毕业设计:盘式刀库及其自动换刀装置的设计说明书
盘式刀库随机换刀的程序设计(FANUC系统)
关键字:自动刀具交换装置(ATC);随机换刀;数据刷新;摘要:采用PLC控制程序和宏程序(固定换刀循环程序)组成的两部分完成复杂的刀库随机换刀控制程序是比较有效的方法。
机床是制造机器的机器,机床工业的技术水平决定着装备制造业乃至整个国民经济的技术水平。
马克思在《资本论》中有一段论述:"大工业必须掌握这特有的生产资料,即机器的本身,必须用机器生产机器。
这样,大工业才能建立起与自己相应的技术基础,才得以自立"。
我国数控技术及其数控机床设备在各工业部门中应用的整体水平与工业发达国家相比还有一定差距。
为了实现"十一五"规划的发展目标,进一步发展我国的装备制造业,加快机床的数控化,对各行各业尤其对于加工批量零件、关键零件和形状复杂零件的行业,如航空、电力、船舶、模具制造业等都具有十分重要的意义。
数控机床尤其是加工中心的PLC控制程序设计是比较复杂的。
因为加工中心自动换刀的控制程序是一个比较复杂的控制过程。
按自动换刀方式通常可以分为随机换刀和固定换刀两种方式。
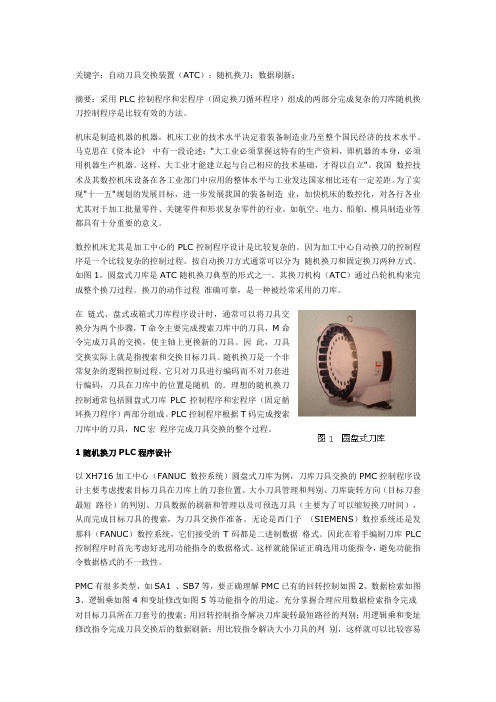
如图1,圆盘式刀库是ATC随机换刀典型的形式之一。
其换刀机构(ATC)通过凸轮机构来完成整个换刀过程。
换刀的动作过程准确可靠,是一种被经常采用的刀库。
在链式、盘式或箱式刀库程序设计时,通常可以将刀具交换分为两个步骤,T命令主要完成搜索刀库中的刀具,M命令完成刀具的交换,使主轴上更换新的刀具。
因此,刀具交换实际上就是指搜索和交换目标刀具。
随机换刀是一个非常复杂的逻辑控制过程。
它只对刀具进行编码而不对刀套进行编码,刀具在刀库中的位置是随机的。
理想的随机换刀控制通常包括圆盘式刀库PLC控制程序和宏程序(固定循环换刀程序)两部分组成。
PLC控制程序根据T码完成搜索刀库中的刀具,NC宏程序完成刀具交换的整个过程。
1随机换刀PLC程序设计以XH716加工中心(FANUC 数控系统)圆盘式刀库为例,刀库刀具交换的PMC控制程序设计主要考虑搜索目标刀具在刀库上的刀套位置、大小刀具管理和判别、刀库旋转方向(目标刀套最短路径)的判别、刀具数据的刷新和管理以及可预选刀具(主要为了可以缩短换刀时间),从而完成目标刀具的搜索,为刀具交换作准备。
数控专业毕业论文--加工中心16刀刀库的设计与控制(盘式刀库)说明书
另外,为进一步缩短非切削时间,有的加工中心还配备了自动托盘交换系统。例如,配有两个自动交换工件托盘的加工中心,一个安装工件在工作台上加工,另一个则位于工作台外进行工件的装卸。当完成一个托盘上工件的加工后,便自动交换托盘,进行新零件的加工,这样可以减少辅助时间,提高加工效率。
刀库的结构设计是本文研究的重点,传动部分为蜗杆蜗轮的一种减速装置,对于该装置中的蜗杆、蜗轮以及相关的轴都进行了详细的计算;控制部分为刀库送刀部分,由液压控制和PLC控制完成。
关键词:加工中心,刀库,蜗杆蜗轮,液压,PLC。
Tool storage is one of the main components of the automatically-trading-knife installment.Its capacity, position and structure have great influence to the design of the machining centre.
