FANUC 刀具寿命管理
FANUC 刀具寿命管理
FANUC 刀具壽命管理設定說明1.參數設定[ SYSTEM ] → { 參數}→ 6800→{ NO 檢索}2.刀具壽命管理介面設定[ OFFSET/SETTING ] →{ ► }→ { TOOLLF }欄位名代表意義群刀具壽命管理使用之群組壽命設定壽命(當計數值大於壽命值時,即會更換同群組之刀具,若沒刀具可換時,即會在需交換群列示 需更換刀具的群組)計數當讀到M06時,將使用中刀具所屬群組計數+1( Tn+100=Tn的刀具管理模式啟用,如T101M06 會換001群組的刀具出來,並於001群之計數+1)* 此群組已經使用過刀具@此群組使用中刀具需交換群已達到壽命設定需換刀的群組3. 清除[ OFFSET/SETTING ] →{ ► }→ { TOOLLF }→{ (操作) }→{ CLEAR }當“需交換群: ” 有顯示數字時,代表有群組刀具已需更換,在更換完刀具後,將光標移至更換完成之群組上,按軟鍵CLEAR即可將計數歸零,且群組成員之*和@符號將消失,待再次呼叫出此群組刀具時,將依序叫出群組成員所設之刀號)4. 編輯群組內容[ OFFSET/SETTING ] →{ ► }→ { TOOLLF }→{ (操作) }→{ 編程 }見上一個畫面,將光標移至欲設定之群組上,按 軟鍵 編程 ,即會出現以下畫面1用次數算2用時間算隸屬於群組 001 的兩只刀具,當NO.01 壽命到時,狀態變 *且於下次呼叫此群組( T101M06 ) 時,將以 NO.02 T16號刀取代,且H D 皆以H16 D16取代,NO.02狀態變 @ 表示使用中刀具群組: 001。
发那科刀具寿命管理【汇总】

对于机械加工型企业,刀具的管理是非常重要的一项工作内容。
刀具管理中最重要的课题之一就是如何减少刀具磨损、延长刀具的使用寿命。
发那科具寿命管理功能的设定1:首先进入NC画面;切换进入补正设定画面并找出刀具寿命管理功能2:进行刀具寿命管理的基本设定按住显示屏横排软件“操作键”切换出“编辑建”,并通过此键进行刀具组的设定:如对T 代码进行设定,设定组1的第一号为1号刀即输入1,第二号刀为2号刀即输入2,H代码及D代码最好与刀号相符。
如组1中每把刀具寿命需要设定为5次,那么将数字“5”输入寿命一栏。
3:刀具寿命设定完毕后使用一般换1号刀时指令为M06T01,但在启用刀具寿命管理功能时我们使用M06T101,这里的101为刀具寿命管理功能中的组1,如果我们要启用组2即输入M06T102,此功能在读入M30时即计数1次。
一、导致刀具需要更换主要体现在三个方面:1、刀具发生了磨耗。
刀具在切削的过程中因为磨耗,基本的尺寸要求难以保证了,这个时候刀具必须更换。
2、刀具的缺损。
刀具的缺损是指发生缺口、崩断等问题。
刀具一旦发生缺损必然会有不良或修理发生,对产品质量的影响是非常大的。
所以对刀具的缺损设定合适的检出装置如传感是非常必要的。
3、品质不良。
因为刀具品质不良而需要更换刀具。
二、客观条件和主观因素都会影响刀具寿命和质量。
1、跟刀具寿命有关的客观因素有以下几点:•刀具的材质、形状。
•切削条件:切削厚度、切削速度。
•产品的材质、硬度。
•产品的品质要求:尺寸精度、表面粗糙度。
•设备的刚性:动作的精度和刚性。
2、影响刀具寿命的主观因素主要是两条:一是不遵守刀具的使用规范和保养规范;二是不遵守刀具的定期更换规范。
