否相符。
2.检验加工尺寸、表面处理与图纸是否相符。
3.检验外观质量是否良好,无缺陷。
文件编号:***************
成品部件检验规程
适用范围:
车间成品检验
检验标准:
全检:(比例100%)抽检:3件以上抽3件。3件及以下全检
检验检具:
卷尺,卡尺,角度尺,涂层测厚仪
检验流程:
1.检验员对加工成品部件抽检。
2.检验员按实际需要准备图纸。
3.根据图纸要求检验,拼搭部件记录在过程检验卡片(报告)上。装箱部件记录在装箱清单上。
4.检验装箱部件规格和数量是否图纸及装箱清单相符。
5.检验实际拼搭部件装配性是否良好,合理。
合格品判断标准:
与检验项目相符
不合格品判断标准:
与检验项目任一点不符合的为不合格品
返工返修品判断标准
填写Байду номын сангаас过程/成品不合格报告单》报组长或主管判定
编制人:
审批人:
日期:
成品检验规程

32成品检验规程目的:判定产品是否符合卫生标准,规范检验操作.适用范围:所有成品及种类检验。
1工作前,检验器具的卫生。
2检验程序2.1检验项目根据“成品检验方法”,进行感官检验、中心温度的测量以及微生物检验。
2.2样品留样每批产品留样200克(不低于100克),每样菜用洗干净,消毒过得的餐盒装,标明名称、日期、时间,存放于专用留样的冰箱中,48h后销毁。
2.3检验方法及标准(1)、感官检验对成品菜首先进行感官检测,外观,色泽,滋味、气味外观观察成品无烧焦烤糊的现象且蔬菜新鲜色泽正常菜品应有的色泽。
滋味咸淡适中,油盐含量符合中小员工膳食宝塔的要求,小员工食用盐每日含量4-6克,中员工食用盐每日含量6克,小员工食用油的每日含量25克,中员工食用油的每日含量25克(3)中心温度的测量将中心温度测量器打开,将有金属探头的金属棍插入被测成品中,并记录中心温度测量器上所显示的测量温度。
检测标准:成品菜必须达到72℃以上为合格产品(4)微生物检验菌落总数的测定a.以无菌操作,将检样用1ml灭菌吸管吸取1ml于灭菌平皿内,及时将凉至46℃营养琼脂培养基倾入加有1ml检液的灭菌平皿内,同时作空白对照.b.待琼脂凝固后,翻转平板,置35±2℃恒温培养箱内培养48小时取出后平板计数,平板内菌落数乘以稀释倍数,即每毫升样品所含菌落总数.检测标准:菌落≤100cfu/g为合格产品大肠菌群的检测1将测试片置于平坦桌面,提起上层模2垂直滴加1ml样液于测试片中央3缓慢落下上层膜,切勿直接落下,一面气泡产生4用压板的平板使样液均匀分布于圆形接种区,置1分钟使胶凝固将已采样的纸片置于37℃恒温培养箱中培养16 h~18h,取出观察结果。
若纸片保持紫蓝色不变,或有红色斑点但斑点周围无黄晕者为大肠菌群阴性;在红色斑点周围有黄晕,或纸片变黄并在黄色背景上呈现红色斑点或片状红晕为阳性。
标准规定:在50cm2的纸片上(即两片纸片上),大肠菌群不得检出。
成品出厂检验规程

成品出厂检验规程
一、质检部严格执行对产品生产至出厂全过程的质量监督与检验。
二、间入库成品,仓库按车间提拱的质量检验情况,分类,分批次存放。
三、格品与不合格品要严格分区存放,并且要作上明显的标志
四、成品出厂前,质检部定期或不定期到仓库对成品进行抽检,以监督抽查生产工段
的质量检验情况。
抽检量为每批量的1%~2%,对于有质量疑问的批次应加大抽检数量。
五、对于一次抽检不合格的批次,要加大抽检数量进行二次抽检,如二次抽检再不合
格既判定该批产品不合格。
如抽检不合格应立既通知仓库封存。
同时通知车间作退回处理。
六、成品检验标准要求:
1、外包装质量,标签粘贴`封箱要整齐美观,标签、包装瓶、包装袋、外包装箱干净
无油污粉尘污染。
瓶、袋封口要严密无渗漏现象。
2、有无生产日期、批号、合格证等并且相对应。
3、检查证号、标志等是否正确无误。
4 检查产品的计量情况,误差应在标准规定的范围之内。
七、质检部定期到仓库按产品批次抽样复检,与原化验结果校对,以监督生产检验工
作中有无错检、漏检情况。
八、各项检验工作准确无误后,由质检部出且据证明,仓库挂牌标明该批产品可以出
厂.
