CA6140车床说明书
CA6140车床杠杆(831009)工艺设计说明书完全版(附毛坯图-工序卡片)资料
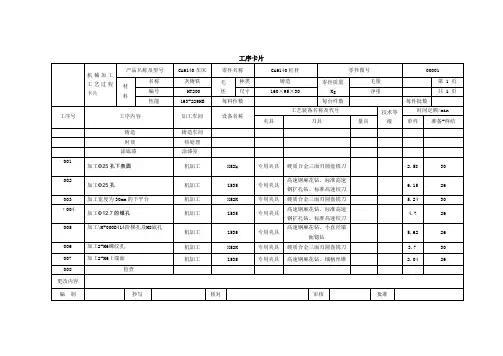
工序卡片机械加工工艺过程卡片产品名称及型号CA6140车床零件名称CA6140杠杆零件图号00001材料名称灰铸铁毛坯种类铸造零件质量Kg毛量第 1 页编号HT200 尺寸160×95×30 净重共 1 页性能163-229HB 每料件数每台件数每件批数工序号工序内容加工车间设备名称工艺装备名称及代号技术等级时间定额/min 夹具刀具量具单件准备-终结铸造铸造车间时效热处理涂底漆涂漆室001 加工Φ25孔下表面机加工X52k 专用夹具硬质合金三面刃圆盘铣刀 2.58 30002 加工Φ25孔机加工Z535 专用夹具高速钢麻花钻、标准高速钢扩孔钻、标准高速铰刀6.15 26003 加工宽度为30mm的下平台机加工X52K 专用夹具硬质合金三面刃圆盘铣刀 5.24 30τ004 加工Φ12.7的锥孔机加工Z535 专用夹具高速钢麻花钻、标准高速钢扩孔钻、标准高速铰刀4.7 26005 加工\M+000D414阶梯孔及M8底孔机加工Z535 专用夹具高速钢麻花钻、小直径端面锪钻5.62 26006 加工2-M6螺纹孔机加工X52K 专用夹具硬质合金三面刃圆盘铣刀 3.7 30 007 加工2-M6上端面机加工Z535 专用夹具高速钢麻花钻、细柄丝锥 2.04 26 008 检查更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 1 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精铣Φ25通孔下表面001 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 2.58 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣Φ25通孔下表面专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 1.9 57.6 1 0.34 0.41 2 精铣Φ25通孔下表面专用铣夹具、硬质合金三面刃圆盘铣刀75 24 0.1 108 1 1.42 0.41更改内容编制抄写核对审核批准工序卡片2 CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻、扩、铰Φ25H7的通孔002 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 6.15 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ22的通孔专用钻夹具、高速麻花钻Φ22195 17 30 0.43 1 0.41 1.77 2 扩孔至Φ24.7高速钻夹具、标准高速钢扩孔钻Φ24.7275 23.1 30 0.57 1 0.22 1.77 3 铰通孔到Φ25H7专用钻夹具、标准高速铰刀Φ25100 7.8 30 1.6 1 0.21 1.77 更改内容编制抄写核对审核批准机械加工产品名称及型号零件名称零件图号第 3 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精铣宽度为30mm的下平台003 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB 设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 5.24 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣宽度为30mm的下平台专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 2 5.76 1 2.21 0.41 2 精铣宽度为30mm的下平台专用铣夹具、硬质合金三面刃圆盘铣刀75 24 1 108 1 2.21 0.41 更改内容机械加工工序卡片产品名称及型号零件名称零件图号第 4 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻锥孔Φ12.7004 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 4.7 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ12的孔专用钻夹具、高速钢麻花钻Φ12195 11.22 5 0.43 1 0.58 1.77 2 扩孔至Φ12.7专用钻夹具、标准高速钢扩孔钻Φ12.7275 21.3 5 0.57 1 0.58 1.77 更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 