偏心轴零件的数控车削加工研究
基于 UG平台的偏心轴的加工分析及车削工艺的夹具设计
目录摘要----------------------------------------------------------------------- 2 Abstract-------------------------------------------------------------------- 3 1绪论 ----------------------------------------------------------------------- 51.1偏心轴车削加工的简介----------------------------------------------- 51.2 UG简介 ------------------------------------------------------------------ 51.3论文的主要工作-------------------------------------------------------- 5 2偏心轴的机械加工工艺规程------------------------------------------ 62.1 零件工艺分析---------------------------------------------------------- 62.2毛坯设计----------------------------------------------------------------- 72.3定位基准的选择-------------------------------------------------------- 82.4加工方法的选择-------------------------------------------------------- 92.5加工顺序的安排-------------------------------------------------------- 92.6加工工艺过程的确定-------------------------------------------------- 92.7加工余量及工序尺寸的确定--------------------------------------- 10 3夹具设计----------------------------------------------------------------- 113.1 偏心轴装配------------------------------------------------------------113.2 基于 CAD的定位夹紧元件设计 ---------------------------------- 164 结语 -------------------------------------------------------------------- 18致谢---------------------------------------------------------------------- 19参考文献------------------------------------------------------------------- 20摘要机械传动中,由回转运动变为往复运动,往往是由偏心轴和曲轴来完成的。
浅析偏心工件的车削工艺