九、严格对不合格品的管理,不合格的原材料不得流入生产工序,不合格的产品不得
出厂。
成品检验规程
成品检验规程
1.目的
规定成品检验的方式、标准.
2.范围
包装过程的检验、成品完工后的完工检验及出货检验
3.职责
1)出库检验员:按本指示要求对出库前的产品在出库前再次复检.
2)完工检验员:按本指示要求对包装完工的成品批进行完工检验.
3)出货检验员:按本指示要求对需出货的订单批进行出货复验.
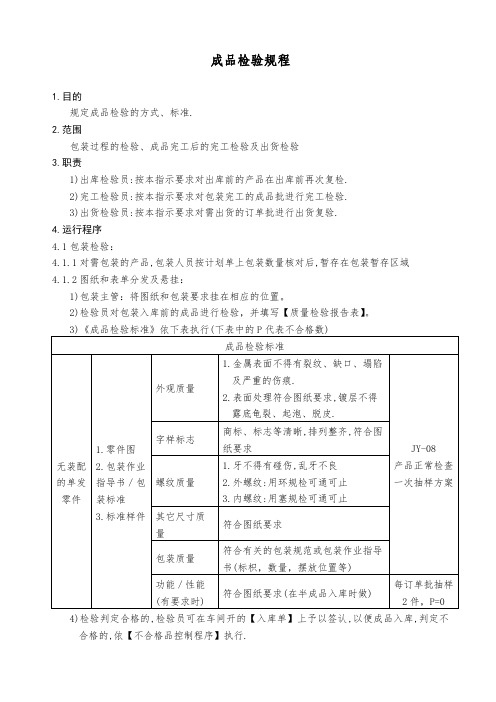
4.运行程序
4.1包装检验:
4.1.1对需包装的产品,包装人员按计划单上包装数量核对后,暂存在包装暂存区域
4.1.2图纸和表单分发及悬挂:
1)包装主管:将图纸和包装要求挂在相应的位置。
2)检验员对包装入库前的成品进行检验,并填写【质量检验报告表】。
4)检验判定合格的,检验员可在车间开的【入库单】上予以签认,以便成品入库,判定不
合格的,依【不合格品控制程序】执行.
4.2出货检验:
4.2.1订单产品在出货之前,由仓库放入指定出货待检区后,向出货检验员报出货检验.
4.2.2出货检验员依4.2.3【出货检验标准】进行检验作业
4.2.3【出货检验标准】依下表执行(下表中的P代表不合格数):
4.2.4出货检验判定合格的,出货检验员可在仓库开具的单据上予以签认,以便发货出库交接,
判定不合格的,依【不合格品控制程序】执行.
4.2.6顾客验货:顾客到厂验货的,由出货检验员陪检,验货结果应及时通知到供销、检验和
生产部门,顾客验货记录要留底存档.
4.3检验后的状态标识:依管理手册“7.
5.3标识和可追溯性”相关要求执行
5.记录
【质量检验报告表】。
成品检验操作规程
成品检验操作规程《成品检验操作规程》一、检验目的成品检验是为了保证产品质量,满足客户需求,确保产品符合国家标准和行业标准,保障产品的安全和可靠性。
二、检验范围1. 外观检验:包括产品表面的平整度、色泽、印刷质量等。
2. 尺寸检验:产品的长度、宽度、厚度等尺寸的验收。
3. 功能检测:对产品所具备的功能进行检验,如电子产品的电池续航能力、机械产品的动力性能等。
4. 化学成分检验:对产品的材料进行化学成分分析。
5. 物理性能检验:包括产品强度、硬度、韧性等性能的评估。
三、检验方法1. 外观检验:目视检查、对比检查、使用特定工具进行测量。
2. 尺寸检验:使用测尺、卡尺、游标卡尺等工具进行测量。
3. 功能检测:使用专业设备进行功能测试。
4. 化学成分检验:使用化学分析仪器进行成分检测。
5. 物理性能检验:使用力学试验机、硬度计等设备进行物理性能测试。
四、检验要求1. 检验人员应具备专业技能和丰富经验,能够熟练运用各种检验方法和工具。
2. 检验环境应保持整洁,避免灰尘、杂物等影响检验结果。
3. 检验设备应经常进行维护和校准,确保准确可靠。
4. 检验记录应详细、完整,包括检验日期、检验人员、检验结果等信息。