5 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻M8底孔及锪钻Φ14阶梯孔005 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 5.62 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ7的孔专用钻夹具、高速钢麻花钻Φ7900 19.8 10 0.25 1 0.07 1.77 2 攻M8的螺纹孔专用钻夹具、细柄机用M8丝锥360 8.88 10 1.5 1 0.05 1.77 3 锪钻Φ14阶梯孔专用钻夹具、小直径端面锪钻Φ14195 7.35 3 0.23 1 0.19 1.77 更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 6 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精2-M6端面006 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 3.7 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣2-M6的上端面专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 2 57.6 1 0.17 0.41 2 精铣2-M6的上端面专用铣夹具、硬质合金三面刃圆盘铣刀75 24 1 108 1 1.05 0.41 更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 7 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻M8底孔及锪钻Φ14阶梯孔007 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 2.04 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ5的孔专用钻夹具、高速钢麻花钻Φ5900 14.4 15 0.25 1 0.16 1.77 2 攻M6的螺纹孔专用钻夹具、细柄机用M6丝锥480 8.88 15 1.5 1 0.05 1.77 更改内容编制抄写核对审核批准CA6140车床杠杆加工工艺及夹具设计设计内容:1、课程设计说明书1份2、零件加工工艺设计表1张3、机械加工工艺过程卡1张4、机械加工工序图 1 张5、夹具体零件图1张6、夹具装配图 1 张目录1.绪论 (3)2.杠杆加工工艺规程 (6)2.1零件的分析 (6)2.11零件的作用 (6)2.12零件的工艺分析 (6)2.2杠杆加工的主要问题和工艺过程设计所应采取的相应措施 (7)2.21确定毛坯的制造形式 (7)2.22基面的选择 (7)2.23确定工艺路线 (8)2.24机械加工余量、工序尺寸及毛坯尺寸的确定 (9)2.25确定切削用量 (10)2.26确定基本工时 (20)3.夹具的设计 (24)4.总结 (27)5.参考文献 (27)1.绪论加工工艺及夹具是对所学专业知识的一次巩固,是在进行社会实践之前对所学各课程的一次深入的综合性的总复习,也是理论联系实际的训练。
CA6140车床后托架设计说明书
CA6140车床后托架工艺与夹具设计1.序言:本次毕业设计是在学完了机械制造工艺与装备和大部分专业课,并进行了生产实习的基础上进行的一个实践性教学环节。
这次设计使我能综合运用机械制造工艺与装备中的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决了零件机械制造工艺问题,设计了机床专用夹具这一典型的工艺装备,提高了结构设计能力,为未来从事的工作打下了良好的基础。
由于能力有限,经验不足,设计中还有许多不足之处,希望各位老师多家指教!- 1 -- 2 -2.CA6140后托架加工工艺设计2.1 生产纲领中批生产(已知)2.2零件的分析2.2.1零件的作用题目所给的零件是CA6140车床后托架,它位于CA6140车床床身的尾部,三个杠孔分别装光杠,丝杠,操作杠,对它们其加强固定作用,以提高车床加工的精度,在它们之间的孔用于导通油路,旁边的螺纹孔,是连接油盖的,正面的四孔将后托架固定于车床尾部。
2.2.2. CA6140机床后托架的技术要求其加工有三组加工:底面、侧面三孔、顶面的四个孔、以及左视图上的两个孔。
(1)以底面为主要加工的表面,有底面的铣加工,其底面的粗糙度要求是6.1=Ra ,平面度公差要求是0.03。
(2)另一组加工是侧面的三孔,分别为Φ22.5,Φ30.2,025.0040φ,其表面粗糙度要求6.1=Ra 要求的精度等级分别是8=IT ,7=IT ,7=IT 。