浅析偏心工件的车削工艺作者:王晓宏来源:《中小企业管理与科技·上中下旬刊》 2015年第11期王晓宏陕西工业职业技术学院陕西咸阳712000摘要院偏心工件广泛应用于机械传动领域,科技的进步推动了精密仪器的发展,精密仪器内部的机械传动对偏心工件的加工精度要求更高,因此研究偏心工件的车削工艺,提高工件精密程度意义重大。
偏心工件车削工艺最主要的就是卡具的设置,偏心工件常用的车削方法包括四爪单动卡盘、三爪自定心卡盘、双重卡盘、偏心卡盘、专用偏心夹具等;车削过程中要先进行非偏心部分的车削,再根据偏心距准备垫片,然后进行偏心部分的车削;在车削过程中既要注意加强夹具的固定强度,又要设置好垫片的厚度等参数,车削过程中还要避免压坏外圆表面。
关键词院偏心工件;车削方法;车削步骤;注意事项;分析0引言偏心工件指的是工件外部的轴心与内部的轴心不处于同一直线上,但是相互平行的工件,这种工件能够降直线运动转换成回转运动,因此在机械传动领域有着广泛的应用,也是机械制造过程中实现多样化传动的重要媒介。
偏心工件根据平行轴线的情况不同可分为偏心轴和偏心套两种,外部圆之间的轴线平行不重合视为偏心轴,内外圆之间的轴线平行不重合视为偏心套,而偏心距则指的是基准轴线与实际轴线之间的偏差距离,偏心工件在工作过程中能够将直线运动转化为回转运动,且二者之间的作用方向垂直,偏心零件在传动装置、油箱、各类泵中都有广泛的应用,偏心工件的加工精度高,因此在加工过程中往往通过各种方式来加强偏心工件的固定强度和提升车削工艺的精度,目的就在于实现更精准的传动,对偏心工件车削工艺的深入研究有助于提高偏心工件的精度,提高机械传动质量。
1偏心工件的常用车削方法偏心工件的车削关键在于卡盘的正确选择以及偏心距的测定,根据卡盘的不同以及车削工艺的不同将常用的车削方法分述如下。
1.1在四爪单动卡盘上车削偏心工件在四爪单动卡盘上车削偏心工件,应先在工件上划线,其划线步骤如下图:1.2在两顶尖车削偏心工件在两顶尖间车削偏心工件适应于较长偏心轴的加工,只要工件两端面能钻中心孔,又有夹头的装夹位置,均能采用这种方法。
车削偏心工件课题探讨
车削偏心工件课题探讨摘要:本文重点介绍了用百分表找正偏心距的方法与误差分析。
关键词:偏心距;机械传动在机械传动中,回转运动变为直线运动或往复直线运动变为回转运动,一般都是利用偏心工件来完成的。
例如用偏心轴带动的润滑泵、汽车发动机中的曲轴等。
外圆和外圆的轴线或内孔与外圆的轴线平行且彼此偏离一定距离的工件,叫偏心工件。
外圆与外圆偏心的工件叫偏心轴,内孔与外圆偏心的工件叫偏心套,两轴线之间的距离叫偏心距。
加工偏心工件是技校车工课程的重要课题之一,在自定心(三爪)卡盘上车削偏心工件是车削加工最基本的方法,也是必须进行的课题。
要保证偏心零件的工作精度,在车削偏心工件时,必须控制轴线间的平行度和偏心距的精度。
下面谈以下我在进行该课题时的一点感受。
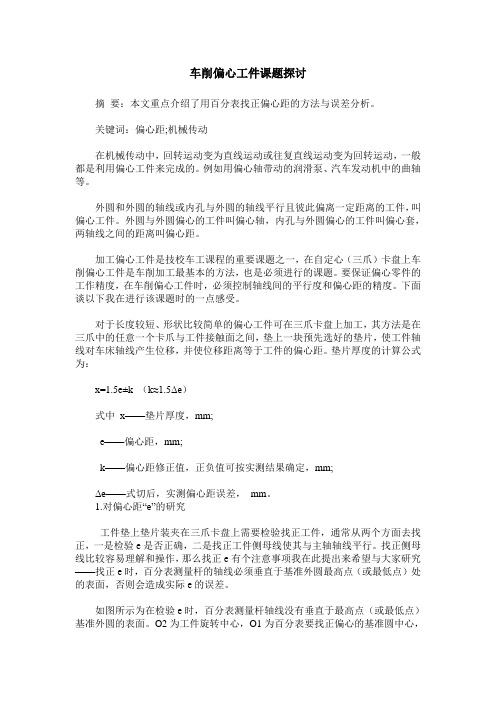
对于长度较短、形状比较简单的偏心工件可在三爪卡盘上加工,其方法是在三爪中的任意一个卡爪与工件接触面之间,垫上一块预先选好的垫片,使工件轴线对车床轴线产生位移,并使位移距离等于工件的偏心距。
垫片厚度的计算公式为:x=1.5e±k (k≈1.5Δe)式中x——垫片厚度,mm;e——偏心距,mm;k——偏心距修正值,正负值可按实测结果确定,mm;Δe——式切后,实测偏心距误差,mm。
1.对偏心距―e‖的研究工件垫上垫片装夹在三爪卡盘上需要检验找正工件,通常从两个方面去找正,一是检验e是否正确,二是找正工件侧母线使其与主轴轴线平行。
找正侧母线比较容易理解和操作,那么找正e有个注意事项我在此提出来希望与大家研究——找正e时,百分表测量杆的轴线必须垂直于基准外圆最高点(或最低点)处的表面,否则会造成实际e的误差。
