质量管理体系模型NEW
质量管理体系模型

04
质量管理体系的实践应用
建立有效的质量管理体系
明确质量目标和期望
在建立质量管理体系前,组织需要明 确其质量目标和期望,以便为整个体 系提供方向。
制定质量管理计划
根据组织的目标和期望,制定详细的 质量管理计划,包括质量标准、流程 、方法和资源等。
设立质量管理小组
成立一个专门负责质量管理的团队, 负责监督、协调和实施质量管理体系 。
数字化转型与智能制造对质量管理体系的影响
数字化转型
数字化转型使得企业能够通过数据驱动 决策,实现质量管理的实时监控和预测 。它提高了质量管理的效率和准确性。
VS
智能制造
智能制造通过集成生产流程、供应链和产 品开发,提高了生产效率和产品质量。同 时,它使得企业能够实时监控生产过程, 及时发现和解决问题。
对改进措施的实施进行持续监测和评估, 以确保改进的有效性和对质量管理体系的 改进。
推动全员参与和质量文化培育
提高员工意识
通过培训和教育,提高员工对质量管理 的认识和意识,使其理解质量对组织的
重要性。
建立质量奖励机制
通过设立奖励机制,表彰在质量改进 方面做出突出贡献的员工和团队。
鼓励员工参与
鼓励员工参与到质量改进活动中来, 发挥员工的创造性和团队合作精神。
体系。
认证与监督
通过第三方认证和内部监督,确 保质量管理体系的符合性和实施
效果。
03
质量管理体系的过程
质量策划
确定组织的质量方针 、目标和职责,明确 质量管理的重点和方 向。
制定质量计划和措施 ,为质量控制、改进 和保证提供指导和支 持。
分析组织的质量现状 ,识别质量改进的需 求和机会。
质量控制
质量体系中英文缩写与含义

质量管理体系中英文缩写与其解释Abbreviations and their explanations 缩写与其解释Engineering 工程/ Process 工序(制程)4M&1E Man, Machine, Method, Material, Environment 人,机器,方法,物料,环境- 可能导致或造成问题的根本原因AI Automatic Insertion 自动插机ASSY Assembly 制品装配ATE Automatic Test Equipment 自动测试设备BL Baseline 参照点BM Benchmark 参照点BOM Bill of Material 生产产品所用的物料清单C&ED/CAED Cause and Effect Diagram 原因和效果图CA Corrective Action 解决问题所采取的措施CAD Computer-aided Design 电脑辅助设计.用于制图和设计3维物体的软件CCB Change Control Board 对文件的要求进行评审,批准,和更改的小组CI Continuous Improvement 依照短期和长期改善的重要性来做持续改善COB Chip on Board 邦定-线焊芯片到PCB板的装配方法.CT Cycle Time 完成任务所须的时间DFM Design for Manufacturability 产品的设计对装配的适合性DFMEA Design Failure Mode and Effect Analysis 设计失效模式与后果分析--在设计阶段预测问题的发生的可能性并且对之采取措施DFSS Design for Six Sigma 六西格玛(6-Sigma)设计-- 设计阶段预测问题的发生的可能性并且对之采取措施并提高设计对装配的适合性DFT Design for Test 产品的设计对测试的适合性DOE Design of Experiment 实验设计-- 用于证明某种情况是真实的DPPM Defective Part Per Million 根据一百万件所生产的产品来计算不良品的标准DV Design Verification / Design Validation 设计确认ECN Engineering Change Notice 客户要求的工程更改或内部所发出的工程更改文件ECO Engineering Change Order 客户要求的工程更改ESD Electrostatic Discharge 静电发放-由两种不导电的物品一起摩擦而产生的静电可以破坏ICs和电子设备FI Final Inspection 在生产线上或操作中由生产操作员对产品作最后检查F/T Functional Test 测试产品的功能是否与所设计的一样FA First Article / Failure Analysis 首件产品或首件样板/ 产品不良分析FCT Functional Test 功能测试-检查产品的功能是否与所设计的一样FFF Fit Form Function 符合产品的装配,形状和外观及功能要求FFT Final Functional Test 包装之前,在生产线上最后的功能测试FMEA Failure Mode and Effect Analysis 失效模式与后果分析-- 预测问题的发生可能性并且对之采取措施FPY