不遵守刀具使用规范和保养规范的主要表现是:进刀过快,使用错误的刀具类型,刀具没有拧紧等,这些因素导致刀具消耗过快。
对于特定产品、特定种类的刀具而言,根据刀具寿命设定的更换周期是有要求的,但是遵守规范的不是特别多,有超长使用刀具的倾向。
FANUC-刀具寿命管理V2.0

1、补充手动操作方法说明 2、整理和突出使用方法 3、简化使用流程
文件审批记录:
编写人 业务审核 批准人 报送
目录
1. 技术要点....................................................................................3 2. 相关参数及信号.........................................................................3 2.1 相关参数 ...........................................................................3 2.2 相关信号 ...........................................................................4 3. 手动设定方法介绍 ....................................................................4 4. 指令分组设定介绍 ....................................................................6 4.1 M系列分组介绍 ...................................................................6 4.2 T系列分组介绍 ...................................................................8 5. 注意事项 .................................................................................10
FANUC 0i D系统刀具寿命监控的调试总结
FANUC 0i D系统刀具寿命监控的调试总结
一、功能理解
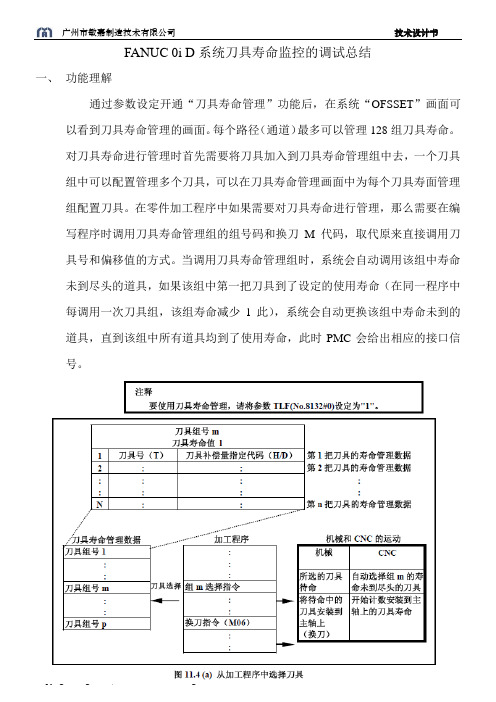
通过参数设定开通“刀具寿命管理”功能后,在系统“OFSSET”画面可以看到刀具寿命管理的画面。
每个路径(通道)最多可以管理128组刀具寿命。
对刀具寿命进行管理时首先需要将刀具加入到刀具寿命管理组中去,一个刀具组中可以配置管理多个刀具,可以在刀具寿命管理画面中为每个刀具寿面管理组配置刀具。
在零件加工程序中如果需要对刀具寿命进行管理,那么需要在编写程序时调用刀具寿命管理组的组号码和换刀M代码,取代原来直接调用刀具号和偏移值的方式。
当调用刀具寿命管理组时,系统会自动调用该组中寿命未到尽头的道具,如果该组中第一把刀具到了设定的使用寿命(在同一程序中每调用一次刀具组,该组寿命减少1此),系统会自动更换该组中寿命未到的道具,直到该组中所有道具均到了使用寿命,此时PMC会给出相应的接口信号。
二、相关参数
1、TLF(NO.8132#0)设定为“1”,打开刀具寿命管理功能。
三、PMC程序
四、刀具寿命管理注意问题