如图所示为在检验e时,百分表测量杆轴线没有垂直于最高点(或最低点)基准外圆的表面。
O2为工件旋转中心,O1为百分表要找正偏心的基准圆中心,R为基准圆半径,R+e为旋转半径。
A点为百分表与基准圆的接触点,百分表测量杆轴线平行于半径O1C,过A点做半径O1C的垂线,垂足为B,则AB为百分表测量杆轴线偏离工件旋转中心的距离。
偏心轴车削加工的三种方法
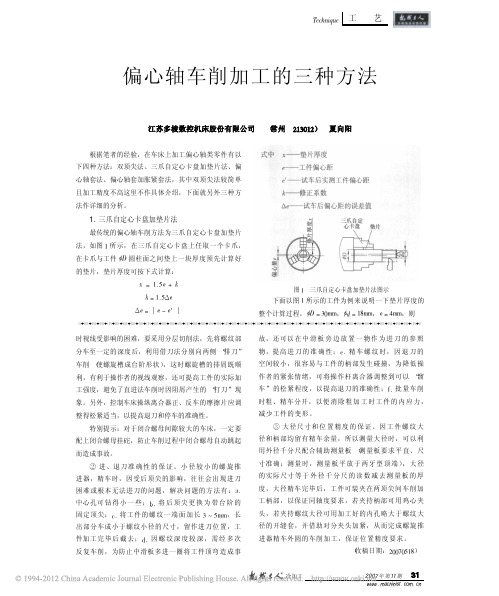
!" 偏心轴套法
如图 $ 所示,在工件 ! 加工至大端 ! # 的外圆尺寸 然后用三爪 后, 将 其 插 入 偏 心 轴 套 $ 的! #的内孔中,
图 $ 偏心轴套法图示
偏心轴) "# 三爪自定心卡盘 $# 偏心轴套 !# 工件 ( %# 顶尖 &# 车刀
如图 ! 所示,胀紧套左套法兰的左端面圆周上均布 ’ 个 通孔,胀紧套右套法兰的左端面的对应圆周上均布 ’ 个 螺纹孔,胀紧套左套、胀紧套右套均为锥形开口环,未 胀紧时,胀紧套左套法兰的右端面和胀紧套右套的法兰 的左端面在支撑套的作用下存在 !11 间隙,胀紧时用 扳 手均匀地按对角拧紧 ’ 个均布螺钉, 胀紧套左套在支
#" 偏心轴套加胀紧套法
为了进一步提高偏心轴的尺寸精度和形位精度,笔 者设计了图 ! 所示的偏心轴套加胀紧套专用工装夹具。 该夹具由偏心轴套 $、自对中胀紧套 ’ 组成,其中自对 中胀紧套 ’ 由支撑套 ’,"、胀紧套右套 ’,$、胀紧套左套 ’,!、螺钉 ’,% 组成。此方法与偏心轴套法采用的偏心轴 套的区别在于:本夹具的偏心轴套 $ 不需要开轴向槽, 工件 ! 靠自对中胀紧套 ’ 胀紧在偏心轴套 $ 的内孔中, 然后将偏心轴套 $ 夹紧在三爪自定心卡盘 " 中,即可对 工件 ! 的!! 段的外圆进行车加工。自对中胀紧套 ’ 由专 业厂家生产可以作为外购件采购到,其自对中性能非常 好,胀紧后可保证轴与轴套之间的同轴度小于 +#+$11, 因此,可以显著提高偏心轴的尺寸精度和形位精度。 下面就自对中胀紧套 ’ 的胀紧原理进行简要分析。
( 收稿日期:2’’3’#!))
""""""""""""""""""""""""""""""""""""""""""""
偏心轴车削加工的三种方法
图 ! 偏心轴套加紧套法图示
偏心轴) %# 顶尖 &# 车刀 "# 三爪自定心卡盘 $# 偏心轴套 !# 工件 ( ’# 自对中型胀紧套 ( ()*$&+ 型) ’,"# 支撑套 ’,$# 胀紧套右套 ’,!# 胀紧套左套 ’,%# 螺钉 中心线明细: 中心线 "—工件小头外圆!! 中心线 中心线 $—偏心轴第 !! 期 !!! " "#$%&’&() " $*" " $’
工
艺 )&*+,-./&
短了校正和计算时间。但由于偏心轴套轴向开有通槽, 夹紧工件时偏心轴套会产生变形导致对中性受到影响, 使偏心轴的偏心量 & 的尺寸公差和两轴中心线的平行度 均受到不良影响,工件加工也难以达到较高的尺寸精度 和形位精度。因此,此法适用于批量较大但对工件的精 度要求不是太高的偏心轴的车加工的场合。
夏向阳
— —垫片厚度 "— — —工件偏心距 $— — —试车后实测工件偏心距 $’ — — —修正系数 &— — —试车后偏心距的误差值 !$ —
!" 三爪自定心卡盘加垫片法
最传统的偏心轴车削方法为三爪自定心卡盘加垫片 法,如图 ! 所示,在三爪自定心卡盘上任取一个卡爪, 在卡爪与工件 ! ! 圆柱面之间垫上一块厚度预先计算好 的垫片,垫片厚度可按下式计算: " # !"# $ % & & $ !"#!$ !$ $ ! $ % $’ !