First Pass Yield 首次检查合格率FTY First Test Yield 首次测试合格率FW Firmware 韧体(软件硬化)-控制产品功能的软件HL Handload 在波峰焊接之前,将PTH元件用手贴装到PCB上,和手插机相同I/O Input / Output 输入/ 输出iBOM Indented Bill of Material 内部发出的BOM(依照客户的BOM)ICT In-circuit Test 线路测试-- 用电气和电子测试来检查PCBA短路,开路,少件,多件和错件等等不良IFF Information Feedback Form 情报联络书-反馈信息所使用的一种表格IR Infra-red 红外线KPIV Key Process Input Variable 主要制程输入可变因素-在加工过程中,所有输入的参数/元素,将影响制成品的质量的可变因素KPOV Key Process Output Variable 主要制程输出可变因素-在加工过程中,所有输出的结果,所呈现的产品品质特征。
ISO14000基本知识123(new)

1、 什么是ISO14000?它与ISO9000有什么不同? ISO14000是1996年9月国际标准化组织颁发的一套环境管理体系,而ISO9000是 一套质量管理体系。 2、 质量方针:准确理解、跟进和传达客户需求,全员参与,致力于做对第一次和 每一次,持续改进,以最合理的成本满足客户的要求。 3、 环境方针:遵守环境法律法规,预防减少环境污染,全员参与节能降耗,持续 改进环管体系,建设环保花园工厂,创建企业绿色品牌。 4、 环境因素:一个组织的活动、产品或服务中能与环境发生相互作用的要素。重 大环境因素是指具有或能够产生重大环境影响的环境因素。
8、 化学危险品分为8类,我司常用的有3类(易燃液体)、6类(有毒品),能正确 8、 化学危险品分为8类,我司常用的有3类(易燃液体)、6类(有毒品),能正确 识别3类(如酒精、天那水、油、胶水等)、6类(农药、干燥剂等)物品,并 识别3类(如酒精、天那水、油、胶水等)、6类(农药、干燥剂等)物品,并 能掌握相应的MSDS。 能掌握相应的MSDS。 9、 化学危险品MSDS通用内容是:1、严禁烟火,2、发生火灾时用灭火器,3、是有 9、 胶水(油)MSDS四点通内容是:1、严禁烟火,2、发生火灾时用灭火器,3、是 毒物品,4、接触到皮肤或眼睛时,马上用清水清洗,必要时送医院治疗。 有毒物品,4、接触到皮肤或眼睛时,马上用清水清洗,必要时送医院治疗。 10、 对应环境方针说说自己的理解 ★遵守相关环境法律法规,如遵守化学危险品管理和废弃管理等法规。 ★持续改进----如洗车水处理,噪声治理、对供应商施加影响等。 ★污染预防----废物分类处置、建设环境花园工厂等。 ★节能降耗----节电、纸、油,包装物回收等。 11、 为什么要实施ISO14000认证? ★有利于消除贸易壁垒,取得产品通往市场的绿色通行证。 ★有利于企业守法、推行清洁生产、提高环境管理水平。 ★有利于企业员工提高环境意识,减少环境风险,改善企业的公共关系。 10、 对应环境方针说说自己的理解 ★遵守相关环境法律法规,如遵守化学危险品管理和废弃管理等法规。 ★持续改进----如洗车水处理,噪声治理、对供应商施加影响等。 ★污染预防----废物分类处置、建设环境花园工厂等。 ★节能降耗----节电、纸、油,包装物回收等。 11、 为什么要实施ISO14000认证? ★有利于消除贸易壁垒,取得产品通往市场的绿色通行证。 ★有利于企业守法、推行清洁生产、提高环境管理水平。 ★有利于企业员工提高环境意识,减少环境风险,改善企业的公共关系。
质量体系中英文缩写与含义
质量管理体系中英文缩写与其解释Abbreviations and their explanations 缩写与其解释Engineering 工程/ Process 工序(制程)4M&1E Man, Machine, Method, Material, Environment 人,机器,方法,物料,环境- 可能导致或造成问题的根本原因AI Automatic Insertion 自动插机ASSY Assembly 制品装配ATE Automatic Test Equipment 自动测试设备BL Baseline 参照点BM Benchmark 参照点BOM Bill of Material 生产产品所用的物料清单C&ED/CAED Cause and Effect Diagram 原因和效果图CA Corrective Action 解决问题所采取的措施CAD Computer-aided Design 电脑辅助设计.