硝酸对碳钢及不锈钢的腐蚀特性及缓蚀剂
不锈钢化学清洗酸洗钝化要点
不锈钢化学清洗酸洗钝化要点酸洗--钝化--水压试验。
1不锈钢设备制造过程中的酸洗钝化处理4.1.1切削加工后的清洗及酸洗钝化[6]不锈钢工件经切削加工后表面上通常会残留铁屑、钢末及冷却乳液等污物,会使不锈钢表面出现污斑与生锈,因此应进行脱脂除油,再用硝酸清洗,既去除了铁屑钢末,又进行了钝化。
4.1.2焊接前后的清洗及酸洗钝化[7]由于油脂是氢的来源,在没有清除油脂的焊缝中会形成气孔,而低熔点金属污染(如富锌漆)焊接后会造成开裂,所以不锈钢焊前必须将坡口及两侧20mm内的表面清理干净,油污可用丙酮擦洗,油漆锈迹应先用砂布或不锈钢丝刷清除,再用丙酮擦净。
不锈钢设备制造无论采用何种焊接技术,焊后均要清洗,所有焊渣、飞溅物、污点与氧化色等均要除掉,清除方法包括机械清洗与化学清洗。
机械清洗有打磨、抛光与喷砂喷丸等,应避免使用碳钢刷子,以防表面生锈。
为取得最好的抗腐蚀性能,可将其浸泡在HNO3和HF的混液中,或采用酸洗钝化膏。
实际上常4锎1械清洗与化学清洗结合起来应用。
4.1.3锻铸件的清洗[6]经锻铸等热加工后的不锈钢工件,表面往往有一层氧化皮、润滑剂或氧化物污染,污染物包括石墨、二硫化钼与二氧化碳等。
应通过喷丸处理、盐浴处理以及多道酸洗处理。
如美国不锈钢涡轮机叶片处理工艺为:盐浴(10min)→水淬(2.5min)→硫酸洗(2min)→冷水洗(2min)→碱性高锰酸盐浴(10min)→冷水洗(2min)→硫酸洗(1rain)→冷水洗(1min)→硝酸洗(1.5min)→冷水洗(1min)→热水洗(1min)→空气干燥。
4.2新装置投产前的酸洗钝化处理许多大型化工、化纤、化肥等装置的不锈钢设备与管道在投产开工前要求进行酸洗钝化。
虽然设备在制造厂已进行过酸洗,去除了焊渣与氧化皮,但在存放、运输、安装过程中又难免造成油脂、泥砂、铁锈等的污染,为确保装置与设备试车产品(尤其是化工中间体及精制品)的质量能够达到要求,保证一次试车成功,必须进行酸洗钝化。
不锈钢表面的酸洗钝化和检验

不锈钢表面的酸洗钝化和检验不锈钢表面的酸洗钝化2007-12-07 23:331.不锈钢酸洗钝化的必要性:奥氏体不锈钢具有良好的耐蚀性能,抗高温氧化性能,较好的低温性能及优良的机械与加工性能。
因此广泛用于化工、石油、动力、核工程、航天航空、海洋、医药、轻工、纺织等部门。
其要紧目的在于防腐防锈。
不锈钢的耐腐蚀要紧依靠表面钝化膜,如果膜不完整或有缺陷,不锈钢仍会被腐蚀。
工程上通常进行酸洗钝化处理,使不锈钢的耐蚀潜力发挥得更大。
在不锈钢设备与部件在成形、组装、焊接、焊缝检查(如探伤、耐压试验)及施工标记等过程中带来表面油污、铁锈、非金属脏物、低熔点金属污染物、油漆、焊渣与飞溅物等,这些物质阻碍了不锈钢设备与部件表面质量,破坏了其表面的氧化膜,降低了钢的抗全面腐蚀性能和抗局部腐蚀性能(包括点蚀、缝隙腐蚀),甚至会导致应力腐蚀破裂。
不锈钢表面清洗、酸洗与钝化,除最大限度提升耐蚀性外,还有防止产品污染与获得美观的作用。
在GBl50一1998《钢制压力容器》规定,“有防腐要求的不锈钢及复合钢板制造的容器的表面应进行酸洗钝化”。
