翻盖手机的后壳(Base Rear)零件图
常用手机材料分析

手机壳体材料选择手机模具造价昂贵,产品所用的材料价格也不菲;手机中壳体的作用:是整个手机的支承骨架;对电子元器件定位及固定;承载其他所有非壳体零部件并限位。
壳体通常由工程塑料注塑成型。
1、壳体常用材料(matrial)ABS:高流动性,便宜,适用于对强度要求不太高的部件(不直接受到冲击,不承受可靠性测试中结构耐久性测试的部件),如手机内部的支撑架(Keypad frame,LCD frame)等。
还有就是普遍用在要电镀的部件上(如按钮,侧键,导航键,电镀装饰件等)。
目前常用奇美PA-727,PA757等。
PC+ABS:流动性好,强度不错,价格适中。
适用于绝大多数的手机外壳,只要结构设计比较优化,强度是有保障的。
较常用GE CYCOLOY C1200HF。
PC:高强度,贵,流动性不好。
适用于对强度要求较高的外壳(如翻盖手机中与转轴配合的两个壳体,不带标准滑轨模块的滑盖机中有滑轨和滑道的两个壳体等,目前指定必须用PC材料)。
较常用GE LEXAN EXL1414和Samsung HF1023IM。
2、在材料的应用上需要注意以下两点:避免一味减少强度风险,什么部件都用PC料而导致成型困难和成本增加;在对强度没有完全把握的情况下,模具评审Tooling Review时应该明确告诉模具供应商,可能会先用PC+ABS生产T1的产品,但不排除当强度不够时后续会改用PC料的可能性。
这样模具供应商会在模具的设计上考虑好收缩率及特殊部位的拔模角。
通常外壳都是由上、下壳组成,理论上上下壳的外形可以重合,但实际上由于模具的制造精度、注塑参数等因素的影响,造成上、下外形尺寸大小不一致,即面刮(面壳大于底壳)或底刮(底壳大于面壳)。
可接受的面刮<0.15mm,可接受底刮<0.1mm。
在无法保证零段差时,尽量使产品的面壳大于底壳。
一般来说,面壳因有较多的按键孔,成型缩水较大,所以缩水率选择较大,一般选0.5%。
底壳成型缩水较小,所以缩水率选择较小,一般选0.4%,即面壳缩水率一般比底壳大0.1%。
三星拆装图

5.拆卸和重新组装5.1拆卸通用注意事项拆卸和重新组装部件时必须格外小心电缆与运动零件非常接近所以必须正确布线拆除部件时在拆除步骤中弄乱的电缆必须尽量恢复原位从本机拆卸部件前请注意受影响的电缆的布线情况无论何时维修本机必须按下列步骤进行1检查确认存储器中未存有文件 2拆卸部件前必须拆除墨盒 3拔下电源线4使用平整和干净的表面 5只可用允许使用的部件更换 6不可对塑料部件用力 7 必须保证所有部件置于原位 松开塑料锁扣许多零件用塑料锁扣固定到位锁扣很容易断裂应小心松开锁扣如欲拆除这些零件应按下锁扣的钩端从锁扣锁定的零件脱开5.2多用托盘1.打开前盖2.松开墨盒3.抓住多用托盘并朝箭头方向推多用托盘5.3拾取辊1.在拆除拾取辊之前应该拆除-多用托盘参照5.22.如欲更换拾取海绵一边按下拾取外壳B 两侧的钩了一边拉开拾取外壳U5.4前盖1.打开前盖2.如欲拆除前盖首先朝箭头方向左侧用轻微的压力拉前盖右侧下面的部分5.5纸盒托盘1.打开纸盒托盘2.如下图所示如欲拆除纸盒托盘一边按住本机左侧一边用轻微的压力朝箭头方向提起旋钮5.6后盖1.拆除紧固后盖的四个螺钉并拆除后盖2.打开卡紧盖3.如下图所示如欲拆除后盖必须保证右电源开关不会卡住4.