图 $" 高 67 铝和合金的光学显微镜照片
( 待续)
图 $! 边缘崩落
( 收稿日期:!++.+-!+)
浅谈偏心工件的车削加工
浅谈偏心工件的车削加工
周兆华 (宝鸡市元亨石油设备有限责任公司,陕西 宝鸡 721013)
摘 要:主要针对偏心工件的特点,介绍了以下六种常见装夹方式—— —四爪卡盘装夹、三爪卡盘装夹、双卡盘装夹、双顶装夹、一夹 一顶装夹、专用夹具装夹,分析了各装夹方式的特点、使用范围及找正方法,并提出了加工过程中应注意的事项。
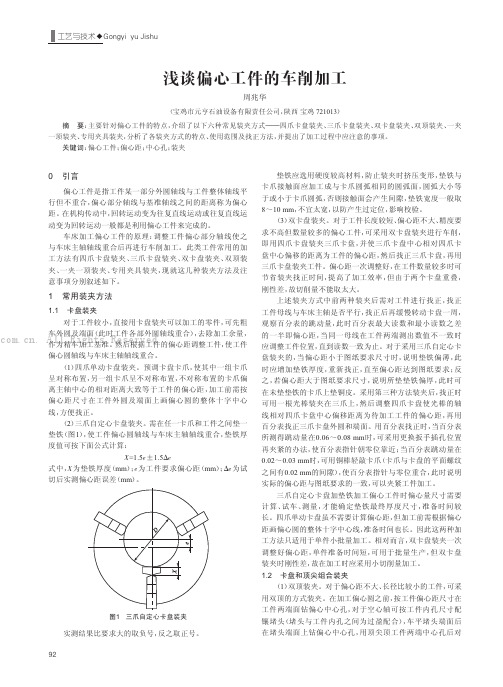
当工件批量较大时采用以上装夹方法加工,单件准备时 间过长,加工效率低。 可设计专用偏心套(图2),偏心套可在车 床上加工好外圆,再按工件的偏心距及外圆尺寸用线切割机 床切割内偏心圆及开口槽即可,加工时先将偏心套套在工件
图1 三爪自定心卡盘装夹 实测结果比要求大的取负号,反之取正号。
垫铁应选用硬度较高材料,防止装夹时挤压变形,垫铁与 卡爪接触面应加工成与卡爪圆弧相同的圆弧面,圆弧大小等 于或小于卡爪圆弧,否则接触面会产生间隙,垫铁宽度一般取 8~10 mm,不宜太宽,以防产生过定位,影响校验。
(3)双卡盘装夹。 对于工件长度较短、偏心距不大、精度要 求不高但数量较多的偏心工件,可采用双卡盘装夹进行车削, 即用四爪卡盘装夹三爪卡盘,并使三爪卡盘中心相对四爪卡 盘中心偏移的距离为工件的偏心距,然后找正三爪卡盘,再用 三爪卡盘装夹工件。 偏心距一次调整好,在工件数量较多时可 节省装夹找正时间,提高了加工效率,但由于两个卡盘重叠, 刚性差,故切削量不能取太大。
三爪自定心卡盘加垫铁加工偏心工件时偏心量尺寸需要 计算、试车、测量,才能确定垫铁最终厚度尺寸,准备时间较 长。 四爪单动卡盘虽不需要计算偏心距,但加工前需根据偏心 距画偏心圆的整体十字中心线,准备时间也长。 因此这两种加 工方法只适用于单件小批量加工。 相对而言,双卡盘装夹一次 调整好偏心距,单件准备时间短,可用于批量生产,但双卡盘 装夹时刚性差,故在加工时应采用小切削量加工。 1.2 卡盘和顶尖组合装夹
典型零件—轴类工件的数控车削加工工艺研究
典型零件—轴类工件的数控车削加工工艺研究【摘要】随着世界经济与科技技术的高速发展,机械制造产业也随之迅猛发展,而其中加工工艺对一个国家的制造业来说是有决定性作用的。
虽然从一些数据来看我们已经是制造业大国,但是我们的机械制造水平与发达国家还有很大一段差距。
本文通过分析轴类工件的结构工艺,确定加工用量,得出合理的数控车削加工工艺,并通过仿真模拟和加工实践,验证其可行性和正确性,可为类似零件加工生产起到抛砖引玉的作用。
【关键词】典型零件-轴类;数控车削;加工工艺0.前言在制造业中,制造各种零件对国家的生产和建设有很大的帮助,制造业为社会各行各业提供工具和材料,但各种工具的用途和性能不同,其组成零件的材料、结构和技术要求也各不相同。
所以,各种零件的加工工艺是不同的。
轴类零件是机器中经常使用的典型零件之一。
轴类零件是机械产品中的主要零件之一,通常被用于传递转矩、支承传动零件(齿轮、带轮、离合器等)、承受载荷,以及保证装在轴上的零件(或刀具)具有一定的回转精度[1]。
本文主要分析数控车削中常见的小轴类零件结构工艺,确定加工用量,得出合理的数控车削加工工艺,并通过仿真模拟和加工实践,验证其可行性和正确性,可为类似零件加工生产起到参考和借鉴作用。
1.典型零件-轴类工件的数控车削加工的必要性1.1典型轴类零件形状特点机械制造业中,轴类零件用得十分广泛。
它在机械中主要用于支承齿轮、带轮、凸轮以及连杆等传动件,用来传递扭矩。
按结构形式不同,轴可以分为阶梯轴、锥度心轴、光轴、空心轴、凸轮轴、偏心轴、各种丝杠等。