图1-2卧式加工中心
3、五坐标加工中心五坐标加工中心间距立式和卧式加工中心的功能,工件一次装夹后能完成除安装面外的所有侧面和顶面等五个面的加工,因此也叫五面加工中心。常见的五坐标加工中心有两种结构形式,一种是主轴可以 旋转,另一种是工作台可以 旋转。
1.2.4
(1)提高加工质量工件一次装夹,即可实现多工序集中加工,大大减少多次装夹所带来的误差。另外,由于是数控加工,较少依赖操作者的技术水平,可得到相当高的稳定精度。
1958年第一台加工中心在美国卡尼、特雷克(Kearney&Trecker加自动换刀装置,可使工件在一次装卡中,能够自动更换刀具,自动完成工件上的铣削、钻孔、镗孔、铰孔、攻丝等工序的数控机床。第二,加工中心上如果带有自动分度回转工作台或自动转角度的主轴箱,可使工件在一次装卡中,自动完成多个平面和多个角度位置的多工序加工。第三,加工中心上如果带有交换工作台,工件在工作位置的工作台上进行加工的同时,另外的工件在装卸位置的工作台上进行装卸,不影响加工的进行。
加工中心自动换刀系统设计(盘式)
本科毕业设计(论文)题目加工中心自动换刀系统设计(盘式)——刀库系统学院名称机械与动力工程学院专业名称机械设计制造及其自动化年级班级学生姓名指导教师2017年5月目录前言1.加工中心概述 (1)1.1加工中心发展现状和发展趋势 (1)1.2加工中心的特点 (2)1.3加工中心的分类 (3)1.4加工中心的结构 (5)1.5加工中心刀库及自动换刀装置 (6)1.5.1加工中心刀库形式 (6)1.5.2加工中心的自动换刀装置 (8)1.5.3刀库结构及换刀过程 (9)2.刀库传动设计…………………………………………………………………2.1电动机的选择…………………………………………………………2.1.1初选电动机………………………………………………………2.1.2校核电动机………………………………………………………2.2运动和动力参数计算……………………………………………2.3蜗杆传动设计…………………………………………………………2.3.1蜗杆传动的选择…………………………………………………2.3.2蜗杆传动的主要参数及几何尺寸计算…………………………2.3.3校核齿根弯曲疲劳强度…………………………………………2.3.4验算蜗杆传动的效率、润滑及热平衡……………………………2.3.5蜗杆和蜗轮的结构设计…………………………………………2.4传动轴设计…………………………………………………………2.4.1轴的材料…………………………………………………………2.4.2蜗杆轴的结构设计………………………………………………2.4.3蜗轮轴的结构设计………………………………………………2.4.4轴系零、部件的校核………………………………………………3.刀库结构设计………………………………………………………………3.1刀盘设计………………………………………………………………3.2刀库设计………………………………………………………………4.液压系统的设计……………………………………………………………4.1液压缸的载荷计算…………………………………………………4.2液压缸的主要参数计算……………………………………………结论…………………………………………………………………………………致谢…………………………………………………………………………………参考文献…………………………………………………………………………前言目前机床发展的主要趋势是加工中心,其在机械制造业中得到了大规模的应用,而且加工中心还在不断地向高速化、高效率、高精度的目标发展着,在机床结构方面,多轴化、复合加工等方面的创新也日趋活跃。
加工中心自动换刀装置结构设计

加工中心自动换刀装置结构设计[摘要]本论文完成的是立式加工中心盘式刀库的传动设计、结构设计以及机械手部分的传动设计、结构设计。
盘式刀库在数控加工中心上应用非常广泛,其换刀过程简单,总体结构简单、紧凑,定位精度高。
刀库传动部分采用蜗轮蜗杆减速装置,可提高输出轴的传动平稳性能,即提高刀盘的运转平稳性。
刀库满载装刀16把,采用单环排列方式放置。
本次设计中的机械手采用单臂双手式机械手,可以同时完成插刀和拔刀动作,结构简单,换刀时间短。
机械手传动部分采用一个液压升降缸和液压回转缸带动花键轴,进而带动机械手的运动。