用于制图和设计3维物体的软件CCB Change Control Board 对文件的要求进行评审,批准,和更改的小组CI Continuous Improvement 依照短期和长期改善的重要性来做持续改善COB Chip on Board 邦定-线焊芯片到PCB板的装配方法.CT Cycle Time 完成任务所须的时间DFM Design for Manufacturability 产品的设计对装配的适合性DFMEA Design Failure Mode and Effect Analysis 设计失效模式与后果分析--在设计阶段预测问题的发生的可能性并且对之采取措施DFSS Design for Six Sigma 六西格玛(6-Sigma)设计-- 设计阶段预测问题的发生的可能性并且对之采取措施并提高设计对装配的适合性DFT Design for Test 产品的设计对测试的适合性DOE Design of Experiment 实验设计-- 用于证明某种情况是真实的DPPM Defective Part Per Million 根据一百万件所生产的产品来计算不良品的标准DV Design Verification / Design Validation 设计确认ECN Engineering Change Notice 客户要求的工程更改或内部所发出的工程更改文件ECO Engineering Change Order 客户要求的工程更改ESD Electrostatic Discharge 静电发放-由两种不导电的物品一起摩擦而产生的静电可以破坏ICs和电子设备FI Final Inspection 在生产线上或操作中由生产操作员对产品作最后检查F/T Functional Test 测试产品的功能是否与所设计的一样FA First Article / Failure Analysis 首件产品或首件样板/ 产品不良分析FCT Functional Test 功能测试-检查产品的功能是否与所设计的一样FFF Fit Form Function 符合产品的装配,形状和外观及功能要求FFT Final Functional Test 包装之前,在生产线上最后的功能测试FMEA Failure Mode and Effect Analysis 失效模式与后果分析-- 预测问题的发生可能性并且对之采取措施FPY First Pass Yield 首次检查合格率FTY First Test Yield 首次测试合格率FW Firmware 韧体(软件硬化)-控制产品功能的软件HL Handload 在波峰焊接之前,将PTH元件用手贴装到PCB上,和手插机相同I/O Input / Output 输入/ 输出iBOM Indented Bill of Material 内部发出的BOM(依照客户的BOM)ICT In-circuit Test 线路测试-- 用电气和电子测试来检查PCBA短路,开路,少件,多件和错件等等不良IFF Information Feedback Form 情报联络书-反馈信息所使用的一种表格IR Infra-red 红外线KPIV Key Process Input Variable 主要制程输入可变因素-在加工过程中,所有输入的参数/元素,将影响制成品的质量的可变因素KPOV Key Process Output Variable 主要制程输出可变因素-在加工过程中,所有输出的结果,所呈现的产品品质特征。
质量管理体系文件编制
质量管理体系文件编的目的和范围
(2)职责
n 确定工作的主管部门和相关部门
(3)控制要求及方法
n 要素实施的具体工作程序、方法和要求
(4)相关文件
o QMS程序是组织开展质量管理工作的基础性文件,是环 质量手册的支持性文件,是质量手册中原则性要求的进 一步开展和落实,必须以质量手册为依据。
质量管理体系文件编制
QMS程序的结构
组织编制的EMS程序应按统一的表达形式 进行陈述,一般可以考虑:
o 1、目的
o 2、范围 o 3、术语(需要时) o 4、职责 o 5、工作程序 o 6、相关/支持性文件 o 7、记录表格
质量管理体系文件编制
QMS程序的章节内容要点(I)
o 目的,说明程序的控制目的、控制要求; o 范围,程序所规定的内容和所涉及的控制范围; o 术语,说明与程序有关的术语及其定义; o 职责,规定实施该程序的主管部门/人员的职责以
及各相关部门/人员的职责; o 相关/支持性文件,应列出与本程序有关的相关文
质量管理体系文件编制
2020/12/18
质量管理体系文件编制
文件化的必要性和重要性
o 质量管理体系是个文件化的体系。建立体 系的过程,就是结合组织性质和特点将标 准具体化为组织的质量管理体系文件的过 程
o 按标准要求建立的体系文件是组织实施质 量管理的规范,是企业内部法规,对所有 员工来说都是强制性的。
质量管理体系文件编制
编制要求 o 按照流程的顺序进行 o 考虑支持的流程 o 理顺所有文件或流程的接口关系
质量管理体系文件编制
编制要求
质量管理体系中英文缩写与其解释.docx