必要时如下图所示朝箭头方向拆除卡紧盖5.7右盖1.在拆除右盖之前应该拆除 -前盖参照5.4 -后盖参照5.62.拆除紧固右盖的一个螺钉3.如下图所示对右盖背部轻轻用力并朝箭头方向向右侧推右盖5.8左盖1.在拆除左盖之前应该拆除 -前盖参照5.4 -后盖参照5.62.拆除紧固左盖的一个螺钉3.如下图所示对左盖背部轻轻用力并朝箭头方向向左侧推左盖4.从主印刷电路板组件拔下扬声器连接器5.必要时拆除紧固扬声器的两个螺钉并拆除扬声器5.9扫描组件1.在拆除扫描组件之前应该拆除-后盖参照5.6-右盖参照5.7-左盖参照5.82.从中盖拆除两个螺钉并拆除紧固接地电缆的螺钉3.如下图所示拔下三个连接器ADF扫描电动机OPE4.如下图所示朝箭头方向松开扫描组件5.10 ADF 外壳1.在拆除ADF外壳之前应该拆除 -扫描组件参照5.92.如下图所示打开ADF 外壳并将一字形螺丝刀插入槽中并从压盘外壳和ADF外壳拆除合页盖3.从压盘外壳拆除ADF 外壳此时如下图所示小心从压盘外壳松开ADF电动机线束4.拆除紧固ADF 组件的两个螺钉并拆除ADF组件此时如下图所示小心从压盘盖松开ADF 电动机线束5.必要时如下图所示拆除紧固TX 码纸板组件的两个螺钉并拆除码纸板组件6.如下图所示打开敞开盖并朝箭头方向拆除敞开盖7.如下图所示拉衬套然后旋转衬套直到转到槽为止然后提起拾取组件8.如下图所示拆除紧固上ADF 的两个螺钉并将一字形螺丝刀插入槽中并拆除上ADF9.如下图所示从ADF 印刷电路板组件拔下连接器拆除紧固ADF 电动机外壳的四个螺钉并朝箭头方向拆除ADF电动机外壳5.11 OPE 组件*当拆卸和组装SCX-4321时请参照本步骤1.如下图所示打开ADF 外壳并将一字形螺丝刀插入开缝中并从压盘外壳拆除OPE 组件2.如下图所示拔下三个连接器电池OPE 全部传感器3.拆除紧固OPE 印刷电路板组件的五个螺钉并拆除OPE 印刷电路板组件4.如下图所示松开接触橡胶5.如下图所示松开按键5.12压盘外壳1.在拆除压盘外壳之前应该拆除 -扫描组件参照5.9 -ADF外壳参照5.10 -OPE 组件参照5.112.如下图所示从上扫描组件拆除五个螺钉并从下扫描组件拆除上扫描组件3.取出电池4.如下图所示朝箭头方向推支座并拆除皮带同时取出CIS5.从CIS松开皮带和扁平电缆6.拆除紧固扫描电动机组件的两个螺钉并拆除扫描电动机组件7.必要时拆除紧固扫描电动机的两个螺钉并拆除扫描电动机8.如下图所示使用一字形螺丝刀拆除整个传感器5.13中盖1.拆除中盖之前应该拆除 -扫描组件参照5.92.如下图所示拆除紧固中盖的五个螺钉3.如下图所示小心从主印刷电路板组件松开中盖4.必要时取出码纸板5.14 HVPS1.拆除HVPS 之前应该拆除 -扫描组件参照5.9 -中盖参照5.132.拆除紧固护板的三个螺钉并拆除护板3.如下图所示拆除紧固HVPS 的三个螺钉并随HVPS 接地板一起拆除HVPS4.从HVPS拔下连接器5.15主印刷主印刷电路板组件电路板组件1.在拆除主印刷电路板组件之前,应该拆除 -扫描组件参照5.9 -中盖参照5.132.如下图所示从主印刷电路板组件拔下所有连接器3.拆除紧固主印刷电路板组件的六个螺钉并拆除主印刷电路板组件5.16 RX 驱动装置1.