[关键词]立式加工中心;盘式刀库;机械手;自动换刀装置Automatic tool changer structural design of machiningcentersAbstractwhat finished in this paper is drive design, structural design and the power transmission parts design of disc tool magazine in vertical machining center. This tool magazine is widely applied in NC machining center. And the process of changing tools is simple, short change time , high precision, simple and compact of structure, reliable, easy maintenanced and low cost. The transmission part of this tool magazine adopts gear reducer. The design of worm gearbox device can improve the stationarity of output shaft, namely, increasing the operation stability and smooth transmission properties of tool magazine.Transmission device of tool magazine adopts a adjusting sleeve to eliminate the transmission clearance of worm.This tool magazine can load 16 cutting tools which are arranged with monocylic and according to the principle of nearby to choose the right tool. The manipulator of this design is the manipulator with one arm and pair of hands.The advantage of this manipulator is that it can complete the action of inserting tool and pulling out the tool at the same time,simple structure and short change time. Mechanical transmission part adopts a hydraulic lift cylinder and hydraulic cylinder drives the spline shaft rotation, thus drive the motion of the manipulator.Key wordsV ertical machining center; Disc tool magazine; Manipulator; Automatic Tool Changer毕业论文﹙设计﹚任务书一、毕业设计题目加工中心自动换刀装置结构设计二、毕业设计工作自_ 2012 年__11_ 月__19 _日起至 2013 _年 6 月_10 _日止三、毕业设计进行地点: 校内四、毕业设计内容要求:随着机械加工业的发展,制造行业对于带有自动换刀系统的高效高性能加工中心的需求量越来越大。
数控加工中心盘式刀库设计

数控加工中心盘式刀库设计一、设计目标1.提高数控加工中心刀具管理效率,减少刀具更换时间,提高加工效率;2.提高数控加工中心的加工精度和质量;3.方便操作和维护。
二、设计方案1.刀库结构设计(1)刀库选用盘式刀库,能够同时存放多种刀具,提高刀具的配套程度,方便操作人员进行刀具更换;(2)采用旋转结构,可以通过旋转盘来选择所需刀具,同时盘式刀库还可以实现自动刀具更换,提高加工效率;(3)刀具位置间隔合理,避免相互干扰,保证刀具的整齐摆放。
2.刀库容量设计(1)根据加工中心的加工需求确定刀具种类和数量,根据需求确定刀库的容量大小,确保能够存放足够多的刀具;(2)根据加工需求,将相似的刀具进行归类,减少刀具种类的多样性,以便提高刀库的利用率;(3)合理规划刀库的存储空间,减少刀具占地空间,节省仓储成本。
3.刀具的标识和管理(1)为每个刀具设计明确的编号和标识,便于操作人员快速找到所需刀具;(2)建立刀具管理系统,对刀具进行清点和登记,记录刀具的使用寿命和更换次数,及时进行维护和更换;(3)对于长期不用或使用寿命超出的刀具,及时进行检修或报废。
4.刀具存放环境设计(1)为刀具提供干燥、清洁和稳定的环境,减少刀具的氧化和磨损;(2)设置恒温和湿度控制设备,以保持刀具的稳定性;(3)选择合适的材料和涂层,提高刀具的耐磨性和使用寿命。
5.刀库的维护和保养(1)定期对刀库进行清洁和检查,清除切屑和尘土,避免切削液对刀具的腐蚀和影响;(2)定期检查刀具的切削力和切削温度,根据使用情况调整刀具的加工参数;(3)定期检查刀具组件的磨损情况,及时更换磨损的零部件,保证刀库的正常运行。