(3)以顶面为主要加工面的四个孔,分别是以132φ-和202φ-为一组的阶梯空,这组孔的表面粗糙度要求是50Rz ,3.6=Ra ,以及以132φ-和102φ-的阶梯孔,其中102φ-是装配铰孔,其中132φ-孔的表面粗糙度要求是50Rz ,3.6=Ra ,102φ-是装配铰孔的表面粗糙度的要求是Ra=1.6.(4)CA6140机床后托架毛坯的选择砂型铸造,因为零件尺寸不太大。
2.3毛坯的结构工艺(1)CA6140车床后托架为铸造件,对毛坯的结构工艺有一定要求:①、铸件的壁厚应和合适,均匀,不得有突然变化。
CA6140说明书
前言机械制造技术基础课程设计是我们在学完了大学的全部基础课,专业基础课以及专业课后进行的。
这是我们在进行毕业设计之前对所学的各科课程一次深入的综合性总复习,也是一次理论联系实际的训练。
因此,他在我们的大学三年生活中占有重要的地位。
机械加工工艺规程是规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。
对加工工艺规程的设计,可以了解了加工工艺对生产、工艺水平有着极其重要的影响。
生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现。
对专用夹具的设计,可以了解机床夹具在切削加工中的作用:可靠地保证工件的加工精度,提高加工效率,减轻劳动强度,充分发挥和扩大机床的给以性能。
本夹具设计可以反应夹具设计时应注意的问题,如定位精度、夹紧方式、夹具结构的刚度和强度、结构工艺性等问题。
就我个人而言,我希望通过这次课程设计对自己未来将从事的工作进一步适应性的训练,希望自己在设计中能锻炼自己的分析问题、解决问题、查资料的能力,为以后的工作打下良好的基础。
由于能力有限,设计尚有很多不足之处,希望各位老师给予指导。
目录1、杠杆加工工艺规程设计............................................................................................................ - 3 -1.1零件的分析....................................................................................................................... - 3 -2、选择毛坯,确定毛坯尺寸,设计毛坯图 ........................................................................ - 4 -2.1确定毛坯的制造形式....................................................................................................... - 4 -2.2确定机械加工余量,毛坯尺寸和公差 ........................................................................... - 4 -3.1基面的选择....................................................................................................................... - 5 -4、机械加工余量、工序尺寸及毛坯尺寸的确定 ........................................................................ - 7 -5、确定切削用量............................................................................................................................ - 7 -6、确定基本工时.......................................................................................................................... - 17 -7、工艺卡片.................................................................................................................................. - 22 -8、专用夹具设计.......................................................................................................................... - 22 -8.1加工工艺孔Φ25夹具设计............................................................................................ - 22 -8.2小结................................................................................................................................. - 26 - 总结................................................................................................................................................ - 27 - 参考文献........................................................................................................................................ - 28 - 致谢.............................................................................................................................................. - 30 -1、杠杆加工工艺规程设计1.1零件的分析1.1.1零件的作用题目所给的零件是CA6140车床的杠杆。
第四章 CA6140型卧式车床
第四章CA6140型卧式车床概述一、车床的分类车床可分为:①普通(卧式)车床;②立式车床(主要用于外形为非回转体的零件的车削加工);③半自动及自动车床;④仿形车床;⑤专门化车床(如铲齿车床、凸轮轴车床、曲轴车床、轧辊车床等)等。
其中以普通车床应用最广泛。
二、车床的运动主运动——工件的回转运动进给运动——刀架的移动第一节CA6140型卧式车床简介一、工艺范围普通车床的工艺范围很广,它可以车削:内、外圆柱面、圆锥面、成形回转面、环行槽,以及车削端面和各种螺纹,还可以进行钻孔、扩孔、攻丝、套丝和滚花等工作。
二、组成(图4-1)三、主要技术参数40 —最大工件回转直径400mm见书P.72 。
([注]主轴内孔直径50mm;最大棒料直径48mm)第二节CA6140型卧式车床传动系统图1.传动系统图——用简化符号将动力源、执行件以及所有的传动元件以展开图的形式绘制的平面图。
(见图4-2)2.展开图——(1)由于传动系统图是平面图,有些元件可能被遮挡住,所以要利用展开图。
(2)展开图的轴向反映了各元件真实的相对位置关系。
(3)展开图的径向:①相啮合齿轮所在两轴反映真实的相对位置关系②其余则不能反映真实的相对位置关系3.根据图4-2认识有关的符号及含义①电动机(动力源)②主轴(执行件)③刀架(执行件)⑤齿轮传动⑥ 轴(Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ、……)(轴号在图中必须标出) ⑦ 蜗杆传动⑧ 挂轮(交换齿轮)⑨ 换向机构 (参考 图4-3 )⑩ 轴承⑾ 离合器(M 1、M 2、M 3、……)(注意离合器的位置及用途)4.分析传动系统图的步骤(以每条传动链看)a )找两端,连中间;b )确定计算位移;c )写出传动路线表达式;d )写出运动平衡式(或还需化简成“换置公式”)。
[注]i1u一、主 传 动(主运动传动链)1.两端件及计算位移电动机主轴(n电= 1450 r / min)(n z)2.传动方式及传动路线表达式(1)传动方式①定比传动—带传动a)降速b)柔性传动(减振、吸振)c)可较远距离传递②双向片式摩擦离合器可在电机不停机状态下,使主轴:a)正转(并与换向机构配合)b)反转c)停止转动③背轮机构(ⅢⅤ)可合理利用径向空间(注意:图中Ⅲ轴与Ⅴ轴同轴线)④高速分支利用M2,使Ⅲ轴的运动直接传到Ⅵ轴(主轴)⑤斜齿轮副Ⅴ—Ⅵ之间用了一对斜齿轮传动(定比传动),目的一是使传动平稳;二是在低速时,可比直齿轮传动受力大。
CA6140车床拨叉课程设计说明书
题目:“CA6140车床拨叉〞零件的机械加工工艺
与铣槽夹具设计
一、序言................................2
二、设计题目............................2
三、设计内容............................2
四、工艺规程设计........................3
三、工序4——铣通槽
铸造时槽没铸出,得粗铣其槽边双边机加工余量2Z=2.0mm,槽深机加工余量为2.0mm其极限偏差:粗加工为 ,精加工为
粗铣两边工序尺寸为:18-2=16mm;