质量管理体系中英文缩写与其解释Engineering 工程 / Process工序(制程)Man, Machine, Method, Material,人,机器,方法,物料,环境- 可能导4M&1EEnvironment致或造成问题的根本原因AIAutomatic Insertion自动插机ASSYAssembly制品装配ATEAutomatic Test Equipment自动测试设备BLBaseline参照点BMBenchmark参照点BOMBill of Material生产产品所用的物料清单C&ED/CCause and Effect Diagram原因和效果图AEDCACorrective Action解决问题所采取的措施电脑辅助设计 .用于制图和设计 3 维物体CADComputer-aided Design的软件对文件的要求进行评审,批准,和更改CCBChange Control Board的小组依照短期和长期改善的重要性来做持续CIContinuous Improvement改善COBChip on Board邦定 -线焊芯片到 PCB 板的装配方法 . CTCycle Time完成任务所须的时间DFMDesign for Manufacturability产品的设计对装配的适合性设计失效模式与后果分析--在设计阶段Design Failure Mode and Effect DFMEA预测问题的发生的可能性并且对之采取Analysis措施六西格玛 (6-Sigma)设计 -- 设计阶段预DFSSDesign for Six Sigma测问题的发生的可能性并且对之采取措施并提高设计对装配的适合性DFTDesign for Test产品的设计对测试的适合性实验设计 -- 用于证明某种情况是真实DOEDesign of Experiment的根据一百万件所生产的产品来计算不良DPPMDefective Part Per Million品的标准Design Verification / DesignDV设计确认Validation客户要求的工程更改或内部所发出的工ECNEngineering Change Notice程更改文件ECOEngineering Change Order客户要求的工程更改静电发放 -由两种不导电的物品一起摩ESDElectrostatic Discharge擦而产生的静电可以破坏ICs 和电子设备在生产线上或操作中由生产操作员对产FIFinal Inspection品作最后检查F/TFunctional Test测试产品的功能是否与所设计的一样FAFirst Article / Failure Analysis首件产品或首件样板 / 产品不良分析功能测试 -检查产品的功能是否与所设FCTFunctional Test计的一样符合产品的装配,形状和外观及功能要FFFFit Form Function求FFTFinal Functional Test包装之前,在生产线上最后的功能测试失效模式与后果分析 -- 预测问题的发FMEAFailure Mode and Effect Analysis生可能性并且对之采取措施FPYFirst Pass Yield首次检查合格率FTYFirst Test Yield首次测试合格率FWFirmware韧体(软件硬化) -控制产品功能的软件在波峰焊接之前,将PTH 元件用手贴装HLHandload到 PCB 上,和手插机相同I/OInput / Output输入 / 输出iBOMIndented Bill of Material内部发出的 BOM (依照客户的 BOM )线路测试 -- 用电气和电子测试来检查ICTIn-circuit TestPCBA 短路,开路,少件,多件和错件等等不良情报联络书 -反馈信息所使用的一种表IFFInformation Feedback Form格IRInfra-red红外线主要制程输入可变因素 -在加工过程中,KPIVKey Process Input Variable所有输入的参数 /元素,将影响制成品的质量的可变因素主要制程输出可变因素 -在加工过程中,KPOVKey Process Output Variable所有输出的结果,所呈现的产品品质特征。
质量管理体系过程关系图new
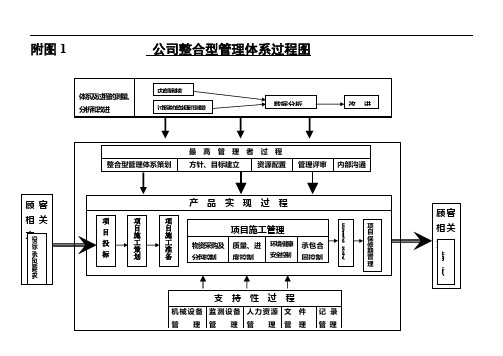
附图1 公司整合型管理体系过程图
最高管理者过程
整合型管理体系策划方针、目标建立资源配置管理评审内部沟通
产品实现过程
支持性过程
机械设备管理监测设备
管理
人力资源
管理
文件
管理
记录
管理
体系及过程的测量、分析和改进内部审核
过程的监视和测量数据分析改进
项目投标项
目
施
工
策
划
项
目
施
工
准
备
顾客
相关方
投标承包要求
项目施工管理
物资采购及
分包控制
质量、进
度控制
环境/健康
安全控制
承包合
同控制
项
目
竣
工
验
收
项
目
保
修
期
管
理
顾客
相关
方
满
意。
质量管理体系中英文缩写与其解释