三、设计方案的优势1.盘式刀库能够同时存放多种刀具,减少了刀具更换时间,提高了加工效率;2.盘式刀库的旋转结构和自动刀具更换功能,进一步提高了加工效率;3.刀库容量设计合理,充分考虑了加工需要和刀具种类,节省了仓储成本;4.刀具的标识和管理方便操作和维护,提高了刀具的使用寿命和维修周期;5.刀库的环境设计和维护保养能够保证刀具的稳定性和使用寿命。
盘式刀库就近选刀的程序设计
xx 学院本科毕业设计(论文) 题目:盘式刀库就近选刀的程序设计教学单位:机电工程系专业:机械设计制造及其自动化学号:姓名:指导教师:2012年5月摘要本设计研究的是盘式刀库的捷径方向选刀的程序设计,刀库的旋转控制是通过PLC来实现的,要成功的完成本次设计,就必须熟悉PLC的一些基本知识,及其相关的指令系统。
PLC具有系统构成灵活,扩展容易,以开关量控制为其特长;也能进行连续过程的PID回路控制;并使用方便,编程简单,系统开发周期短,现场调试容易能适应各种恶劣的运行环境,抗干扰能力强,可靠性强等优点。
有刀库和机械手组成的自动换刀装置(Automatic Tool Changer,ATC)是加工中心的重要组成部分。
加工中心上所需要更换的刀具较多,从十几把到几十把。
甚至上百把,故通常采用刀库形式,"圆盘刀库"一般俗称"盘式刀库",本次设计中盘式刀库装有16把刀。
关键词:PLC 刀库盘式刀库AbstractThe design of the study is the shortcut to the library disc knife knife program design direction choose, the sword the rotation of the library is controlled by PLC to implementation, for the successful implementation of the design, it must be familiar with PLC some basic knowledge, and related instruction system.PLC has a flexible system, expanding easy to switch quantity control for the specialty; Also the PID control loop constant process; And easy to use, simple programming and system development cycle is short, the commissioning easy to adapt to all kinds of bad operation environment, strong anti-interference, reliability, etc.A sword and robots library of Automatic change Tool device (Automatic Tool Changer, ATC) is an important part of the processing center. Processing center need the tool to replace is more, from teenagers to dozens of the. Even the hundreds, so usually by knife library form, "cutter disks library" general known as "disc knife library", in the design of the disc knife library contains 16 knife.Keywords: PLC knife library disc knife library目录前言 (1)1 PLC的基础知识 (2)1.1 PLC的产生 (2)1.1.1 起源 (2)1.1.2 发展 (2)1.2 PLC的定义 (3)1.3功能特点 (3)1.4 PLC的组成及其工作原理 (4)1.4.1PLC硬件结构基本上与微型计算机相同,基本构成为: (4)1.4.2工作原理 (5)1.5 PLC的分类及其应用领域 (6)1.5.1 可编程序控制器PLC的分类 (6)2 PLC的控制系统 (8)2.1 FX2N系列PLC的软元件 (8)2.1.1 FX2N系列PLC输入、输出继电器的编号及功能 (8)2.1.2 FX2N PLC辅助继电器M的编号及功能 (9)2.1.3 FX2NPLC状态S的编号及功能 (10)2.1.4 PLC数据寄存器D的编号及功能 (10)2.2 FX2N系列PLC的基本指令系统 (12)2.2.1 取指令与输出指令(LD/LDI/LDP/LDF/OUT) (12)2.2.2 触点串联指令(AND/ANI/ANDP/ANDF) (13)2.2.3 触点并联指令(OR/ORI/ORP/ORF (14)2.2.4 块操作指令(ORB / ANB) (14)2.2.5 置位与复位指令(SET/RST) (16)2.2.6 微分指令(PLS/PLF) (16)2.2.7 堆栈指令(MPS/MRD/MPP) (17)2.2.8 逻辑反、空操作与结束指令(INV/NOP/END) (18)2.3 梯形图编程规则 (19)3 刀库捷径方向选择刀具的PLC控制 (19)3.1 工艺要求及其相关硬件软件设计 (19)3.1.1 工艺要求 (19)3.1.2控制要求 (20)3.2流程图 (20)3.3 I/O分配 (21)3.4梯形图表示 (22)3.5 PLC程序工作原理 (26)4 FX2N在使用中应该注意的问题 (28)4.1 工作环境 (29)5 FX2N的故障诊断 (29)5.1电源指示([POWER]LED指示) (29)5.2出错指示 (30)5.2.1出错指示([EPROR]LED闪烁) (30)5.2.2出错指示([EPROR]LED灯亮) (30)5.3输入/输出指示 (30)5.3.1输入指示 (30)5.3.2输出指示 (30)结束语 (31)致谢 (32)参考文献 (33)前言数字控制是20世纪中期发展起来的一种自动控制技术,是用数字化信号进行控制的一种方法。
加工中心16刀刀库(盘式刀库)
加工中心16刀刀库(盘式刀库)刀库是自动换刀装置中最主要的部件之一,其容量、布局以及具体结构对加工中心的设计有很大影响。
刀库是在小型加工中心应用最为广泛,根据使用的场合和实际运用的要求,设计了相应的刀的圆盘式刀库,并且对它的控制进行了一定的研究。
论文首先对刀库总体设计方案进行阐述,阐述其各部件的工作原理,然后就刀库的结构设计与控制分章节对各个部分进行计算与设计。
刀库的结构设计是本文研究的重点,传动部分为蜗杆蜗轮的一种减速装置,对于该装置中的蜗杆、蜗轮以及相关的轴都进行了详细的计算;控制部分为刀库送刀部分,由液压控制和PLC控制完成。
第一章绪论本章首先从数控机床的发展历程引出加工中心的发展趋势,再具体到本次设计针对的刀库的任务要求,明确了本设计任务的主要内容。
1.1 引言1952年世界上出现了第一台数控机床,使多品种、中小批量的机械加工设备在柔性、自动化和效率上产生了巨大变革。
1958年第一台加工中心问世,它将多工序(铣、钻、镗、铰、攻丝等)加工集于一身;适应加工多品种和大批量的工件;增加机床功能(自动换刀、自动换工件、自动检测等),使自动化程度和加工效率上了一个新台阶;使无人化(或长时间无人操作)加工成为现实。
加工中心已成为柔性制造系统、计算机集成制造系统和自动化工厂的基本单元。
加工中心是数控机床的代表,是高新技术集成度高的典型机电一体化机械加工设备,受到世界各工业发达国家的高度重视,技术迅速发展,品种和数量大幅度增加,成为当今世界机械加工设备中最引人注目的一类产品。
1.2 加工中心简介1.2.1加工中心的发展简史1952年世界上出现第一台数控机床,使多品种、中小批量的机械加工设备在柔性、自动化和效率上产生了巨大变革。
它用易于修改的数控加工程序进行控制,因而比大批量生产重使用组合机床生产线和凸轮、开关控制的专用机床有更大的柔性,容易适应加工件品种的变化,进行多品种加工。
它用数控系统对机床的工艺功能、几何图形运动功能和辅助功能实行全自动的数字控制,因为有更高的自动化程度和加工效率,大大改变了中小批量生产中普通机床占整个机械加工70%~80%的状况。
加工中心盘式刀库自动换刀控制系统设计

De i n o u oma i o l h n e o to y t m or sg na t t t o a g r n r I s e f c ie c n e c c c s ma h n e t r
第5 期 2 1 年 5月 01
文章编号 :0 13 9 (0 )5 0 3— 3 10 — 9 7 2 1 0 — 1 7 0 1
机 械 设 计 与 制 造
Ma h n r De in c i ey sg & Ma u a t r n f cu e 17 3
加 工 中心盘 式刀库 自动换 刀控 制 系统设计 米
0々∽ 0 ∽ 0 ∽ ∽ ∽ '∽ ∽ 0々∽ 0 ∽ 6 ∽ ∽ ∽ 0'∞ 0 ∽ ● ∽ 0' ∽ 0 ∽ 々 0々∽ 60∽ : 5 0々 0 : ∽ ∽ 々 0 0 0 ∽ 0 ∽ o ∽ 0 ∽ 々 0 0 0 0 0 0 0 ∞ ∽ 6 e
中图分 类号 : H1 , P 7 +4 文献标 识码 : T 6T 2 1. A
1 引言
.