这一规定是针对石油化工中使用的压力容器而言的,因为这些设备用于直截了当与腐蚀介质相接触的场合,从保证耐蚀耐蚀性动身,提出酸洗钝化是必要的。
对其他工业部门,如并非出于防腐目的,仅基于清洁与美观要求,而采纳不锈钢材料的则无需酸洗钝化。
但对不锈钢设备的焊缝还需要进行酸洗钝化。
对核工程、某些化工装置及其它使用要求严格的,除酸洗钝化外,还要采纳高纯度介质进行最终精细清洗或进行机械、化学与电解抛光等精整处理。
2.不锈钢酸洗钝化原理不锈钢的抗腐蚀性能要紧是由于表面覆盖着一层极薄的(约1nm)致密的钝化膜,这层膜1n腐蚀介质隔离,是不锈钢防护的差不多屏障。
不锈钢钝化具有动态特点,不应看作腐蚀完全停止,而是形成扩散的阻挡层,使阳极反应速度大大降低。
通常在有还原剂(如氯离子)情形下倾向于破坏膜,而在氧化剂(如空气)存在时能保持或修复膜。
不锈钢酸洗钝化的方法与工艺
.不锈钢酸洗钝化的方法与工艺3.1酸洗钝化处理方法比较不锈钢设备与零部件酸洗钝化处理根据操作不同育多种方法,其适用范围与特点见表1.3.2酸洗钝化处理配方举例3.2.1一般处理[2]根据ASTMA380—1999,仅以300系列不锈钢为例,(1)酸洗药剂HNO36%~25%+HF0.5%~8%(体积分数);云清牌酸洗缓蚀剂0.1%温度21~60℃;时间按需要;或药剂柠檬酸铵5%~10%(质量分数);温度49~71℃;时间10~60min。
(2)钝化药剂HNO320%~50%(体积分数);温度49~71℃;时间10~30min;或温度2l~38℃;时间30~60min;或药剂HNO320%~50%+Na2Cr207H2022%~ 6%(质量分数);温度49~54℃;时间15~30min;或温度21~38℃;时间30~60min。
(3)除鳞酸洗药剂H2SO48%~11%(体积分数);温度66~82℃;6寸间5~45min;及药剂HNO36%~25%+HF 0.5%~8%(体积分数);温度21~60℃;或HNO315%~25%+HFl%—8%(体积分数)。
3.2.2膏剂法处理(1)以广州石化尿素不锈钢新设备内表面焊缝及母材钝化和维修表面打磨焊缝的局部钝化为例[3]酸洗膏:25%HNO~+4%HF+7l%冷凝水(体积分数)与 BaSO,调至糊状。
钝化膏:30%HNO3或25%HNO3+1%(质量分数)K2Cr207与BaSO7调至糊状。
涂覆表面5~30min,用冷凝水冲洗至pH=7,对单台设备也可采用喷洒双氧水的化学钝化法。
(2)以上海大明铁工厂专利m为例。
酸洗钝化膏:HN038%~14%(作钝化剂);HFl0%~15%(作腐蚀剂);硬月S酸镁2.2%~2.7%(作增稠剂)硝酸镁60%~70%(作填料,提高粘附力与渗透性);[page]多聚磷酸钠2.3%~2.8%(作缓蚀剂);水(调节粘度)。
3.2.3 电化学法处理以厦门大学专利[5]为例,其处理方法是:将待处理的不锈钢工件作阳极,控制恒电位进行阳极化处理,或者将不锈钢工件先作阴极,控制恒电位进行阴极化处理,再将不锈钢工件作阳极,控制恒电位进行阳极化处理,并继续改变其恒电位进行钝化处理,电解质溶液均采用HN03。