在拆除RX驱动装置之前应该拆除 -扫描组件参照5.9 -中盖参照5.13-主印刷电路板组件参照5.152.必要时如下图所示拆除两个支架端口主印刷电路板组件和接地板3.如下图所示拆除紧固引擎板的两个螺钉并拆除紧固机架的六个螺钉然后朝箭头方向拆除RX 驱动装置4.如下图所示拆除连接器5.如下图所示从机架松开四个齿轮RDCN OPC 定影单元进纸6.拆除紧固电动机支架的四个螺钉并拆除电动机支架然后拆除紧固电动机的两个螺钉并拆除电动机5.17定影单元1.拆除定影单元之前应该拆除 -扫描组件参照5.9 -中盖参照5.132.如下图所示从SMPS 和主印刷电路板组件拔下两个连接器3.如下图所示拆除紧固定影单元的四个螺钉并拆除定影单元4.如下图所示朝箭头方向拆除出纸动作中杆5.如下图所示拆除安全中盖6.如下图所示拆除出纸导向中盖7.如下图所示朝附到F/下出纸辊和出纸齿轮DRV17上的箭头的方向旋转支座主辊FR 辊F/下支座弹簧同时弹出注意如果未遵循上述说明弹簧将弹出推动机架组件内的主辊FR 辊F/下支座8.拆除紧固加热盖的两个螺钉并拆除加热盖9.如下图所示取出恒温器然后松开CFB 线束10.拆除紧固线束的螺钉并拆除线束然后如下图所示取出热敏电阻11.如下图所示从卤素灯松开CBF 线束并拆除紧固卤素灯的两个螺钉12.拆除紧固中盖的两个螺钉并拆除中盖13.如下图所示朝箭头方向取出卤素灯维修手册三星电子5.18引擎板LIU PBASMPS1.在拆除引擎板之前应该拆除 -扫描组件参照5.9 -中盖参照5.132.从SMPS 和LIU 印刷电路板组件拔下所有连接器3.如下图所示拆除紧固引擎板的六个螺钉并松开线束然后小心从进纸传感器致动器杆松开引擎板4.当只拆除SMPS 时首先拆除后盖参照5.6拔下定影单元连接器并拆除紧固SMPS 的六个螺钉然后如下图所示从主印刷电路板组件拔下连接器并小心松开SMPS5.当只拆除LIU 印刷电路板组件时首先拆除后盖参照5.6并拆除紧固LIU 印刷电路板组件的两个螺钉然后如下图所示从主印刷电路板组件拔下连接器并松开LIU印刷电路板组件维修手册 三星电子5.19激光扫描器1 拆除激光扫描器之前应该拆除-扫描组件参照5.9 -中盖参照5.132 除紧固激光扫描器的三个螺钉并拆除激光扫描器然后从激光扫描器拔下两个连接器维修手册三星电子5.20纸张路径机架1 拆除纸张路径机架之前应该拆除-扫描组件参照5.9 -中盖参照5.13-定影单元参照5.17 -引擎板参照5.182.下图所示拆除紧固纸张路径机架的四个螺钉并朝箭头方向拆除该机架3.如下图所示从机架拆除转印辊4.如下图所示拆除紧固多用电磁线圈的螺钉并拆除该电磁线圈。
手机图档名称规范
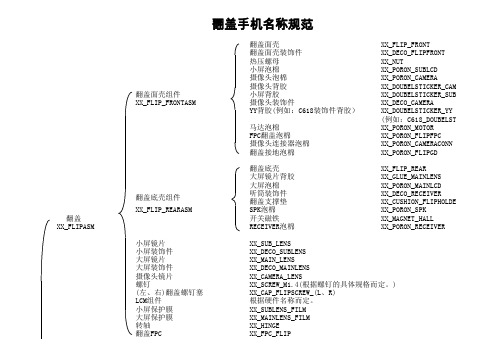
电池壳 XX_BATTERY_COVER
电池 XX_BATTERY
电芯 电芯保护板 电池铜片 电池框 电池标贴
XX_BATTERY_CELL XX_BATTERY_PCB XX_BATTERY_CONNMETAL XX_BATTERY_HOLDER XX_BATTERY_LABEL
备注:1、表中XX代表手机型号。 2、表中YY代表单个零件。 3、PDA机:如果是翻盖PDA机,命名规则按照翻盖机;如果是直板PDA机,命名规则按照直板机。
翻盖底壳 大屏镜片背胶 大屏泡棉 听筒装饰件 翻盖支撑垫 SPK泡棉 开关磁铁 RECEIVER泡棉