mm;
粗铣后毛坯最小尺寸为:16+0=16mm;
粗铣槽底工序尺寸为:33mm;
精铣两边工序尺寸为:180,已达到其加工要求:180。
R=F-2RAM-CT/2
〔3〕、确定加工零件通槽前槽的毛坯尺寸:
槽深:R=F-RAM-CT/2
=31-2-5/2
槽宽:R=F+2RAM+CT/2
〔4〕、确定加工零件上端面前的毛坯尺寸:
R=75mm
四、绘制拨叉锻造毛坯简图:
拟定拨叉工艺路线
一、定位基准的选择
定位基准有粗基准和精基准之分,通常先确定精基准,然后确定粗基准。
X51
面铣刀
游标卡尺
内花键孔和左端面
6
钻2×M8通孔并攻丝
Z525、SB408
扩孔钻、铰刀
卡尺、塞规
内花键孔和左端面
7
去毛刺
钳工台
8
中检
卡尺、塞规、百分表等
9
清洗
清洗机
平锉刀
10
终检
CA6140车床拨叉831007说明书
机械制造工艺学课程设计说明书设计题目:CA6140拨叉机械加工工艺规程及夹具设计(831007)设计者:仇恒坦王云楠谭逢津高钦指导教师:何国旗2011年12月26日机械制造工艺学课程设计任务书题目:CA6140拨叉加工工艺规程及夹具设计内容:1、零件图 1张2、毛坯图 1张3、机械加工工艺规程 1张4、夹具结构设计装配图 1张5、夹具结构设计零件图 1张6、课程设计说明书 1份班级:机设093学生:仇恒坦王云楠谭逢津高钦指导教师:何国旗2011年12月19日序言通过工艺及夹具设计,汇总所学专业知识如一体(如《公差于配合》、《机械设计》、《金属切削机床》、《机械制造工艺》等)。
让我们对所学的专业课得以加强和巩固、复习及实用,在理论与实践上有机结合;使我们对各科的作用更加深刻的熟悉与理解,并为以后的实际工作奠定坚实的基础!就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为自己以后生活打下一个良好的基础。
由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。
设计内容:(1)画零件图(2)绘制毛坯图(3)填写机械加工工艺过程综合卡片(4)选择夹具设计方案(5)绘制某一工序夹具草图及零件图(6)编写课程设计说明书原始资料:拨叉零件图831007,生产纲领为100000件/年。
一、分析零件图(一)零件作用拨叉是传动系统中用来拨动滑移齿轮,以实现系统调速、转向的零件。
其小头通过与轴的过盈配合来传递凸轮曲线槽传来的运动;大头的内部突起处与滑移齿轮的凹槽配合。
(二)零件的工艺分析1、零件选用材料为HT200,俗称灰口铸铁。
灰铸铁生产工艺简单,铸造性能优良,但塑性较差,脆性高,不适合磨削。
2、该零件主要加工表面及技术要求分析如下:(1)、零件上端面及孔φ50H13的上下端面与孔φ22H7的垂直度公差等级为9-10级。
表面粗糙度为Ra≤3.2um。
CA6140车床方刀架加工工艺及夹具设计说明书【钻孔4-Φ15】
设计题目: 方刀架及其夹具工艺设计
学 生:
学 号:
专 业:机械设计制造及其自动化
班 级:
指导教师:
序言…………………………………………………………………1
一. 零件分析……………………………………………………2
1.1 零件作用………………………………………………5
1.2零件的工艺分析…………………………………………5
工序Ⅴ 铣四方1250 -0.6㎜×1250 -0.6㎜,去毛刺;铣四侧压刀槽,保证尺寸24㎜,C面留加工余量0.2∽0.3㎜;精铣C面至尺寸18㎜;倒角1×45°,8条边.
工序Ⅵ 热处理,C表面淬火HRC40∽45.
工序Ⅶ 车环型槽,
工序Ⅷ 磨Φ36+0.03 0㎜端面,保证390 -0.3㎜;
磨Φ25+0.023 0㎜端面,保证720 -0.12㎜;磨四个侧面.
学生设计水平有限,其中难免有缺点错误,敬请老师批评指正。
技术要求
1、C面淬火硬度40~45HRC。
2、未注倒角1×45°。
3、材料45。
零件图样分析
1)φ15 mm孔对基准B的位置度公差为φ0.05mm。
2)图中左端面 (方刀架底面)平面度公差为0.008mm。
3)图中左端面对基准B的垂直度公差为0.05mm。
8)以两个端面为基准加工的表面包括:φ36 ㎜端面,φ25 ㎜孔端面(互为基准),零件的四个侧面。
二、工艺规程设计
2.1 确定毛坯的制造形式
该零件时属于箱壳类零件,结构比较简单规则,但某些加工面和孔的尺寸精度、平面度,垂直度、位置精度、表面粗糙度要求比较高,铸件适用于制造复杂形状的毛坯,锻件适用于形状简单,强度要求高的毛坯。但因此零件并不是很复,因此该零件选择毛坯为锻件,锻件制造的方法有自由锻和模锻两种。自由锻毛坯精度低、加工余量大、生产率低,适用于单件小批量生产以及大型零件毛坯。模锻毛坯精度高、加工余量小,生产率高、适用于中批以上生产的中小型零件毛坯。常用的锻造材料为中、低碳钢及低合金钢。综上所诉;该零件应选择自由锻的方法制造毛坯。
CA6140车床床身加工工艺及夹具设计说明书.