轴类零件一般由圆柱面、轴肩、螺纹、螺尾退刀槽和键槽等组成。
轴类零件的主要结构是回转体,零件表面大都为圆柱面,有的含有圆锥面、圆弧面、螺纹等较为复杂外形,一般采用车削和磨削等完成。
1.2数控车削加工优势适当使用数控车削加工能够有效提高加工效率,因为其适应能力强,适合多批量零件的加工,数控车床;数控机床的柔性好,加工适应性强,适用于生产多品种、单件或小批量产品,如在传统的自动或半自动车床上加工一个新零件,一般需要调整机床或机床附件,使机床适应加工零件的要求,而使用数控车床加工不同形状的零件时,只要重新在软件中编制或修改加工程序,就可以迅速达到加工目的;在数控加工工序中,数控车削加工自动化处理,只要编码正确,很少出现差错,数控机床的加工过程不仅可以避免人为的误差,而且不受人的情绪变化的影响,确保加工质量的稳定性。
浅析运用数控车床加工偏心零件的方法
浅析运用数控车床加工偏心零件的方法数控车床加工偏心零件是机械加工中,非常重要的一项内容。
因此,本文主要探讨了运用数控车床加工偏心零件的方式,从加工工艺方面对加工工具的选择,也进行了简要的分析和阐述,希望对数控车床加工偏心零件准确性的提升,给予了一定的帮助。
数控车床加工是机械加工中,非常重要的处理技术,并且机械加工是一项准确性相对较高的工作,尤其是在数控车床加工偏心零件方面。
因此,本文从数控车床加工品偏心零件加工中的一些方式方法,进行了简要的分析和阐述,其主要的目的就是保证加工的精准性。
一、偏心零件加工分析零件加工是机械加工中,不可缺少的一项内容,对加工的准确性也相对较高。
因此,在数控车床加工偏心零件安装的时候,利用偏心夹具,对零件和数控车床之间的位置,进行一定程度上的调整,避免两者的关系产生变化,也就是说起到了固定的作用,为后续的加工提供了相对便利的条件。
同时,对于零件的孔径和尺寸大小等方面,可以利用镗孔刀进行镌刻,一定要避免误差的存在,并且零件的轴线和数控车床主轴回转中心应当处于同一高度内。
另外,为了进一步的提升数控车床加工自动化的能力,可以利用夹具将零件安装到换刀架上,这样可以具有自动更换的功能,为钻孔工作的展开,提供了相对便利的条件,也避免消耗大量的人力资源。
除此之外,零件基本上为简单外圆、曲面等形态,这样可以在很大程度上节省掉对夹具的使用,利用精车等工作就可以实现预期的效果。
同时,在零件外形加工的时候,一定要注意以下几个方面:1.可以利用切削刀具,对零件外形进行加工;2.利用刀尖圆弧工具,进行零件补偿;3. 偏心夹具对零件的位置进行了固定,这样可以有效的提升加工效率。
二、数控车床加工偏心零件的主要方法数控车床加工偏心零件是一项很复杂的工作流程,对准确度的要求也是非常高的。
例如:某机械单位在数控车床偏心零件的加工过程中,经过工作人员的测量,其误差控制在±0.01,是完全合乎加工标准的,那么在下面的内容中,对加工的一些方式,进行了简要的分析和阐述:(一)切削刀具的选择数控车床与普通的车床相比,是存在着很大差别的,数控车床在加工过程中,不仅仅要求切削刀具有良好的强度和刚度,耐用、排屑等性能,都是有着较高要求的,并且在安装和调整方面,也相对较为便利。
偏心轴套件的加工及工艺
偏心轴套件的加工及工艺摘要:数控车床又称为CNC车床,即计算机数字控制车床,是目前国内使用量最大,覆盖面最广的一种数控机床,数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置。
关键词:数控车床;偏心轴;加工本课题来源于偏心工件零件的生产制造,在传动机构中,一般常用偏心件来完成回转运动与往复运动相互转换的功能,如偏心轴带动油泵,内燃机中的曲轴等,因此偏心件对机器的工作性能,可靠性和耐久性有很大的影响。