XX_FLIP_REAR XX_GLUE_MAINLENS XX_PORON_MAINLCD XX_DECO_RECEIVER XX_CUSHION_FLIPHOLDER XX_PORON_SPK XX_MAGNET_HALL XX_PORON_RECEIVER
XX_SUB_LENS XX_DECO_SUBLENS XX_MAIN_LENS XX_DECO_MAINLENS XX_CAMERA_LENS XX_SCREW_M1.4(根据螺钉的具体规格而定。) XX_CAP_FLIPSCREW_(L、R) 根据硬件名称而定。 XX_SUBLENS_FILM XX_MAINLENS_FILM XX_HINGE XX_FPC_FLIP
4.中文名为工程图档名称和电子文件名,英文名为3D图档文件名
R_CAMERA R_SUBLENS BELSTICKER_DECO)
HOLDER
FRONT SHOULDER HOLDER
RYLOCK
备注:此项为 外置天线。
备注:此项为 内置天线。
备注:此项为 整体式电池。
翻盖手机结构设计指引

教你如何自己动手组装一台手机(doc 32页)(正式版)
自己动手组装一台手机分享到:1楼(本文转自PConline)通俗点说,手机制造在深圳这个世界加工厂就像炒菜一样平常,因为比邻生产基地,深圳华强北手机市场也是最特别最好玩的市场。
深圳华强北各种零配件齐全,在市场上买回来一堆零配件自己装上就可以使用,例如想要组装一部品牌机,无论原装还是本地产的替换部件几乎都可以买到。
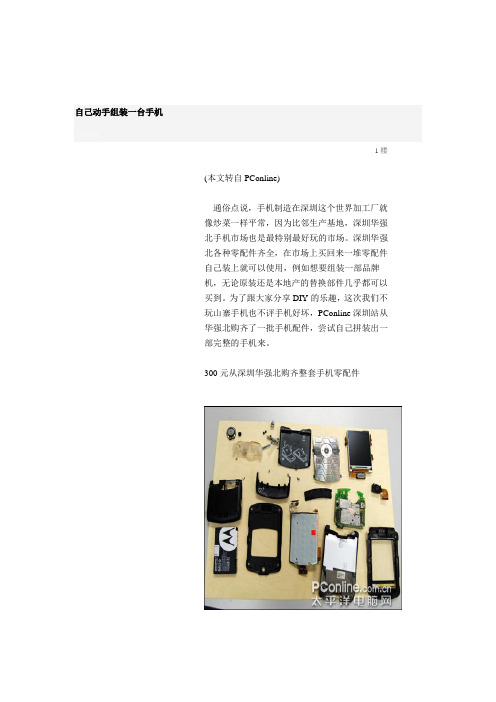
为了跟大家分享DIY的乐趣,这次我们不玩山寨手机也不评手机好坏,PConline深圳站从华强北购齐了一批手机配件,尝试自己拼装出一部完整的手机来。
300元从深圳华强北购齐整套手机零配件2楼从以上的购齐的手机零配件特写图中,大家可以猜到我们想要拼装什么手机呢?眼力好的朋友相信应该知道上面的是摩托罗拉的一部手机!没错,我们要拼装的正是摩托罗拉V3,这部手机曾是一代经典机型,选择这部手机,一方面因为摩拉V3已经完全停产,市面上不可能买到新的原装配件,我们购置的全是国人产的或组装加工的配件(一般主控芯片等重要单元还是需要对外预订的,但一般电路板、外壳、屏幕、电池我们国人都可以产),选择V3另一个原因就是他是几年前的机型,产品组件已经非常成熟,成本也相对低廉,以上配件成本我们只花了300元(据了解,批量购买成套只要250元),完全发挥国人DIY精神:用最低成本实现最高性价比。
介绍完我们的“意图”之后,下面我们要动手尝试了,究竟300块钱买来的全国人产的配件能否拼装出一部完整手机,拼出来后又能不能正常开机使用呢?说多没用,我们一把螺丝刀、一把镊子,开始动手吧……拼装之前,我们必须对手机各个零配件有清楚了解,弄清楚各个组成模块和拼装方式,我们才能更有把握完整拼装出一部手机!手机外壳——面部3楼手机外壳一般是一套一套购买,品种也丰富多样,有高仿壳、原装壳、二手喷漆壳,当然原装壳最贵质量也比较好,二手喷漆壳跟高仿壳价格差不多,但是外壳材质跟原装一样,只是表面被翻新过。
考虑到成本问题,编者最后选择了原装二手喷漆壳,一般的新手也看不出是喷漆的。
手机模具及结构工艺