前言CA6140车床是普通精度级万能车床,它运用加工各种轴类,套筒类和盘类零件上的回转表面,以及车削端面等,是应用最广泛的车床。
CA6140车床床身是机床的基础构件,机床的各个主要部件和零件都装在床身或床身的导轨上作相对运动。
在切削中,刀具与工件的相互作用力传递到床身上而使床身变形床身的变形和振动直影响到被加工零件的精度和表面粗糙度,因此,床身是车床上极为重要的一个部件。
而导轨,则是床身上极为重要的一个部分,床身上共有四条导轨,其中,有两条导轨是拖板用的导轨,另外两条导轨为尾座导轨,其作用为导向和承载,所以,以导轨要求有较高的的导向精度,结构简单,工艺好等特点。
本次的设计主要就是针对加工床身导轨而进行设计的,为了保证导轨的精度,降低工人的劳动强度,床身导轨的加工基准选用导轨本身即“自为基准”原则。
本次设计的主要内容是设计一个调节装置,其作用就是在加工床身时对床身在空间的各个位置进行调节,限于目前的水平有限,希望各位老师给予指正。
第1章零件的分析1.1零件的作用题目所给的零件是CA6140机床床身,它是机床的基础构件。
机床的各个主要部件和零件都装在床身上或在床身导轨上作相对运动。
床身是机床的支承件,装左床腿和右床腿并支承在地基上。
床身上安装着机床的各部件,并保证它们之间具有要求的相互准确位置。
在床身上安装有刀架、尾座、床头箱等零件。
在切削中,刀具与工件相互作用力传递到床身上而床身变形,床身的变形和振动直接影响到被加工零件的精度和表面粗糙度。
因此,床身是机床上极为重要的构件。
1.2 零件的工艺分析该零件主要有四组加工表面,该三组加工表面都要求有较小的表面粗糙度值。
现述如下:1.2.1床鞍与床身的结合面。
该平面是床鞍与床身的结合面,负责纵向进给运动。
所以,要求该平面的表面粗糙度值不得超过1.6,以保证纵向进给的精度。
1.2.2导轨面。
床身上有四条导轨,其中有两条上安装拖板,另两条安装尾架,导轨面是床身的的一个重要表面,刀架负责安装车刀,直接影响到工件的切削精度,尾座可以安装钻头进行钻削等工作,因此,要求导轨面有较小的表面粗糙度值和好的直线度,以保证零件的加工精度。
CA6140车床详介
第一节 CA6140型普通车床 一、机床的用途
二、机床的运动 1.工件的旋转运动; 2.刀具的纵向直线进给运动; 3.刀具的横向直线进给运动; 4.辅助运动~切入运动、快速运动。
换向机构; 基本变速组; 增倍变速组; 扩大螺距机构 (2)模数螺纹(公制蜗杆) M3、M4脱开;M5接合。挂轮 64/100、100/97。 (3)英制螺纹 Ta=1/a英寸=25.4/a毫米 M3、M5接合;M4脱开。挂轮 63/100、100/75。 移换机构。 XIII和XIV轴间的25/36;M3;XIV、XV、 XVI轴间的25/36、36/25及36/25。
车 外 圆 的 传 动 原 理 图
卧 式 车 床 的 传 动 原 理 图
换置器官的合理布置
CA6140车床的传动系统框图
6140普通车床传动系统
6140转速分布图
六、机床的主要结构: (一)主轴箱结构 主轴箱设计图由展开图与剖面图组成。 1.展开图: 1)I轴组件: 皮带轮的卸荷结构;片式摩擦离合 器M1的结构、操纵、M1的过载保护作用及其 调整;制动器(刹车)及其操纵。 2)主轴组件:主轴、轴承、传动件、密封件。 轴承的间隙调整。 3)其他轴。 2.变速操纵机构
展 开 图 的 剖 切 面
6140主轴箱剖面图
主轴的轴承结构图
车床主轴轴端的结构形式
其 他 形 式 的 车 床 主 轴 轴 端 结 构
制动器的两种形式
CA6140主轴箱图
CA6140主轴图
摩 擦 离 合 器 结 构 图
CA6140车床后托架设计说明书CA6140车床后托架设计说明书
各类毕业设计课程定做Q号是1714879127 该论文含配套的图纸(需购买)攀枝花学院本科毕业设计(论文)CA6140车床后托架加工工艺及夹具设计学生姓名:学生学号:院(系):机电工程学院年级专业:指导教师:二〇〇六年六月摘要机械加工工艺是实现产品设计,保证产品质量,节约能源,降低消耗的重要手段。
本课题研究CA6140车床后托架加工工艺规程。
首先通过对零件图的分析,了解工件的结构形式,明确了具体的技术要求,从而对工件各组成表面选择合适的加工方法。
再拟订较为合理的工艺规程,充分体现质量、生产率和经济性的统一。
机床夹具设计是工艺装备设计中的一个重要组成部分,在整个机械加工过程中,夹具除了夹紧、固定被加工零件外,还要求保证加工零件的位置精度、提高加工生产率。
本课题在设计的过程当中,深入生产实际,进行调查研究,吸取国内外先进技术,制定出合理的设计方案,在进行具体设计。