1、同一组刀具寿命管理组中的刀具不要用同一个T号,否则对刀具组计数时,
该组刀具所有的寿命都减少1次。
FANUC 0i MD南通3轴立加刀具寿命 培训教材
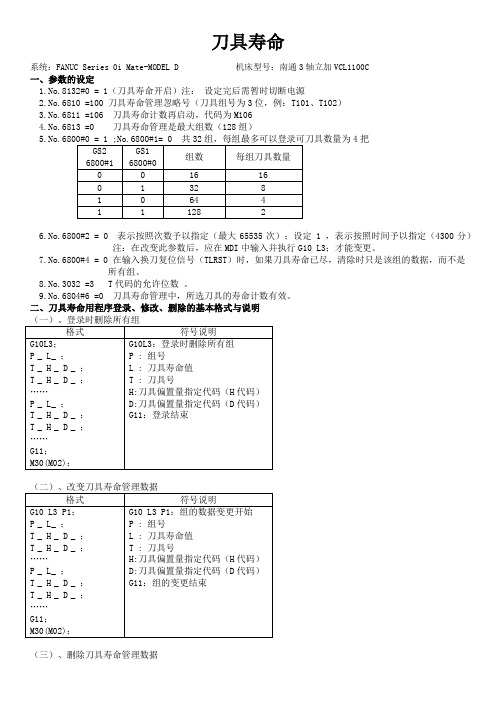
刀具寿命系统:FANUC Series 0i Mate-MODEL D 机床型号:南通3轴立加VCL1100C一、参数的设定1.No.8132#0 = 1(刀具寿命开启)注:设定完后需暂时切断电源2.No.6810 =100 刀具寿命管理忽略号(刀具组号为3位,例:T101、T102)3.No.6811 =106 刀具寿命计数再启动,代码为M1064.No.6813 =0 刀具寿命管理是最大组数(128组)4把6.No.6800#2 = 0 表示按照次数予以指定(最大65535次);设定 1 ,表示按照时间予以指定(4300分)注:在改变此参数后,应在MDI中输入并执行G10 L3;才能变更。
7.No.6800#4 = 0 在输入换刀复位信号(TLRST)时,如果刀具寿命已尽,清除时只是该组的数据,而不是所有组。
8.No.3032 =3 T代码的允许位数。
9.No.6804#6 =0 刀具寿命管理中,所选刀具的寿命计数有效。
二、刀具寿命用程序登录、修改、删除的基本格式与说明(三)、删除刀具寿命管理数据三、参数的设置操作步骤1、允许写入①选择MDI方式②【offset setting】→【设定】→按上下箭头移动光标到写保护栏→【操作】→【接通:1】会有报警,不影响操作。
2参数的设定【SYSTEM】→【参数】①刀具寿命功能的开启键入“8132”→【号搜索】将No.8132#0设为1,表示刀具寿命开启。
(在偏置界面【OFFSET】按下扩展件【>】出现【TL管理】)参数位数的说明 :例:将No.6813 设为0 ,表示刀具寿命管理的最大组数为128组。
③刀具分组数选择将No.6800#0 设为 1 ;No.6800#1设为0,对应为32组,每组最多4把刀。
④刀具寿命计算方式设定No.6800#2 为0则按次数,(为1则按时间)⑤设定刀具交换复位信号功能No.6800#4设为0,表示在刀具交换复位信号时只清除指定组的数据。
FANUC 0i MD南通3轴立加刀具寿命
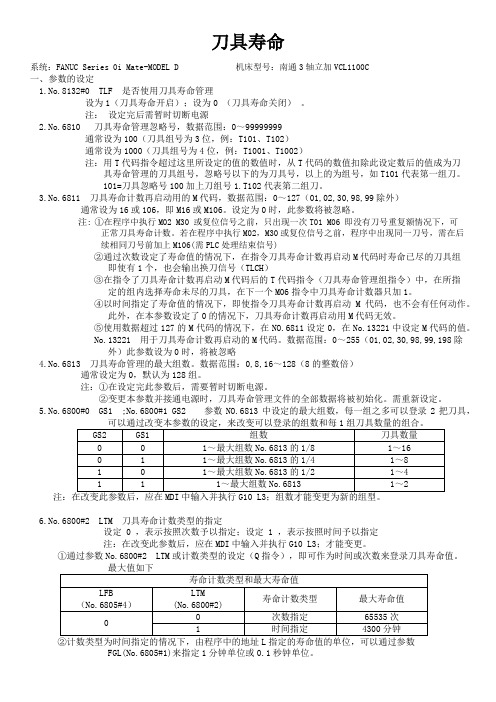
刀具寿命系统:FANUC Series 0i Mate-MODEL D 机床型号:南通3轴立加VCL1100C一、参数的设定1.No.8132#0 TLF 是否使用刀具寿命管理设为1(刀具寿命开启);设为0 (刀具寿命关闭)。
注:设定完后需暂时切断电源2.No.6810 刀具寿命管理忽略号,数据范围:0~99999999通常设为100(刀具组号为3位,例:T101、T102)通常设为1000(刀具组号为4位,例:T1001、T1002)注:用T代码指令超过这里所设定的值的数值时,从T代码的数值扣除此设定数后的值成为刀具寿命管理的刀具组号,忽略号以下的为刀具号,以上的为组号,如T101代表第一组刀。
101=刀具忽略号100加上刀组号1.T102代表第二组刀。
3.No.6811 刀具寿命计数再启动用的M代码,数据范围:0~127(01,02,30,98,99除外)通常设为16或106,即M16或M106。
设定为0时,此参数将被忽略。