质量管理体系中英文缩写与其解释Engineering 工程/ Process 工序(制程)4M&1E Man, Machine, Method, Material,Environment 人,机器,方法,物料,环境- 可能导致或造成问题的根本原因AI Automatic Insertion 自动插机ASSY Assembly 制品装配ATE Automatic Test Equipment 自动测试设备BL Baseline 参照点BM Benchmark 参照点BOM Bill of Material 生产产品所用的物料清单C&ED/CAEDCause and Effect Diagram 原因和效果图CA Corrective Action 解决问题所采取的措施CAD Computer-aided Design 电脑辅助设计.用于制图和设计3维物体的软件CCB Change Control Board 对文件的要求进行评审,批准,和更改的小组CI Continuous Improvement 依照短期和长期改善的重要性来做持续改善COB Chip on Board 邦定-线焊芯片到PCB板的装配方法. CT Cycle Time 完成任务所须的时间DFM Design for Manufacturability 产品的设计对装配的适合性DFMEA Design Failure Mode and EffectAnalysis 设计失效模式与后果分析--在设计阶段预测问题的发生的可能性并且对之采取措施DFSS Design for Six Sigma 六西格玛(6-Sigma)设计-- 设计阶段预测问题的发生的可能性并且对之采取措施并提高设计对装配的适合性DFT Design for Test 产品的设计对测试的适合性DOE Design of Experiment 实验设计-- 用于证明某种情况是真实的DPPM Defective Part Per Million 根据一百万件所生产的产品来计算不良品的标准DV Design Verification / DesignValidation设计确认ECN Engineering Change Notice 客户要求的工程更改或内部所发出的工程更改文件ECO Engineering Change Order 客户要求的工程更改ESD Electrostatic Discharge 静电发放-由两种不导电的物品一起摩擦而产生的静电可以破坏ICs和电子设备FI Final Inspection 在生产线上或操作中由生产操作员对产品作最后检查F/T Functional Test 测试产品的功能是否与所设计的一样FA First Article / Failure Analysis 首件产品或首件样板/ 产品不良分析FCT Functional Test 功能测试-检查产品的功能是否与所设计的一样FFF Fit Form Function 符合产品的装配,形状和外观及功能要求FFT Final Functional Test 包装之前,在生产线上最后的功能测试FMEA Failure Mode and Effect Analysis 失效模式与后果分析-- 预测问题的发生可能性并且对之采取措施FPY First Pass Yield 首次检查合格率FTY First Test Yield 首次测试合格率FW Firmware 韧体(软件硬化)-控制产品功能的软件HL Handload 在波峰焊接之前,将PTH元件用手贴装到PCB上,和手插机相同I/O Input / Output 输入/ 输出iBOM Indented Bill of Material 内部发出的BOM(依照客户的BOM)ICT In-circuit Test 线路测试-- 用电气和电子测试来检查PCBA短路,开路,少件,多件和错件等等不良IFF Information Feedback Form 情报联络书-反馈信息所使用的一种表格IR Infra-red 红外线KPIV Key Process Input Variable 主要制程输入可变因素-在加工过程中,所有输入的参数/元素,将影响制成品的质量的可变因素KPOV Key Process Output Variable 主要制程输出可变因素-在加工过程中,所有输出的结果,所呈现的产品品质特征。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
两处信息流,均为双向,说明这些沟通都是双向进行的:
(1)了解顾客及相关方要求,并就有关要求进行沟通,目的是为了确保这些要求得到识别、理解和满足;该沟通可包括组织质量宗旨、质量价值观、质量体系的展示,以增加顾客信任,是质量保证范畴;向顾客介绍组织的组织结构和职能、流程,方便顾客快速、有效的反馈信息。
(2)了解顾客及相关方满意程度,并就有关信息进行沟通,是为了明确改进方向,并将有关改进告知相关方,增进相关方满意程度。
注:ISO9001标准中,两侧均为“顾客”,无其他相关方,说明依据9001标准建立的质量管理体系,其首要宗旨是为了确保最终顾客满意,并以由此带来的销量增加、利润提高等,来带动其他相关方的满意度提高。
关注其他相关方的要求及满意程度,是ISO9000标准的建议,是全面质量管理的体现。