工中心几乎是空 白, 而机械加工业 、 小型模具的制造 、 工科 院校 、 技工学校等对小型加工 中心存在着大量的需求目 。为了填补市场 的空白, 台自主研发制作 的微型立式加工中心应运而生 。加工 本 中心工作 台采用 — y双向精密数控工作台 ; 以进行 X、 Z三 可 Y、 个方向的进给; 配装 自动换 刀系统 , 可以完成铣 、 、 、 、 、 钻 扩 铰 锪 攻 丝等多种加工工序 , 体积小 、 紧凑 , 结构 不但可满足本科实验教学 的需要 , 还能进行小型板类、 盘类 、 叉架类和箱体类等复杂零件 的 多品种 中小批量加工。 整体结构 , 如图 1 所示 。 加工中心的关键技 术在于 自动换刀系统装置 。 针对 自主研发制作的微型立式加工 中
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 绪论1.1数控加工中心自动换刀装置概述机床是制造机器的机器,机床工业的技术水平决定着装备制造业乃至整个国民经济的技术水平。
当今社会,数控机床几乎已经扩展到了所有加工领域,许多工厂为了适应产品的频繁更新、提高加工精度、降低生产成本、缩短产品交货周期和减轻劳动强度,在中等批量、甚至大批量生产中应用数控机床,并取得了良好的经济效益。
数控加工中心带有刀库和自动换刀装置,是能对工件按预定程序进行多工序加工的高度自动化的多功能的数字控制机床。
自动换刀装置(ATC)是加工中心的重要组成单元,其设计质量的好坏,直接影响加工中心的质量。
ATC由刀库和机械手组成,它的机构和运动复杂、性能要求高。
刀库的功能是储存刀具,并且按程序指令,把即将要用的刀具迅速、准确地送到换刀位置,因此刀库的位置、体积大小能否适合加工中心的整体设计,刀库的运动机构能否使刀库平稳运转并准确地停在换刀位置,运动过程有无干涉、卡死等现象,都是设计人员非常关心的问题。
机械手的功能是把刀库上的刀具送到主轴上,再把主轴上已用过的刀具送回刀库。
它的动作要求迅速而准确,所以对机构的结构、定位、运动、夹持力的大小等都有很高的要求,一旦有运动故障或定位、运动误差过大,都会造成换刀动作失败,掉刀。
当今时代,高速加工中心已成为加工行业未来的发展趋势。
高速功能部件如电主轴、高速丝杠和直线电动机的发展应用极大地提高了切削效率。
为了配合机床的高效率,作为加工中心的重要部件之一的自动换刀装置的高速化也相应成为高速加工中心的重要技术内容。
未来机床产业的发展,均以追求高速、高精度、高效率为目标。
随着切削速度的提高,切削时间的不断缩短,对换刀时间的要求也在逐步提高;换刀的速度已成为高等级机床的一项重要指标。
因此,对数控机床的刀库及其自动换刀装置的研究和发展有着重要的意义。
1.2国内外自动换刀装置设计的发展情况自动换刀系统是数控机床的重要组成部分。
刀具夹持元件的结构特性及它与机床主轴的联结方式,将直接影响机床的加工性能。
刀库结构形式及刀具交换装置的工作方式,则会影响机床的换刀效率。
自动换刀系统本身及相关结构的复杂程度,又会对整机的成本造价产生直接影响。
从换刀系统发展的历史来看,1956年日本富士通研究成功数控转塔式冲床,美国IBM 公司同期也研制成功了“APT”(刀具程序控制装置)。
1958年美国K&T公司研制出带ATC(自动刀具交换装置)的加工中心。
1967年出现了FMS(柔性制造系统)。
1978年以后,加工中心迅速发展,带有ATC装置,可实现多种工序加工的机床,步入了机床发展的黄金时代。
1983年国际标准化组织制定了数控刀具锥柄的国际标准,自动换刀系统便形成了统一的结构模式。
随着机械加工业的发展,制造行业对于带有自动换刀系统的高效高性能加工中心的需求量越来越大,在现有的各种类型的加工中心中,传统结构的自动换刀系统的造价在机床整机造价中总是占着很大比重,这是加工中心价格居高不下、应用不普遍的重要原因。