注:①在程序中执行M02 M30 或复位信号之前,只出现一次T01 M06 即没有刀号重复额情况下,可正常刀具寿命计数。
若在程序中执行M02,M30或复位信号之前,程序中出现同一刀号,需在后续相同刀号前加上M106(需PLC处理结束信号)②通过次数设定了寿命值的情况下,在指令刀具寿命计数再启动M代码时寿命已尽的刀具组即使有1个,也会输出换刀信号(TLCH)③在指令了刀具寿命计数再启动M代码后的T代码指令(刀具寿命管理组指令)中,在所指定的组内选择寿命未尽的刀具,在下一个M06指令中刀具寿命计数器只加1。
④以时间指定了寿命值的情况下,即使指令刀具寿命计数再启动M代码,也不会有任何动作。
此外,在本参数设定了0的情况下,刀具寿命计数再启动用M代码无效。
⑤使用数据超过127的M代码的情况下,在NO.6811设定0,在No.13221中设定M代码的值。
No.13221 用于刀具寿命计数再启动的M代码。
FANUC用户宏程序在刀具寿命管理中的应用

户 宏 程 序 来 存 储 、修 改 和 删 除 FANUC 刀 具 寿 命 管 理 数 据 。使 用 FANUC 刀 具 寿 命 管 理 功 能 ,实 现 了设 备
刀具 寿 命 管 理 的 自动 化 。 但 是 仅 用 FANUC标 准 指 令 格 式 对 刀 具 寿 命 管 理 数 据 进 行 登 记 、修 改 和 删 除 比
0 前 言
在 机 械 零 件 加 工 过 程 中 ,对 刀 具 进 行 寿 命 管 理 非 常 重 要 。 例 如 ,在 汽 车 发 动 机 的 加 工 车 间 ,加 工 设 备 往 往 有 几 十 台甚 至 上 百 台 ,它 们 使 用 的 刀 具 种 类 和 数 量 很 多 。这 些 刀 具 能 否 被 有 效 利 用 直 接 关 系 到 产 品 的 数 量 、质 量 和 成 本 。 所 以 在 零 件 加 工 车 间 ,刀 具 都 有 专 人 来 管 理 。 但 是 随 着 汽 车 生 产 规 模 的 不 断 扩 大 ,原 有 加 工 设 备 已基 本 被 加 工 中 心 、自 动 生 产 线 或 是 由 加 工 中 心 组 成 的柔 性 生 产 线 所 替 代 ,这 些 设 备 的 自 动 化 程 度 很 高 ,所 用 刀 具 的 种 类 和 数 量 更 多 。 如 果 这 些 刀 具 仍 靠 人 工 来 检 查 、更 换 和 维 护 ,其 效 率 就 十 分 低 下 。 所 以 刀 具 的 使 用 寿 命 最 好 由 设 备 本 身 来 自动 管 理 。 目前 , 许 多 厂 家 的 加 工 设 备 已 经 具 备 这 种 自动 刀 具 寿 命 管 理 的功 能 ,而 且 它 们 的 数 据 ,通 过 以 太 网 ,还 能 上 传 到 厂 级 的 生 产 管 理 系 统 ,以供 有 关 部 门 使 用 。
刀具寿命管理规定
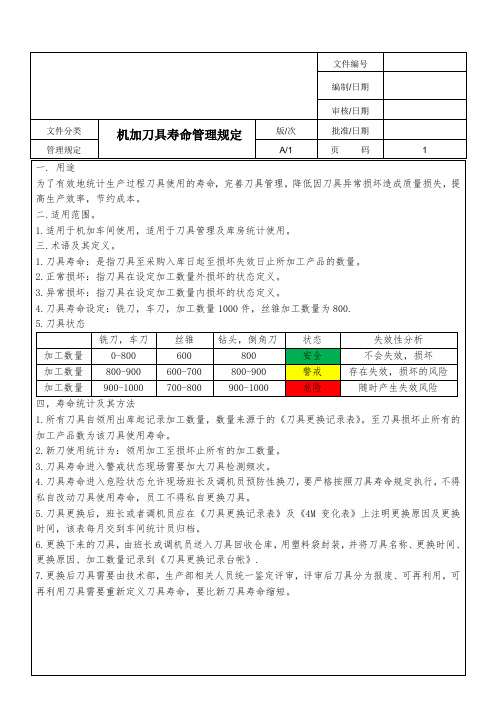
700-800
900-1000
危险
随时产生失效风险
四,寿命统计及其方法
1.所有刀具自领用出库起记录加工数量,数量来源于的《刀具更换记录表》。至刀具损坏止所有的加工产品数为该刀具使用寿命。
2.新刀使用统计为:领用加工至损坏止所有的加工数量。
3.刀具寿命进入警戒状态现场需要加大刀具检测频次。
3.异常损坏:指刀具在设定加工数量内损坏的状态定义。
4.刀具寿命设定:铣刀,车刀,加工数量1000件,丝锥加工数量为800.