偏心类工件是轴线与轴线平行但不重合的工件,它在机械加工中比较常见,是轴类零件中比较难加工的,但加工方法也很多,如用三爪卡盘车削、四爪卡盘车削、特殊自制夹具车削等。
三爪车削法适用加工单件小批量、小偏心距、精度要求不高的工件,车削方法一般分如下几步:1)先把偏心工件不是偏心的部分外圆车好。
2)根据外圆和偏心距计算垫片的厚度3)将试车后的工件,缓慢转动,用百分表在工件上测量其径向跳动量,跳动量的一半就是偏心距,也可试车偏心,注意在试车偏心时,只要车削到能在工件上测出偏心距误差即可。
这种加工方法需要数学计算,垫块厚度X = 1 . 5e+ k ,式中:X 为垫块厚度,e为工件偏心距,k为工件偏心距修正值。
四爪车削适用于加工少批量、偏心距较大、精度要求高的工件。
这种方法虽只需要掌握简单数学计算和专业理论知识,但对加工者操作技能的要求较高,装夹工件繁琐,同时效率低下,它具有以下不足:1)为保证偏心轴两轴线的平行度,应用百分表分别校正工件的水平和垂直的两个方向位置的侧母线,费时费力又不一定取得好效果。
2)根据实际偏心距数值要调整四爪之间的距离,使百分表最高点与最低点之间的读数差是图纸偏心距的二倍,这样做人为因素直接影响工件的加工精度。
3)工件经找正后,应将四个卡爪再拧紧一遍,再次用百分表测量看是否准确,因为加紧力的不同,会影响找正精度,而三爪卡盘这方面因素存在很小。
4)工件卸下后再次安装时需要重新找正、重新测量偏心距,根本没有互换的可能性。
课题三:偏心工件的车削
外圆和外圆的轴线或内孔与外圆的轴线平行但不重合(彼此偏离一定距离)的工件。
偏心轴:外圆与外圆偏心的工件偏心套:内孔与外圆偏心的工件偏心距:两平行轴线间的距离一、偏心工件的划线方法安装、车削偏心工件时,应先用划线的方法确定偏心轴(套)轴线,随后在两顶尖或四爪单动卡盘上安装。
(2)用游标高度尺划针尖端测量光轴的最高点(见图9—34并记下其读数,再把游标高度尺的游标下移工件实际测量直径尺寸的一半,并在工件的A端面轻轻地画出一条水平线,然后将工件180°,仍用刚才调整的高度,再在A端面轻划另一条水平线。
检查前、后两条线是否重合,若重合,即为此工件的水平轴线;若不重合,则须将游标高度尺进行调整,游标下移量为两平行线间距离的一半。
如此反复,直至使二线重合为止。
.注意事项划线用涂剂应有较好的附着性(一般可用酒精、蓝色和绿色颜料加虫胶片混合浸泡而成),应均匀地在工件上涂上薄薄一层,不宜涂厚,以免影响划线清晰度。
划线时,手轻扶工件,不让其转(或移)动,右手握住游标高度尺座,在平台上沿着划线的方向缓慢、均匀地移动,防止因游标高度尺底座与平台间摩擦阻力过大而使尺身或游标在划线时颤抖。
为此应使平台和底座下面光洁、无毛刺,可在平台上涂上薄薄一层件偏心圆线处于卡盘中央,然后装夹上工件,如图9—37②夹持工件长15—20mm,工件外圆垫1 m左右厚铜片,夹紧工件后,要使尾座顶尖接近工件,调整卡爪位置,使顶尖对准偏心9—35中的A点),然后移去尾座。
3)找正工件侧素线,使偏心轴两轴线平行4)校正偏心距6)检查偏心距(见图9—42)7)精车偏心圆外径,在四爪单动卡盘上安装,车削图9—43所示偏心套。
垫片厚度的计算垫片厚度x(见图9—44)可按下列公式计算:x=1.5e±K (9优点:是不需要用很多时间去找正偏心。
操作方法采用这种方法时,首先必须在工件的两个端面上根据偏心距的要求,共钻出2n十2个中心孔(其中只有2个不是偏心中心孔,n为工件上偏心轴线的个数)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作者简介:王亮德(1966一),山东邹平人。毕业于山东工业大 学机械制造专业,滨州职业学院副教授,硕士,研究方向为:先进制 造技术。电子信箱:wangld 01@163.corn.