冶炼化工设备常用金属材料腐蚀原因与预防措施
冶炼化工设备常用金属材料腐蚀原因与预防措施冶炼化工设备承受着与其所处理的环境极为恶劣的化学物质和高温高压等严苛条件,由此导致的腐蚀问题是不可避免的。
为了维持设备的安全、高效稳定地运行,必须选用合适的金属材料,并采取针对性的防腐措施,以延长设备的使用寿命,并减少维护保养成本。
常见的冶炼化工设备金属材料有不锈钢、碳钢、合金钢、铜、铝、镍等等,它们能够满足不同环境下的使用要求,但是由于化学特性、配料、加工工艺等原因,以下是常用金属材料的腐蚀原因及预防措施:1. 不锈钢不锈钢一般具有较高的耐腐蚀性能,但是在一些特定环境下,如含氯离子的环境中,仍然会发生腐蚀。
其腐蚀机制主要是氯离子发生还原反应,从而将钢中的铬离子还原成钝化层无法形成的氯化铬离子。
为了预防不锈钢腐蚀,可采取以下措施:(1)减少氯离子的含量,如加入酸洗中和剂等;(2)提高钢材中铬的含量,并使其形成良好的钝化层;(3)加大氧化反应材料与环境的接触面积。
2. 碳钢碳钢在空气中容易被氧化,形成锈蚀。
其在有机酸、弱碱和水等介质中也容易腐蚀,主要原因是这些介质中含有氧化剂或酸、碱等物质。
为了预防碳钢的腐蚀,需要采取以下措施:(1)表面保护处理,如镀锌、喷涂等;(2)选择合适的涂层材料,如聚合物涂层;(3)采用阴极保护、阳极保护等技术,对其进行防腐蚀处理。
3. 合金钢合金钢一般具有优良的耐腐蚀性,在一些特定环境下也会发生腐蚀。
其主要原因是钢材成分测定时出现误差,使得含硫、含氢等化合物过高,其中的硫化物、氢氧化物和氨腐蚀了钢材表面。
为了预防合金钢的腐蚀,可采取以下措施:(1)严格控制钢材的成分,避免出现误差;(2)加强设备降温、冷却,降低钢材表面腐蚀率;(3)采用高效的腐蚀抑制剂进行防腐蚀处理。
4. 铜铜具有良好的导热、导电性能,但是其易受氧化、硫化、氯化物等化学物质的腐蚀,其表面也容易出现绿色的“铜绿”氧化物。
为了预防铜的腐蚀,可采取以下措施:(1)采用优质的铜材料,控制其杂质含量;(3)加大气体排放量和通风量,减少环境中的酸碱物质、氧化物浓度。
不锈钢缓蚀剂
不锈钢酸洗缓蚀剂
一、简介:
不锈钢在热处理过程中会产生大量的铁锈、氧化皮,为了提高不锈钢表面的光洁度需要去除铁锈和氧化皮,因此不锈钢必须进行酸洗处理,不锈钢酸洗一般产用无机酸(盐酸、硫酸、硝酸、氢氟酸来复配)进行酸洗,在酸洗过程中,为了防止不锈钢酸洗过程中减缓酸对不锈钢基体的腐蚀,避免不锈钢发生"氢脆",同时抑制酸洗过程中Fe3+对不锈钢的腐蚀,使不锈钢不产生孔蚀。
因此在不锈钢酸洗过程中必须加入不锈钢酸洗缓蚀剂。
二、特点:不锈钢酸洗缓蚀剂是一种棕褐色液体,性能稳定、操作简单、用量小、效率高、费用低、无毒无臭、对环境无污染;对金属基体的腐蚀小、缓蚀率高,使用安全,特别是能避免误用缓蚀剂造成的危险。
适用酸种:硝酸、盐酸、氢氟酸、氨基磺酸、草酸、酒石酸、EDTA、羟基乙酸等十多种无机酸、有机酸及其混合酸等;
三、使用方法:
(1)、配液:缓蚀剂的使用浓度一般为0.3%(重量)。
(2)、配酸洗液:将计量的酸缓缓加入上述配好的液体,同时不停的搅拌使酸完全溶解,溶液混合均匀后即可使用。