5.刀具状态
铣刀,车刀
丝锥
钻头,倒角刀
状态
失效性分析
加工数量
0-800
600
800
安全
不会失效,损坏
加工数量
800-900
600-700
警戒
存在失效,损坏的风险
加工数量
一. 用途
为了有效地统计生产过程刀具使用的寿命,完善刀具管理,降低因刀具异常损坏造成质量损失,提高生产效率,节约成本。
二.适用范围。
1.适用于机加车间使用,适用于刀具管理及库房统计使用。
三.术语及其定义。
1.刀具寿命:是指刀具至采购入库日起至损坏失效日止所加工产品的数量。
2.正常损坏:指刀具在设定加工数量外损坏的状态定义。
4.刀具寿命进入危险状态允许现场班长及调机员预防性换刀,要严格按照刀具寿命规定执行,不得私自改动刀具使用寿命,员工不得私自更换刀具。
5.刀具更换后,班长或者调机员应在《刀具更换记录表》及《4M变化表》上注明更换原因及更换时间,该表每月交到车间统计员归档。
6.更换下来的刀具,由班长或调机员送入刀具回收仓库,用塑料袋封装,并将刀具名称、更换时间、更换原因、加工数量记录到《刀具更换记录台帐》.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC 刀具壽命管理設定說明
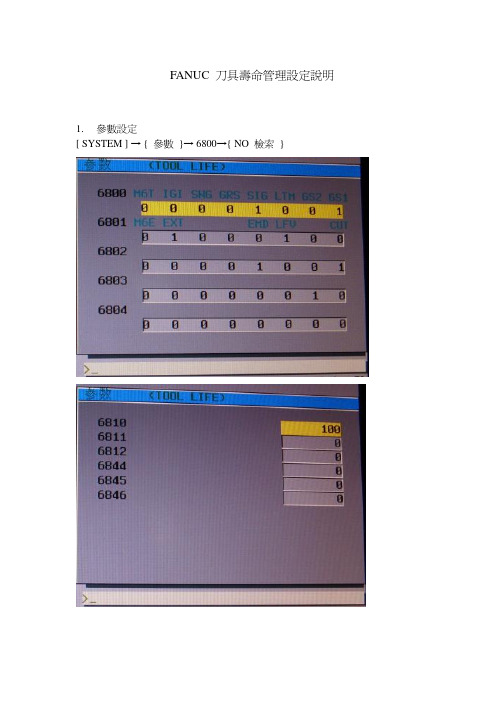
1.參數設定
[ SYSTEM ] → { 參數}→ 6800→{ NO 檢索}
2.刀具壽命管理介面設定
[ OFFSET/SETTING ] →{ ► }→ { TOOLLF }
欄位名代表意義
群刀具壽命管理使用之群組
壽命設定壽命(當計數值大於壽命值時,即會更換同群組之刀具,若沒刀具可換時,即會在需交換群列示 需更換刀具的群組)
計數當讀到M06時,將使用中刀具所屬群組計數+1
( Tn+100=Tn的刀具管理模式啟用,如T101M06 會換001群組的刀具出來,
並於001群之計數+1)
* 此群組已經使用過刀具
@此群組使用中刀具
需交換群已達到壽命設定需換刀的群組
3. 清除
[ OFFSET/SETTING ] →{ ► }→ { TOOLLF }→{ (操作) }→{ CLEAR }
當“需交換群: ” 有顯示數字時,代表有群組刀具已需更換,在更換完刀具後,
將光標移至更換完成之群組上,按軟鍵CLEAR即可將計數歸零,且群組成員
之*和@符號將消失,待再次呼叫出此群組刀具時,將依序叫出群組成員所
設之刀號)
4. 編輯群組內容
[ OFFSET/SETTING ] →{ ► }→ { TOOLLF }→{ (操作) }→{ 編程 }
見上一個畫面,將光標移至欲設定之群組上,按 軟鍵 編程 ,即會出現以下
畫面
1用次數算
2
用時間算
隸屬於
群組 001 的兩只刀具,當NO.01 壽命到時,狀態變 *
且於下次呼叫此群組( T101M06 ) 時,將以 NO.02 T16號刀取
代,且H D 皆以H16 D16取代,NO.02狀態變 @ 表示使用
中刀具
群組: 001。