[4]张宝欢,史春涛.复杂曲面重建技术应用[J].机械设计,2005(7):
60—62.
收稿日期:2009—03—19
2.Yibin Vocational Technical High School of Commerce,Yibin 644002,China) Abstract:The machining methods of the eccentric axis on NC lathe without gasket are researched. Mathematical model for programming turning program of eccentric axis is set up,and the NC turning macro of eccentric axis is programmed with the macro function of FANUC 0i—TA system.and the cau· tions on NC turning eccentric axis are given. Key words:NC turning:eccentric axis;user macro
bar conveyor in the all mechanic caving mining face should be considered.ne recycling equipment be-
hind the flight bar conveyor is able to increase the mining rate,as result of decreasing the lost coal from the goal. Key words:low-order sublevel caving;flight bar conveyor;design;mining rate
N70 G00 X802100; N70 M05: N80 M30;
程序 ,卜中工件的转速,r/min;样1; er—偏—心偏圆心半距,径m,m;m#m2;;#3;
△L卜—相—邻偏两心外插圆入轴点向间长的度转,角m增m;量舯,;(o);#8; 产卜P每-毛轴一坯向次直进走径给速刀.度rXa方,m;m向m/的r;进#刀9;量,半径值指 卜退刀定量.,mm;半径值指定,mm;
豢靠豢_j}∈精弗稚鬻素稚崇稚崇张豢鬻举岽精靠豢帐睾稚举谍粜稚崇豢姑弗粜靠{*雌豢靠岽豢料豢韶*弗豢豢豢弗来韶崇鬻鬻帮岽_}j∈豢券粜靠豢谁豢豢桊精≥跳弗韶豢豢豢鬻岽_j=∈*韶豢粕枞豢杀豢弗豢糍
[2]刘德平,陈建军,李道军.模具实体设计巾的逆向t程技术[J].
丁.具技术,2006.40(7):45—16. [3]黄诚驹.逆向工程项目式实训教程[K].北京:电子工业出版社,
关键词:数控车削加工;偏心轴;用户宏程序 中图分类号:THl33.2:TG659文献标志码:B文章编号:1003—0794(2009)08—0120—03
Research of Numerical Control Turning of Eccentric Axis
YUAN Yong-ful,XIONG Fu-linz,XIAO Shan-hua。,WANG Yu—ping‘ (1.Yibin Vocational and Technical College,Yibin 644003,China;
能另外编写程序。用户宏程序允许使用变量,还可 以进行算术和逻辑运算及条件转移.用户可根据需 要开发一些固定循环.加工程序可用一条简单指令
标点坐标值P随工件旋转进给角度0的变化规律。 再设在车削偏心外圆时。刀具沿Z轴方向进给的速 度为厂,则当工件转过△8角度时,刀具沿Z轴方向
调出用户宏程序.使得编制形状相似零件或部位的 加工程序更为方便,而且还能实现对复杂零件的手 工编程加工.以及使一些特殊型面的加工变得非常 方便。下面就介绍一个用户宏程序的应用实例:在
第30卷第8期 2009年8月
煤矿 机械
Coal Mine Machinery
V01.30No.8 Aug.2009
偏心轴零件的数控车削加工研究
袁永富’。熊福林2。肖善华1。王渝平1 (1.宜宾职业技术学院,四川宜宾644003;2.宜宾商职校,四川I宜宾644002)
摘 要:探讨了在数控车床上不加垫片实现偏心轴零件加工的方法。建立了编制偏心轴零件 数控车削加工程序的数学模型.利用FANUC 0i—TA系统用户宏程序功能编写了偏心轴零件的数 控车削加工用户宏程序。并对数控车削加工偏心轴零件应注意的问题进行了说明。
#121=FUP[#120];对0/180下取整 IF[#120 EQ#1211 GOTO 30;3n 0是180的整数 倍.则转N30 IF【#102 EQ 180]THEN#106#3-#2;如0=180, 则X=r-e IF降102 EQ 180】GOTO 20; #103=SINl#1021;