五、检验流程1. 接到检验任务后,检验人员应仔细阅读产品标准和客户要求,确定检验范围和方法。
2. 按照检验要求进行检验,并记录检验结果。
3. 若产品不符合标准要求,应及时通知相关部门进行处理,并做好相关记录。
4. 对合格产品进行包装、标签等整理工作。
六、检验结果处理1. 合格产品应及时放行并做好标识。
2. 不合格产品应进行退货或者重新处理,并做好相应记录。
3. 对于连续不合格的产品,应及时进行改进措施,避免类似问题再次发生。
七、检验记录保存1. 检验记录应保存至少两年,作为质量追溯的重要依据。
2. 检验记录应分类、整理,并定期进行归档。
八、附则1. 对于特殊产品的检验,应参照相关标准进行检验。
2. 对于检验过程中发现的质量问题,应及时上报并提出改善意见。
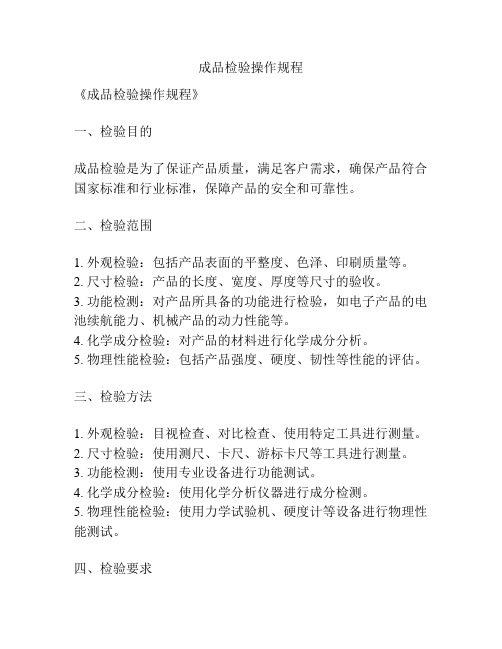
成品检验规程
1、目的:为了使未经检验或验证及经检验和试验不合格的产品不出厂;保证公司的产品质量符合国家要求;确保公司所的产品在仓储、搬运等环节中能保证质量。
2、范围:2.1 检查送来的成品与订单是否相符;2.2 检查包装材料唛头、尺寸、外观有否破损;2.3 检查配件是否少放、多放、放错或存在质量缺陷;2.4 检查产品外观、工艺(标签、说明书)、装配、尺寸、球压试验等是否存在质量问题,球压实验以每个批次抽样一只产品进行试验,其它产品正常检验必须做到模拟用户实际使用装配;2.5 对检验完成后的各个批次分别填写三色吊卡,用胶带纸粘贴在外箱上,不能粘住外箱上的字;2.6 三色吊卡的填写必须要如实填写,合格批次则填写在合格品栏内,不合格批次填在不合格品栏内,在有紧急事情需滞后检验情况下则必须填写在待检品栏内;2.7 三色吊卡填写格式为:产品名称:兵兵货号-检验批次(产品批号001、002……顺延);数量:流水线号(如21#)-单批次数量;检验日期:当次检验日期;检验员:签名;原因:抽检发现缺陷情况(属于不合格批);2.8 待检品填写只需填写产品名称和签名即可,等待检验完毕后再换上检验完毕后状态的三色吊卡;2.9 在成品检验过程中发现质量缺陷超出AQL允收水准时,立即填写《不合格品处理单》通知车间主任不合格质量缺陷,由车间主任召集相关责任班长、检验员召开会议,并将分析的原因及纠正措施填写在《不合格品处理单》上,并将已经完成的成品和半成品按照《不合格品处理单》填写的纠正措施进行纠偏或返工,对于暂时无法安排的将产品拉入不合格品区进行隔离存放,另外安排时间进行返工;2.10 表面轻微质量问题可以口头形式通知线上检验员/相关工位员工/班长在后续生产过程中引起高度重视,杜绝再次出现此类缺陷,对于存在批量或小批量不合格时也必须填写《不合格品处理单》,具体步骤同上13条;2.11 流水线所有返工工作必须于三个工作日完成,并通知在线制程检验员何时返工,以便过程进行跟踪、确认;2.12 在返工期间,制程检验员应当对过程进行跟踪监督,遇见不符合项立即告知责任班长进行纠偏,并将过程跟踪和结果检验情况填写在《不合格品处理单》上,经确认合格后再次送成品检验岗位复检;2.13 