目前国内外数控机床自动换刀系统中,刀具、辅具多采用锥柄结构,刀柄与机床主轴的联结、刀具的夹紧放松机构及驱动方式几乎都采用同一种结构模式。
在现代数控机床上亦有采用弹簧夹头作为刀具的夹持元件,但机床的主轴结构、驱动方式仍然采用与上述锥柄刀具完全相同的结构形式。
采用这种结构模式,在实际数控加工中,尤其是在需要超高速主轴、主轴的径向、轴向尺寸都很小、没有足够的换刀空间的微细加工场合中实现自动换刀将会是很困难的,如果实施自动换刀将使机床成本大幅度提高。
金属切削机床的高速化已成为机床发展的重要方向之一,因此,快速换刀技术已经成为高速加工中心技术的重要组成部分。
新技术和新方法在不断地出现和改进,其目的只有一个,即在准确可靠的基础上,缩短换刀时间,全面提高高速加工中心的切削效率。
我国数控机床制造业起步较晚,而如今,各机床厂家正力图寻求走具有自主知识产权的发展道路,在引进与国外机床厂商合资合作的形式中,消化吸收,逐步掌握国外的先进技术,并把它融人到自己设计开发的思维中。
经过多年的努力,我国机床制造业通过与国外合作,技术引进以及国家组织攻关等方式,解决了一大批关键性技术,掌握了许多先进的设计手段与制造工艺,机床整体水平进步很大,与国外先进制造水平的差距正在缩小。
数控机床是主导性的机床产品,其发展受到国内外有关政府和工业企业界的高度重视,从而得以迅速发展。
1.3加工中心刀库的形式及特点刀库系统是提供自动化加工过程中所需的储刀及换刀需求的一种装置,其自动换刀机构可以储放多把刀具的刀库,从而大幅缩短加工时程,降低生产成本。
加工中心刀库的形式很多,结构各异,刀库的容量、布局,针对不同的机床,其形式也有所不同和结构也各不相同,最常用的有鼓轮式刀库、链式刀库。
1.3.1鼓轮式刀库图1.1鼓轮式刀库鼓轮式刀库也称圆盘式刀库,其刀具环形排列,呈盘状,这种刀库结构简单,适用于刀库容量较少的中小型加工中心,一般不超过32把刀具。
为了增加刀库空间利用率,可采用双环或多环排列的刀具的形式。
但鼓直径越大,转动惯量就增加,选刀时间也就越长。
图1.2鼓轮式刀库的取刀方式径向取刀形式( a )多用于使用斗笠式刀库的立式加工中心和使用角度布置的机械手换刀装置的加工中心;形式( b )应用比较广泛,可用于立式和卧式加工中心,换刀可用机械手或直接主轴移动式换刀。
由于从布局设计方面的考虑,鼓轮式刀库一般都采用侧向安装的结构形式,若用于机械手平行布置的加工中心时,刀库中的刀袋(座)通常在换刀工作位可作90 °翻转。
形式( c )适用于小型加工中心,但占有面积较大,刀库安装位置及刀库容量受限制,应用较少,但应用这种刀库可以减少机械手换刀动作,简化机械手结构;形式( d )为刀具轴线与鼓盘轴线成夹角为锐角的鼓轮式刀库,一般用于专用加工中心。
1.3.2转塔式刀库图1.3转塔式刀库如图1.3 a、b所示。
包括水平转塔头和垂直转塔头两种。
所有刀具固定在同一转塔上,无换刀臂,储刀数量有限,通常为6~8把。
一般仅用于轻便而简单的机型。
常见于车削中心和钻削中心。
在钻削中心储刀位置即主轴,其外部结构紧凑但内部构造复杂,精度要求高。
1.3.3链式刀库图1.4链式刀库如图1.4所示,包括单环链和多环链,链环形式可有多种变化,适用于刀库容量较大的场合,所占的空间小。
一般适用于刀具数在30~120把。
仅增加链条长度即可增加刀具数,可以不增加圆周速度,其转动惯量不像盘式刀库增加的那样大。
1.4 换刀装置的形式数控机床的自动换刀装置中,实现刀库与机床主轴之间传递和装卸刀具的装置称为换刀装置。
刀库换刀,按照换刀过程有无机械手参与,分成有机械手换刀和无机械手换刀两种情况。
有机械手的系统在刀库配置、与主轴的相对位置及刀具数量上都比较灵活,换刀时间短。
无机械手方式结构简单,只是换刀时间要长。