#1 12=#1 12+1;
IF【#113 GE#7】GOTO 100;加工完全长,转
N100
GOTO 20;未加工完全长,转N10 N100 IF[#150 EQ 9]GOTO 150; IF【#131 EQ#133】GOTO 110;311完成初加工,转
Nl 10
#132=#132+1;X方向进刀次数加1 G00 U2"#18 Z2;未完成初加工,退刀 G01U一2"#18F100;进刀 GOTO 3;转N3,继续进行初加工 N1 10 G00 U2"#18 Z2;退刀 #107=#3+#2:X方向进一个退刀量 G01 X群107 F100;进刀.准备精车 群150=9;置#150=9为结束标志
《夕产品·结构≮功
低往教顶煤后部刮板输i丢机脊背煤回收方案设计
党文刚
(中国矿业大学矿业工程学院,江苏徐州221116) 摘要:从更新综放设备,改进后部刮板输送机的运输方面考虑,设计放顶煤后部刮板输送机 脊背煤回收装置。放顶煤后刮板输送机脊背煤回收装置可以提高采出率,特别是可以减少后部采 空区的落煤损失。 关键词:低位放顶煤;刮板输送机;设计;采出率
#123=FUP[#1221; IF降122 EQ#123】GOTO 40;3n 0是360的整 数倍.则转N40 #106=#131-#2;311 0是180的整数倍,#106=卜e
GOTO 70
N40#106=躬+#2:#106=r+e
N70#108=#106—#107:△X=X—XO
#107=#106;
#109=#8/【360:Ic#l】;转过△0角度时需要的时间 AT=A0/(360水n)
#l 10=#108/#109;进给AX的速度 社111=#9*#81360;转过△0角度时Z方向应进给 的距离pA0/360 #113=#111木群112;已加工的轴向长度 N80 GOIX#106W-#1 1 1F#1 10;进给至下一位置
AU--精加工余量,直径值指定,lnnl;
用户宏程序:
00020
#101=#2/#3; #101=e/r; N 1 G98GOOX#1 322; N2 G01ZOFl00;
#132=1; #130=2木#2l:
N3 U-#130:X方向进一个背吃刀量 N5#131=#13--#132"#130;X方向每进一个背吃 刀量后的直径值 群133=#3+#2槲19;精加工前的直径值 IF【#131 LE#133】THEN#131甜133;保证精加 工余量. #107=#131+#2:X0=欲加工至的偏心外圆半径+e N9群l 12=1;力il工长度计数器初值
应进给的距离AZ=fAO/360。 工件转过AO角度所需要的时间:AT=AO/(360由,
则1二件在转过△口角度内的径向进给速度晟=&o/aTo
数控车床上用三爪装夹且不加垫片加工出偏心轴,
使偏心轴的加工十分简单、方便。
1 数学模型的建立 如图1所示为一偏心轴的侧视图.偏心外圆的
半径为r.偏心距为e,毛坯外圆(加工偏心外圆时的 定位基准)直径为d。开始加1:时刀尖位于Po点,在 加工过程中某一时刻,刀尖切削工件至P点,工件
一120~
万方数据
进给AZ=fAOl360,且进给速度五=△IIo/ar,则可保证 车出偏心距为e的偏心外圆。 2用户宏程序的编制
主程序:
00010
N10 G54 G00 X80 Z100; N20 T0101M03S600:
G00 X㈣Z(c);定位至起刀点 N50 G65P0020A(n)B(e)C(r)D(L)E(AO)F(i)M(d) U(a)R(r)S(△U); N60 G01X(D+2);
0前言 在数控加工中.对于加工内容相同的多个部位
的加工通常可用子程序来进行编程,如平面上有多 个相同凹槽的加工等,但对于相似部位的加工也只
即r/sin 0=e/sin a印/sin陋+0)。所以
a=arcsin(esin Xr)
p=rsin@+0)/sin 0
(1)
式(1)为车削偏心轴时,刀尖在X方向进给的目
中图分类号:TD528 文献标志码:A文章编号:1003—0794(2009)08—0122—02
Designing Project of Recycling Coal from Back of Conveyor Behind
Supports in Low-order Sublevel Caving DANG Wen-gang
煤炭行业政策要求的回采率还差一定的距离。国家
性好.运输系统及工作面端头维护简单。缺点是通
要求厚煤层工作面的回采率必须达到93%以上,而 实际的只有8l%~83%。回采率既是一项考核资源 利用、开采技术和管理水平的主要技术经济指标。 也是评价放顶煤综采工艺水平的主要指标之一,因 此应该进一步提高综采放顶煤的采出率。减少资源 的浪费是当今放顶煤开采的重要研究课题。 1 综采放顶煤技术分析