如果有酸雾,请再添加少量"酸洗抑雾剂";如果锈、氧化皮清除不干净,速度缓慢,请添加" 酸洗促进剂";
5、注意事项:1、本品略有腐蚀性,若溅入眼、口请立即用清水冲洗,严禁食用;2、配液后,应及时使用;阴凉处密封保存。
不锈钢为什么要硝酸钝化

不锈钢为什么要硝酸钝化.不锈钢为什么要酸性钝化处理空气中有多种对不锈钢有腐蚀的如氯,硫等所以,采用酸洗钝化工艺后,不锈钢表面会形成一种铬氧化膜,可以防止有害离子对不锈钢产生晶间腐蚀。
不锈钢表面进行酸洗的目的是对设备在特殊清洁要求,酸洗常用槽浸法和循环法,酸洗前应将对设备进行必要的脱脂处理,酸洗后以目测检查,设备外表呈金属光泽为合格。
在经过酸洗的的设备,必须进行钝化,在设备表面形成钝化薄膜防止设备锈蚀。
不锈钢设备为什么要进行酸洗钝化1.原因:对不锈钢全面酸洗钝化,清除各类油污、锈、氧化皮、焊斑等污垢,处理后表面变成均匀银白色,大大提高不锈钢抗腐蚀性能,适用于各种型号不锈钢零件、板材及其设备。
2.所用材料:根据不锈钢的材质和氧化皮严重程度不同,可以用原液或按1:1~4的比例加水稀释后使用;铁素体、马氏体和镍含量低的奥氏体不锈钢(如420、430、200、201、202、300、301等)稀释后使用,镍含量较高的奥氏体不锈钢(如304、321、316、316L 等)用原液浸泡;一般常温或加热到50~60度后使用,浸泡3-20分钟或更长时间(具体时间和温度用户根据自己的试用情况确定),至表面污垢完全清除,成均匀银白色,形成均匀致密的钝化膜为止,处理完成后取出,用清水冲洗干净,最好再用碱水或石灰水冲洗中和。
3.内外都要洗4.标准:SJ 20893-2003 不锈钢酸洗与钝化规范氯离子对不锈钢腐蚀的机理在化工生产中,腐蚀在压力容器使用过程中普遍发生,是导致压力容器产生各种缺陷的主要因素之一。
普通钢材的耐腐蚀性能较差,不锈钢则具有优良的机械性能和良好的耐腐蚀性能。
Cr 和Ni 是不锈钢获得耐腐蚀性能最主要的合金元素。
Cr 和Ni 使不锈钢在氧化性介质中生成一层十分致密的氧化膜,使不锈钢钝化,降低了不锈钢在氧化性介质中的腐蚀速度,使不锈钢的耐腐蚀性能提高。
氯离子的活化作用对不锈钢氧化膜的建立和破坏均起着重要作用。
金属的缓蚀
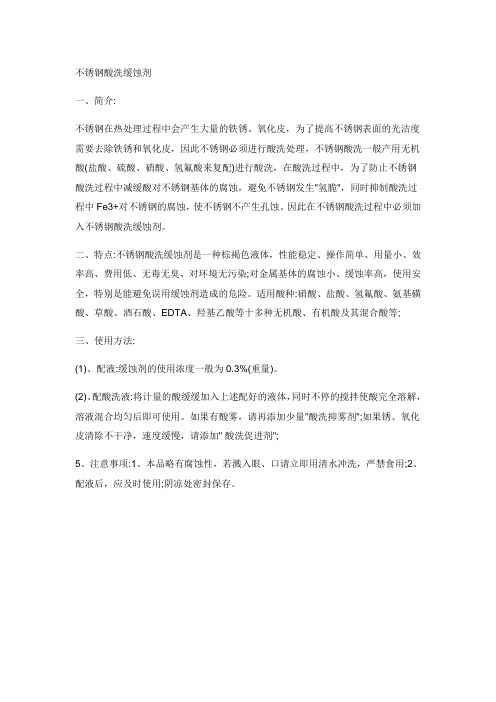
不同类型的缓蚀剂保护膜
缓蚀剂类型 氧化膜型 沉淀膜型
吸附膜型
保护膜示意图
膜的保护性能
薄而至密,与金属结合牢固, 保护效果好,5~10nm厚
厚而多孔,与金属结合较差, 保护效果不好,造成结垢问题, 几十到几百nm厚
通过吸附作用在金属表面形成 阻隔层,达到保护效果
三、缓蚀剂的缓蚀作用机理
1. 缓蚀剂的电化学机理 认为缓蚀剂通过加大腐蚀的阴极过程
或阳极过程的阻力而减小金属的腐蚀速率。 因此而分为阳极抑制型、阴极抑制型和混 合抑制型缓蚀剂。
1、阳极型缓蚀剂
(1) 钝化剂 钝化剂属于阳极型
缓蚀剂,能促使金属表 面转变为钝态,生成保 护性的氧化物膜,使金 属腐蚀速度大大降低。 钝化剂本身就具有氧化 性,如铬酸盐,氧也是 一种钝化剂 。