公司: 深圳市东恒源科技有限公司主营: 深圳手机壳厂,深圳手机外壳制作,手机壳生产厂家,塑胶模具制造价格: 面议发布人: 杨隆江时间: 2010-7-7邮件: ylj-cnc@电话: 0755-手机:地址:深圳市宝安区沙井镇大王山第二工业区12,15,16栋手机模具造价昂贵,产品所用的材料价格也不菲;手机中壳体的作用:是整个手机的支承骨架;对电子元器件定位及固定;承载其他所有非壳体零部件并限位。
壳体通常由工程塑料注塑成型。
1、壳体常用材料(matrial)ABS:高流动性,便宜,适用于对强度要求不太高的部件(不直接受到冲击,不承受可靠性测试中结构耐久性测试的部件),如手机内部的支撑架(Keypad frame,LCD frame)等。
还有就是普遍用在要电镀的部件上(如按钮,侧键,导航键,电镀装饰件等)。
目前常用奇美PA-727,PA757等。
PC+ABS:流动性好,强度不错,价格适中。
适用于绝大多数的手机外壳,只要结构设计比较优化,强度是有保障的。
较常用 GE CYCOLOY C1200HF。
PC:高强度,贵,流动性不好。
适用于对强度要求较高的外壳(如翻盖手机中与转轴配合的两个壳体,不带标准滑轨模块的滑盖机中有滑轨和滑道的两个壳体等,目前指定必须用PC材料)。
较常用GE LEXAN EXL1414和Samsung HF1023IM。
2、在材料的应用上需要注意以下两点:避免一味减少强度风险,什么部件都用PC料而导致成型困难和成本增加;在对强度没有完全把握的情况下,模具评审Tooling Review时应该明确告诉模具供应商,可能会先用PC+ABS生产T1的产品,但不排除当强度不够时后续会改用PC料的可能性。
这样模具供应商会在模具的设计上考虑好收缩率及特殊部位的拔模角。
通常外壳都是由上、下壳组成,理论上上下壳的外形可以重合,但实际上由于模具的制造精度、注塑参数等因素的影响,造成上、下外形尺寸大小不一致,即面刮(面壳大于底壳)或底刮(底壳大于面壳)。
手机结构设计

手机结构设计标准(详细分类珍藏版)字体: 小中大| 打印发表于: 2007-7-02 07:13 作者: wildfire 来源: SupeSite/X-Space社区门户一.天线的设计1,PIFA双频天线高度≥7mm,面积≥600mm2,有效容积≥5000mm3 PIFA2,三频天线高度≥7.5mm,面积≥700mm2,有效容积≥5500mm33,PIFA天线与连接器之间的压紧材料必须采用白色EVA(强度高/吸波少)4,圆形外置天线尽量设计成螺母旋入方式非圆形外置天线尽量设计成螺丝锁方式。
5,外置天线有电镀帽时,电镀帽与天线内部外壳不要设计成通孔式,否则ESD难通过。
6,内置单棍天线,电子器件离开天线X方向10(低限8),天线尽量*壳体侧壁,天线倾斜不得超过5度,PCB天线触点背面不允许有金属。