对所有检验不合格批次,车间主任召开会议时,在填写完毕《不合格品处理单》同时,也需要讨论制定出预防措施,并将分析原因、拟采取的预防措施、完成情况填写在《纠正(预防)措施处理单》上,最后交给制程检验员进行后期操作跟踪验证;2.14 成品检验完毕后必须及时将所有抽样产品安好标准装入包装中封好,对有质量缺陷的产品需要通知产线进行翻修后再进行包装;2.15 每天工作完成后必须及时将成品检验内容如实填写在《最终检验表》上,并于下班前分发到车间、制造和生产部门。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
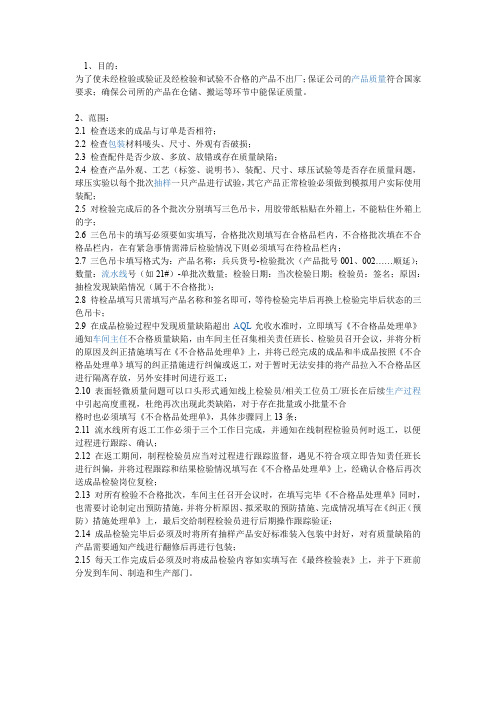
成品检验规程
ZXSG/WS-8.2.4-01
共页
第页
序号
检验项目
技术要求
检测手段
检验方案
检验操作要求
1
主要尺寸(mm)
宽≤2mm
卡尺、圈尺
每批5件
高≤1mm
卡尺、圈尺
每批5件
长≤3mm
卡尺、圈尺
每批5件
2
边角垂直度(mm)
边角垂直度:≤1度
卡尺、圈尺
每批5件
围边对称度:厚度差≤5mm
卡尺、圈尺
每批5件
3
表面平整度(mm)
测的不平度偏差≤0.2mm
卡尺、圈尺
每批5件
4
木制件用料要求
木制件用料不应使用:1)昆虫正在侵蚀的木材;2)轻微腐朽面积超过零部件面积的15%;3)腐材浓度超过材厚的25%;4)受力部位的木材自然斜程度超过20%;5)有轻微裂缝或节子的木材影响结构强度。6)带有树皮的木材;
目测
全检
5
外表木制件用料要求
产品用材应与标识明示一致;
目测
全检
外表用料应:1)针阔叶树种在同一胶拼件中不得混用;2)材料和纹理相似。
目测
全检
外表用料不应使用:1)贯通裂缝材;2)昆虫正在侵蚀的木材;3)腐蚀材;4)死节材;5)未经处理带有树脂囊材;6)脱胶的人造板材。
目测
全检
外表用料不应使用:1)节子宽度超过材宽1/3;2)节子直径超过12mm;3)产品受力部位木材自然斜纹程度超过20%。
更改文件号
签字
日期
标记
处数
签字
日期
目测
全检
7
产品标识
生产厂家中文地址、通讯信息、出厂检验合格证、等级等。
注:对本公司不能检测的项目,如木材含水率、泡沫塑料要求、用料要求、力学性能要求、理化性能要求、阻燃性要求等应要求供方提供合格证明或每季度一次委托日照市家具装饰材料质量监督检验中心出具质量证明。
编制
日期
审核
日期
会签
日期
会签
日期标记Βιβλιοθήκη 处数目测全检
外表用料正视面不应:1)有裂纹;2)有缺棱。
目测
全检
6
木工要求
外表木制件应平整精光:1)无啃头;2)无刨痕;3)无崩茬;4)无逆纹;5)无沟纹。
目测
全检
外表木制件应:1)倒楞均匀;2)圆角和弧度及线条对称均匀;3)顺直光滑。
目测
全检
外表木制件车木线型应1)对称部位对称一致;2)无刀痕、砂痕等缺陷。