键类似于孤对电子,
也有提供电子的能力。
(2)供质子型缓蚀剂
当极性基团中的中心原子吸引相邻H上的电 子时,会使H上的电子偏向中心原子,使H类似 于带正电荷的质子一样,这样氢就可以和金属 表面多电子的阴极区发生吸附作用。
四、 缓蚀剂的应用
1. 缓蚀作用的影响因素
(1)浓度的影响: 缓蚀剂浓度对金属腐蚀速度的影响,大致有三种:
2.按电化学作用机理分类
(2)阴极型缓蚀剂:增大阴极极化,抑制阴极反应。
这类缓蚀剂有酸式碳酸钙,聚磷酸盐,硫酸锌,AsCl3, SbCl3,Bi2(SO4)3,多数有机缓蚀剂。
2.电化学作用机理分类
(3)混合型缓蚀剂:同时抑 制阴极和阳极过程,腐蚀电 位不变,但腐蚀电流下降。 这类缓蚀剂有含氮有机物 (胺类,有机胺的亚硝酸 盐),含硫有机物(硫醇, 硫醚,环状含硫化合物,硫 脲衍生物等)。
不锈钢酸洗钝化基础知识
不锈钢酸洗钝化基础知识--------------------------------------------------------------------------------1、钝化的概念在一定溶液中使金属阳极极化超过一定数值后,金属溶解速率不但不增大,反而剧烈减小,这种使金属表面由“活化态”转变为“钝态”的过程称为钝化。
--------------------------------------------------------------------------------2、不锈钢酸洗钝化原理不锈钢的抗腐蚀性能主要是由于表面覆盖着一层极薄的(约1nm)致密的钝化膜,这层膜与腐蚀介质隔离,是不锈钢防护的基本屏障。
不锈钢钝化具有钝态特征,不应看作腐蚀完全停止,而是形成扩散的阻挡层,使阳极反应速度大大降低。
通常在有还原剂(如氯离子)情况下倾向于破坏膜,而在氧化剂(如空气)存在时能保持或修复膜。
不锈钢工件放置于空气中会形成氧化膜,但这种膜的保护性不够完善。
通常先要进行彻底清洗,包括碱洗与酸洗,再用氧化剂钝化,才能保证钝化膜的完整性与稳定性。
酸洗的目的之一是为钝化处理创造有利条件,保证形成优质的钝化膜。
因为通过酸洗使不锈钢表面平均有10μm 厚一层表面被腐蚀掉,酸液的化学活性使得缺陷部位的溶解率比表面上其它部位高,因此酸洗可使整个表面趋于均匀平衡,一些原来容易造成腐蚀的隐患被清除掉了。
但更重要的是,通过酸洗钝化,使铁与铁的氧化物比铬与铬的氧化物优先溶解,去掉了贫铬层,造成铬在不锈钢表面富集,这种富铬钝化膜的电位可达+1.0V(SCE),接近贵金属的电位,提高了抗腐蚀的稳定性。
不同的钝化处理也会影响膜的成分与结构,从而影响不锈性,如通过电化学改性处理,可使钝化膜具有多层结构,在阻挡层形成CrO3或Cr2O3,或形成玻璃态的氧化膜,使不锈钢能发挥最大的耐蚀性。
--------------------------------------------------------------------------------3、不锈钢酸洗钝化的常规方法不锈钢设备与零部件酸洗钝化处理根据操作不同有多种方法如下:浸渍法:用于可放入酸洗槽或钝化槽的零部件,但不适于大设备酸洗液可较长时间使用,生产效率较高、成本低;大容积设备充满酸液浸渍耗液太大。