7,内置双棍天线如附图所示,效果非常不好,硬件建议最好不要采用8,天线与SIM卡座的距离要大于30MM GUHE电工天线,周围3mm以内不允许布件,6mm以内不允许布超过2mm高的器件,古河天线正对的PCB板背面平面方向周围3mm 以内不允许有任何金属件二.翻盖转轴处的设计:1,尽量采用直径5.8hinge,2,转轴头凸出转轴孔2.2,5.8X5.1端与壳体周圈间隙设计单边0.02,2D图上标识孔出模斜度为03,孔与hinge模具实配,为避免hinge本体金属裁切毛边与壳体干涉,4,5.8X5.1端壳体孔头部做一级凹槽(深度0.5,周圈比孔大单边0.1),5,4.6X4.2端与壳体周圈间隙设计单边0.02,,2D图上标识孔出模斜度为0,6,孔与hinge模具实配,hinge尾端(最细部分)与壳体周圈间隙设计0.17,深度方向5.8X5.1端间隙0,4.6X4.2端设计间隙≥0.2,试模适配到装入方便,翻盖无异音,T1前完成8,壳体装配转轴的孔周圈壁厚≥1.0 非转轴孔周圈壁厚≥1.29,主机、翻盖转轴孔开口处必须设计导向斜角≥C0.210,壳体非转轴孔与另壳体凸圈圆周配合间隙设计单边0.05,不允许喷漆,深度方向间隙≥0.2,试模适配到装入方便,翻盖无异音,T1前完成11,凸圈凸起高度1.5,壁厚≥0.8,内要设计加强筋(见附图)12,非转轴孔开口处必须设计导向斜角≥C0.2,凸圈必须设计导向圆角≥R0.213,HINGE处翻盖与主机壳体总宽度,单边设计0.1,试模适配到喷涂后装入方便,翻盖无异音,T1前完成14,翻转部分与静止部分壳体周圈间隙≥0.315,翻盖FPC过槽正常情况开到中心位,为FPC宽度修改留余量16,转轴位置胶太厚要掏胶防缩水17,转轴过10万次的要求,根部加圆角≥R0.3(左右凸肩根部)18,hinge翻开预压角5~7度(2.0英寸以上LCM双屏翻盖手机采用7度);合盖预压为20度左右19,拆hinge采用内拨方式时,hinge距离最近壳体或导光条距离≥5。
滑盖手机结构图与设计PPT课件

6
整体尺寸规划
➢ 1.1-3尺寸的计算
➢ a考虑到扣位的影响,主板到最外 轮廓留到2.3-2.5mm 的空间比较安 全
➢ b另外,从ESD及声学方面的因素 考虑,壳与壳之间的配合面尽量 考虑设计环周止口。
7
电池设计
2.2-5电池battery (1)电池面壳、底壳多以超声波焊方式封装; (2)电池和电池扣以及D壳的配合位都做在电池底壳上 (3)电池连接器的弹片装配后压缩行程不小于1mm,
电池推扭 材料:POM 种类较多,在使用方向、位置、结构等方面都有较大变化;
天线 分为外露式和内置式两种,一般来说,前者的通讯效果较好; 连结:通常是天线金属弹片的触点压在PCB上。
2
Mic、Receiver、Speaker MIC 通话时收录声音的元件。为标准件,选用即可。 连结:一般是用橡胶包裹后,固定在前盖上(前盖上有出声孔);通过弹片上的触点与PCB连 结。 Receiver 通话时接收声音的元件。为标准件,选用即可。 连结:一般固定在前盖上,通过触点与PCB连结。 Speaker 铃声发生装置。为标准件,选用即可。 通过焊接固定在PCB上。Housing 上有出声孔让它发音。
LCD LENS 材料:材质一般为PC、压克力或者玻璃,厚度一般0.8左右 连结:一般用卡勾(热烫柱)+背胶与前盖连结;或直接用背胶粘结
按键 材料:Rubber,pc + rubber,纯pc; 连接: Rubber key主要依赖前盖内表面长出的定位柱和骨位定位,定位间隙取0.1mm; 钢琴键的设计方法 主要区别是:增加一个钢板,钢板一般采用0.1或0.15的钢片,或0.3以上的PC片 在设计时注意键帽和钢板之间留0.3以上的行程 一般是把功能键、接听挂断键、导航键放在位 FPC避11空