关键词产品设计,后托架,加工工艺,夹具ABSTRACTHe machine-finishing craft realizes the product design, guaranteed the product quality, saves the energy, reduces the consumption the important method. After this topic studies the CA6140 lathe the bracket processing technological process. First through to the detail drawing analysis, understood the work piece the structural style, has been clear about the concrete specification, thus to work piece each composition surface choice appropriate processing method. Again drafts the more reasonable technological process, fully manifests the quality, the productivity and the efficient unification .Engine bed jig design is in a craft equipment design important constituent, in the entire machine-finishing process, the jig except clamps, fixes is processed outside the components, but also requests guarantee processing components position precision, enhancement processing productivity .This topic in the middle of the design process, penetrates the production reality, conducts the investigation and study, absorbs the domestic and foreign advanced technologies, formulates the reasonable design proposal, is carrying on the concrete design .Keywords shift the product design,latter bracket ,processing craft,jig目录摘要 (Ⅰ)ABSTRACT (Ⅱ)第一章 CA6140车床后托架的加工工艺设计 (3)1.CA6140车床后托架的结构特点和技术要求 (3)2.CA6140车床后托架的材料、毛坯和热处理 (3)2.1 毛坯材料及热处理 (3)2.2 毛坯的结构确定 (4)3.工艺过程设计中应考虑的主要问题 (4)3.1 加工方法选择的原则 (4)3.2 加工阶段的划分 (4)3.3 工序的合理组合 (5)3.4 加工顺序的安排 (5)4.CA6140车床后托架的机械加工工艺过程分析 (6)4.1 CA6140车床后托架零件图分析 (6)4.2 CA6140车床后托架的加工工艺的路线 (7)5.CA6140车床后托架的工序设计 (12)5.1 工序基准的选择 (12)5.2 工序尺寸的确定 (12)5.3 加工余量的确定 (14)5.4 确定各工序的加工设备和工艺装备 (15)5.5 确定切削用量及工时定额 (16)第二章专用夹具设计 (26)1.铣平面夹具设计 (26)1.1 研究原始质料 (26)1.2 定位基准的选择 (26)1.3 切削力及夹紧分析计算 (26)1.4 误差分析与计算 (27)1.5 夹具设计及操作的简要说明 (28)2.钻三杠孔夹具设计 (28)2.1 研究原始质料 (28)2.2 定位基准的选择 (29)2.3 切削力及夹紧力的计算 (29)2.4 误差分析与计算 (30)2.5 夹具设计及操作的简要说明 (31)3. 钻底孔夹具设计 (31)3.1 研究原始质料 (31)3.2 定位基准的选择 (31)3.3 切削力及夹紧力的计算 (31)3.4 误差分析与计算 (32)3.5 夹具设计及操作的简要说明 (33)结论 (34)参考文献 (35)致谢 (36)附件1附件2附件3第一章 CA6140车床后托架的加工工艺设计-机械加工工艺是实现产品设计,保证产品质量,节约能源,降低消耗的重要手段,是企业进行生产准备,计划调度,加工操作,安全生产,技术检测和健全劳动组织的重要依据,也是企业上品种,上质量,上水平,加速产品更新,提高经济效益的技术保证。