硝酸对碳钢及不锈钢的腐蚀特性及缓蚀剂
硝酸对碳钢及不锈钢的腐蚀特性及缓蚀剂硝酸是一种既具有强酸性又具有强氧化性的无机酸。
硝酸溶液浓度不同,对金属的腐蚀程度亦异,低浓度硝酸溶液对大多数金属均呈现强烈的腐蚀作用。
但高浓度硝酸溶液在一定条件下,对某些金属(指钝化型金属,如钢铁、不锈钢、铝、铬、钛等)不产生腐蚀作用并可使金属表面钝化。
因此,在硝酸的工业生产、应用及储运过程中,所用的设备、管线及配件等多使用不锈钢类钝化型材质以防止腐蚀破坏作用。
此外,由于硝酸对金属氧化物及某些盐类的溶解能力强,可以有效地清除金属设备表面的沉积物(锈及垢),故碳钢及不锈钢等设备清洗工艺中,常使用硝酸作为清洗剂。
然而,应当指出,在高温低浓度的硝酸溶液中,碳钢及不锈钢也会受到硝酸不同程度的腐蚀作用。
所以需要在硝酸溶液中,加入抑制硝酸腐蚀用的缓蚀剂。
本文将简要介绍硝酸对碳钢及不锈钢的腐蚀特性及缓蚀剂发展动向,供读者参考。
1、硝酸对碳钢及不锈钢的腐蚀特性钢铁在低浓度稀硝酸溶液中,发生置换反应而溶解。
其反应历程如下:Fe+2HNO3====Fe(NO3)2+H2(置换反应,溶解)但在浓硝酸溶液中,在常温条件下,主要发生氧化反应而呈现钝化状态,在钢铁表面上形成的钝化膜使溶解过程减缓至终止。
其反应历程如下:2Fe+6HNO3=====Fe2O3+3N2O4+3H2O(氧化反应,不溶解)从图-1中,低碳钢在硝酸溶液中的溶解曲线可以看出,硝酸溶液浓度在30%前后时,低碳钢的腐蚀速率达最高值。
之后,随硝酸溶液浓度增加,腐蚀速率迅速下降直至最低点。
图-1 低碳钢(C 0.03%)的腐蚀速率与硝酸浓度的关系(常温)不锈钢及其它合金钢在硝酸溶液中,在一般条件下,具有较好的耐蚀性能。
然而,当系统温度升高时,则随硝酸溶液浓度增加,不锈钢亦会受到不同程度的腐蚀(参考图-2,表-1)。
图-2,硝酸中高级不锈钢的腐蚀速率(沸点)表-1,不锈钢在发烟硝酸中的腐蚀情况比较(71℃)2、硝酸缓蚀剂硝酸缓蚀剂的开发研究工作始于二十世纪初,早期曾提出生物碱、硫醇、糖类等有机化合物。
缓蚀剂的应用
1.8缓蚀剂的实际应用1.在酸性环境中的应用生活生产当中金属材料及设备与酸类物质的接触是不可避免的。
比如为了清洗掉在钢铁表面上的铁鳞和铁锈,需要对该材料进行酸浸酸洗;又如在工业设备上的铁锈铁垢也需要通过酸洗的方法来进行对设备清洗;而在油井中处于对出油速度的考虑或者说是为了提高出油率,要不断向地下油层内加入酸从而来溶解岩层厚度;此外,酸的一些贮运工具等。
在这些情况下,为了保护设备,延长工程材料的使用寿命,经常都需要采用酸性介质的缓蚀剂来保护与酸性介质接触的或处于酸性环境中金属材料。
大体来说,酸性介质的缓蚀剂可以分为两大类:(1)无机缓蚀剂如Sb3r、AS3+、Sn2+、Bi3+、Fe3+、Fe2+、Cu、Br-2+和I-等。
(2)有机缓蚀剂据文献报道,已研制成功并得到实际运用的有机缓蚀剂作为酸性介质缓蚀剂的炔醇、有醛、有机酸等其他含碳氢氧的化合物;由于氮含有多对电子,所以有胺、吡啶、喹啉、吡咯烷、苯胺、嘧啶、哌啶、硬脂酰胺等含氮的有机化合物;含硫的有机化合物;含磷的有机化合物等。