1.4.1 无机械手换刀无机械手换刀时,刀库中刀具存放方向与主轴平行,刀具放在主轴可到达位置换刀时,主轴箱移到刀库换刀位置上方,利用主轴Z向运动将加工用毕刀具插入刀库中要求的空位处,然后刀库中待换刀具转到待命位置。
主轴Z向运动将待用刀具从刀库中取出,并将刀具插人主轴。
由此可看出,必须首先将用过的刀具送回刀库,再从刀库中取出新刀具,这两个动作不能同时进行,因此换到时间较长。
1.4.2机械手换刀有机械手换刀的过程中,使用一个机械手将加工完毕的刀具从主轴中拔出,与此同时,另一机械手将在刀库中待命的刀具从刀库拔出,然后两者交换位置完成换刀过程。
采用机械手进行刀具交换的方式应用的最为广泛,这是因为机械手换刀有很大的灵活性,而且可以减少换到时间。
2 总体方案的确定2.1 刀库和换刀装置的功能及要求2.1.1功能刀库用来储存加工所需的刀具,而换刀装置用来从刀库调换加工过程中不同工序所需要的不同刀具。
随着自动化技术的发展,逐步发展和完善了各类刀具的自动更换装置,数控车床上采用电(液)换位自动刀架,有的还使用两个回转刀盘。
加工中心则进一步采用了刀库和换刀机械手,实现了大容量储存道具和自动交换道具的功能,这种刀库存放刀具的数量从几十把到上百把,自动交换道具的时间从几十秒减少到几秒甚至零点几秒。
使用这种刀库和换刀机械手组成的自动换刀装置,就成为加工中心的主要特征。
2.1.2基本要求(1)满足工艺要求。
机床依靠刀具和工件间相对运动形成工作表面,而加工工件表面、形状和表面位置多种多样,要求刀库上能够布置足够多的刀具,换到时间短,能够方便而正确地加工个工件表面。
为了实现在工件上一次安装中完成多工序加工,要求刀库可以方便地转位。
(2)保证足够的重复定位精度。
在刀库上安装刀具是还应能精确地调整刀具的位置,采用自动换刀装置时,应能保证刀具交换前后都能处于正确的位置,以保证刀具和工件间准确的相对位置。
而且精度保持性良好,以便长期保持刀具的正确位置。
(3)具有足够的刚度。
由于刀具的类型、尺寸各异,刀具在自动交换过程中方向变换较为复杂,因此刀库和换刀机械手都必须有足够的刚度,以使换刀过程平稳。
(4)提高可靠性。
由于自动换刀装置在机床工作过程中,使用频繁,所以必须充分重视它的可靠性。
(5)缩短换到时间。
刀库及其自动换刀装置是为了提高机床的自动化而设置的,因而它的换刀时间应尽可能缩短,以利于提高生产率。
(6)操作方便和安全。
换刀装置是工人经常操作的机床部件之一,因此它的操作是否方便和安全,往往是评价刀库设计好坏的指标。
2.2主要设计参数安装形式:侧挂式刀库刀具刀座数:24把最大刀具直径:40 mm换到时间:2.8秒(刀具到刀具)平均重量:7 kg刀盘最低转速:60 r/min主轴鼻端刀具形式:BT40根据刀具形式及最大刀具直径,采用单环排列方式排放,每把刀之间间隔10 mm,初选刀库直径为618 mm。
2.3 刀库和换刀装置设计方案加工中心与一般数控机床的显著区别是具有对零件进行多工序加工的能力,即能在一次装夹中自动完成铣、镗、钻、扩、铰、攻螺纹和内槽加工等。
其之所以有这种加工能力,就是因为它有一套自动换刀装置。
自动换刀装置是指能够自动完成主轴与刀具储存位置之间刀具交换的装置。
自动换刀装置的主要组成部分是刀库、机械手和驱动装置。
刀库的功能是存储刀并把下一把即将要用的刀具准确地送到换刀位置,供换刀机械手完成新旧刀具的交换。
当刀库容量大时,常远离主轴配置且整体移动不易,这就需要在主轴和刀库之间配置换刀机构来执行换刀动作。
完成此功能的机构包括送刀臂、摆刀站和换刀臂,总称为机械手。
具体来说,它的功能是完成刀具的装卸和在主轴头与刀库之间的传递。
驱动装置则是使刀库和机械手实现其功能的装置,一般由步进电机或液压(或气液机构) 或凸轮机构组成。
2.3.1刀库的传动方案刀盘采用轮辐式结构,仅仅决定这个是不够的,最重要的是刀盘直径、刀爪尺寸和夹块的设计。