很多酸性体系缓蚀剂一般都采用无机物与有机物的多组分化学复合物。
2.在水系统中的应用有文献报道,已经有多种缓蚀剂成功研制运用于来保护工业循环冷却水系统、采暖设备与管道、饮用水系统、水冷却器等。
所谓水质稳定技术是指通过添加具有缓蚀、消垢和杀菌灭藻作用的各种化学药剂来控制冷却水循环系统的腐蚀、结垢和生物繁殖,从而使得设备安全运转得以保证的技术。
在水质处理中常用的高效缓蚀剂有:聚磷酸盐、有机磷酸盐、锌盐、硅酸盐、重铬酸盐和铬酸盐等。
3.在石油天然气开采中的应用由于在原油、天然气内含有H2S、CO2有机酸等会给采油采气的管道和设备造成比较轻微的腐蚀,日积月累,时间长了,由于硫化氢中氢的长期存在造成金属设备的穿孔或着形成层状会慢慢剥落,甚至更危险情况有可能造成应力腐蚀破裂和氢损伤。
其中在石油天然气开采方面,抗硫化氢气体的缓蚀剂是吸引科学家们关注和研究最多的一类缓蚀剂,已有许多缓蚀剂成功研制并商品化,具体来说有咪唑啉、兰4-A、1014、粗喹啉、氧化松香胺等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硝酸对碳钢及不锈钢的腐蚀特性及缓蚀剂硝酸是一种既具有强酸性又具有强氧化性的无机酸。
硝酸溶液浓度不同,对金属的腐蚀程度亦异,低浓度硝酸溶液对大多数金属均呈现强烈的腐蚀作用。
但高浓度硝酸溶液在一定条件下,对某些金属(指钝化型金属,如钢铁、不锈钢、铝、铬、钛等)不产生腐蚀作用并可使金属表面钝化。
因此,在硝酸的工业生产、应用及储运过程中,所用的设备、管线及配件等多使用不锈钢类钝化型材质以防止腐蚀破坏作用。
此外,由于硝酸对金属氧化物及某些盐类的溶解能力强,可以有效地清除金属设备表面的沉积物(锈及垢),故碳钢及不锈钢等设备清洗工艺中,常使用硝酸作为清洗剂。
然而,应当指出,在高温低浓度的硝酸溶液中,碳钢及不锈钢也会受到硝酸不同程度的腐蚀作用。
所以需要在硝酸溶液中,加入抑制硝酸腐蚀用的缓蚀剂。
本文将简要介绍硝酸对碳钢及不锈钢的腐蚀特性及缓蚀剂发展动向,供读者参考。
、硝酸对碳钢及不锈钢的腐蚀特性 1
钢铁在低浓度稀硝酸溶液中,发生置换反应而溶解。
其反应历程如下:
Fe+2HNO====Fe(NO)+H(置换反应,溶解) 3322
但在浓硝酸溶液中,在常温条件下,主要发生氧化反应而呈现钝化状态,在钢铁表面上形成的钝化膜使溶解过程减缓至终止。
其反应历程如下: 2Fe+6HNO=====FeO+3NO+3HO(氧化反应,不溶解) 323242
从图-1中,低碳钢在硝酸溶液中的溶解曲线可以看出,硝酸溶液浓度在30%前后时,低碳钢的腐蚀速率达最高值。
之后,随硝酸溶液浓度增加,腐蚀速率迅速下降直至最低点。
图-1 低碳钢(C 0.03%)的腐蚀速率与硝酸浓度的关系(常温)不锈钢及其它合金钢在硝酸溶液中,在一般条件下,具有较好的耐蚀性能。
然而,当系统温度升高时,则随硝酸溶液浓度增加,不锈钢亦会受到不同程度的腐蚀(参考图-2,表-1)。
图-2,硝酸中高级不锈钢的腐蚀速率(沸点)
表-1,不锈钢在发烟硝酸中的腐蚀情况比较(71?)
2 h) 腐蚀速度(g/m不锈钢
白色发烟硝酸红色发烟硝酸 (AISI)
304 3.368 4.964
304L 4.255 -
309 1.684 2.659
310 1.773 3.811
316,316L 4.432 -
321 5.319 8.865
347 5.141 4.432
410 4.077 6.294
430 2.925 3.811
20Cr29Ni 0.975 -
2、硝酸缓蚀剂
硝酸缓蚀剂的开发研究工作始于二十世纪初,早期曾提出生物碱、硫醇、糖类等有机化合物。
30年代Kesans、A发现肼类可使亚硝酸分解并生成叠氮酸,从而有效地抑制了亚硝酸引起的腐蚀问题。
50年代中期,5A?EИH?C?A(1954)推出高锰酸钾、铬酸钾等具氧化性的无机盐类作为硝酸(1m)溶液中,铁用缓蚀剂。
Sathianandhan.B.以苯并三氮唑、氨基三氮唑等作为低碳钢在硝酸中的缓蚀剂,试验结果表明苯并三氮唑效果最好,缓蚀效率在95%以上。
Sanyal.B于1973年介绍了硫脲、碘化钾等对硝酸中低碳钢的缓蚀效果。
1974,兰化公司化工机械研究所研制成功我国最早的硝酸缓蚀剂“兰-5”,它的主要组成是乌洛化品、苯胺及硫氰酸钠。
在7%的硝酸溶液中,20号碳钢的缓蚀效率高达99%以上。
Y3?rok.M.B于1980年,研制成功一种硝酸缓蚀剂“OP-2K”(气体精制釜残与硫代氰酸苄基喹啉的混合物),在2M硝酸溶液中,对碳钢(CT-3)的缓蚀效率达99.9%。
王勤娜于1983年研制成功一种多用酸酸洗缓刨剂“BH-2”(咪唑啉系),在10%硝酸溶液中,20号碳钢的缓蚀效率达99.07%。
魏钢等于1985年的研制论文中,推出多用酸酸洗缓蚀剂“Lan-826”,在10%硝酸溶液中20号碳钢的缓蚀效率达99.9%。
Gupta.P于1986年提出已胺可以抑制硝酸与盐酸混合蒸气(气相)对不锈钢AISI-304的腐蚀。
同年,ИBAHOB.E.C在其著作中,介绍了几种硝酸缓蚀剂的品牌、组成及缓蚀效果(表-2、表-3)。
表-2 硝酸缓蚀剂“ИΦXИ”(制药副产物氨基酸为主)在2M硝酸溶液中,对碳钢的缓蚀效果
温度(?) 20 40 85 缓蚀效率(%) 97.0 90.2 87.5
表3 硝酸缓蚀剂“KX-2”(吡啶、硫氰酸盐、酚、氨、硫化物之混合物)在硝酸溶液中对碳钢的缓蚀效果。
硝酸浓度(%) 5 10 15 缓蚀效率(%) 99.3 99.6 99.0
Mohamed.A.K于1989年推出的腙类化合物作为铁在硝酸中的缓蚀剂,试验结果见表-4。
表-4 五种腙类化合物作为铁在71M硝酸溶液中的缓蚀剂的缓蚀效果(25?,缓蚀
-3剂浓度10M)
缓蚀剂缓蚀效率(%)
糠醛乙酰腙 62.1
糠醛丙酰腙 65.1
糠醛丁酰腙 70.3
糠醛异丁酰腙 76.9
糠醛戊酰腙 80.0
1995年第九届全国缓蚀剂研讨会上,李德福等推出一种固体多用酸洗缓蚀剂“CMD-18”的合成工艺及在10%硝酸中,20?时,对20号碳钢的缓蚀效率达99.9%的试验结果。
张玉福等于1999年召开的第十一届全国缓蚀剂研讨会上,介绍了一种酸洗缓蚀剂“HDH-1”的缓蚀性能。
其中在5%硝酸中,50?时,对20号碳钢的缓蚀效率高达99.98%。
Al-suhybani.A.A于90年代中期,推出一批苯胺衍生物:2-氯苯胺、N.N-二乙基-3-羟基氯苯胺、2、4-二甲氧基苯胺、N.N-二乙基苯胺等作为3M、8M、9.5M硝酸溶液中,铁用缓蚀剂。
结束语
硝酸对金属的腐蚀性较强,其缓蚀剂的研制工作开始较晚,难度较高。
由于通用的有机缓蚀剂组分本身在高温高浓度的硝酸溶液中,易被氧化、分解,从而不仅降低或失去其缓蚀作用并且其分解产物有可能产生促进金属的腐蚀作用。
因之,进一步加强硝酸缓蚀剂新品种的开发研究应引起关注。
参考文献:
1.Smith.C.A:Corrosion Prevention omol Control.25(3)7.1978
2.防蚀技术便览,日本腐蚀防蚀协会,日刊工业新闻社.1985
3.腐蚀与防护全书?缓蚀剂;杨文治、黄魁元、王清等北京化工出版社.1989
4.Sathianandhan.B:British Corrosion journal,5(6)270.1970
5.Sanyal.B:British Corrosion journal,8(1)1973
6.y3ЛЮk.M.B:3AЩИTA METAЛЛOB,16(1)75.1986
7.王耕娜:陕西化工(5)56.1986
8.魏纲:化工腐蚀与防护 13(4)4.1985。